





オーバースプレー廃棄物を20%削減:ノズル角度最適化の工学的根拠
オーバースプレーは高価です。30〜50%の材料がターゲットに届かないコーティングラインを見たことがあります。それは消耗品の無駄遣い、絶え間ないブース掃除、そして規制上の煩雑さです。この廃棄物のほとんどは、修理可能な問題の一つから来ています。それは、部品の形状と合わないスプレー角度です。より良いノズル配置と角度選択により、サイクルタイムやカバレッジ品質に影響を与えずに、通常15〜25%の材料節約を実現しています。産業用加湿およびミスト冷却ソリューションについてより広い視点で、当社の応用概要では、精密アトマイズ技術が複数の産業における運用効率をどのように向上させるかを解説しています。
目次
- 【なぜオーバースプレーが起こるのか:ノズルだけのせいではない)(#1-なぜオーバースプレーが起こるのか、ノズルだけではない)
- スプレー角物理学とカバレッジジオメトリ
- 適切なスプレー角度の選択
- スタンドオフ距離とマルチノズルオーバーラップ
- 【フィールドテスト:水に敏感な紙と流量測定】(#5-現場試験-水感受性紙と流量測定)
- 貯蓄を壊す設置ミス
- 実例:自動車プライマーで22%節約
- FAQ
- 結論
1.オーバースプレーが起こる理由:ノズルだけの問題ではありません
オーバースプレーはシステムの問題です。私は200以上のスプレーシステムを監査してきましたが、そのパターンは明確です。
最大の原因はスプレー角度の不一致です。誰かが12インチのターゲットから18インチ離れた場所に110°フラットファンノズルを設置します。これにより33インチのスプレーフットプリントができ、材料の3分の2が部品を欠いています。これだけでオーバースプレーの40〜60%を占めています。
過剰な距離は問題を増幅させます。距離を2倍にすれば噴霧面積は4倍になりますが、液体の量は変わりません。カバレッジ密度は低下し、エッジの無駄が増えます。
重複も隠れたコストです。私は、65%が問題なく動作するのに90%重複するシステムを測定したことがあります。これはわずかな均一性向上のために15〜20%多くの材料を消費することになります。
気流は細かい水滴をはじき、150ミクロン未満のものは押し流されます。そして、ジオメトリに合わないスプレーパターン:円筒形の部品に平らにスプレーすると材料が無駄になります。複雑な形状ではフルコーンや中空コーンの方が転像が良いです。当社のスパイラルノズルとフルコーンノズルガイドでは、それぞれのパターンタイプがあなたの用途に合うタイミングを詳しく説明します。
修正は、スプレー角度を実際のターゲット幅に合わせることから始まります。そこが最大の節約になります。
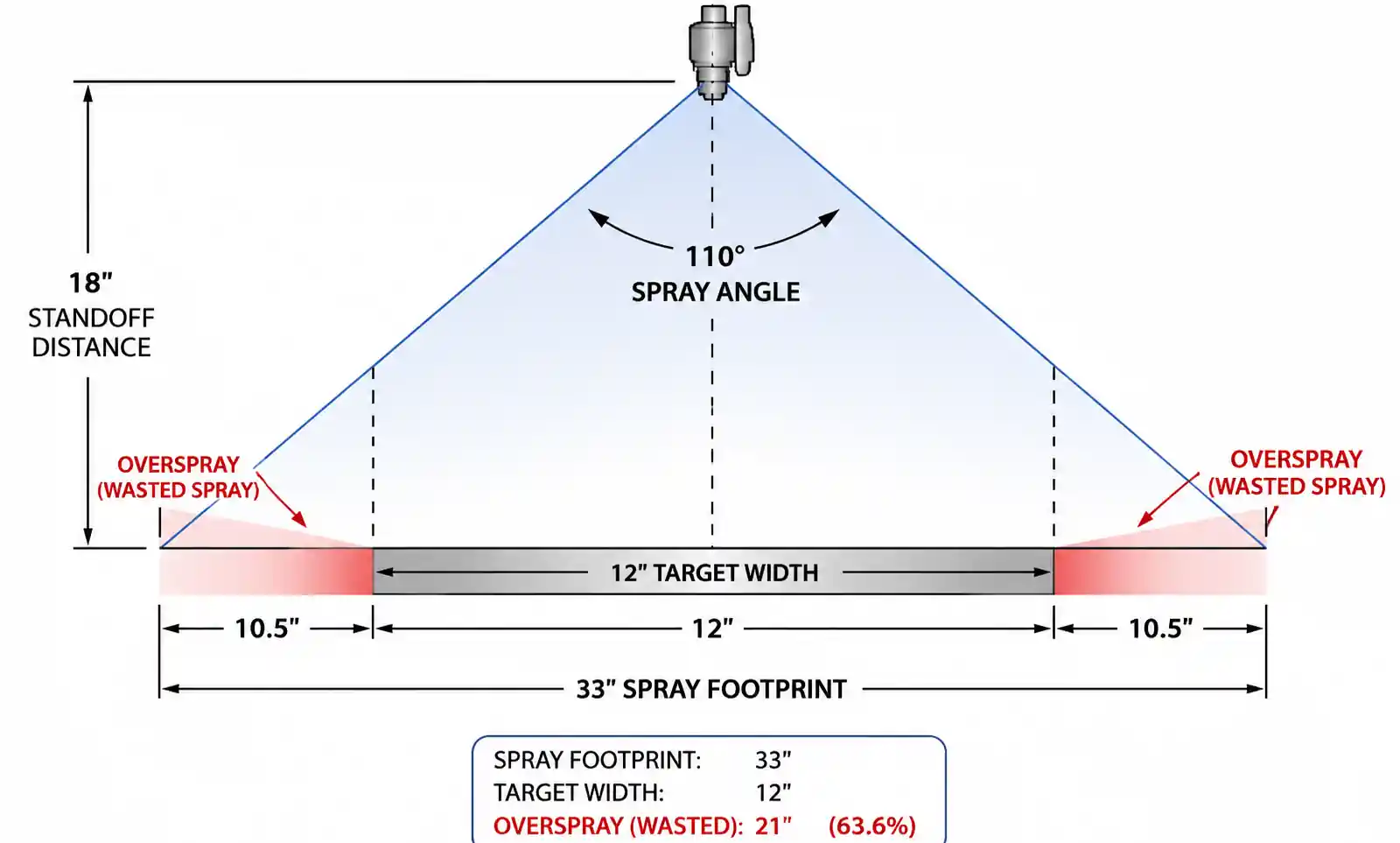 狭いターゲットに過剰噴霧の無駄が生じるスプレー角度の不一致を示す図
狭いターゲットに過剰噴霧の無駄が生じるスプレー角度の不一致を示す図
2.スプレー角度物理とカバレッジ形状
スプレー角度はパターンの拡大速度を決めます。中心線から40度の角度で80度の完全な円錐が広がっています。110°の平らなファンはファン面で55°の角度で広がります。
W = 2 × D × tan(θ/2)(ここで W = スプレー幅、D = スタンドオフ距離、θ = スプレー角度)。
例:12インチスタンドオフで80°ノズルを使えばW = 20.1インチとなります。ターゲットが幅10インチなら、スプレーの半分を無駄にしています。
狭角(15〜40°)は高衝撃洗浄のために流れを集中させます。広角(80〜120°)は同じ流れをより広い範囲に広げ、優しいコーティングに適しています。
200ミクロン未満の細い水滴は運動量を急速に失い、重力によって偏向します。噴霧角度は圧力によって変化します。油圧ノズルは範囲内で5〜10°変化し、空気霧化は20°ずれることがあります。必ず実際の作動圧力でテストしてください。
3.適切なスプレー角度の選択
ターゲットジオメトリから始めましょう。十分な距離で完全なカバーが得られる最も狭いスプレー角度を選びましょう。
シングルノズル例: 16インチフラットパネル。位置の許容差のためにエッジの余裕は10%(片側1.6インチ)が必要で、スプレー幅は19.2インチ必要です。スタンドオフは14インチに制限。
必要な角度:θ = 2 × arctan(19.2 / 28) = 68.8°
カタログオプション:65°は18.7インチ(タイトですが実用性があります)。80°は23.5インチで快適ですが、オーバースプレー率は18%です。スタンドオフを10インチに減らせるなら、65°ノズルが完璧です。
この単純な計算は、設置業者が「いつも使っているものを単に取っていた」システムで20〜30%の節約機会があることを明らかにします。
マルチノズルアレイは制御された重なりが必要です。重要なパラメータ:
オーバーラップ比率=(W - S) / W × 100% ここでW = スプレー幅、S = ノズル間隔
| オーバーラップ比率 | カバレッジ品質 | 材料効率 | ユースケース |
|---|---|---|---|
| 40-60% | 非臨界 | よし | 一般的な清掃、前処理 |
| 60〜80% | 良好で最小限の変動 | 中庸 | コーティング、精密洗浄 |
| 80-100% | 優れた均一性 | 貧しい、高廃棄物 | クリティカル・コスメティックコーティングのみ |
ほとんどのコーティング作業では、60〜70%の重なりが品質とコストのバランスを取っています。重なりが大きいと、高光沢の自動車用トップコートを塗る場合を除き、実質的な改善は見られません。ノズル選択のための5つの重要なパラメータガイドは、流量、圧力、噴霧角度、材料の摩耗、液滴サイズがどのように相互作用して実際の性能を決定するかを解説しています。
間隔の計算: 12インチスタンドオフ(20.1インチスプレー幅)で80°ノズルで65%の重なりがある場合:S = 20.1 × 0.35 = 7.0インチ。
よくあるミス:50%の重なりを指定しながらノズルを近すぎる位置に取り付け、実際の重なりが85%、超過使用率が15〜20%になることです。施工間隔は運転圧力時の実際のスプレー幅と必ず確認してください。
4.スタンドオフ距離とマルチノズルオーバーラップ
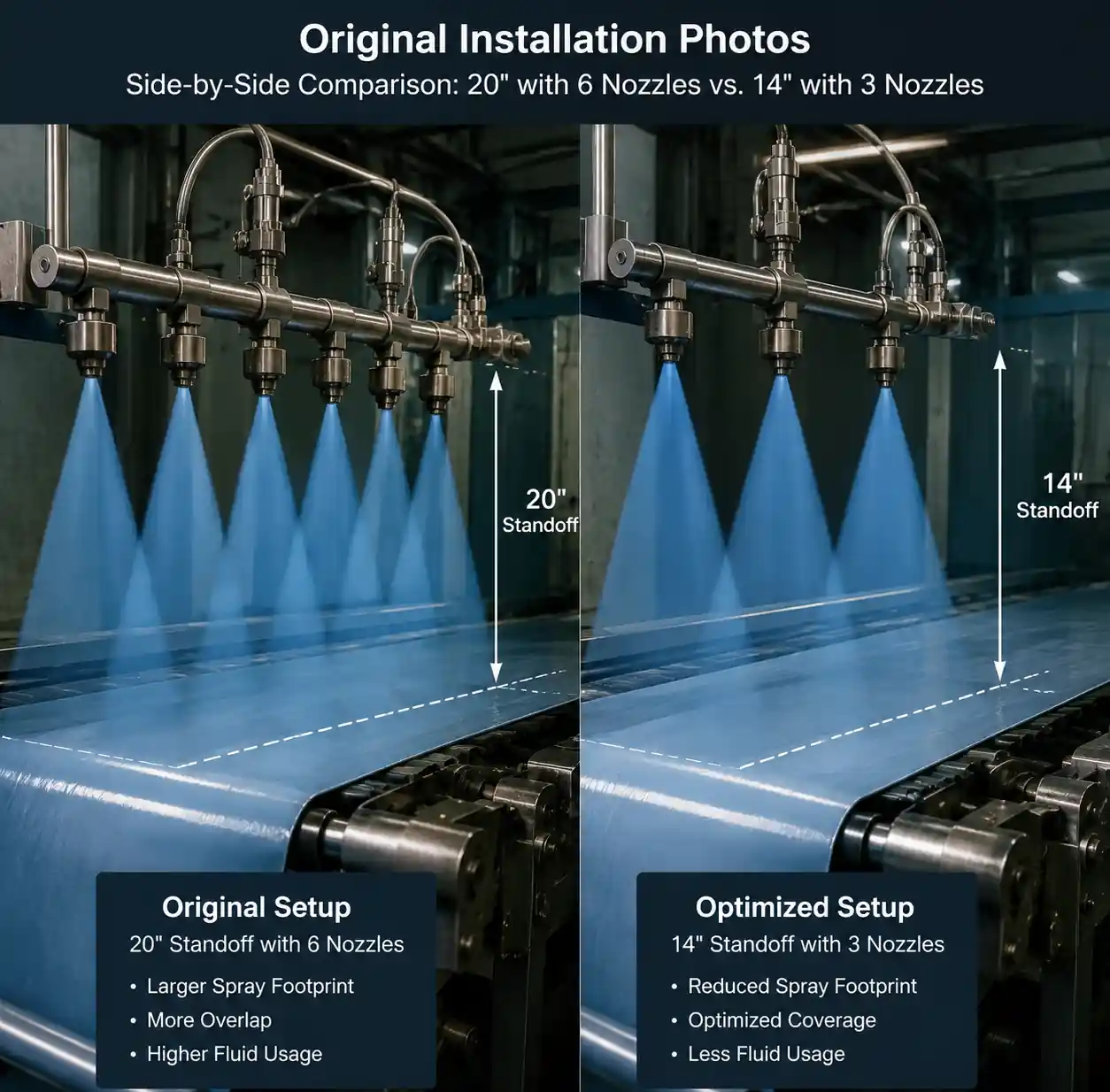 ノズルスタンドオフ距離と噴霧範囲のビフォー・アフター比較
ノズルスタンドオフ距離と噴霧範囲のビフォー・アフター比較
スタンドオフ距離は2番目に大きなレバーです。油圧ノズルは均一に噴霧しません。ほとんどは中心にピークのあるベルカーブを持っています。隣接するパターンは重なり合わなければならず、そうすればエッジが互いに満たされます。
フラットファンノズルの場合、スタンドオフは60〜70%の重なりをスプレー幅×0.6〜0.8で行うべきです。完全なコーンには0.8〜1.0×を使います。
コンベヤー例: 24インチコンベヤー上に20インチスタンドオフに110°フラットファン6台。スプレー幅=57インチ、間隔=4.8インチ、重なり=91.6%。あまりにも多すぎる。
最適化:14インチスタンドオフ、95°ノズル(幅31.5インチ)、11インチ間隔で65%の重なり。これは6ノズルではなく3つのノズルです。素材は38%減少しました。
5.現場試験:水に敏感な紙と流量測定
計算は検証が必要です。私は2つの方法を使っています。
水に敏感な紙は水に触れると黄色から青に変わります。シートをターゲット面に取り付け、0.5〜1秒スプレーを流し、すぐに撮影します。被覆面積を測定し、オーバースプレー=スプレーフットプリント/ターゲット面積を計算します。視覚的なフィードバックには優れていますが、素材の使用量を定量化するわけではありません。
流量測定は実際の数値を示します。1時間または100パーツで基準消費量を記録。変化を実行しましょう。同じ生産を続け、新たな消費量を記録しましょう。節約額を計算しましょう。一度に一つずつ変えていかないと、何がうまくいったのか分からなくなります。成功を宣言する前に3〜5サイクル走ってください。
特にタンク清掃用途では、カバレッジの検証がさらに重要になります。当社のガイド『タンク清掃におけるデッドゾーンの除去方法』(https://www.nozzle-intellect.com/blogDetail/how-to-eliminate-dead-zones-in-tank-cleaning-a-field-engineer-s-guide-to-complete-coverage/109.html)では、カバレッジギャップを特定するための実証済みの現場手法を紹介しています。
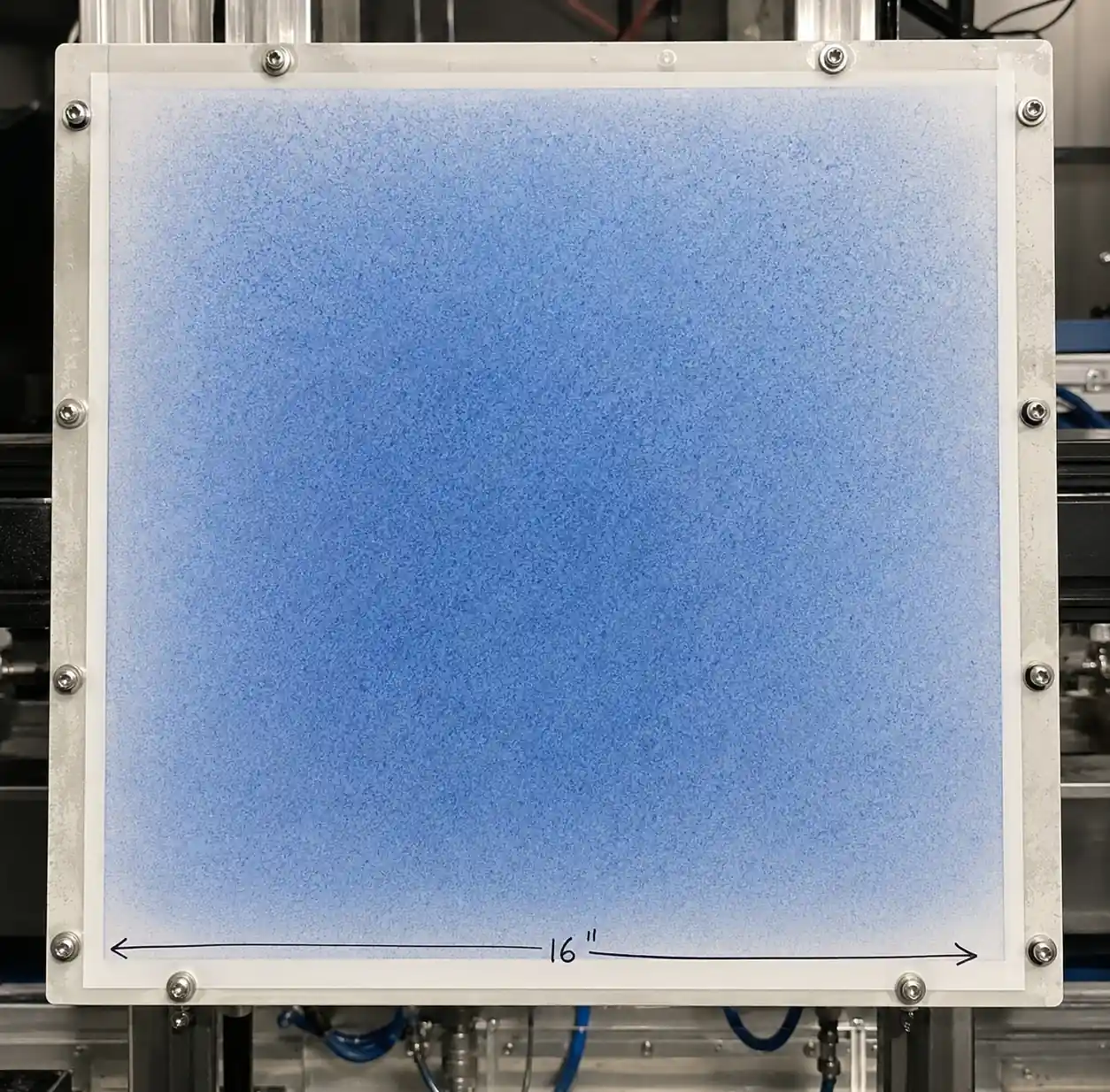 水に敏感な紙スプレーのカバレッジテスト結果が均一な青色被覆パターンを示す
水に敏感な紙スプレーのカバレッジテスト結果が均一な青色被覆パターンを示す
6.貯蓄を台無しにする設置ミス
ノズルの摩耗を無視する:摩耗したノズルは開口部が大きく角度が狭くなります。流量の監視と交換スケジュールを確立しましょう。
取り付け角度の不均一:手動設置は設計から±5〜10°ずつ変化し、重なりが不均一になります。アライメントフィクスチャーを使いましょう。
マニホールド内の圧力変動:サイズが小さいマニホールドは10〜20%の圧力損失を生みます。5%未満の変動に対応するサイズ。
気流:200ミクロン未満の水滴は簡単に偏向します。ノズルは主流の気流に5〜10°角度をつけます。
微細な霧化に過度に依存している:100ミクロン未満の液滴はひどく漂流します。超細かい仕上げが不要なら、150〜250ミクロンを使ってより良い転写を図るのが良いです。
7.実際のケース:自動車プライマーの22%節約
自動車のサプライヤーからプライマーのオーバースプレー問題が報告されました。プレス鋼製ブラケット、コンベヤーで12パーツ/分。
オリジナル:95°エアアトマイジングノズル8基、18インチスタンドオフ、55 PSIのアミタイジングエア。スプレー幅は34インチでしたが、部品の幅はわずか14インチで、59%が幾何学的廃棄物でした。測定された重複率は76%で、設置者はノズルの間隔を50%の設計仕様より狭めていました。
最適化:10インチスタンドオフ、65°ノズル、空気を40 PSIにリセット、60%の重なりのために5インチ間隔。ノズルは8つではなく6つ。
30日後:プライマー濃度が1.85から1.44ガロン/時に減少し(22.2%減少)、フィルムの厚さは仕様内(8ミクロン未満)に保たれました。ブース清掃は週1回から隔週に増えました。年間節約は約43,000ドルです。
 最適化されたノズルアレイ構成を示す自動車部品コーティングライン
最適化されたノズルアレイ構成を示す自動車部品コーティングライン
8.FAQ
Q: オーバースプレーを減らすことでカバレッジの質が悪化しますか?
正しくやれば大丈夫です。目標は、スプレーのフットプリントをターゲットに一致させつつ、均一性を確保するために十分な重なりを保つことです。検証時の水感性紙とフィルムの厚さ測定により品質が保たれます。私の経験では、オーバースプレープロジェクトの90%は、悪いシステム設計を補う過剰な重複を排除することで均一性を維持または改善しています。
Q: ノズルが摩耗するにつれて、スプレーの角度はどのくらいの頻度で再確認すべきですか?
材料や流体によります。セラミックまたは硬化ステンレス製のクリーン液体では、四半期ごとに流量を確認してください。研磨スラリー中の真鍮またはプラスチックは月1回。測定された流量が名前プレートを10%超えた場合、噴霧角度が5〜8°変化し、再計算します。交換は定額より15%高く設定してください。
Q: ノズルタイプを変えずに最適化できますか?
時々ね。広角で過度なスタンドオフを使う場合、スタンドオフを減らすことで新しいノズルなしでフットプリントを狭めることができます。重なりが非常に大きい場合は、間隔を広げてノズルをいくつか外してください。しかし、最大の効果を得るには、実際のターゲットジオメトリに合わせた角度を選ぶ必要があり、つまりノズルの種類を変えることになります。
Q: 円筒形の部品に最適なスプレー角度は何ですか?
フルコーンノズルは円筒形状の上でフラットファンを打ち負かします。外部パイプコーティングの場合:狭いフルコーン(30-45°)をクローズドスタンドオフ(4-8インチ)で、部分回転またはヘリカルノズルの動きで使用します。内部タンク清掃には、狭い高衝撃フルコーン(15-25°)または回転ノズル。フラットファンは曲線部分で素材を無駄にします。なぜならエッジが外れてしまうからです。
Q: コンベアでの部品配置のバリエーションはどのように扱いますか?
ターゲット幅にエッジマージンを加えます。一般工業:10〜15%のマージン。高速線路の部分が徘徊する場合:20〜25%。これにより最大限の節約が可能になりつつ、位置決めの誤りがあってもカバー範囲を確保します。より良い解決策は、ガイドや備具、視覚フィードバックで位置調整を改善することです。
 新造ノズルオリフィスと摩耗したノズルオリフィスの顕微鏡比較によるスプレー角劣化
新造ノズルオリフィスと摩耗したノズルオリフィスの顕微鏡比較によるスプレー角劣化
9.結論
ノズル角度の最適化によるオーバースプレーの削減は、リスクが低くリターンが高いです。新しいノズルや小さな取り付けの変更は費用が少なく、化学や硬化に影響せず、数日以内に測定可能な節約効果が見られます。ほとんどの施設には少なくとも1つのシステムがあり、30%+幾何学的オーバースプレーを動作させており、簡単な選択と位置調整で修正可能です。計算は簡単です。節約効果は即座に持続的です。最も大量のプロセスから始め、数値を計算し、水に敏感な紙と流量測定で検証してください。スプレー角度の基本とそれが清掃効率に与える影響について詳しく知りたい方は、当ガイドの「洗浄半径の説明 – ノズルのサイズ付け方法」をご覧ください。20パーセントは理想的なものではなく、ほとんどの仕事で誰かが最終的にその角度を合わせたときに目にするものです。