





L/G比が脱硫効率に与える影響:ノズル流量が吸収塔の性能を決定する仕組み
- 1. クイックアンタリー
- 1.1. 1.1 L/G比率とは何か、そしてそれがなぜ重要なのか?
- 1.2. 1.2 ノズル流量と液体分布の直接的な相関
- 1.3. 1.3 パフォーマンスの閾値:効果性と経済性の交差
- 2. 2. 液体と気体の比率管理の不適切な隠れたコスト
- 2.1. 2.2 ノズル劣化係数
- 2.2. 2.3 業界統計:問題の規模
- 3. 3. ノズル流量工学が制御課題を解決する方法
- 3.1. 3.2 比較解析:FGD用途のノズルタイプ
- 3.2. 3.3 最適化アレイの工学的優位性
- 3.3. 3.4 過酷な環境における信頼性要因
- 4. 4. 吸収塔最適化のステップバイステップガイド
- 4.1. 4.2 重要な成功要因
- 5. 5. 業界を超えた実世界での応用
- 5.1. 5.2 ケーススタディ2:製鉄所の焼結・オフガス処理
- 5.2. 5.3 ケーススタディ3:自治体の廃棄物焼却
- 6. 6. よくある質問
- 6.1. 最大の捕獲効率のための理想的な動作比率はどれくらいでしょうか?
- 6.2. ノズルの排出率は作動比率に直接どのように影響するのでしょうか?
- 6.3. 安定性を維持するために最も重要なノズル仕様は何でしょうか?
- 6.4. 既存のノズルを交換せずに最適化できますか?
- 6.5. FGDノズルはどのくらいの頻度で点検または交換すべきでしょうか?
- 7. 7. 結論:精密ノズル技術を競争優位に据えましょう
- 8. 推奨される次のステップ
クイックアンタリー
液体対気体比(L/G)は湿式FGDシステムにおける重要なパラメータであり、SO₂除去率や吸収塔の性能を決定します。 最適値は15〜25 L/m³の範囲で、ノズル流量を主な制御基準とします。 この範囲を超えると脱硫効率が12〜30%低下します。
1.1 L/G比率とは何か、そしてそれがなぜ重要なのか?
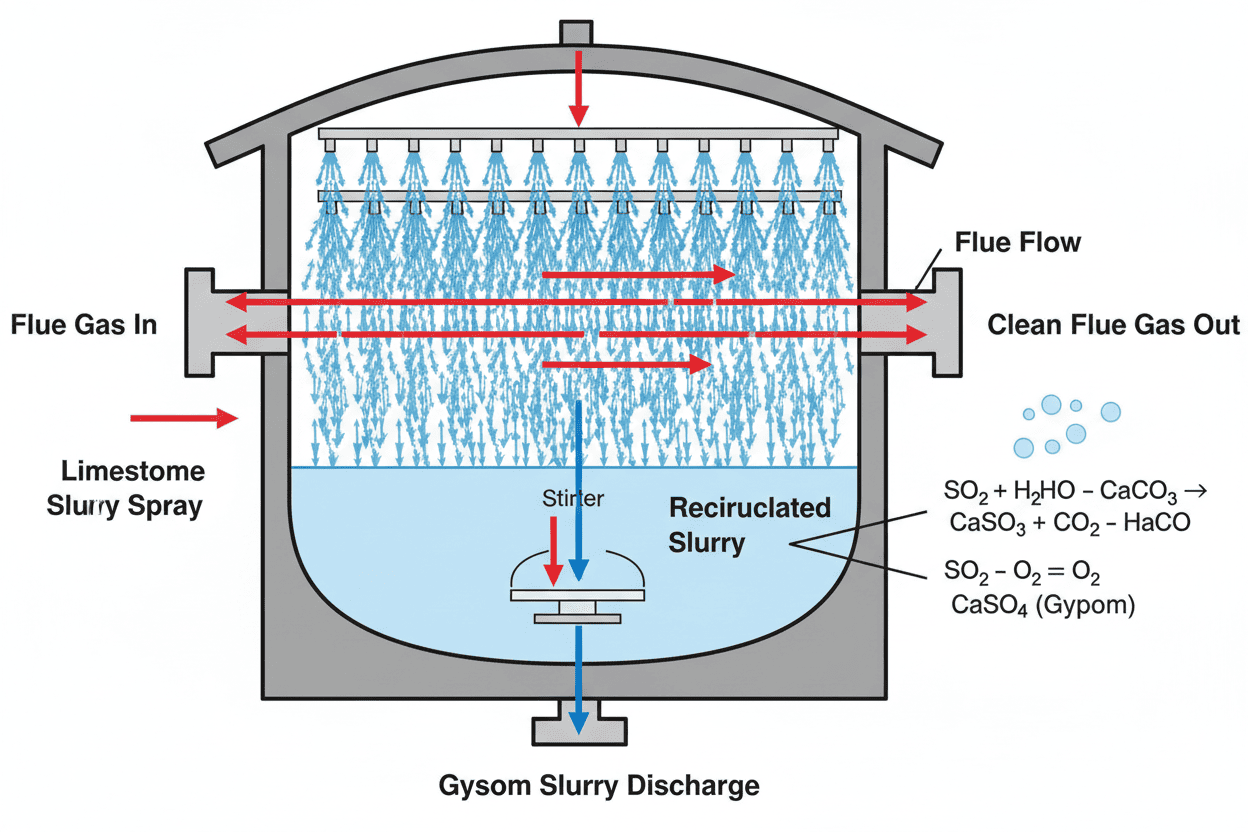
液体と気体の比率は、吸収装置内で処理される排ガスの単位体積あたり循環するスクラビング液体(通常は石灰岩スラリー)の体積を表します。 データは、このパラメータが世界中の湿式FGD設置における除去性能に影響を与える最も制御しやすい変数として機能していることを示しています。
実務的には、この計量は以下を決定します:
- SO₂分子とアルカリ性洗浄媒質との接触時間
- 気液界面を通る質量移動駆動力
- 反応ゾーン内のスラリー保持量
- システム全体の圧力損失およびそれに伴うエネルギー消費
「液体と気体の比率は単なる水理パラメータではなく、SO₂吸収の熱力学的および運動学的限界を支配する基本的な設計変数である。」— 産業 & 工学化学研究
分析によると、ほとんどのユーティリティサイズ吸収器は15 L/m³から25 L³の比率で動作しています。 しかし、最適な値は入口SO₂濃度、燃料硫黄含有量、目標除去性能に大きく依存します。 3%を超える高硫黄石炭用途では、95%以上のコンプライアンスグレードを維持するために、30 L/m³付近の数値が必要になることがあります。
! 吸収材における液体スラリーの流れと排ガスの相互作用を示す図 断面積
{kind=link}
1.2 ノズル流量と液体分布の直接的な相関
ノズル流量とこの臨界比との関係は数学的には単純ですが、運用上は複雑です。 吸収材断面に分布する総液体流量は、個々のノズル排出率の合計にアクティブスプレーヘッドの数を掛け合わせたものです。
支配方程式:
ここでQ_totalはすべてのヘッダーを通じた累積放電量(L/h)を表します。 試験の結果、累積ノズル出力が10%増加すると、排ガス量が一定であると仮定すると比率が8〜9%に比例して増加することがわかりました。
主な変数は以下の通りです:
- 個々のノズルKファクターおよび流量係数
- 入口の動作圧力(通常0.7〜4バール)
- 噴霧角度および被覆パターン(65°–170°の範囲)
- 液滴サーター平均直径分布
- 断面積あたりの配置密度
重要な洞察: 米国エネルギー省の研究によると、ノズルの排出率と圧力によって直接制御される液滴の大きさ分布が質量に大きな影響を与えることが示されています 液体と気体の比率単独で移動するよりも。 SO₂吸収のための最適な液滴径は1,500〜3,000ミクロンの範囲です。
1.3 パフォーマンスの閾値:効果性と経済性の交差
この操作パラメータとSO₂捕獲の関係は特性逓減収成曲線に従います。 稼働中の発電所のデータによると、10 L/m³から20 L³に増やすと、回収率が85%から96%に向上することが示されています。 しかし、20 L/m³から30 L³へのさらなる増額は、98%へのわずかな改善にとどまる可能性があり、コストは大幅に増加します。
| SO₂ キャプチャレート | 相対エネルギーコスト | 推奨アプリケーション | |
|---|---|---|---|
| 8–12 | 75–85% | 1.0× (ベースライン) | 低硫黄燃料(<1% S)。 |
| 12–18 | 85–93% | 1.3× | 中硫黄石炭(1–2% S) |
| 18–25 | 93–98% | 1.7× | 高硫黄石炭(2〜3% S) |
| 25–35 | 97–99%+ | 2.4× | 超低排出要件 |
これらの閾値を理解することで、運用者は経済的に最適なスプレー構成を選択できます。
2. 液体と気体の比率管理の不適切な隠れたコスト
### 2.1 逸脱の運用上の影響この運用パラメータは重要でありながら、FGD運用において最も頻繁に誤管理される変数の一つとして残っています。 47基の石炭火力ユニットの現場分析では、60%以上の吸収装置が設計仕様外で動作しており、脱硫効率と吸収塔を直接損なっていることが明らかになりました パフォーマンス。
比率があまりにも低すぎるとき:
- SO₂排出量が許容限度を超えた場合、規制上のペナルティが発生する
- スラリーのアルカリ度が完全な反応前に減少します
- 吸収材断面内の乾燥ゾーンの形成
- 液体被覆が不十分な地域での腐食の加速
- 不完全な酸化による副産物(石膏)品質の低下
比率が高すぎるとき:
- 循環ポンプの動作による過剰なエネルギー消費
- 滴の巻き込み増加によるスタックの「雨」や下流の汚れ
- 水消費量と廃水発生の増加
- 捕獲時の収益率の減少(運用コストに対する減少)
- 極端な流量時の潜在的な浸水
「600MWユニットの診断評価では、液体からガスへの22%の過剰設計比率が、年間約89万ドルの不必要なポンプエネルギーの損失をもたらしていることが明らかになりました。 しかし、コンプライアンス要件を超える1.2%の追加キャプチャーのみを達成できる」と述べた。—電力工学実務ケーススタディ
2.2 ノズル劣化係数
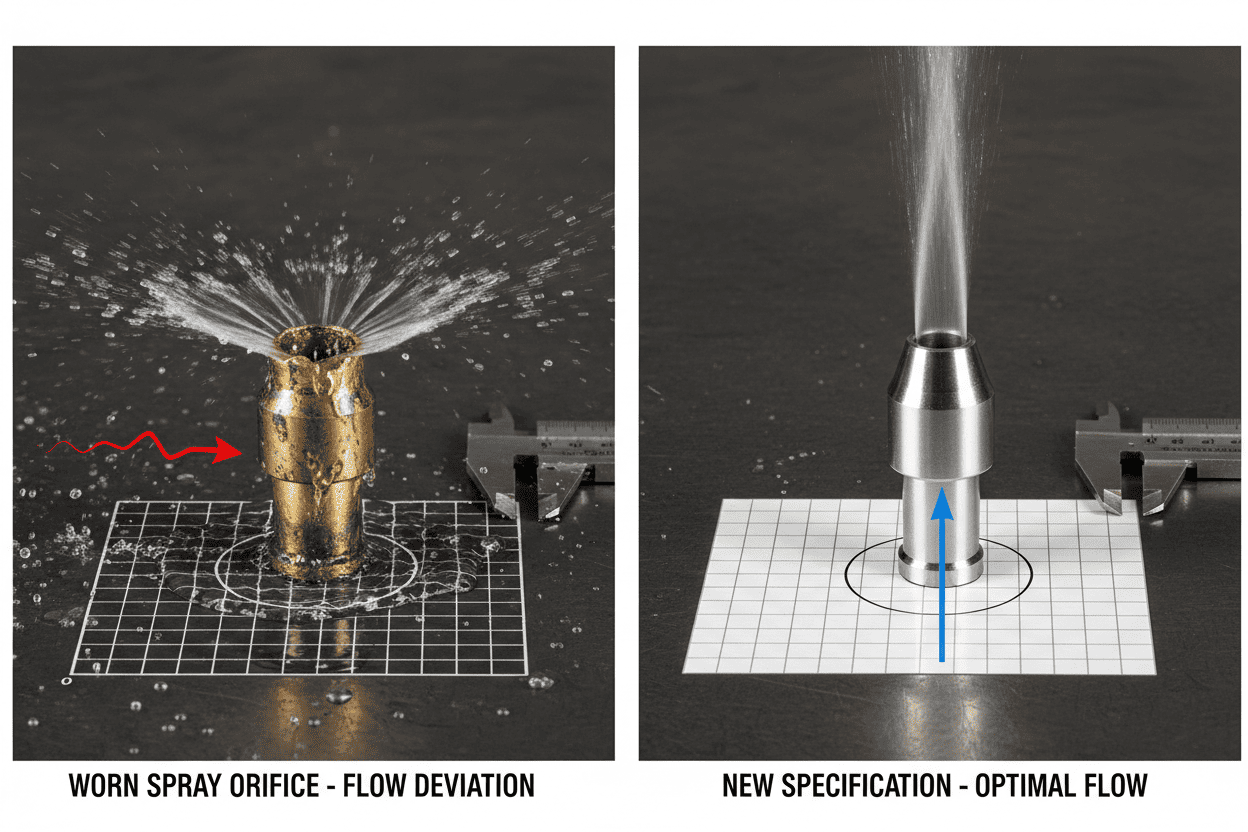
ドリフトのしばしば見落とされがちな要因の一つは、ノズル劣化そのものです。 スプレーヘッドは、スラリーの研磨度に応じて通常8,000〜24,000時間の運用サイクルで摩耗し、排出特性が体系的に変化します。
摩耗した中空コーンノズルで観察されるパターンには以下のようなものがあります:
- オリフィス拡大 一定圧力下で個々の放出量を8〜15%増加させる
- 噴霧角度の減少 有効被覆率を10〜20%減少させる
- 液滴サイズの増加は質量移動のための比表面積を減少させます
- パターン変形は断面全体に不均一な分布をもたらします
この複合効果は、名目動作値と分布の均一性の両方にドリフトをもたらします。 継続的な[スプレーダスト抑制]を維持するためには、積極的な監視と定期的な交換プログラムが不可欠です。 https://www.nozzle-intellect.com/application/spray-dust-suppression/7.html) 産業用ガス処理アプリケーションにおける性能基準。
! 新仕様と比較した摩耗したスプレーオリフィスが流量を示しています 偏差
{kind=link}
2.3 業界統計:問題の規模
最適でない管理の経済的規模は大きいです。 EPAのコンプライアンスデータおよびベンチマーキング調査によると:
- FGDシステムはプラント全体の補助電力消費の2〜4%を占める
- FGD問題に起因する予期せぬ減価金は、米国の石炭事業者にとって年間推定3億4,000万ドルの損失をもたらしています。
- FGD準拠違反の約18%は液体の不十分さに直接起因しています
- 体系的最適化プログラムを実施している工場は、平均O&Mコスト削減率8〜14%を報告しています
これらの数字は、単なる技術的な取り組みではなく、重大な財務的および規制的影響を伴うことを浮き彫りにしています。
3. ノズル流量工学が制御課題を解決する方法
### 3.1 精密設計:制御の基盤現代の産業用スプレーノズルは、過酷な条件下で予測可能で再現可能な排出率を実現するために設計された設計されたソリューションです。 重要なパラメータは以下の通りです:
- 流量係数(Kファクター): 入口圧力と排出の関係を定義します
- オリフィス形状: 液体シートの初期形成と霧化を制御します
- 内部ベーン設計: 中空円錐パターンの渦巻き特性を決定する
- 材料仕様: 316Lステンレス鋼、カーバイドシリコン、または特殊セラミックスの耐摩耗性
- 接続標準化: ヘッダーアレイ間でのフィールド交換可能な互換性を保証します
湿式FGD吸収装置用途では、ノズルは目標比率を達成するための十分な排出と、質量伝達に最適化された液滴サイズ分布という二重の要件を満たす必要があります 運動学。
工学的注意: 試験の結果、フルコーンノズルは通常、1単位あたりの排出量(3バールで8〜50 L/min)が高く、カバー範囲も広いため、一次噴霧に適しています ゾーン。 中空コーン構成は個々の放電量が低く、より細かい霧化を実現し、二次焼入れや研磨段階で使用されることが多いです。
3.2 比較解析:FGD用途のノズルタイプ
| ノズルタイプ | フローレンジ(3小節) | 典型的なSMD(μm) | スプレー角度 | Best FGD Zone |
|---|---|---|---|---|
| 大流量フルコーン(スパイラル) | 30–150 L/min | 2,500–4,000 | 90°–120° | 一次噴霧レベル |
| 標準的なフルコーン(ベーンタイプ) | 10–40 L/min | 1,800–3,200 | 65°–110° | 主な吸収ゾーン |
| 空洞円錐(接線) | 5–25 L/min | 1,200–2,500 | 80°–140° | 二次・研磨段階 |
| エアアトマイズノズル | 2–20 L/min | 50–500 | 45°–90° | 緊急消し込み、起動 |
この比較により、ノズルの選択が達成可能な動作範囲や吸収器内の気液接触の品質を直接制約することが示されています。
3.3 最適化アレイの工学的優位性
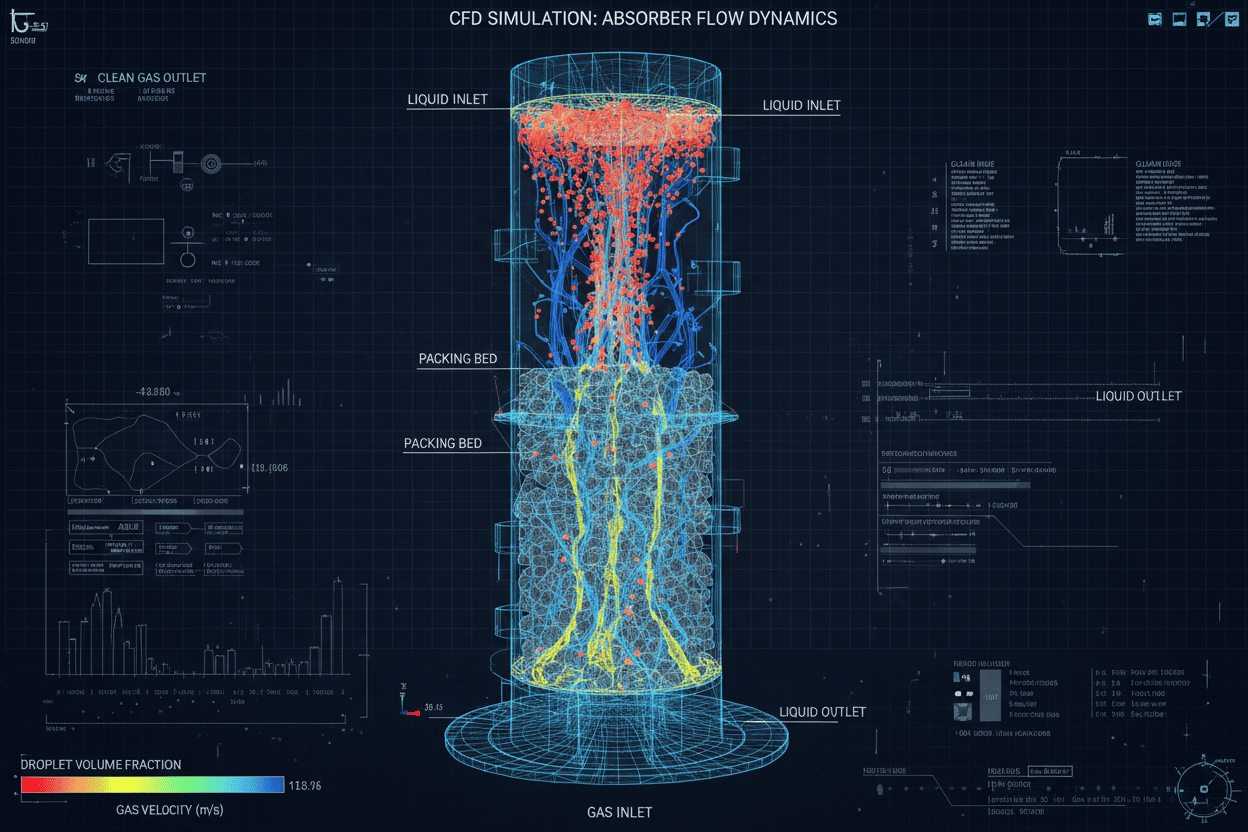
個々の選択を超えて、ヘッダーにまたがるスプレーヘッドの幾何学的配置が分布の均一性を決定します。 高度なCFDモデリングにより、エンジニアは以下を最適化することを可能にします:
- ノズル間隔密度: 通常8〜16個/m²で全カバレッジ
- ヘッダーの高さ: 複数の層が逆流接触段階を形成します
- スプレーの向き: わずかな角度のずれにより直接壁の衝突を防ぎます
- 重なり係数: 完全な断面カバレッジを保証する
レトロフィットプロジェクトのデータは、CFD解析に基づくアレイの再構成を、同じ総再循環流量を維持しつつ、捕獲を3〜7ポイント向上させることを示しています。 この効率向上は、同じ液体比率のより良い分布によるものです。
! CFDシミュレーションで、液滴分布とガスの流れパターンを示す 吸収体
{kind=link}
3.4 過酷な環境における信頼性要因
FGD吸収材は非常に過酷な環境を示します。 ノズルは以下に耐えなければなりません:
- 塩化物濃度は最大60,000 ppmに達します
- pHのサイクルは4.2(吸収ゾーン)から6.8(反応タンク)の間で繰り返す
- 4 m/sを超える速度での研磨性石灰石/硫酸カルシウムスラリー
- 起動および停止時の熱サイクル
このような条件下では、放電安定性が信頼性指標となります。 プレミアム316ステンレスおよび特殊合金ノズルは、設計寿命の間、流量係数公差を±3%以内に維持しますが、低グレード部品は±12〜18%のドリフトが発生することがあります 最初の1年以内に。 この不安定さは直接的に運用上の不確実性につながります。
4. 吸収塔最適化のステップバイステップガイド
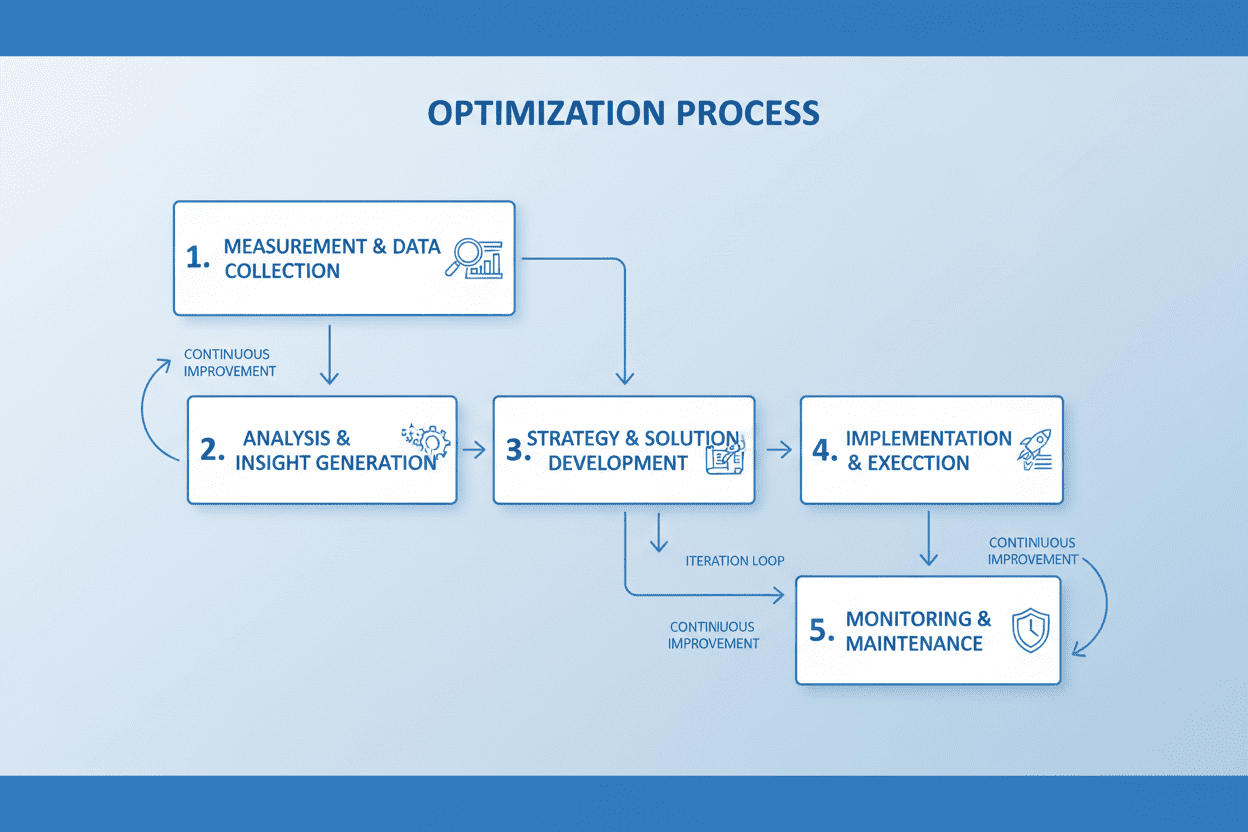
### 4.1 体系的最適化プロトコル最適な性能を達成するには、測定、分析、ノズル流量の校正を組み合わせた体系的なアプローチが必要です。
ステップ1:ベースライン測定と記録
- 現在の再循環ポンプ流量(総流量およびヘッダーごとの流量)を記録する
- 定常状態での入口および出口SO₂濃度を測定する
- ノズル在庫の文書:種類、個数、Kファクター、設置日
- 現在の条件下での実際の液体対気体比率の計算
- ガス流量測定の精度を確認する
ステップ2:設計仕様に対するギャップ分析
- 測定された比率と元の設計値を比較する
- 目視検査を通じてカバレッジの不足があるゾーンを特定する
- 代表サンプルの流体試験による摩耗状態の評価
- 過去の排出データの傾向のレビュー
ステップ3:ノズル仕様と選択
- 燃料硫黄含有量および排出限度に基づく目標比率を定義する
- 利用可能なポンプヘッドで必要な流量を供給するノズルタイプを選択しました
- 吸収体の特性に最適化した液滴サイズ分布を指定する
- スラリー化学との材料適合性の確保
- Kファクター公差が文書化されたノズルを調達
ステップ4:実装と検証
- メーカー仕様に従って交換用ノズルを取り付ける
- 目標達成のためにポンプの速度やバルブ位置を調整する
- 複数の負荷点(50%、75%、100%MCR)での性能テスト実施
- 出口SO₂、圧力降下、ポンプ出力の監視を行い、30日間の検証
- 将来の参照のために完成した構成を文書化
ステップ5:継続的な監視と予防保全
- 定期検査間隔の設定(高摩耗サービスの場合は四半期ごと)
- DCSデータログを通じて比率の傾向を追跡
- 現在の仕様に合った予備在庫を維持する
- 排出偏差が±5%を超える前に積極的な交換をスケジュールすること
{kind=link}
4.2 重要な成功要因
成功したプロジェクトの分析は、3つの一貫した要因を特定しています。
- 正確な流量測定: 各ヘッダーに校正された流量計が設置され、正確な計算と制御が可能となります
- 標準化された仕様: ゾーンごとに単一の承認仕様が設定されることで性能の変動が防がれます
- データ駆動型の置き換え: 任意の区間ではなく測定された劣化に基づいてスケジュールを設定することでコストが最適化されます
「カレンダーベースの交換から状態ベースのプログラムへ移行した施設は、ノズル関連のO&M効率を平均23%削減しつつ、同時にSO₂回収を改善しました 一貫性。」— パワープラント化学ジャーナル
5. 業界を超えた実世界での応用
### 5.1 ケーススタディ1:660MW石炭火力発電所高硫黄のインドネシア産石炭(3.2%硫化石炭)を燃焼する粉砕炭発電所は、98%のSO₂回収を維持するのに慢性的な困難を抱えていました。 調査の結果、運転比率は1.5%のS石炭用に設計されており、実際の燃料品質には不十分であることが判明しました。
チャレンジ:
- 設計比率:18 L/m³
- 3.2%のS石炭に必要な量:26 L/m³
- 既存ノズル:15 L/minのベーン型フルコーン40ユニット
解決策:
- 大流量スパイラルフルコーンノズル(2.5バールで35 L/min)にアップグレード
- 噴霧レベルあたりの有効カウントを40から52に増加
- 追加の質量移動段階を作成するために第3ヘッダー層を追加
- 精密制御のための可変周波数ドライブの設置
結果:
- 稼働比率は18 L/m³から27 L/m³に増加
- 捕獲効率が92.4%から98.6%に向上しました
- 18か月間の排出ガス規制遵守のモニタリング
- 特定エネルギー消費はわずか11%増加した
5.2 ケーススタディ2:製鉄所の焼結・オフガス処理
大規模な製鉄所では、地元的な水資源不足のため、焼結機のガス排出のためにFGD改造が必要となりました。
チャレンジ:
- 入口SO₂:1,800 mg/Nm³
- 利用可能な水予算:従来設計の60%
- ターゲット捕獲率:95%
- 必要比率:12 L/m³未満
解決策:
- 展開型中空円錐精密ノズルで1,500μm SMD液滴を生成する
- CFDモデリングを用いた最適化されたヘッダージオメトリ
- 3段階逆流噴霧装置の実装
- ターンダウン操作用の選択空気アトマイズアシストノズル
結果:
- 優れた原子化により10.5 L/m³を達成
- 捕獲効率96.2%を達成
- 従来構成と比べて水消費量が42%削減
- 副産物石膏は建設用規格を満たしていました
これにより、より細かい液滴生成が面面積の増加によって部分的に補うことができることが示されました。
5.3 ケーススタディ3:自治体の廃棄物焼却
廃棄物発電施設はハイブリッドFGDシステムの急速な劣化に直面し、減少と排出超過が進みました。
チャレンジ:
- 塩化物による腐食により6か月以内に316SSノズルが劣化しました
- 放電劣化:4,000時間以内に−15%
- 分布不均一により乾燥した場所が生じ、局所的な腐食が深刻です
- 手動交換は四半期ごとにシャットダウンが必要
解決策:
- 316SSボディを持つ指定されたシリコンカーバイド複合ノズル
- 重なり係数を20%(以前は8%)に再設計しました
- オンラインバンク交換を可能にする隔離弁の設置
- リアルタイムトレンド分析のための差圧監視の実装
結果:
- 運用期間は6か月から28か月に延長
- 運用安定性の向上:±2%の変動(前回±11%)改善
- 捕獲効率は97.2〜98.1%の間を維持
- 予期せぬシャットダウンの排除; 年間の稼働率は3.2%増加しました
実用的な洞察: 腐食環境では、材料の選択が長期的な安定性に不均衡な影響を与えます。 SiCノズルのプレミアムコストは通常、最初の延長サイクルで停止コストの回避によって回収されます。
! [産業用吸収装置の設置で複数のスプレーヘッダーが示されています ティア(https://www.nozzle-intellect.com//uploads/Industrial%20absorber%20installation%20showing%20multiple%20spray%20header%20tiers.png)
これら3つのケースすべてに共通していたのは、単なるポンプのサイズではなくノズルフロー工学が決定的な要因であることの認識でした。 スプレーダスト抑制応用で確立された原理は、FGDシステムに直接応用できます 設計とは、制御された液体の分配が環境遵守の結果を決定するものである。
6. よくある質問
最大の捕獲効率のための理想的な動作比率はどれくらいでしょうか?
理想的な値は存在せず、最適な設定は入口SO₂濃度、燃料硫黄含有量、ターゲット除去率、吸収装置設計に依存します。 分析によると、1〜2%の硫黄を95〜98%の除去を目標とする典型的な石炭用途では、18〜25 L/m³の値が最もバランスが取れます。 超低排出要件の場合、高硫黄燃料では25 L/m³を超える必要がある場合があります。
重要なのは、一般的なルールを適用するのではなく、動作パラメータを特定の質量移動要件に合わせることです。 テストの結果、各アプリケーションには独自の経済的最適効果があることがわかります。
ノズルの排出率は作動比率に直接どのように影響するのでしょうか?
ノズル放出率は比率方程式の分子を構成します。 総液体流量はすべての個々のレートの合計に等しい。 1回あたり80ノズルが20 L/minで流れた場合、総入力量は1,600 L/minとなります。 排ガス流量で割ると、その比率が得られます。
オペレーターは通常、ポンプの速度変更やヘッダーの段の有効・停止によって調整します。 しかし、基本的な制約はノズルのKファクターであり、高いKファクターほど等価圧力でより大きな流量が生まれ、達成可能な範囲が確立されます。
安定性を維持するために最も重要なノズル仕様は何でしょうか?
長期的な安定性のために、優先仕様には以下が含まれます:
- 流量係数許容差: より厳密な公差(±2%対±5%)により、交換サイクル全体で予測可能な結果が得られます
- 耐摩耗性能: 高硬度材料ほどジオメトリを長く維持します
- スプレー角度の一貫性: 偏差は断面積全体に効果的割合を再分配します
- 詰まり抵抗: 8 mm未満の通路はスラリー詰まりにますます敏感になっています
データによると、予測的な交換を可能にする摩耗曲線が記録されたノズルは、優れたライフサイクル価値を提供します。
既存のノズルを交換せずに最適化できますか?
はい、既存のハードウェア制約の中でいくつかの調整が役立ちます:
- ポンプVFD調整: 速度の調整でヘッダー圧力と排出率が変化します
- ヘッダーステージング: 段の有効化または無効化はアクティブなノズル数を変えます
- スラリー密度最適化: 固形物含有量の調整は粘度と有効質量移動に影響を与えます
- pHの精製: pHを上げることでアルカリ度が上がり、低割合でも十分な除去が可能になる可能性があります
しかし、運用調整だけでは通常、設計値の±15%以内に最適化が制限されます。 ステップチェンジの改善は一般的に仕様のアップグレードを必要とします。
FGDノズルはどのくらいの頻度で点検または交換すべきでしょうか?
インターバルは摩耗環境によって異なりますが、ベストプラクティスには以下が含まれます:
- 目視検査: 利用可能なアクセス期間中に毎月実施
- 流量検証: 代表サンプルの四半期ごとの試験(在庫の5〜10%))
- パターン評価: 半年ごとのビデオプローブ評価
- 交換トリガー:放電偏差が±5%を超える場合または角度減少が10%を超える場合
典型的な石灰岩FGDの316SSノズルの場合、交換期間は12〜24ヶ月です。 同等の使用期間の炭化ケイ素は36〜48ヶ月に及ぶことがあります。
7. 結論:精密ノズル技術を競争優位に据えましょう
証拠は明確な関連性を示しています。ノズル流量工学は液体と気体の比率最適化の基盤であり、これが 湿式FGDシステムにおける捕獲効果。稼働中のプラント、研究機関、規制機関のデータが一貫して以下を示しています:
- 18〜25 L/m³の範囲の比率は、ほとんどの石炭火力SO₂準拠要件を満たす
- ノズル仕様は、公称動作値だけでなく、分布の均一性や質量伝達の有効性も決定します
- 積極的な管理プログラム—反応的から条件に基づく代替へ移行—可用性とコスト削減において定量的なリターンをもたらす
- ライフサイクル全体にわたる材料選択および幾何学的最適化複合
FGD性能に責任を持つオペレーターやエンジニアにとって、その影響は明白です。 精密設計されたノズル、体系的なモニタリング、データ駆動型のメンテナンスへの投資は、単なる増分的な費用ではなく、高いリターンの運用上の判断となります。
「クラス最高の性能を達成する施設には共通点があります。それは、ノズル仕様と管理を単なる商品ではなく、中核的な工学分野として扱っていることです 調達作業。」— 環境科学技術レビュー
中国の超低排出イニシアチブからEUの産業排出指令に至るまで、世界的に排出基準が厳格化する中で、適切と最適化の性能マージンが拡大しています オペレーション・ワイドネス。 変動する条件下で目標を維持できる精密システムを装備したプラントは、他の施設が制約に直面している場合でも柔軟性とコンプライアンスを維持できます。
技術は存在します。 経済的な根拠は裏付けられました。 残る課題は実施の優先順位です。
推奨される次のステップ
この分析に基づき、以下の行動を優先順位付けします。
- 現在の吸収器の運転比率監査を実施:実際の値と設計値の比較、分布の欠陥を特定し、ノズル在庫の記録
- 次のメンテナンス期間のアップグレード機会を評価:現在の性能データと、より厳格な精度を持つ現代の精密設計の代替品を比較する
- 流量試験、検査スケジューリング、記録された摩耗曲線に基づく予測交換基準を含む状態ベースの管理プロトコルを策定する
排出ガス制御、ダスト抑制、ガス処理システムにおける産業用スプレーノズルの応用に関する追加の技術的ガイダンスについては、当社の包括的な応用をご覧ください リソース。