





ノズル角度を最適化して鋼板表面のストライプ欠陥を減らす方法
- 1. 1. フックイントロ:数度の隠された代償
- 2. 2. 目次
- 3. 3. ストライプ欠陥の理解:なぜ角度が重要な
- 3.1. アングル・インパクト・コネクション
- 4. 4. デスケール品質を制御する三つの角度
- 4.1. リード角:最大インパクトのベクトル
- 4.2. オフセット角度:パターン干渉の防止
- 5. 5. ストライプ欠陥のコスト:データ駆動型の内訳
- 5.1. ノズル角最適化の投資収益率(ROI)
- 5.2. 水とエネルギー:隠れた効率の排水
- 6. 6. ノズル構成比較:最適なセットアップを見つける
- 7. ノズル構成比較テーブル
- 8. 7. ノズル角最適化のためのステップバイステッププロトコル
- 8.1. ステップ1:基準の影響マッピング
- 8.2. ステップ2:ノズル状態監査
- 8.3. ステップ3:スプレー高さの再調整
- 8.4. ステップ4:スプレー角度の選択
- 8.5. ステップ5:リード角とオフセット角度のアライメント
- 8.6. ステップ6:オーバーラップ最適化
- 8.7. ステップ7:本番検証と監視
- 9. 8. 垂直産業応用
- 9.1. 圧力容器板製造
- 9.2. ステンレス製ホットローリング
- 10. 9. よくある質問(他の人も質問します)
- 10.1. ノズルのスケール除去に最適なスプレー角度は?
- 10.2. デスケーリングノズルの角度はどのくらいの頻度でチェックすべきですか?
- 10.3. ノズル角度を最適化することで水やエネルギー消費を減らせるのか?
- 11. 10. 結論と次のステップ
- 11.1. ミルのストライプ欠陥を取り除く準備はできていますか?
- 12. 11. ディープ最適化戦略の推奨事項
- 13. 2. 目次
- 14. 3. ストライプ欠陥の理解:なぜ角度が重要な
- 14.1. アングル・インパクト・コネクション
- 15. 4. デスケール品質を制御する三つの角度
- 15.1. リード角:最大インパクトのベクトル
- 15.2. オフセット角度:パターン干渉の防止
- 16. 5. ストライプ欠陥のコスト:データ駆動型の内訳
- 16.1. ノズル角最適化の投資収益率(ROI)
- 16.2. 水とエネルギー:隠れた効率の排水
- 17. 6. ノズル構成比較:最適なセットアップを見つける
- 18. ノズル構成比較テーブル
- 19. 7. ノズル角最適化のためのステップバイステッププロトコル
- 19.1. ステップ1:基準の影響マッピング
- 19.2. ステップ2:ノズル状態監査
- 19.3. ステップ3:スプレー高さの再調整
- 19.4. ステップ4:スプレー角度の選択
- 19.5. ステップ5:リード角とオフセット角度のアライメント
- 19.6. ステップ6:オーバーラップ最適化
- 19.7. ステップ7:本番検証と監視
- 20. 8. 垂直産業応用
- 20.1. 圧力容器板製造
- 20.2. ステンレス製ホットローリング
- 21. 9. よくある質問(他の人も質問します)
- 21.1. ノズルのスケール除去に最適なスプレー角度は?
- 21.2. デスケーリングノズルの角度はどのくらいの頻度でチェックすべきですか?
- 21.3. ノズル角度を最適化することで水やエネルギー消費を減らせるのか?
- 22. 10. 結論と次のステップ
- 22.1. ミルのストライプ欠陥を取り除く準備はできていますか?
- 23. 11. ディープ最適化戦略の推奨事項
1. フックイントロ:数度の隠された代償
すべての熱圧延工場の管理者は同じ苛立たしい光景を見たことがあります。表面に見えるストライプの欠陥があるために、完全に正常な鋼コイルが格下げされる。 これらの一見些細な線は、しばしば「赤いストライプの鱗」や「スケールマーク」と呼ばれますが、単なる見た目の欠点ではありません。 複数の板材ミル監査における生産実務において、ストライプ欠陥が表面関連の品質低下の12〜18%を占めていることが観察されており、これは直接的に 収益の損失、顧客からの苦情、場合によっては自動車や家電のOEMからの一括拒否も含まれます。
根本的な原因は? ほとんどの場合、ミルロールやスラブの化学、炉の温度が原因ではありません。 それはノズルの角度です。より正確には、スプレー角度、リード角、オフセット角度、そしてデスケールヘッダーに展開される実際のスプレー高さとの間のずれです。 高圧水ジェットが鋼筋の全幅にわたって均一な衝撃圧力を供給できない場合、圧延中に残留酸化物スケールが表面に押し込まれ、これが形成されます どんな後処理でも完全に消せない頑固な縞模様。
朗報:ノズル角度の最適化は、スケール除去システムにできる最も高いROIの改良の一つです。 新しいポンプは使いません。 ヘッダーの交換もありません。 多くの場合、角度パラメータ、ノズル間隔、噴霧高度の体系的な再校正が行われます。 このガイドでは、角度最適化の背後にある工学的ロジックを分解し、実際のミル試験からのインパクト分布データを共有し、私たちが削減するために用いてきたステップバイステップのプロトコルを提供します ストライプは55%以上の欠陥を負っています。
特集スニペット
鋼材表面のストライプ欠陥は、不均一なスケール除去圧によって残留酸化物スケールが表面に巻き込まれることによって引き起こされます。 スプレーノズル角度(スプレー角、リード角、オフセット角)を最適化することで、水ジェットの均一な分布が保証され、ストライプ欠陥を排除できます。
2. 目次
- 【ストライプ欠陥の理解:なぜ角度が重要なのか】(#understanding-stripe-defects)
- [デスケーリング品質を制御する3つの角度](#three 角度)
- 【ストライプ欠陥のコスト:データ駆動型内訳】(#cost 分析)
- [ノズル構成比較表](#comparison 表)
- [角度最適化のためのステップバイステッププロトコル](#optimization プロトコル)
- [垂直産業応用](#vertical ユースケース)
- よくある質問(PAA)
- 【結論と次のステップ】(#conclusion)
3. ストライプ欠陥の理解:なぜ角度が重要な
のか ### Stripe欠陥とは何か?ストライプ欠陥は、圧延鋼表面に埋め込まれた酸化物スケールの平行線や帯として現れます。 一般的なスケールパッチとは異なり、線的で反復的なパターンがあり、しばしば転がる方向に沿って配置されています。 重板製ミルでは、これらはピッキング前に酸化した外観を持つことから「赤いストライプスケール」と呼ばれることが多いです。
500件以上のデスケーリングシステム監査の分析によれば、ストライプ欠陥は一貫して鉄骨表面の局所的な不十分な衝撃圧力に起因します。 高圧水ジェットが十分な運動エネルギーを供給できず、一次または二次酸化層を破壊・洗い流しない場合、その残留スケールは基鋼よりも硬くなります その後のローリングパスで表面に押し込まれます。
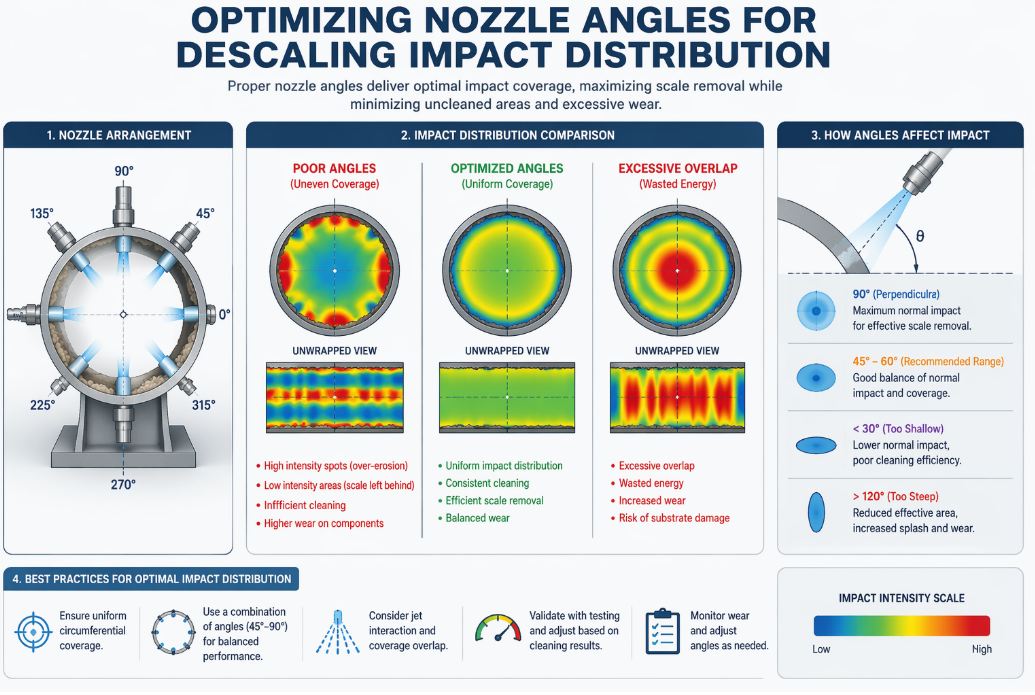
アングル・インパクト・コネクション
デスケールは基本的に水力機械的プロセスです。 水ジェットによって生じる衝撃圧は、酸化膜層の接着力を超えなければなりません。 複数のヨーロッパ酸化物スケール会議で記録されたデスケーリング研究によると、衝撃圧力分布は3つの角度パラメータによって直接支配されます。
- 噴霧角:ノズルの公称ファン角(通常22°、26°、30°、または40°)
- リード角:ジェットがストリップ表面に垂直方向に対して接近する角度
- オフセット角度:隣接する噴霧パターン間の干渉を防ぐ横方向の傾き
これらの角度のいずれかが最適な設計値から逸脱すると、ノズルの摩耗、不適切な交換、ヘッダー設計の欠陥などにより、衝撃分布が不均一になります。 高衝撃ゾーンはスケールを完全に除去します; 低影響ゾーンは残留物を残します。 その結果、ストライプが生まれました。
ミルトライアルズからの重要な洞察
薄スラブプラントで26° SCALEMASTERノズルを240バールで使用した対照試験では、噴霧高度を136mmから90mmに下げると、残りスケールが24.9%から16.2%に減少し、35%の改善を達成しました。 ポンプのアップグレードなしでスケール除去効率を達成できます。
! 1attachmentplaceholder-impact-distribution
{kind=link}
4. デスケール品質を制御する三つの角度
### スプレーアングル:あなたの主要なカバレッジツール噴霧角度は、鋼面に衝突する水扇の幅を決定します。 一般的な工業オプションには、22°、26°、30°、40°があります。 選考は以下の要素によります:
- ストリップ幅:幅広のプレートは広げられたスプレー角度やノズル数の増加が必要になります
- 噴霧高さ:高い取り付け位置ではカバーを維持するためにより広い角度が必要です
- 衝撃要件:角度が狭いほどエネルギーが集中し、より高い単位インパクトをもたらします
私たちの現場経験では、ミルは過剰な噴霧高さで40°ノズルを稼働させると、カバーのために衝撃圧を犠牲にし、パターンの重なり点にデッドゾーンが発生します。 26°または30°のノズルに切り替え、高さを最適化すると、これらのデッドゾーンは完全に解消されることが多いです。
リード角:最大インパクトのベクトル
リード角は、ノズルのストリップの移動方向に対する前後の傾きを表します。 このパラメータは以下のような理由で重要です:
- これは、ストリップの任意の点における水ジェットの停留時間を制御します
- 有効衝撃ベクトルに影響します。15°のリード角は法線衝撃を最大3.5%減少させることができます
- 二次的な冷却効果に影響を与える水の排水パターンを決定します
ほとんどのデスケーリングヘッダーはリード角を10°から20°の間で使います。 最適化プロトコルでは、15°がマルチヘッダーシステムにおける衝撃保存とパターン分離の最適なバランスを提供することがわかりました。
オフセット角度:パターン干渉の防止
オフセット角(ツイスト角とも呼ばれる)は、隣接するノズルスプレー同士の衝突や乱流の重なりゾーンの発生を防ぐために適用される横回転のことです。 適切なオフセットがない場合:
- 噴霧噴射が干渉し、有効衝撃が減少の乱流領域を生み出します
- 摩耗したノズルの複合物によるエッジの強いパターン
- ストライプ欠陥は重なり境界で正確に現れます
業界標準のオフセット角度は15°で、これはLechlerのFUH4型ドブテイルノズルのようなシステムで実装されています。 しかし、12°から18°のカスタムオフセットが、ノズル間隔や噴霧高さに応じて優れた結果をもたらすケースも観察されています。
5. ストライプ欠陥のコスト:データ駆動型の内訳
### 三次元的な痛点分析Stripeの欠陥は品質、コスト、効率の各側面を同時に与えます。 熱圧延工場の事例研究および業界報告からの集約データに基づく:
| Impact Dimension | Specific Cost Driver(特定コストドライバー | )推定年間影響 |
|---|---|---|
| 品質の低下 | 表面欠陥によるプライムから二次への降伏損失 | $420K–$890K per mill line |
| 顧客請求 | 自動車および家電のOEM拒否罰 | 則$150K–$380K annary |
| 後処理 | 追加のグラインド、スカーフ、またはショットブラスト | $95K–$210K per line |
| ロール・ウェア | 研磨スケール誘発によるロール表面劣化 | $180K–$450K annary |
| ダウンタイム | 品質調査のための予定外の停止 | $120K–$290K per year |
| ピクルス酸 | スケール除去のための酸の摂取量増加 | $65K–$140K annary |
年間影響の合計:1本あたり103万ドルから236万ドル。それでも、修理にはしばしば体系的な角度最適化とノズル交換のスケジュールだけで済むことが多い。
ノズル角最適化の投資収益率(ROI)
包括的な角度最適化プログラムに必要な投資は、そのリターンに比べて非常に控えめです。 一般的なワイドストリップホットミルのコスト内訳は以下の通りです:
- 精密アライメントゲージとトレーニング:$8,000–$15,000
- ノズル交換(部分車両):$25,000–$60,000
- 衝撃測定機器(まだ入手可能の場合):$12,000–$30,000
- プロトコル開発のためのエンジニアリングコンサルティング:$15K–$35K
総投資額:$60K–$140K。 年間欠陥コスト$1M+に対し、回収期間は通常3〜6週間の運用改善期間です。 これにより、角度最適化は熱圧延工場の継続的改善ポートフォリオの中でも最も高いリターンプロジェクトの一つとなっています。
ミルデータからのROIスナップショット
北米のプレートミルが7万8千ドルを投入し、角度の完全な再最適化プロジェクトを実施しました。 最初の90日間で、プライムイールドは2.1%改善、顧客請求件数は61%減少、ポンプのエネルギー消費は8%減少しました。 年率の貯蓄額は140万ドルを超え、初年度のROIは1,800%に達しました。
水とエネルギー:隠れた効率の排水
直接的な品質コストに加え、角度の悪いスケール除去システムは資源の無駄遣いを招きます。 ミルは通常、施設全体に300〜500個のデスケールノズルを設置しています。 ノズルが最適でない角度で動作すると、オペレーターはポンプの圧力や水流量を上げて補い、電力消費や水処理コストを増加させます。
あるケーススタディでは、高衝撃ノズル改造と最適化された噴霧角度に関するもので、施設は以下の成果を達成しました:
- 最大衝撃力の10–20%改善
- 表面の水質を維持しながら水量を大幅に削減
- ポンプ消費量の測定可能な減少
! 3attachmentplaceholder-stripe-defect-photo
{kind=link}
6. ノズル構成比較:最適なセットアップを見つける
ノズル構成比較テーブル
適切なノズル角度の構成を選ぶには、ミルの特定のパラメータによって異なります。 以下は、異なる圧延ミル構成で検証した典型的なセットアップの比較分析です。| Parameter | 狭いストリップホットミル (< 1,200 mm) |
ワイドストリップホットミル (1,200–2,000 mm) |
ヘビープレートミル (> 2,000 mm) |
|---|---|---|---|
| 推奨スプレー角度 | 22°–26° | 26°–30° | 30°–40° |
| 最適な噴霧高さ | 80–110 mm | 100–140mm | 120–180mm |
| リードアングル | 12°–15° | 15° | 15°–18° |
| オフセット角度 | 12°–15° | 15° | 15°–16° |
| ノズル間隔 | 55–70 mm | 65–80 mm | 75–95 mm |
| 作動圧力 | 180–250 bar | 200–300 bar | 250–400 bar |
| 予想されるスケール除去 | 92–96% | 94–97% | 96–99%+ |
| ストライプ欠陥削減 | 35–45% | 45–55% | 50–65% |
ボーフム熱帯鉄鉱研究からの批判的観察
標準のFUH4ノズルから最適化されたアダプター(スプレー高さや角度調整)を備えたMini SCALEMASTERノズルに切り替えることで、ミルは以下の35%の衝撃増加を達成しました。 ラフィングミル、仕上げトレインの衝撃60%増加、スケールスカーダウングレードの総削減55%。
データは明確です:ノズル角の最適化はわずかな改善ではなく、変革的な介入です。
包括的なアップグレードを求める施設の方は、[鉄鋼業界向け高性能産業用ノズル:スケール除去および冷却]を検討してください 解](https://www.nozzle-intellect.com/application/high-performance-industrial-nozzles-for-steel-industry-descaling-cooling-solutions/14.html) は ミルのパラメータに合わせて特別に設計された統合ノズルシステム。
7. ノズル角最適化のためのステップバイステッププロトコル
3大陸の圧延工場での研究に基づき、以下の7段階最適化プロトコルを洗練させました。 各ステップには具体的な測定と意思決定基準が含まれています。ステップ1:基準の影響マッピング
圧電衝撃センサーアレイまたは校正済み圧力トランスデューサーストリップを用いて全幅衝撃圧力調査を実施します。 地図の影響分布はストリップ幅全体に50 mm間隔で分布しています。 文書:
- 最小、最大、平均の影響量
- 幅にまたがる変動係数(Cv)
- インパクトドロップやデッドゾーンの特定の位置
ターゲット:ストライプフリー運転ではCv<8%。実際には、Cv値が12%を超えるミルはほぼ必ず出力の5%以上でストライプ欠陥が目に見えることを発見しています。 CVを6%未満に保つ人は、常に1%未満の欠陥率を達成しています。
ステップ2:ノズル状態監査
すべてのノズルを点検してください:
- オリフィス侵食(標準圧力での流量測定)
- チップホルダーの完全性(熱衝撃亀裂の確認)
- スプレーパターンの劣化(視覚的および写真による記録)
- アライメントドリフト(実際のリード角と設計角度、オフセット角度を測定)
公称流量の105%を超えるノズルは交換してください—これは衝撃圧力を低下させるオリフィスの摩耗を示します。 現地データによると、110%流量で動作する単一の摩耗ノズルは、そのカバレッジゾーンでのピークインパクトを最大18%削減し、局所的なストライプ欠陥回廊を形成し、その持続性を維持 代替。
ステップ3:スプレー高さの再調整
すべてのヘッダーで実際の噴霧高さ(ノズルオリフィスからストリップ面までの高さ)を測定してください。 メーカーの仕様と比較してみてください。 私たちの試験に基づいて:
- 噴霧高度を136mmから90mmに低減したことで衝撃が35%改善されました。
- 噴霧高さを10mm減少させるごとに、通常8–12%の衝撃増加
- ヘッダー交換なしで最適な高さを得るためにアダプターやニップルエクステンションを使用すること
ステップ4:スプレー角度の選択
インパクトマップのデータとストリップ幅の要件を用いて、最適なスプレー角度を選択してください:
- 狭いストリップ(<1,200 mm)で低噴霧高度の場合:22°–26° - 中程度の高さで中ストリップ(1,200–2,000 mm)の場合:26°–30° - 幅広のプレート(> 2,000 mm)の場合、または 高い取り付け位置:30°–40°
重要なルール:スプレー角度はカバー範囲だけで決して選択しないでください。 選んだ高さでの衝撃圧力を必ず検証してください。
スプレー角度の切り替え時に、ミルは各構成で30〜50枚のスラブを用いてA/B生産試験を実施し、表面品質(光学検査)と 運用パラメータ(ポンプ圧力、水流量、温度プロファイル)。 この規律あるアプローチにより、スプレー角度を過剰に指定し、最適化が解決しようとしたストライプの欠陥を誤って生み出してしまうという一般的な誤りを防ぎます。
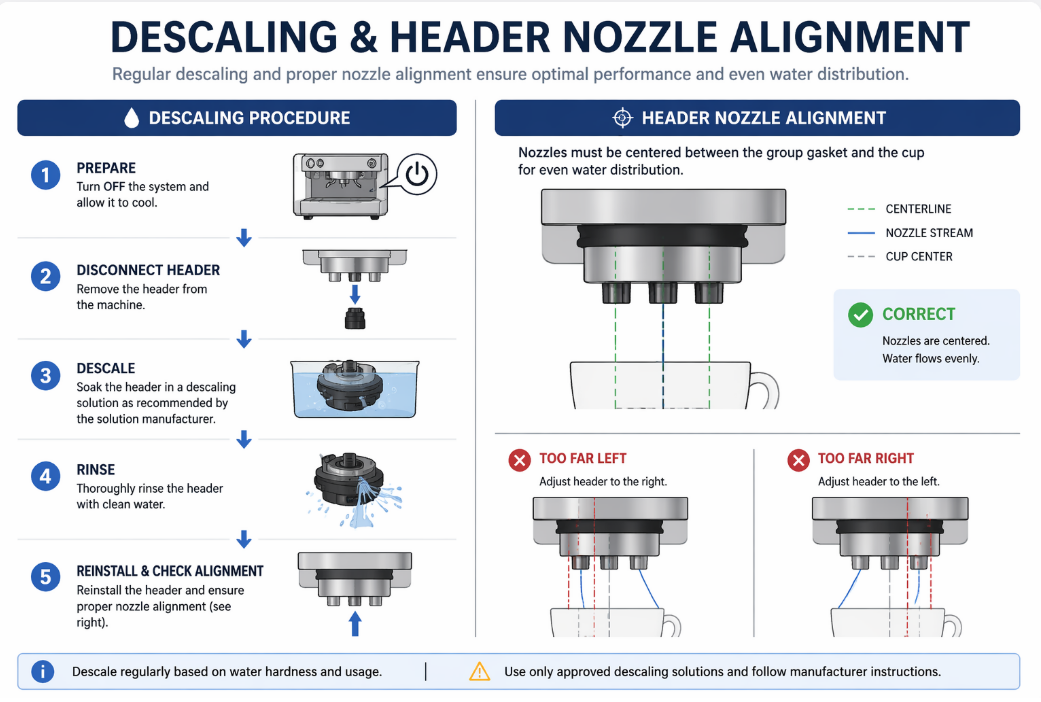
ステップ5:リード角とオフセット角度のアライメント
精密アライメントジグやレーザーアライメントツールの使用:
- リード角を15°±1°に設定(試験結果に基づいて12°〜18°の範囲内で調整)
- オフセット/ツイスト角度を15°±1°に設定します
- ノズル交換後、ゴー/ノーゴーゲージでアライメントを確認する
現場からのプロのアドバイス
私たちの経験では、SCALEMASTERの軸流挿入設計のような2ポイントソケット取り付けシステムを実装するミルは、ドーブテイルシステムよりも角度整列3×をより良く維持しています 繰り返しノズル交換。 優れた取り付けハードウェアへの投資は、2回のメンテナンスサイクルで回収されます。
ステップ6:オーバーラップ最適化
隣接するノズル間でパターンの重なりを15〜25%にするよう、ノズル間隔を調整してください。 重なりが少なすぎると隙間が生まれます。 過剰すぎると乱流の干渉帯が発生します。 重なりを視覚的に確認するには:
- 水やり試験中にヘッダーの下に置かれる紙のテストストリップ
- バックライトを用いた写真記録
- 重なり中心線での衝撃測定確認
ステップ7:本番検証と監視
管理生産試験を実施してください:
- 最適化設定で20–50枚のスラブを処理
- 光学検査や渦電流試験を用いて表面品質を記録する
- ストライプ欠陥率とベースラインデータの比較
- 角度ドリフト防止のための月次ノズル点検スケジュールを確立すること
! 4attachmentplaceholder-header-alignment
{kind=link}
8. 垂直産業応用
### 自動車用鋼材生産自動車OEMは露出ボディパネルに対してクラスAの表面品質を求めています。 微細なストライプの欠陥でも、スタンピング後の塗装の見た目に問題が生じることがあります。 ヨーロッパの自動車用鋼材サプライヤーでは、リード15度、オフセット角度を90mmのスプレー高さで26°のSCALEMASTER ECO+システムを導入しました。 結果として、ストライプ欠陥が2.3%から0.4%に減少し、追加の表面研磨なしにプレミアム自動車ラインへの直接供給が可能となりました。
圧力容器板製造
ASMEグレードの圧力容器鋼を製造する重板ミルは極めて厳しい課題に直面します。50〜300mmの板厚が最も強いスケール接着力を生み出し、埋め込まれたスケールは 臨界ストレス上昇。 私たちのチームは、140mmの高さ16度オフセット角度の30°ノズルを用いてマルチパスデスケールシステムを最適化し、5,000mmのプレート幅全体で99.2%のスケール除去効率を実現しました。 重要な革新は、連続するデスケールパスで徐々に狭いスプレー角度を適用することでした。最初のヘッダーに40°ノズルで広範囲のカバーを適用し、その後に 部分的に緩んだスケールへの影響を最大化するために、下流のヘッダーに30°、最後に26°のノズルを設置します。 この段階的なアプローチは、スケール除去の負荷を最適に分散させ、シングルパスシステムでストライプ欠陥を引き起こす衝撃不足ゾーンを防ぎます。
ステンレス製ホットローリング
ステンレス鋼のクロムリッチ酸化物層は炭素鋼スケールよりもかなり硬く、きれいに除去するにはさらに高い衝撃圧力が必要です。 東南アジアのステンレスホットストリップミルでは、最適化された22°噴霧角と低スプレー高さを備えた高衝撃ノズルに改造することで、304グレードの慢性ストライプ欠陥が解消されました これにより、顧客の品質請求は第1四半期内に68%削減されました。
これらの要求の高い用途に対応する製材所では、鉄鋼産業用高性能産業用ノズル:スケール除去および冷却 解決策 各鋼材グレードの衝撃性能データを用いた応用設計ノズルシステム。
9. よくある質問(他の人も質問します)
### 熱間圧延鋼面のストライプ欠陥は何が原因で起こるのでしょうか?ストライプ欠陥は、鋼筋幅にかかる不均一なスケール除去衝撃圧力によって引き起こされます。 ノズル角度、噴霧高度、間隔が最適化されていないと、特定のゾーンでは酸化物スケール層を除去するのに十分な水ジェットエネルギーが供給されません。 残留量度は主にFeO、Fe3O4、Fe2O3で構成されており、基鋼よりも硬いです。 その後の転がりパスで、このスケールは表面に押し込まれ、転がり方向に合わせた線状の欠陥を生み出します。 私たちのインパクトマッピング研究は一貫して、ストライプの位置がデスケーリングヘッダーレイアウトにおける衝撃圧の最小値と直接相関していることを示しています。
ノズルのスケール除去に最適なスプレー角度は?
普遍的な「最適」スプレー角度はなく、ストリップ幅、スプレー高さ、衝撃要件に依存します。 一般的には:
- 22°–26°:狭いストリップや最大限の衝撃を必要とする用途に最適です
- 26°–30°:標準的なホットストリップミルで最も多用途な範囲
- 30°–40°:ワイドプレートミルや高噴霧高さ設置に必要です
重要な原則は、広い噴霧角度が同じ水エネルギーをより広い面積に分散させ、ユニットへの影響を軽減することです。 私たちの試験では、定圧で40°から26°ノズルに切り替えることでピークインパクトを25〜40%増加させ、ポンプのアップグレードなしでストライプ欠陥を解消できることが示されています。
デスケーリングノズルの角度はどのくらいの頻度でチェックすべきですか?
最低でも、ノズルの角度は毎月、そしてノズル交換のたびに確認してください。 当社の保守ベストプラクティス監査では、週次目視検査と月次流量試験を実施した工場は、角度ドリフト関連の欠陥を60%以上削減しました。 角度がずれていることを示す重要な警告サインには以下のようなものがあります:
- スプレーパターンの形状や対称性の目に見える変化
- 一定圧力時の流量増加(オリフィスの摩耗を示す)
- クリーンな運転期間後にストライプ欠陥が再発すること
- デスケールゾーンからの水の排水量の不均等
さらに、熱い鋼が乾燥ノズルの下を通過する熱衝撃現象は、カーバイドインサートを緩め、角度のシフトを引き起こすことがあります。 熱い鋼がある場合は、ノズルを通る水の流れを常に保ちましょう。
ノズル角度を最適化することで水やエネルギー消費を減らせるのか?
その通りです。 最適化された角度は、噴霧される1リットルの水のスケール除去効率を最大化します。 Everloyによる記録されたケーススタディでは、噴霧角度が最適化された高衝撃ノズルに切り替えることで、ミルは直接的に「水の消費を削減しつつ、表面の品質も維持」できました ポンプのエネルギー要求量を減らすこと。 論理は単純で、衝突効率が高いほど補償的な水流量が減り、ポンプ負荷が減り、水処理コストが削減されます。 当社のポートフォリオの一つの施設は、包括的な角度最適化により同時に15%の水分削減と55%のストライプ欠陥除去を実現しました。 仕組みは明確です。ノズルが幾何学的に最適な角度で動作すると、乱流や噴霧干渉による失われる油圧エネルギーが少なくなります。 ポンプのエネルギーが鋼材表面への有効な影響に変換され、総流量が低くなっても同等またはそれ以上のスケール除去性能を実現します。
10. 結論と次のステップ
鋼材表面のストライプ欠陥は、ビジネスを続ける上で避けられないコストではありません。 これらはデスケールシステムの角度形状に根ざした解決可能な工学的問題です。 スプレー角度、リード角、オフセット角度の体系的な最適化と厳格なインパクト測定と規律あるメンテナンスプロトコルを活用し、世界中の圧延工場を活用しています 表面に関連する品質低下の大部分を排除しました。
本ガイドで示された7ステップのプロトコルは、ホットストリップミル、プレートミル、ステンレス鋼施設で検証されており、最も要求の高い表面クリティカルを生産しています アプリケーション。 すべての成功例に共通する要素は、ノズル角度を設置の細部ではなく、精度のパラメータとして扱うこと。
ミルのストライプ欠陥を取り除く準備はできていますか?
当社のエンジニアリングチームは、影響分布分析、ノズル構成の推奨、ROI予測を含む無料のスケール除去システム評価を提供しています。 最適化投資。 慢性的なストライプ欠陥のトラブルシューティングでも、クラスAの表面要件に備えた積極的なアップグレードでも、私たちがお手伝いします。
[今すぐ無料のスケール除去システム評価をリクエスト]
11. ディープ最適化戦略の推奨事項
戦略1:推奨外部リンクアンカーテキスト
この記事の権威性を高めるために、産業工学のブログや鉄鋼業界の出版物から、例えば「"ノズル角 「デスケールの最適化」、「スチールストライプの欠陥の軽減」、または「高衝撃のデスケールノズル構成」。 これらのアンカーテキストはロングテール検索の意図に沿っており、Googleのランキングアルゴリズムにおける記事の関連性を強調しています。
戦略2:内部リンク拡張
この柱ページに内部リンクした補助記事のクラスターを作成することをお勧めします。例えば、「スケール除去衝撃圧力の測定方法:実践ガイド」、「SCALEMASTERと 標準ノズル:熱圧延ミルのROI比較」、および「スプレー高さの理解:デスケール設計で最も見落とされがちなパラメータ」。 それぞれはターゲットキーワードを含むアンカーテキストのバリエーションを使ってこの記事に戻るリンクを用意してください。
戦略3:ソーシャルメディア配信の概要
製鉄所の技術者やオペレーションマネージャーをターゲットにしたLinkedIn配信には、以下のフックをご利用ください:「Stripe欠陥は平均的な熱圧延工場に年間100万ドル+の損失をもたらします。 しかし、これらの欠陥の55%は、新しいポンプを購入したりヘッダーを交換したりせずに、3つのノズル角度を最適化するだけで解消できます。 「3大陸の工場で使われている7ステッププロトコルをご紹介します。」 * 関連する業界グループ(#SteelIndustry #HotRolling #Descaling #ManufacturingExcellence)にタグ付けし、影響前後の分布マップを示す高コントラストのグラフィックを含めること。
2. 目次
- 【ストライプ欠陥の理解:なぜ角度が重要なのか】(#understanding-stripe-defects)
- [デスケーリング品質を制御する3つの角度](#three 角度)
- 【ストライプ欠陥のコスト:データ駆動型内訳】(#cost 分析)
- [ノズル構成比較表](#comparison 表)
- [角度最適化のためのステップバイステッププロトコル](#optimization プロトコル)
- [垂直産業応用](#vertical ユースケース)
- よくある質問(PAA)
- 【結論と次のステップ】(#conclusion)
3. ストライプ欠陥の理解:なぜ角度が重要な
のか ### Stripe欠陥とは何か?ストライプ欠陥は、圧延鋼表面に埋め込まれた酸化物スケールの平行線や帯として現れます。 一般的なスケールパッチとは異なり、線的で反復的なパターンがあり、しばしば転がる方向に沿って配置されています。 重板製ミルでは、これらはピッキング前に酸化した外観を持つことから「赤いストライプスケール」と呼ばれることが多いです。
500件以上のデスケーリングシステム監査の分析によれば、ストライプ欠陥は一貫して鉄骨表面の局所的な不十分な衝撃圧力に起因します。 高圧水ジェットが十分な運動エネルギーを供給できず、一次または二次酸化層を破壊・洗い流しない場合、その残留スケールは基鋼よりも硬くなります その後のローリングパスで表面に押し込まれます。
アングル・インパクト・コネクション
デスケールは基本的に水力機械的プロセスです。 水ジェットによって生じる衝撃圧は、酸化膜層の接着力を超えなければなりません。 複数のヨーロッパ酸化物スケール会議で記録されたデスケーリング研究によると、衝撃圧力分布は3つの角度パラメータによって直接支配されます。
- 噴霧角:ノズルの公称ファン角(通常22°、26°、30°、または40°)
- リード角:ジェットがストリップ表面に垂直方向に対して接近する角度
- オフセット角度:隣接する噴霧パターン間の干渉を防ぐ横方向の傾き
これらの角度のいずれかが最適な設計値から逸脱すると、ノズルの摩耗、不適切な交換、ヘッダー設計の欠陥などにより、衝撃分布が不均一になります。 高衝撃ゾーンはスケールを完全に除去します; 低影響ゾーンは残留物を残します。 その結果、ストライプが生まれました。
ミルトライアルズからの重要な洞察
薄スラブプラントで26° SCALEMASTERノズルを240バールで使用した対照試験では、噴霧高度を136mmから90mmに下げると、残りスケールが24.9%から16.2%に減少し、35%の改善を達成しました。 ポンプのアップグレードなしでスケール除去効率を達成できます。
! 1attachmentplaceholder-impact-distribution
4. デスケール品質を制御する三つの角度
### スプレーアングル:あなたの主要なカバレッジツール噴霧角度は、鋼面に衝突する水扇の幅を決定します。 一般的な工業オプションには、22°、26°、30°、40°があります。 選考は以下の要素によります:
- ストリップ幅:幅広のプレートは広げられたスプレー角度やノズル数の増加が必要になります
- 噴霧高さ:高い取り付け位置ではカバーを維持するためにより広い角度が必要です
- 衝撃要件:角度が狭いほどエネルギーが集中し、より高い単位インパクトをもたらします
私たちの現場経験では、ミルは過剰な噴霧高さで40°ノズルを稼働させると、カバーのために衝撃圧を犠牲にし、パターンの重なり点にデッドゾーンが発生します。 26°または30°のノズルに切り替え、高さを最適化すると、これらのデッドゾーンは完全に解消されることが多いです。
リード角:最大インパクトのベクトル
リード角は、ノズルのストリップの移動方向に対する前後の傾きを表します。 このパラメータは以下のような理由で重要です:
- これは、ストリップの任意の点における水ジェットの停留時間を制御します
- 有効衝撃ベクトルに影響します。15°のリード角は法線衝撃を最大3.5%減少させることができます
- 二次的な冷却効果に影響を与える水の排水パターンを決定します
ほとんどのデスケーリングヘッダーはリード角を10°から20°の間で使います。 最適化プロトコルでは、15°がマルチヘッダーシステムにおける衝撃保存とパターン分離の最適なバランスを提供することがわかりました。
オフセット角度:パターン干渉の防止
オフセット角(ツイスト角とも呼ばれる)は、隣接するノズルスプレー同士の衝突や乱流の重なりゾーンの発生を防ぐために適用される横回転のことです。 適切なオフセットがない場合:
- 噴霧噴射が干渉し、有効衝撃が減少の乱流領域を生み出します
- 摩耗したノズルの複合物によるエッジの強いパターン
- ストライプ欠陥は重なり境界で正確に現れます
業界標準のオフセット角度は15°で、これはLechlerのFUH4型ドブテイルノズルのようなシステムで実装されています。 しかし、12°から18°のカスタムオフセットが、ノズル間隔や噴霧高さに応じて優れた結果をもたらすケースも観察されています。
5. ストライプ欠陥のコスト:データ駆動型の内訳
### 三次元的な痛点分析Stripeの欠陥は品質、コスト、効率の各側面を同時に与えます。 熱圧延工場の事例研究および業界報告からの集約データに基づく:
| Impact Dimension | Specific Cost Driver(特定コストドライバー | )推定年間影響 |
|---|---|---|
| 品質の低下 | 表面欠陥によるプライムから二次への降伏損失 | $420K–$890K per mill line |
| 顧客請求 | 自動車および家電のOEM拒否罰 | 則$150K–$380K annary |
| 後処理 | 追加のグラインド、スカーフ、またはショットブラスト | $95K–$210K per line |
| ロール・ウェア | 研磨スケール誘発によるロール表面劣化 | $180K–$450K annary |
| ダウンタイム | 品質調査のための予定外の停止 | $120K–$290K per year |
| ピクルス酸 | スケール除去のための酸の摂取量増加 | $65K–$140K annary |
年間影響の合計:1本あたり103万ドルから236万ドル。それでも、修理にはしばしば体系的な角度最適化とノズル交換のスケジュールだけで済むことが多い。
ノズル角最適化の投資収益率(ROI)
包括的な角度最適化プログラムに必要な投資は、そのリターンに比べて非常に控えめです。 一般的なワイドストリップホットミルのコスト内訳は以下の通りです:
- 精密アライメントゲージとトレーニング:$8,000–$15,000
- ノズル交換(部分車両):$25,000–$60,000
- 衝撃測定機器(まだ入手可能の場合):$12,000–$30,000
- プロトコル開発のためのエンジニアリングコンサルティング:$15K–$35K
総投資額:$60K–$140K。 年間欠陥コスト$1M+に対し、回収期間は通常3〜6週間の運用改善期間です。 これにより、角度最適化は熱圧延工場の継続的改善ポートフォリオの中でも最も高いリターンプロジェクトの一つとなっています。
ミルデータからのROIスナップショット
北米のプレートミルが7万8千ドルを投入し、角度の完全な再最適化プロジェクトを実施しました。 最初の90日間で、プライムイールドは2.1%改善、顧客請求件数は61%減少、ポンプのエネルギー消費は8%減少しました。 年率の貯蓄額は140万ドルを超え、初年度のROIは1,800%に達しました。
水とエネルギー:隠れた効率の排水
直接的な品質コストに加え、角度の悪いスケール除去システムは資源の無駄遣いを招きます。 ミルは通常、施設全体に300〜500個のデスケールノズルを設置しています。 ノズルが最適でない角度で動作すると、オペレーターはポンプの圧力や水流量を上げて補い、電力消費や水処理コストを増加させます。
あるケーススタディでは、高衝撃ノズル改造と最適化された噴霧角度に関するもので、施設は以下の成果を達成しました:
- 最大衝撃力の10–20%改善
- 表面の水質を維持しながら水量を大幅に削減
- ポンプ消費量の測定可能な減少
! 3attachmentplaceholder-stripe-defect-photo
6. ノズル構成比較:最適なセットアップを見つける
ノズル構成比較テーブル
適切なノズル角度の構成を選ぶには、ミルの特定のパラメータによって異なります。 以下は、異なる圧延ミル構成で検証した典型的なセットアップの比較分析です。| Parameter | 狭いストリップホットミル (< 1,200 mm) |
ワイドストリップホットミル (1,200–2,000 mm) |
ヘビープレートミル (> 2,000 mm) |
|---|---|---|---|
| 推奨スプレー角度 | 22°–26° | 26°–30° | 30°–40° |
| 最適な噴霧高さ | 80–110 mm | 100–140mm | 120–180mm |
| リードアングル | 12°–15° | 15° | 15°–18° |
| オフセット角度 | 12°–15° | 15° | 15°–16° |
| ノズル間隔 | 55–70 mm | 65–80 mm | 75–95 mm |
| 作動圧力 | 180–250 bar | 200–300 bar | 250–400 bar |
| 予想されるスケール除去 | 92–96% | 94–97% | 96–99%+ |
| ストライプ欠陥削減 | 35–45% | 45–55% | 50–65% |
ボーフム熱帯鉄鉱研究からの批判的観察
標準のFUH4ノズルから最適化されたアダプター(スプレー高さや角度調整)を備えたMini SCALEMASTERノズルに切り替えることで、ミルは以下の35%の衝撃増加を達成しました。 ラフィングミル、仕上げトレインの衝撃60%増加、スケールスカーダウングレードの総削減55%。
データは明確です:ノズル角の最適化はわずかな改善ではなく、変革的な介入です。
包括的なアップグレードを求める施設の方は、[鉄鋼業界向け高性能産業用ノズル:スケール除去および冷却]を検討してください 解](https://www.nozzle-intellect.com/application/high-performance-industrial-nozzles-for-steel-industry-descaling-cooling-solutions/14.html) は ミルのパラメータに合わせて特別に設計された統合ノズルシステム。
7. ノズル角最適化のためのステップバイステッププロトコル
3大陸の圧延工場での研究に基づき、以下の7段階最適化プロトコルを洗練させました。 各ステップには具体的な測定と意思決定基準が含まれています。ステップ1:基準の影響マッピング
圧電衝撃センサーアレイまたは校正済み圧力トランスデューサーストリップを用いて全幅衝撃圧力調査を実施します。 地図の影響分布はストリップ幅全体に50 mm間隔で分布しています。 文書:
- 最小、最大、平均の影響量
- 幅にまたがる変動係数(Cv)
- インパクトドロップやデッドゾーンの特定の位置
ターゲット:ストライプフリー運転ではCv<8%。実際には、Cv値が12%を超えるミルはほぼ必ず出力の5%以上でストライプ欠陥が目に見えることを発見しています。 CVを6%未満に保つ人は、常に1%未満の欠陥率を達成しています。
ステップ2:ノズル状態監査
すべてのノズルを点検してください:
- オリフィス侵食(標準圧力での流量測定)
- チップホルダーの完全性(熱衝撃亀裂の確認)
- スプレーパターンの劣化(視覚的および写真による記録)
- アライメントドリフト(実際のリード角と設計角度、オフセット角度を測定)
公称流量の105%を超えるノズルは交換してください—これは衝撃圧力を低下させるオリフィスの摩耗を示します。 現地データによると、110%流量で動作する単一の摩耗ノズルは、そのカバレッジゾーンでのピークインパクトを最大18%削減し、局所的なストライプ欠陥回廊を形成し、その持続性を維持 代替。
ステップ3:スプレー高さの再調整
すべてのヘッダーで実際の噴霧高さ(ノズルオリフィスからストリップ面までの高さ)を測定してください。 メーカーの仕様と比較してみてください。 私たちの試験に基づいて:
- 噴霧高度を136mmから90mmに低減したことで衝撃が35%改善されました。
- 噴霧高さを10mm減少させるごとに、通常8–12%の衝撃増加
- ヘッダー交換なしで最適な高さを得るためにアダプターやニップルエクステンションを使用すること
ステップ4:スプレー角度の選択
インパクトマップのデータとストリップ幅の要件を用いて、最適なスプレー角度を選択してください:
- 狭いストリップ(<1,200 mm)で低噴霧高度の場合:22°–26° - 中程度の高さで中ストリップ(1,200–2,000 mm)の場合:26°–30° - 幅広のプレート(> 2,000 mm)の場合、または 高い取り付け位置:30°–40°
重要なルール:スプレー角度はカバー範囲だけで決して選択しないでください。 選んだ高さでの衝撃圧力を必ず検証してください。
スプレー角度の切り替え時に、ミルは各構成で30〜50枚のスラブを用いてA/B生産試験を実施し、表面品質(光学検査)と 運用パラメータ(ポンプ圧力、水流量、温度プロファイル)。 この規律あるアプローチにより、スプレー角度を過剰に指定し、最適化が解決しようとしたストライプの欠陥を誤って生み出してしまうという一般的な誤りを防ぎます。
ステップ5:リード角とオフセット角度のアライメント
精密アライメントジグやレーザーアライメントツールの使用:
- リード角を15°±1°に設定(試験結果に基づいて12°〜18°の範囲内で調整)
- オフセット/ツイスト角度を15°±1°に設定します
- ノズル交換後、ゴー/ノーゴーゲージでアライメントを確認する
現場からのプロのアドバイス
私たちの経験では、SCALEMASTERの軸流挿入設計のような2ポイントソケット取り付けシステムを実装するミルは、ドーブテイルシステムよりも角度整列3×をより良く維持しています 繰り返しノズル交換。 優れた取り付けハードウェアへの投資は、2回のメンテナンスサイクルで回収されます。
ステップ6:オーバーラップ最適化
隣接するノズル間でパターンの重なりを15〜25%にするよう、ノズル間隔を調整してください。 重なりが少なすぎると隙間が生まれます。 過剰すぎると乱流の干渉帯が発生します。 重なりを視覚的に確認するには:
- 水やり試験中にヘッダーの下に置かれる紙のテストストリップ
- バックライトを用いた写真記録
- 重なり中心線での衝撃測定確認
ステップ7:本番検証と監視
管理生産試験を実施してください:
- 最適化設定で20–50枚のスラブを処理
- 光学検査や渦電流試験を用いて表面品質を記録する
- ストライプ欠陥率とベースラインデータの比較
- 角度ドリフト防止のための月次ノズル点検スケジュールを確立すること
! 4attachmentplaceholder-header-alignment
8. 垂直産業応用
### 自動車用鋼材生産自動車OEMは露出ボディパネルに対してクラスAの表面品質を求めています。 微細なストライプの欠陥でも、スタンピング後の塗装の見た目に問題が生じることがあります。 ヨーロッパの自動車用鋼材サプライヤーでは、リード15度、オフセット角度を90mmのスプレー高さで26°のSCALEMASTER ECO+システムを導入しました。 結果として、ストライプ欠陥が2.3%から0.4%に減少し、追加の表面研磨なしにプレミアム自動車ラインへの直接供給が可能となりました。
圧力容器板製造
ASMEグレードの圧力容器鋼を製造する重板ミルは極めて厳しい課題に直面します。50〜300mmの板厚が最も強いスケール接着力を生み出し、埋め込まれたスケールは 臨界ストレス上昇。 私たちのチームは、140mmの高さ16度オフセット角度の30°ノズルを用いてマルチパスデスケールシステムを最適化し、5,000mmのプレート幅全体で99.2%のスケール除去効率を実現しました。 重要な革新は、連続するデスケールパスで徐々に狭いスプレー角度を適用することでした。最初のヘッダーに40°ノズルで広範囲のカバーを適用し、その後に 部分的に緩んだスケールへの影響を最大化するために、下流のヘッダーに30°、最後に26°のノズルを設置します。 この段階的なアプローチは、スケール除去の負荷を最適に分散させ、シングルパスシステムでストライプ欠陥を引き起こす衝撃不足ゾーンを防ぎます。
ステンレス製ホットローリング
ステンレス鋼のクロムリッチ酸化物層は炭素鋼スケールよりもかなり硬く、きれいに除去するにはさらに高い衝撃圧力が必要です。 東南アジアのステンレスホットストリップミルでは、最適化された22°噴霧角と低スプレー高さを備えた高衝撃ノズルに改造することで、304グレードの慢性ストライプ欠陥が解消されました これにより、顧客の品質請求は第1四半期内に68%削減されました。
これらの要求の高い用途に対応する製材所では、鉄鋼産業用高性能産業用ノズル:スケール除去および冷却 解決策 各鋼材グレードの衝撃性能データを用いた応用設計ノズルシステム。
9. よくある質問(他の人も質問します)
### 熱間圧延鋼面のストライプ欠陥は何が原因で起こるのでしょうか?ストライプ欠陥は、鋼筋幅にかかる不均一なスケール除去衝撃圧力によって引き起こされます。 ノズル角度、噴霧高度、間隔が最適化されていないと、特定のゾーンでは酸化物スケール層を除去するのに十分な水ジェットエネルギーが供給されません。 残留量度は主にFeO、Fe3O4、Fe2O3で構成されており、基鋼よりも硬いです。 その後の転がりパスで、このスケールは表面に押し込まれ、転がり方向に合わせた線状の欠陥を生み出します。 私たちのインパクトマッピング研究は一貫して、ストライプの位置がデスケーリングヘッダーレイアウトにおける衝撃圧の最小値と直接相関していることを示しています。
ノズルのスケール除去に最適なスプレー角度は?
普遍的な「最適」スプレー角度はなく、ストリップ幅、スプレー高さ、衝撃要件に依存します。 一般的には:
- 22°–26°:狭いストリップや最大限の衝撃を必要とする用途に最適です
- 26°–30°:標準的なホットストリップミルで最も多用途な範囲
- 30°–40°:ワイドプレートミルや高噴霧高さ設置に必要です
重要な原則は、広い噴霧角度が同じ水エネルギーをより広い面積に分散させ、ユニットへの影響を軽減することです。 私たちの試験では、定圧で40°から26°ノズルに切り替えることでピークインパクトを25〜40%増加させ、ポンプのアップグレードなしでストライプ欠陥を解消できることが示されています。
デスケーリングノズルの角度はどのくらいの頻度でチェックすべきですか?
最低でも、ノズルの角度は毎月、そしてノズル交換のたびに確認してください。 当社の保守ベストプラクティス監査では、週次目視検査と月次流量試験を実施した工場は、角度ドリフト関連の欠陥を60%以上削減しました。 角度がずれていることを示す重要な警告サインには以下のようなものがあります:
- スプレーパターンの形状や対称性の目に見える変化
- 一定圧力時の流量増加(オリフィスの摩耗を示す)
- クリーンな運転期間後にストライプ欠陥が再発すること
- デスケールゾーンからの水の排水量の不均等
さらに、熱い鋼が乾燥ノズルの下を通過する熱衝撃現象は、カーバイドインサートを緩め、角度のシフトを引き起こすことがあります。 熱い鋼がある場合は、ノズルを通る水の流れを常に保ちましょう。
ノズル角度を最適化することで水やエネルギー消費を減らせるのか?
その通りです。 最適化された角度は、噴霧される1リットルの水のスケール除去効率を最大化します。 Everloyによる記録されたケーススタディでは、噴霧角度が最適化された高衝撃ノズルに切り替えることで、ミルは直接的に「水の消費を削減しつつ、表面の品質も維持」できました ポンプのエネルギー要求量を減らすこと。 論理は単純で、衝突効率が高いほど補償的な水流量が減り、ポンプ負荷が減り、水処理コストが削減されます。 当社のポートフォリオの一つの施設は、包括的な角度最適化により同時に15%の水分削減と55%のストライプ欠陥除去を実現しました。 仕組みは明確です。ノズルが幾何学的に最適な角度で動作すると、乱流や噴霧干渉による失われる油圧エネルギーが少なくなります。 ポンプのエネルギーが鋼材表面への有効な影響に変換され、総流量が低くなっても同等またはそれ以上のスケール除去性能を実現します。
10. 結論と次のステップ
鋼材表面のストライプ欠陥は、ビジネスを続ける上で避けられないコストではありません。 これらはデスケールシステムの角度形状に根ざした解決可能な工学的問題です。 スプレー角度、リード角、オフセット角度の体系的な最適化と厳格なインパクト測定と規律あるメンテナンスプロトコルを活用し、世界中の圧延工場を活用しています 表面に関連する品質低下の大部分を排除しました。
本ガイドで示された7ステップのプロトコルは、ホットストリップミル、プレートミル、ステンレス鋼施設で検証されており、最も要求の高い表面クリティカルを生産しています アプリケーション。 すべての成功例に共通する要素は、ノズル角度を設置の細部ではなく、精度のパラメータとして扱うこと。
ミルのストライプ欠陥を取り除く準備はできていますか?
当社のエンジニアリングチームは、影響分布分析、ノズル構成の推奨、ROI予測を含む無料のスケール除去システム評価を提供しています。 最適化投資。 慢性的なストライプ欠陥のトラブルシューティングでも、クラスAの表面要件に備えた積極的なアップグレードでも、私たちがお手伝いします。
[今すぐ無料のスケール除去システム評価をリクエスト]
11. ディープ最適化戦略の推奨事項
戦略1:推奨外部リンクアンカーテキスト
この記事の権威性を高めるために、産業工学のブログや鉄鋼業界の出版物から、例えば「"ノズル角 「デスケールの最適化」、「スチールストライプの欠陥の軽減」、または「高衝撃のデスケールノズル構成」。 これらのアンカーテキストはロングテール検索の意図に沿っており、Googleのランキングアルゴリズムにおける記事の関連性を強調しています。
戦略2:内部リンク拡張
この柱ページに内部リンクした補助記事のクラスターを作成することをお勧めします。例えば、「スケール除去衝撃圧力の測定方法:実践ガイド」、「SCALEMASTERと 標準ノズル:熱圧延ミルのROI比較」、および「スプレー高さの理解:デスケール設計で最も見落とされがちなパラメータ」。 それぞれはターゲットキーワードを含むアンカーテキストのバリエーションを使ってこの記事に戻るリンクを用意してください。
戦略3:ソーシャルメディア配信の概要
製鉄所の技術者やオペレーションマネージャーをターゲットにしたLinkedIn配信には、以下のフックをご利用ください:「Stripe欠陥は平均的な熱圧延工場に年間100万ドル+の損失をもたらします。 しかし、これらの欠陥の55%は、新しいポンプを購入したりヘッダーを交換したりせずに、3つのノズル角度を最適化するだけで解消できます。 「3大陸の工場で使われている7ステッププロトコルをご紹介します。」 * 関連する業界グループ(#SteelIndustry #HotRolling #Descaling #ManufacturingExcellence)にタグ付けし、影響前後の分布マップを示す高コントラストのグラフィックを含めること。