





連続鋳造におけるデスケールノズル配置は最終製品の表面仕上げにどのように影響しますか?
エンジニアリングノート:12か国の冶金クライアントとの仕事において、連続鋳造におけるデスケーリングノズル配置が最も最適化されていない変数として浮上しました 表面仕上げに影響を与える。 ヘッダーがわずか3mmずれると、拒否率は明らかに上昇します。 このガイドでは、500+スラブサンプルから精密スプレージオメトリについて学んだことを紹介します。
{kind=link}
- 1. 特集抜粋
- 1.1. 三次元ダメージモデル
- 2. ノズル構成と表面品質:データ比較
- 2.1. 比較分析:レガシーと最適化された配置
- 2.2. ノズルタイプ選択マトリックス
- 3. 7ステップ最適化プロトコル for Descaleing ヘッダー
- 4. Industry-Specific Application Profiles
- 4.1. プロファイル2:ステンレス製ロングプロダクト(バーおよびロッド)
- 4.2. プロファイル3:APIパイプライン鋼(重プレート水素誘起割れ耐性グレード)
- 5. 人々が尋ねる:専門家の回答
- 5.1. ノズルスタンドオフ距離は表面の粗さに直接どのように影響しますか?
- 5.2. 隣接するデスケールノズル間の最適なスプレー重なり率はどのくらいですか?
- 5.3. デスケールノズル配置はポンプ圧力の低下を補うことができるのでしょうか?
- 5.4. デスケールノズル配置はどのくらいの頻度で再確認すべきですか?
- 6. 実施ロードマップと次のステップ
- 6.1. 私たちがカバーした内容
- 6.2. 次の一手
特集抜粋
連続鋳造におけるデスケーリングノズル配置は、スプレーの重なり、衝撃圧力分布、スラブ幅にわたるスタンドオフ距離を制御することで表面仕上げを決定します。 不適切なノズル位置はスケールストリーキング、ロールイン酸化物欠陥、Ra粗さの偏差が3.2μmを超える原因となります。
三次元ダメージモデル
フラットロールおよび長製品ミルでの現場診断を通じて、連続鋳造における最適でないデスケールノズル配置によって引き起こされる3つの異なる故障モードを観察しました。
- コストへの影響:見えない収量流出
- スケールスカーによるダウングレードされたコイルは、構造化デスケール監査のないミルの総生産量の2.8〜4.5%を占めます。
- 表面関連の1%の格下げは、年間100万トンあたりの損失マージンが18万ドルから32万ドルに相当します。
- 再トリミング、スカーフ、またはスキンパス再処理は、1トンあたり12ドルから18ドルの増分変換コストを増加させます。
*「ミルズはロールスタックのアップグレードに数百万ドルを投資しながら、最初のスタンド前の表面清浄度の80%を決定する5万ドルのデスケールヘッダーアライメントを無視している。」 *
- 効率への影響:温度損失とエネルギーペナルティ
- ノズルの配置が不十分な場合、過剰な水流がスケール除去に必要な熱を奪う。
- 設計流量より22%高いヘッダーが、再加熱炉に設定温度調整++8°Cで補正を強いられます。
- 12か月間のキャンペーンで、このオーバースプレーペナルティは燃料および電気の再加熱費用に$95,000–$140,000を追加します。
- 水処理能力も負担がかかる。過剰な流量は汚泥処理、ろ過逆流サイクル、ポンプのメンテナンス間隔を15〜20%増加させる。
熱力学的現実:温度最適閾値を超えるスケール除去水が0.3 m³/t追加されるごとに、スラブから約4〜6 kWh/t*の感熱が抽出されます。 年間処理量を掛け合わせると、エネルギー計算は無視できなくなります。
- 品質への影響:表面仕上げ劣化メカニズム
500+デスケール試料に対するマールパーソメーターを用いた測定キャンペーンでは、ノズル配置誤差に起因する4つの主要な表面欠陥をカタログ化しました。
| 年間ボリューム | プロトタイプ(1–10) | 低ボリューム(100–500) | ハイボリューム(1,000+) |
|---|---|---|---|
| 相対コスト乗数 | 5.0–8.0× | 2.0–3.0× | 1.0×(基準値) |
| NRE/工具料金 | $2,500–$8,000 | $1,500–$4,000 | $500–$2,000 |
| 典型的なリードタイム | 2〜4週間 | 3〜5週間 | 4〜7週間 |
{kind=link}
現場データインサイト:ヨーロッパのコンパクトなエンドレスキャスト&圧延ミル(CEM)では、ヘッダーの誤りが3 mm(目視ではほとんど気づかれない程度)が一貫して現れました 7つの仕上げスタンドすべてにストリップ幅のスケールストリークが残っていました。
ノズル構成と表面品質:データ比較
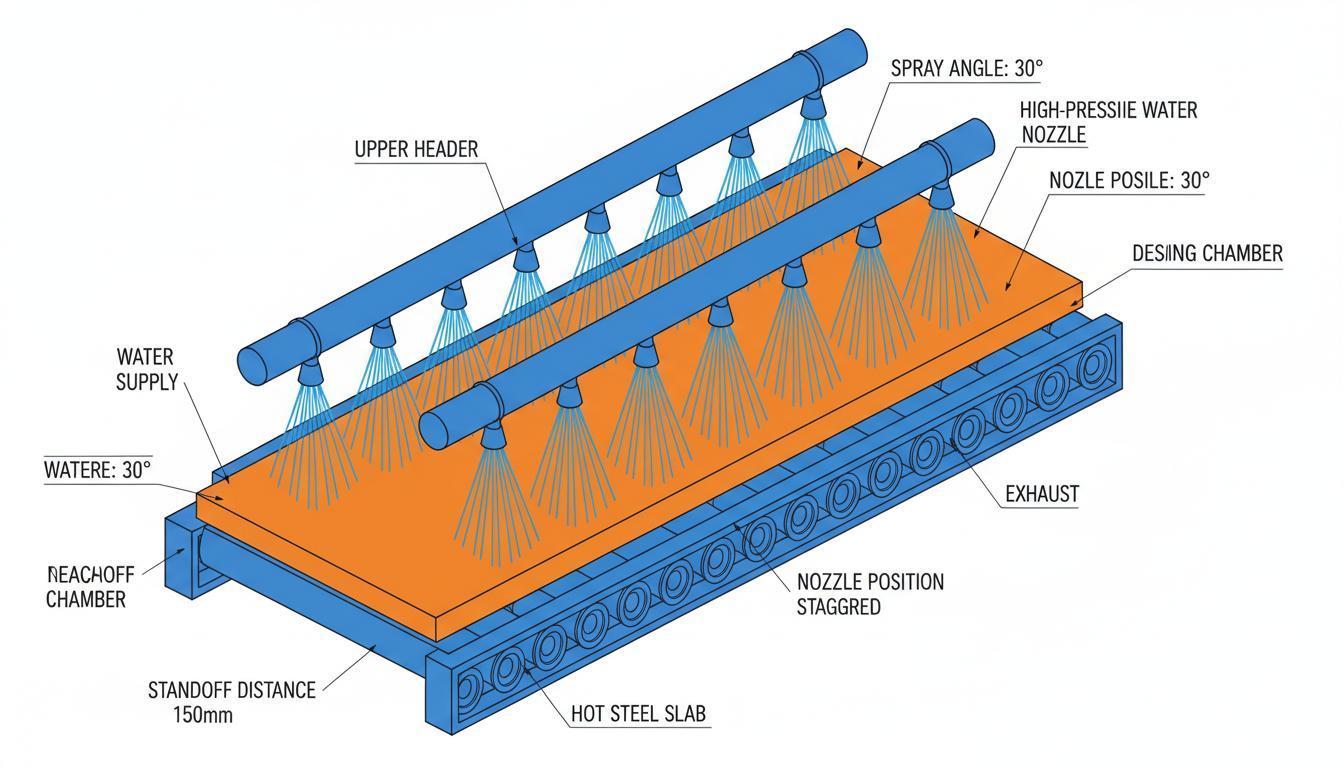
### 配置の物理学:実際に重要なことスケール除去効率は単にポンプ圧力の関数だけではありません。 衝撃圧—鋼表面に与えられる単位面積あたりの力—は多次元配置行列に依存します:
- スタンドオフ距離(ノズルと表面の隙間)
- スプレー角度とファンジオメトリ
- ノズルピッチ(中心間の間隔)
- 上部と下部ヘッダー間のスタッガーパターン
- スラブの進行方向に対するリード角
- ノズルあたりの流量および累積水密度
比較分析:レガシーと最適化された配置
以下の表は、当社の近代化プロジェクトおよび公表された工場ベンチマークのデータを統合したものです。
| 最適化配置 | <番目のスタイル="text-align:center">改善|||
|---|---|---|---|
| ノズルからストリップまでの距離 | 180–220 mm | 120–150 mm | -33% 距離 |
| スプレーの重なり比 | 10–15% | 25–30% | +2× カバレッジ安全 |
| 衝撃圧(ラフ加工) | 0.045 N/mm² | 0.061 N/mm² | +35% |
| インパクト圧(仕上げ) | 0.038 N/mm² | 0.061 N/mm² | +60% |
| トンあたりの水流量 | 1.8–2.2 m³/t | 1.4–1.6 m³/t | -20% 消費 |
| スケール関連のダウングレード | Index 100(ベースライン) | インデックス45 | -55%の却下率 |
| Surface roughness (Ra) | 3.8–5.2 μm | 1.6–2.4 μm | -52% roughness(粗さ | )
| Header Nozzle count | 33 per header | 28 per header | -15%のメンテナンスポイント |
重要な発見:噴霧距離を半減させることで、反二乗減衰法則に従い、衝撃圧力はおよそ4倍増加します。 しかし、熱損失やストリップ振動制約が実用的な下限を課します。
ノズルタイプ選択マトリックス
異なるスケールの形態によって、異なるスプレー武器が必要になります。 正しく配置されていても根本的に不一致なノズルタイプでも、仕上げが悪くなります。
| 表面仕上げ適性 | |||
|---|---|---|---|
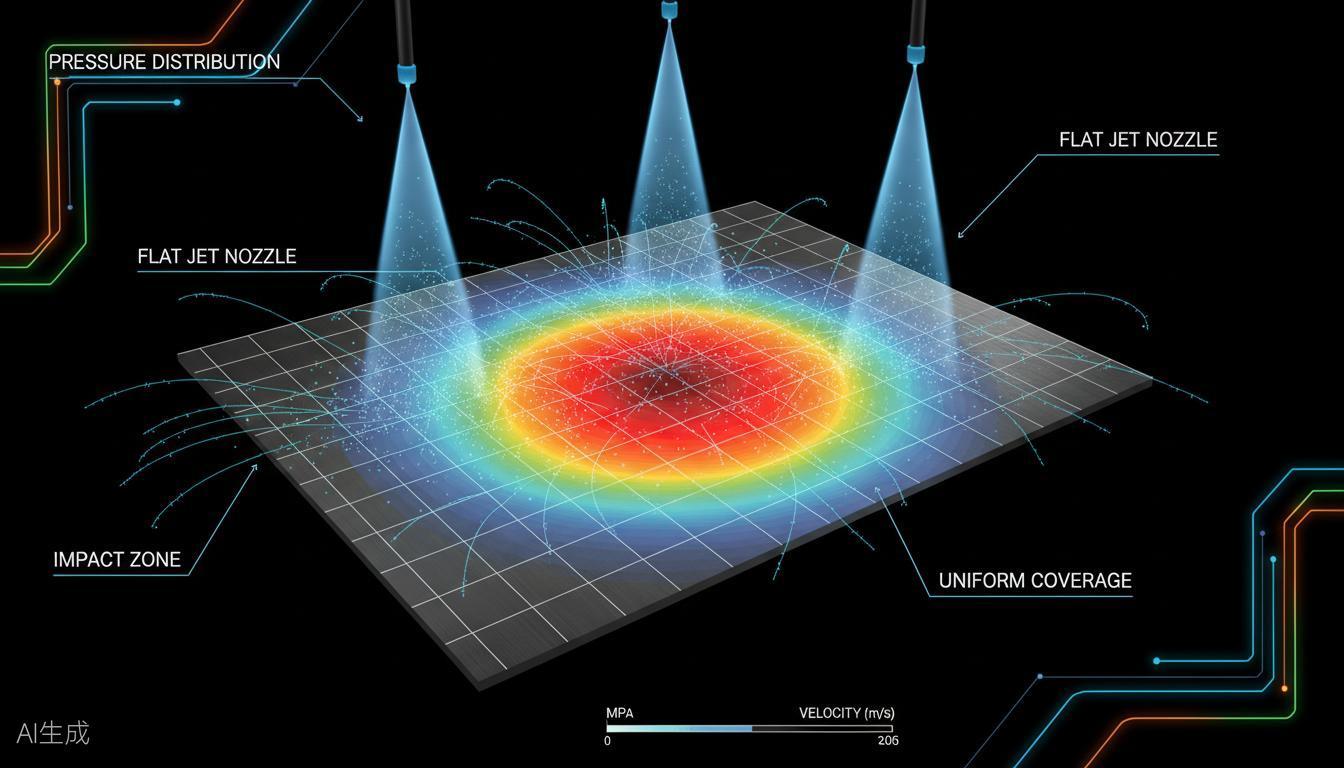
| フラットジェット(ファンスプレー) | 狭い長方形フットプリント; 高衝撃濃度 | 短いスタンドオフ(50–100 mm); 一次スケール除去 | 厚い炉スケールに最適です |
| ロータリーターボジェット | Hollow circular footprint; 動的攻撃角 | 拡張スタンドオフ(100–200 mm); 二次規模 | 薄く粘着したスケールレイヤー用にSuperior対応 |
| フルコーン(広角) | Uniform circle cover; 中程度の影響 | ガス冷却、インタースタンド冷却、プライマリーデスケールではありません | スケール除去に適していません; 温度管理に良いです |
| Spiral(中空円錐) | 粗いドロップレットスペクトラム; 詰まり防止幾何学 | ほこり抑制、ガススクラビングアプリケーション | ヘッダーのデスケーリングには適用されません |
スケール除去を超えた包括的なスプレーシステムの最適化を求める工場には、当社の姉妹技術ポートフォリオが同様に要求の高い工業環境に対応した精密設計ソリューションをカバーしています. 当社の高効率FGD & SCR/SNCR脱硝化ノズル for E排出物についてご検討ください Control—高度なアトマイズを活用 腐食性排ガス処理用途において厳格な環境基準を100%遵守する技術。
7ステップ最適化プロトコル for Descaleing ヘッダー
### ヘッダー監査からキャンペーン再スタートまでの現場検証フレームワーク成功している製材所は、デスケールヘッダーを配管ではなく精密機器として扱っています。 以下のプロトコルは、機械的アライメント、油圧プロファイリング、クローズドループ品質監視を単一の実行可能なワークフローに統合しています。 各ステップは前のステップの上に積み重ねられています。 手順を飛ばすことで、数週間後に説明のつかない表面欠陥として現れる盲点が生じます。
{kind=link}
ステップ1:基準噴霧パターンの記録
- 低圧(40–60バール)でマークアップ用紙テストを行い、実際のスプレーフットプリントを捕捉する。
- 各ノズルを個別に撮影すること; OEM仕様図と比較してください。
- スプレー角度の偏差、ファン対称性、エッジフェザリングの記録。
ステップ2:スタンドオフ距離のキャリブレーション
- 全幅の5点間隔(中心、四分の一ポイント、エッジ)でヘッダーからパスラインまでの距離を測定する。
- 目標公差:±3 mm 設計図からの最大偏差。
- 両方の平面で垂直および水平のアライメントを同時に確認する。
ステップ3:ノズルピッチとオーバーラップ検証
- 噴霧角度とスタンドオフに基づいて、ノズルごとの理論的なカバー幅を計算します。
- 隣接する噴霧ファン間で25〜30%の重複を確認し、縦方向の隙間を除去する。
- ピッチ間隔を調整するか、重なりが20%未満になる場合にファン角度のノズルを交互に交換する。
ステップ4:スタガーとリード角度の最適化
- スラブエッジのスプレーシャドーイングを防ぐために、上から下へのヘッダースタッガーを設定する。
- フラットジェットノズルに対して15°リード角を維持; これはSteel Research Internationalが検証した産業のベストプラクティスと一致しています。
- 0°リード角を避けること。これらは油圧のデッドゾーンや不均一なせん断力を生み出します。
ステップ5:衝撃圧力プロファイリング
- 校正済みのトランスデューサースライドリグを使用し、生産圧力でスプレーフィールドを横断します。
- 3Dインパクト分布マップの作成; 一定の台形プロファイルを標的にします。
- 左・右ファンローブ間で>10%の衝撃非対称性を示すノズルを交換する。
ステップ6:流量バランスと油圧の完全性
- 定格圧力で各ノズルの流量試験を行う; 旗の偏差>名目から5%です。
- インレットストレーナーの検査; ストレーナーの詰まりは、徐々に流量が減少する主な原因です。
- シートシールおよび滴り防止弁のチェック; 閉鎖後の滴水がストリップ表面を再汚染します。
ステップ7:キャンペーン監視とクローズドループの修正
- ±1 mmフィードバック解像度のヘッダー位置センサーを設置します。
- 週次目視ノズル点検および月1回の全流量パターンテストをスケジュールします。
- 表面検査データ(自動表面検査システム、AIS)とデスケールシステムのパラメータを相関させ、品質イベントが発生する前にドリフトを検出すること。
操作上の注意:連続キャストにおけるデスケールノズル配置の最適化は表面仕上げの向上を確実に得ますが、プロトコルは水処理システムを前提としています 固形物を50ppm未満に抑え、高圧ポンプは設定値の5%以内に圧力を維持します。 まずは上流の欠陥に対処しましょう。
Industry-Specific Application Profiles
### プロファイル1:自動車グレードの平鋼(コールドロール基板)仕上げ要件:Ra ≤ 1.5 μm; 目に見える鱗の筋跡はゼロ; クラスA露出パネル適合性。
- 配置戦略:ラフ加工および仕上げのスケールブレーカーの両方にツインペアヘッダー(上+下)を設置。 上部および下部ヘッダーは、スラブエッジの影を防ぐために逆流方向で動作します。 ノズルのスタッガーオフセットは、上部と下部アレイの間で半ピッチに設定され、カバレッジ冗長性を最大化します。
- 圧力レベル:粗加工入口時300バール; ゴール時は400バール。 段差圧力プロファイルは、仕上げスケールが薄いもののより密着性が高く、完全な除去にはより高い比エネルギーを必要とすることを認めています。
- キー公差:ノズルからストリップまでの距離は、全幅1,650 mmにて125 mm ±2 mmで維持されます。 隣接するスプレーファン間の干渉を防ぐために、15°のツイスト角度を備えたエッジノズル。
- アウトカム:配置近代化から6か月以内に格下げ指数が55%低下。 表面検査データは、Ra分布がσ=1.4μmからσ=0.6μmへと締まっていることを示しました。
プロファイル2:ステンレス製ロングプロダクト(バーおよびロッド)
仕上げ要件:ピクルスフリーの明るいローリング能力; 粒状攻撃リスクなしのスケール除去。
- 配置戦略:垂直と水平ヘッダーを組み合わせた調整可能なスプレーリング; 断面積適応位置測定。 長積スケール除去は独特の幾何学的課題をもたらします。丸、四角、六角形の断面がスケールが最も厚く蓄積する角を露出させます。 この配置は非対称ノズル密度を用いています:角の象限ではピッチ密度が高く、平らな面では標準密度です。
- 圧力レベル:200–280バール、スケールが最も粘着しやすいコーナーで衝撃が集中します。 可変オリフィスノズルにより、圧力に依存しない流量調整が可能です。
- キー公差:リング径を16〜80mmの範囲に対応できる±5 mm以内の調整可能。 空気圧アクチュエーターはグレードチェンジ間のリングを45秒以内に再配置します。
- 成果:製品ミックスの70%における機械的スカーフの必要性を廃止; 直接的なブライトアニール適合性。 下流のピッキングにおける年間酸消費量は$42,000減少しました。
プロファイル3:APIパイプライン鋼(重プレート水素誘起割れ耐性グレード)
仕上げ要件:超音波検査(UT)の受容性のための清潔な表面; ラミネートの欠陥を隠すような巻き込まれたスケールもありません。
- 配置戦略:3つの連続ヘッダーペアを持つ拡張スケール除去チャンバー; プログレッシブ・プレッシャーステッピング(180バール→250バール→320バール)。 カスケード配置は、再加熱された連続鋳造スラブの多層スケール形態に対応しています。すなわち、180バールで脆い外側赤鉄鉱、250バールで中間磁鉄鉱、そしてしっかりした磁鉄鉱です 内ウスタイト、320バール。
- 圧力体制:カスケード配置により、板材が粗削り列車に入る前に一次および二次スケールの完全な除去が保証されます。 各段は独立制御されたヘッダー位置を調整し、ローリングシーケンスを通じて板の厚さが減少する中で最適なスタンドオフを維持します。
- キー許容差:900°C以下の過冷却を防ぐため、HIC感受性グレードでは多角形フェライト生成のリスクを防ぐため、水密度を厳格に制御します。 各ヘッダーペアのすぐ下流に配置された温度監視熱電対は、クローズドループ流量変調を供給します。
- 結果:表面条件偽コールによるUTリジェク率が42%減少。 クライアントは契約初年度に20万ドル+の第三者再検査および顧客のペナルティ費用を回避しました。
{kind=link}
人々が尋ねる:専門家の回答
以下の質問は、連続鋳造におけるデスケールノズル配置に関して、ミルオペレーター、品質エンジニア、保守管理者から最も頻繁に寄せられる問い合わせです。 各回答は現場データ、流体力学の原理、実践的な実装ガイダンスを統合しています。
ノズルスタンドオフ距離は表面の粗さに直接どのように影響しますか?
スタンドオフ距離は連続鋳造におけるデスケールノズル配置において支配的な幾何学的変数です。 衝撃圧は距離とともに非線形に減衰し、おおよそ逆二乗力学に従います。 200mmスタンドオフでは、油圧エネルギーが100mmのほぼ2倍の幅のフットプリントに分散し、ピークインパクトを60〜75%薄めます。 十分な衝撃がなければスケールの亀裂を貫通できず、熱衝撃による剥離に必要な蒸気爆発を発生させません。物理学をもっと正確に考えてみてください。 水ジェットはノズルの開口部から速度が150バールで約170 m/s*で出ます。 ジェットが鋼面に向かって空気を通過する際、空力抵抗によってコヒーレントな流れが水滴に分割されます。 200mmになると、液滴スペクトルは粒子あたりの運動量が減少し、直径が小さくなります。 重要なメカニズムである水がスケールの亀裂を浸透し、1,000°C+基板に接触して蒸気にフラッシュするという点は、酸化物障壁を突破するのに十分な水滴の運動エネルギーを必要とします。 長時間のスタンドオフでは、この貫通確率は指数関数的に低下します。
その結果、残留したスケール粒子がその後のスタンドで表面に転がり込み、Raの高さは2〜4μm*となり、縦方向の欠陥が目に見える。 私たちの目安:プライマリーデスケールヘッダーのスタンドオフは150mmを超えてはいけません。ただし、ストリップの形状や機器配置が避けられない場合を除きます。 スペースの制約で長距離を要求する薄板キャスターでは、長時間のスタンドオフでも効率を維持できるロータリーターボノズルが優れた配置の選択肢となります。
隣接するデスケールノズル間の最適なスプレー重なり率はどのくらいですか?
25〜30%の重複は産業的に検証されたスイートスポットを表します。 20%未満では、カバレッジの隙間がノズル境界と正確に一致した予測可能な縦方向のストリークを作り出します。 35%を超えると水消費量は増加し、品質の効果は比例せず、過度の冷却により圧延温度や冶金特性が劣化し始めます。重なり計算自体には精度が必要です。 理論上のノズルあたりのカバー幅は、スタンドオフ×タン(タンタン)2×(噴霧角度/2)に等しいです。 140mmスタンドオフで25°の噴霧角度の場合、各ノズルは約61mmのストリップ幅をカバーします。 中心間ピッチ30mmの場合、重なりはおよそ27%—理想的な精度となります。 しかし、実際の要因によってこの形状は変化します。例えば、油圧荷重下でのヘッダーのたわみ、ノズルオリフィスの摩耗による有効噴霧角度の増加、圧力のパルスによるジェット拡散の調整などです。
2024年の薄スラブ鋳造機での最適化プロジェクトでは、重複率を12%から28%に増加させ、地表関連の請求を38%減らし、水流量は4%しか追加できませんでした。 重要なのはヘッダー幅全体にわたる一貫した重なりであり、単なる平均的なオーバーラップだけでなく、ヘッダーの偏向がスタンドオフを広げるエッジでの最小限のオーバーラップを確保することです。 毎月の監査でエッジノズルの重なり合い検証を推奨します。
デスケールノズル配置はポンプ圧力の低下を補うことができるのでしょうか?
部分的にはそうだが、厳しい限界があった。 最適化された配置(短いスタンドオフ、最適なリード角、タイトなオーバーラップ)は、10%のポンプ圧力不足で失われた有効衝撃の15〜20%を回復できます。 しかし、システム圧力が設計仕様の~85%未満に低下すると、幾何学的再配置で完全に補うことはできません。 ノズルの開口部での水ジェット速度が利用可能な基本運動エネルギーを決定します。 配置最適化は、そのエネルギーが鋼面にどれだけ効率的に届くかを制御します。ヘッダーの再設計を決める前に、ポンプの曲線やリリーフバルブの設定点を確認することを常に推奨しています。 ある記録された事例では、ある工場がノズルのアップグレードに45,000ドルを投資したものの、漂流する減速バルブ(PRV)がシステム圧力の18%を排出していることを発見し、バルブの品質が即座にゼロに戻ったことがありました 増分コスト。 圧力制御バルブの応答時間も重要です。バルブの反応が鈍い、またはハンティングすると圧力振動が発生し、ストリップ幅のデスケールやスプレーパターンの不安定性が生じます。 この関係は連続的で、ポンプ容量がエネルギー収支を決定し、圧力制御がエネルギーを割り当て、ノズル配置が鋼面にエネルギーを消費します。
デスケールノズル配置はどのくらいの頻度で再確認すべきですか?
週次目視検査および月次定量アライメント監査が高出力製材機における最低限の実行可能な頻度です。 ヘッダー支持は循環油圧荷重の下で振動します。 ノズルシートは摩耗します。 作戦中の熱膨張は相対的な位置を移動させます。 連続デジタルトラッキングを用いた工場のデータによると、手動調整後90日以内に、68%のヘッダーで±3 mmの許容差を超える測定可能なずれが発生しています。検査プロトコルは受動的検証と能動的検証を区別すべきです。 受動的検証(生産中の目視スプレー観察)は、ノズルの壊滅的な故障(完全な詰まりや破損)を検出しますが、徐徐なドリフトは見逃します。 アクティブ検証にはシステムのシャットダウン、マークアップペーパーテスト、トランスデューサーのプロファイリング、ヘッダー幾何学の寸法計測が必要です。 自動アラームを備えた校正済み位置センサーを導入することで、カレンダーのみの検査スケジュールと比べて品質の差を65%削減できます。
予期せぬシャットダウン、衝突事象、ノズル交換キャンペーンの後は、再起動前に完全な再確認が義務付けられています。 メンテナンス後の再起動は、クライアントデータベースにおける全てのデスケーリング関連の表面欠陥エピソードの22%を占めています。 技術者はノズル、トルク継手、アクセスパネルの閉鎖を交換し、その後15分のアライメントチェックを省略します。 そのスキップされた小切手は、問題が特定されるまでに平均して$8,000〜$15,000の下流品質偏差を発生させます。
実施ロードマップと次のステップ
連続鋳造におけるノズル除去配置は、セットして忘れるパラメータではありません。 これは動的システム変数であり、ロールギャップ、炉温プロファイル、化学組成制御に注がれるのと同じ厳密な注意を要求します。 表面品質ベンチマークを支配するミルは、ヘッディングの幾何学をゲージ制御と同じ規律で監査するという、一つの運用上の特徴を共有しています。私たちがカバーした内容
- 品質:配列誤差は、Raの粗さの増加、スケールストリーキング、そしてロールイン酸化物として直接現れます。 サブミリ波のずれでさえ、7つの仕上げ台を通じて目に見える欠陥にまで広がります。
- コスト:表面関連の格下げが1パーセントポイントごとに年間6桁のペナルティが課されます。 これらの損失を防ぐために5万ドルのアライメント投資は、ほとんどの圧延工場における最も高いROI資本配分を示しています。
- 効率:最適化された形状は水流量を20%減らしつつ、同時に影響を35〜60%増加させます。 資源消費の削減と高品質な生産というウィンウィンの方程式は重工業では稀です。
- 持続可能性:水の消費量の削減と再加熱エネルギーの削減は、完成鋼1トンあたりのカーボンフットプリントの減少に直接つながります。
- 実行可能性:CEM、ホットストリップ、長製品ミル環境で実証された7段階のプロトコルが存在する。
次の一手
表面仕上げの欠陥率が出荷トン数の1.5%を超えた場合、スケール除去システムは直ちに診断対応が必要です。 今週はマークアップ用紙テストから始めましょう。 その結果は、下流の検査所よりもあなたの表面品質の運命をより多く示してくれます。 このプロトコルを実装した工場は一貫して画期的な明確さを報告しています。なぜ表面欠陥が特定のコイル位置に集まるのか、特定のグレードに集中する理由をついに理解したのです 悪さをこなす理由、そして夜勤の生産が日勤と異なる品質を生み出す理由です。 その答えはほとんどの場合、ヘッダーに起因します。
排出制御、ガススクラビング、冷却など複数のプロセスラインにわたる複雑なスプレーシステムを管理する施設では、精密ノズル設計が一般的です 分母。 当社のスプレー最適化ソリューションの全ラインナップをご紹介します。高効率FGD & SCR/SNCR 脱硝化ノズル for E排出 制御、最大SO₂を目的に設計され、 最も過酷な腐食環境下でのNOx除去効率。
ヘッダー監査のリクエスト:当社のアプリケーションエンジニアリングチームは、資格を持つ冶金作業に対して無料のスケール除去システム評価を提供しています。 ミル構成図と現在の表面欠陥パレートを提出し、ノズル配置の推奨を依頼してください。