





海上応用における産業用スプレー技術:海洋コーティングシステム完全ガイド
沖合環境は産業機器にとって最も過酷な環境の一つです。塩水の噴霧、紫外線曝露、極端な気温、そして一定の湿度が腐食と劣化の絶好の嵐を作り出します。産業用スプレー技術は最前線の防衛として台頭し、石油プラットフォームから風力タービンに至るまで数十億ドル規模の海上インフラを守っています。
本総合ガイドでは、先進的なスプレーコーティングシステムがどのように海洋資産保護を革新し、機器の寿命を数年から数十年に延ばし、メンテナンスコストを最大70%削減しているかを探ります。
目次
- 洋上使用のための産業用スプレー技術の理解
- スプレーコーティング技術の種類
- オフショア環境における重要な応用
- 材料選択とコーティング性能
- 高度な応用方法
- 【防錆戦略】(#6-腐食防止戦略)
- メンテナンスとライフサイクル管理
- Industry 4.0と未来のトレンド
- ベストプラクティスと実装
1.沖合使用のための産業用スプレー技術の理解
産業用スプレー技術は、単純な塗料から数十億ドル相当の沖合資産を保護する高度なコーティングシステムへと変貌を遂げました。沖合セクターには、石油・ガスプラットフォーム、風力タービン、海洋船舶、海底パイプライン、浮体生産施設などが含まれ、いずれも材料劣化を加速させる環境で稼働しています。

オフショア用途における主な課題は、腐食性の物質の組み合わせです。塩分を含む風は塩化物イオンを運び、保護障壁を貫通し、紫外線はコーティング内のポリマー鎖を破壊し、温度変動は膨張・収縮応力を引き起こし、湿度は電気化学腐食を促進します。従来の保護方法は4〜6年以内に失敗することが多いですが、現代のスプレー技術は現在25+年の保護を実現しています。
経済的影響は大きいです。業界調査によると、サーマルスプレー処理サービス市場は2025年に$107.7億に達し、2032年までに$160.1億に成長すると予測されています。これは主にオフショアインフラ保護のニーズによって牽引されています。洋上風力基礎だけでも、コーティング市場は2025年の17億2千万ドルから2032年までに33億7千万ドルに拡大すると予想されています。
洋上スプレーコーティングの主要性能要件:
- C5-Mの高腐食性海洋環境における耐腐食性
- 湿潤条件下での粘着力が10MPaを超える
- 構造の動きや振動に対応する柔軟性
- 色の変化やチョーク化が最小限でUV安定性
- 空気中の粒子や破片に対する耐摩耗性
- 炭化水素、掘削液、洗浄剤に対する化学的耐性
現代のスプレー技術は、高度なアトマイゼーション制御、精密な粒子堆積、多層コーティングシステムを通じてこれらの要件を満たし、バリア保護と犠牲的な耐腐食性の両方を提供します。
2.スプレーコーティング技術の種類
洋上産業では、特定の用途や運用条件に合わせて最適化された複数の異なるスプレーコーティング技術が採用されています。
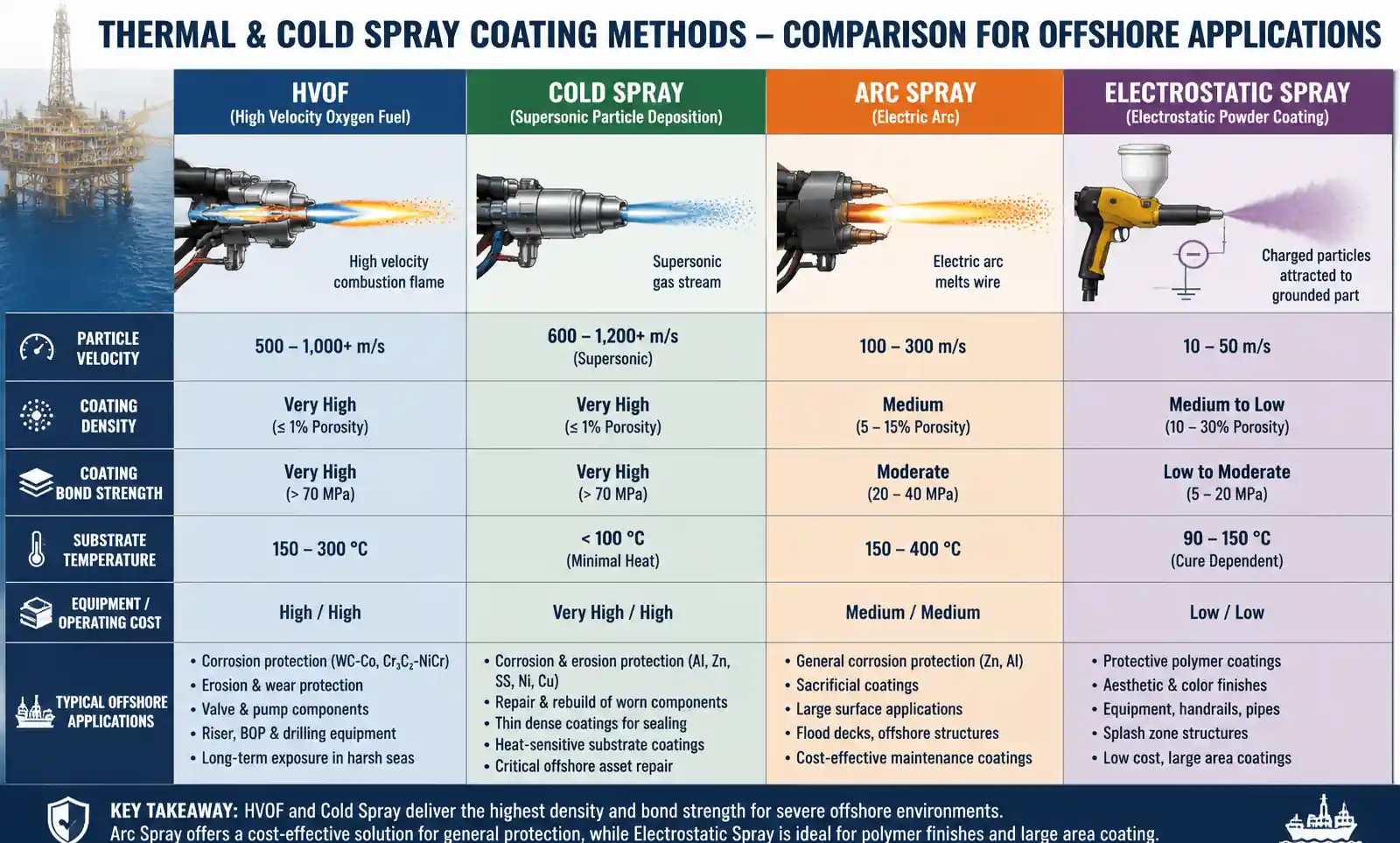
サーマルスプレー・テクノロジーズ
高速酸素燃料(HVOF)スプレーは、超音速(最大2000 m/s)でコーティング粒子を推進し、酸化を最小限に抑えた密度の高い接着コーティングを実現します。HVOFは、ポンプ部品や研磨スラリーに曝露された耐摩耗面のカーバイドコーティングに優れています。高い粒子速度により、多孔率1%未満、結合強度70MPaを超えるコーティングが生成されます。
サーマルスプレーアルミニウム(TSA)は、洋上構造保護のゴールドスタンダードとなっています。Metallisationのような企業は、フレームスプレー機器を使ってアルミニウムコーティングを施し、鋼材基板に陰極保護を提供します。TSAコーティングはプラットフォームの寿命を30+年延長し、頻繁な再塗装の必要性を排除できます。この工程はアルミニウム線を溶かし、溶融液滴を準備された鋼面に送り込み、冶金的に結合された保護層を作り出します。
アークスプレー技術は、2つの消耗性ワイヤー電極間で電気アークを発生させてコーティング材料を溶かします。圧縮空気は溶融した物質を原子化し、基板上に押し付けます。アークスプレーは高い堆積速度(最大25kg/時間)を提供し、風力タービンタワーやプラットフォーム脚部などの大型構造部材に対してコスト効率が良いです。
コールドスプレー技術
コールドスプレーはコーティングの応用におけるパラダイムシフトを示しています。材料を溶かすのではなく、超音速ガスの流れを利用して固体粒子を500〜1200 m/sまで加速します。衝突時、粒子は塑性変形を起こし、酸化や相変化なしに基板に機械的に結合します。
この技術は、CLEERBladeのようなプロジェクトを通じて洋上風力タービンの保守に革命をもたらしており、コールドスプレーを使ってタービンブレードの前縁侵食を修復しています。このプロセスは、優れた結合強度、熱応力がなく、従来の熱プロセスでは酸化する酸素感受性材料を堆積させる能力を持つコーティングを生み出します。
静電気スプレーの適用
PPGや他のコーティングメーカーによる最近の革新により、静電噴霧技術(ESTA)が海洋用途に導入されました。このシステムは、鋼材基板が接地されている間、スプレーガンノズルで塗料粒子を負の電荷を帯びさせ、静電気的な引力を生み出し、コーティング材料を表面に引き寄せます。
ESTAは従来の無気圧スプレーの40〜50%に対し最大70%の転送効率を提供し、オーバースプレーやVOC排出を劇的に削減します。この技術により均一なコーティング厚さが得られ、従来の塗布方法を難しがる複雑な形状にも到達可能です。
3.オフショア環境における重要な応用
スプレーコーティング技術は、オフショア作業における複数の重要な機能を果たし、それぞれ独自の性能要件を持っています。
石油・ガスプラットフォーム保護
沖合の石油プラットフォームは、最も過酷なコーティング環境の一つを表しています。構造物は3つの明確な腐食ゾーンを経験します:大気中(水面上)、スプラッシュゾーン(断続的な浸水)、そして水中のゾーン(連続浸水)。
サーマルスプレーされたアルミニウムは、大気および水しぶき保護に非常に効果的であることが証明されています。アルミニウムコーティングは犠牲陽極として機能し、下鋼を保護するために優先的に腐食します。損傷しても、コーティングは電場内の露出した鋼材部分に対してガルバニック保護を提供し続けます。
プラットフォーム上の設備(パイプラック、プロセス容器、構造支持部など)は、炭化水素曝露や熱循環に強い高性能エポキシおよびポリウレタンのスプレーコーティングの恩恵を受けています。現代のスプレーシステムは、1コートあたり300〜500ミクロンの制御されたフィルムビルドでこれらのコーティングを塗布でき、複雑な形状を完全にカバーします。
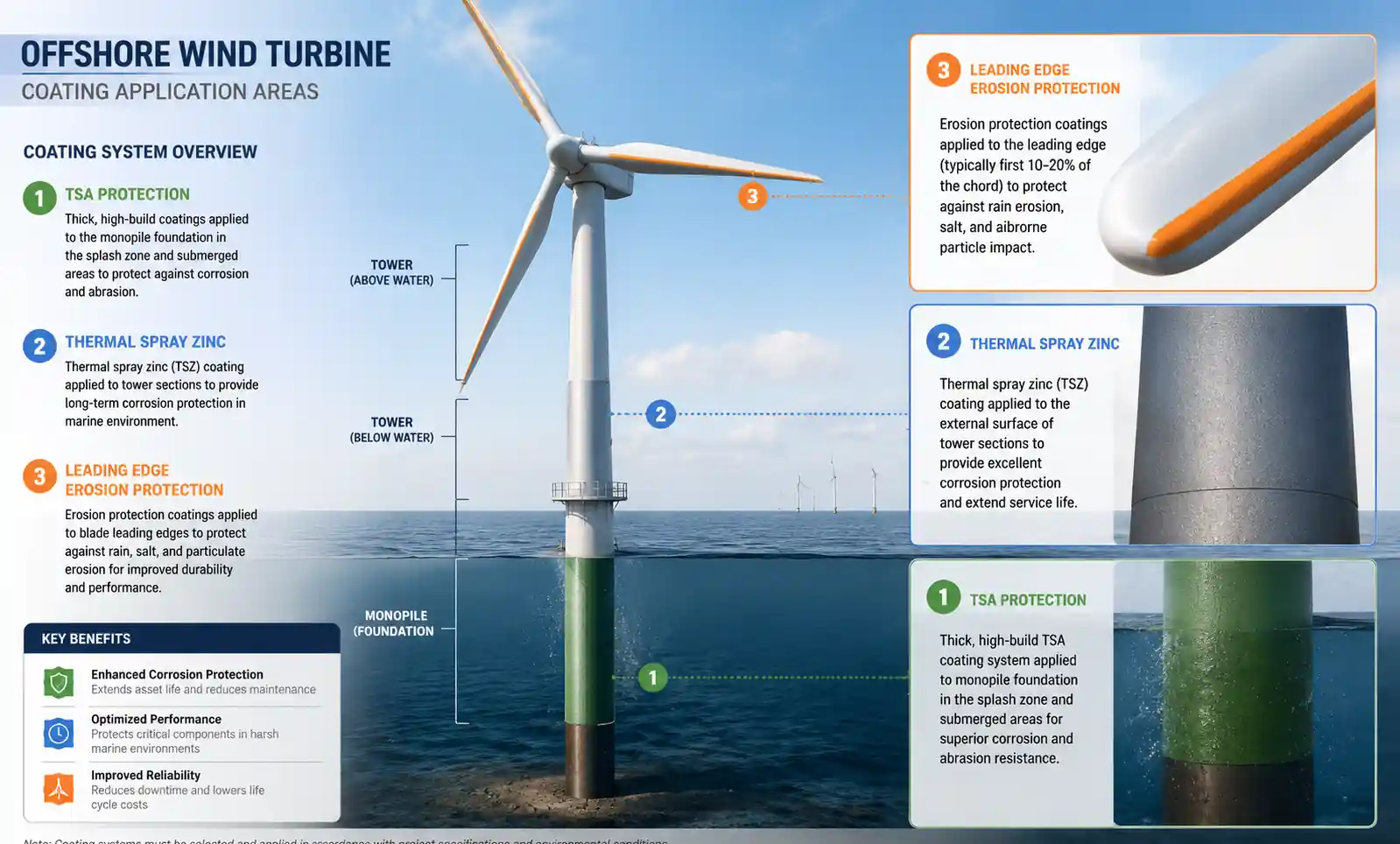
洋上風力タービンシステム
洋上風力分野は、先進的なスプレーコーティング技術の主要な消費者として台頭しています。風力タービンの塔、基礎、遷移部材は常に塩分の飛沫と湿気にさらされ、タービンブレードは時速300kmを超える速度で雨水侵食を受けます。
基礎およびタワー保護: 熱スプレー、亜鉛、アルミニウムコーティングはメンテナンスなしで25+年間の腐食保護を提供します。HVTS(高速サーマルスプレー)プロセスは、これらの長寿命用途向けにコーティング密度と接着力を最適化します。
ブレードリーディングエッジ保護: 雨水侵食により保護されていないブレードリーディングエッジは2〜3年で破壊され、空力効率と発電が低下します。スマートコーティング技術は、衝撃ダメージ後に自律的に保護バリアを回復する自己修復型ポリマーを取り入れています。コールドスプレー修理は沖合で侵食された前縁を修復し、ブレード交換の必要性をなくし、メンテナンスコストを60%削減できます。
海底パイプラインコーティング
内部および外部のパイプラインコーティングは、海底インフラを腐食、スケール形成、流量保証の問題から保護します。スプレー塗布の融合結合エポキシ(FBE)および三層ポリエチレンシステムはバリア保護を提供し、特殊な内部コーティングは摩擦を減らし、ワックスの堆積を防ぎます。
最近の特許開発では、パイプライン溶接継手内部に蛍光防腐食コーティングを施すロボットスプレーシステムが紹介されており、これにより掘削せずに後回のUV検査でコーティングの強度を検証できます。
4.材料選択とコーティング性能
適切なコーティング材料の選択は、沖合環境における長期的な性能とライフサイクルコストを決定します。

金属コーティング
アルミニウムと亜鉛のコーティングは犠牲的な陰極保護を提供します。適切に塗布されれば、これらのコーティングは制御された速度で腐食し、鋼材を20〜30年間保護します。アルミニウムは安定した酸化物層があるため海洋大気で優れた性能を持ち、亜鉛は浸水条件下で優れています。
コーティングの厚さは耐用年数に直接影響します。200ミクロンのサーマルスプレーアルミニウムは通常15〜20年の保護を提供し、300ミクロンの適用は寿命を25+年に延ばします。海洋のスプラッシュゾーンにおける腐食速度は、アルミニウムの年間平均で3〜5ミクロンです。
カーバイドおよびセラミックコーティングは腐食を防ぐのではなく、侵食や摩耗から守ります。ポンプのインペラーやバルブ部品にHVOF噴霧されたタングステンカーバイドコーティングは、未塗装鋼に比べて5〜10倍の使用寿命を延ばします。これらのコーティングは硬度値が1000〜1400 HVを維持しつつ、基板に強く接着します。
オーガニックコーティングシステム
現代のエポキシ、ポリウレタン、フッ素ポリマーのスプレーコーティングは、バリア保護と化学薬剤耐性の両方を提供します。高固形物および溶剤フリーの配合は、性能を維持しつつ、ますます厳格化するVOC規制を満たしています。
エポキシシステムは化学的および防水性に優れており、タンクのライニングやスプラッシュゾーンの保護に最適です。二成分エポキシコーティングは化学架橋によって硬化し、優れた基材湿潤性を持つ硬く接着性の高い薄膜を生成します。
ポリウレタントップコートはエポキシが比べられない紫外線安定性と光沢保持を提供します。脂肪族ポリウレタンのトップコートは直射日光下で10+年間色と光沢を保ち、下地のエポキシプライマー層を紫外線劣化から保護します。
パフォーマンス要件:
- 接着力:ASTM D4541に基づき最低5 MPa
- 衝撃耐性:ASTM D2794に基づく最低50インチポンド
- 塩水噴霧耐性:ASTM B117に基づき6000+時間
- 陰極離脱:NACE TM0115あたり6mm未満
5.高度な適用方法
適用方法はコーティング性能とプロジェクトの経済性に大きな影響を与えます。

自動散布システム
船舶セクション製造の研究では、自動噴霧装置は手動作業に比べて効率を300%向上させることが示されています。超音波厚さ計を備えたロボットスプレーシステムは、正確なフィルム構成を維持しつつ、コーティングの無駄を削減します。
これらのシステムは、6軸のロボットアームと静電気または無気圧のスプレーガンを統合し、複雑な形状を均一にカバーするプログラムされた経路をたどります。リアルタイムの厚さ監視により、スプレーパラメータを自動的に調整し、ターゲットフィルムの構成面積を±25ミクロンに維持します。
エアレススプレー技術
無気圧スプレーは、大型沖合構造物の主力となっています。この技術は、精密ノズルを通じて3000〜5000 PSIの圧力でコーティング材料をポンプし、圧縮空気を使わずに制御された霧化を実現します。これにより空気乱流によるオーバースプレーが排除され、屋外環境でも高い輸送効率が得られます。
現代の無気圧システムは、圧力フィードバック制御と可逆スプレーチップを組み合わせており、分解せずに詰まりを除去します。無気加熱システムは厚塗りの粘度を下げ、霧化や流れ特性を向上させます。
複数成分スプレー
エポキシやポリウレタンのような二成分コーティングは、スプレーガンでの正確な混合が必要です。複数成分システムは反応性成分を制御された比率(通常は体積比で2:1または4:1)で計測・混合し、混合物質を直接スプレーガンに送ります。
高度なシステムは、自動混合比の検証、溶媒洗浄、温度制御を備え、最適な材料特性を維持します。この技術は、手作業で混合が困難な大規模な洋上コーティングプロジェクトに不可欠です。
表面準備統合
洋上コーティング業界は、表面を準備し、連続作業でコーティングを塗布する統合型ブラストおよびスプレーシステムを開発しています。この方法は表面準備からコーティングまでの時間を最小限に抑え、数時間以内にフラッシュ錆が発生する湿潤な海洋環境では非常に重要です。
真空ブラストシステムは、既存のコーティングや汚染物質を除去しながら研磨媒体を回収し、ISO 8501に基づくSa 2.5またはSa 3の清浄基準を達成しています。即時のコーティングは表面形状を保ち、汚染を防ぎます。
6.腐食防止戦略
沖合環境での効果的な腐食保護には、複数の防護機構を組み合わせた多層的な防御戦略が必要です。

バリアプロテクション
有機コーティングは主にバリアとして機能し、鋼を水、酸素、塩化物イオンから隔離します。コーティングフィルムの強度は保護効果を決定し、微細なピンホールやホリデーでも局所的な腐食を引き起こすことがあります。
マルチコートシステムはバリア保護に冗長性を組み込みます。典型的な沖合システムには、亜鉛リッチプライマー(ガルバニック保護)、エポキシ中間コーティング(バリア保護)、ポリウレタントップコート(紫外線耐性)が含まれます。総乾燥膜の厚さは通常、腐食性のカテゴリーに応じて300〜600ミクロンの範囲です。
陰極保護
犠牲金属コーティングは電気化学的保護を提供します。亜鉛やアルミニウムのコーティングが鋼に電気的に接続されると、ガルバニック系列で陽極化し、優先的に腐食します。この犠牲的な腐食により、コーティングによる損傷が基材に露出しても鋼材は保護されます。
サーマルスプレーアルミニウムコーティングからの保護電流は、コーティングの端から最大30mmまで露出鋼材を保護することができます。この「投擲力」は、コーティングの欠陥、溶接継ぎ目、機械的損傷箇所で重要な保護を提供します。
インプレッテッド・カレント・システムズ
大規模な洋上構造物では、スプレーコーティングと圧入カソード保護(ICCP)システムを組み合わせることが多いです。ICCPは外部電源を利用して鋼構造物に保護電流を流し、腐食性の高いスプラッシュゾーンや水中地域でのコーティング保護を補完します。
スプレーコーティングは、未コーティング構造と比べてICCPシステムの現在の需要を90%削減し、運用コストとアノード消費を劇的に削減します。
7.メンテナンスとライフサイクル管理
積極的なメンテナンスはコーティングの使用寿命を延ばし、総所有コストを削減します。
検査プロトコル
定期的なコーティング検査は、破損が起こる前に劣化を特定します。目視検査はチョーク化、ひび割れ、色の変化を検出し、器具による手法は残された保護を定量化します。
磁気または渦電流計を用いたドライフィルム厚(DFT)測定でコーティングの構成を検証します。ホリデー検出高電圧パルステスターを用いてピンホールや不連続点を特定します。プルオフ法またはクロスカット法による接着試験は、目に見える破損前に接合強度を評価します。
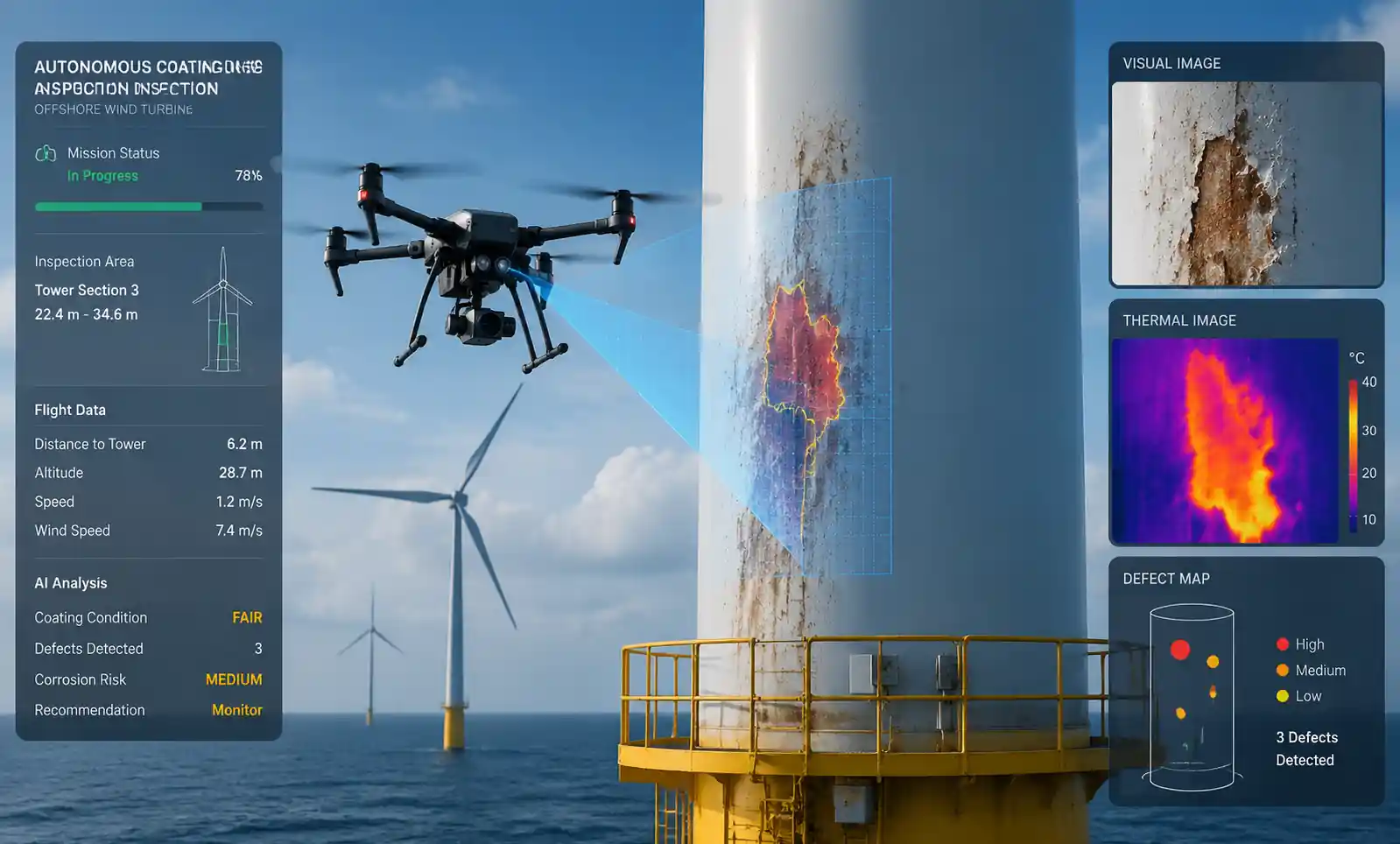
洋上風力事業者は、高解像度カメラと赤外線センサーを備えたドローンによる検査システムを導入し、タワーやナセルのコーティング状態を人の介入なしで監視しています。
予知保全
高度なモニタリングシステムはコーティング性能指標を追跡し、残りの耐用年数を予測します。パラメータには、色や光沢の変化(UV劣化の示し)、表面汚染(防汚性能の喪失を示す)、局所的な腐食(バリアの破損を示す)が含まれます。
機械学習アルゴリズムは検査データを解析し、劣化パターンを特定し、メンテナンスタイミングを最適化します。これにより、メンテナンスは固定された間隔からコンディションベースのスケジューリングに移行し、不要な作業を減らしつつ予期せぬ故障を防ぎます。
修理と修復
局所的なコーティング損傷は腐食の進行を防ぐために迅速な修理が必要です。コールドスプレー技術により、熱の影響を受けた区域や大規模な表面処理なしに現地修理が可能です。有機コーティングの場合、携帯可能な複数成分スプレーシステムにより、適切な混合比率とフィルム形成を維持しつつ、オフショアでのタッチアップが可能です。
修理を成功させる鍵は、元のコーティング特性—接着力、柔軟性、耐腐食性—を一致させつつ、古くなった既存コーティングとの互換性を確保することです。
8.インダストリー4.0と未来の動向
デジタルトランスフォーメーションは、海上スプレーコーティングシステムの設計、適用、監視の方法を革新しています。
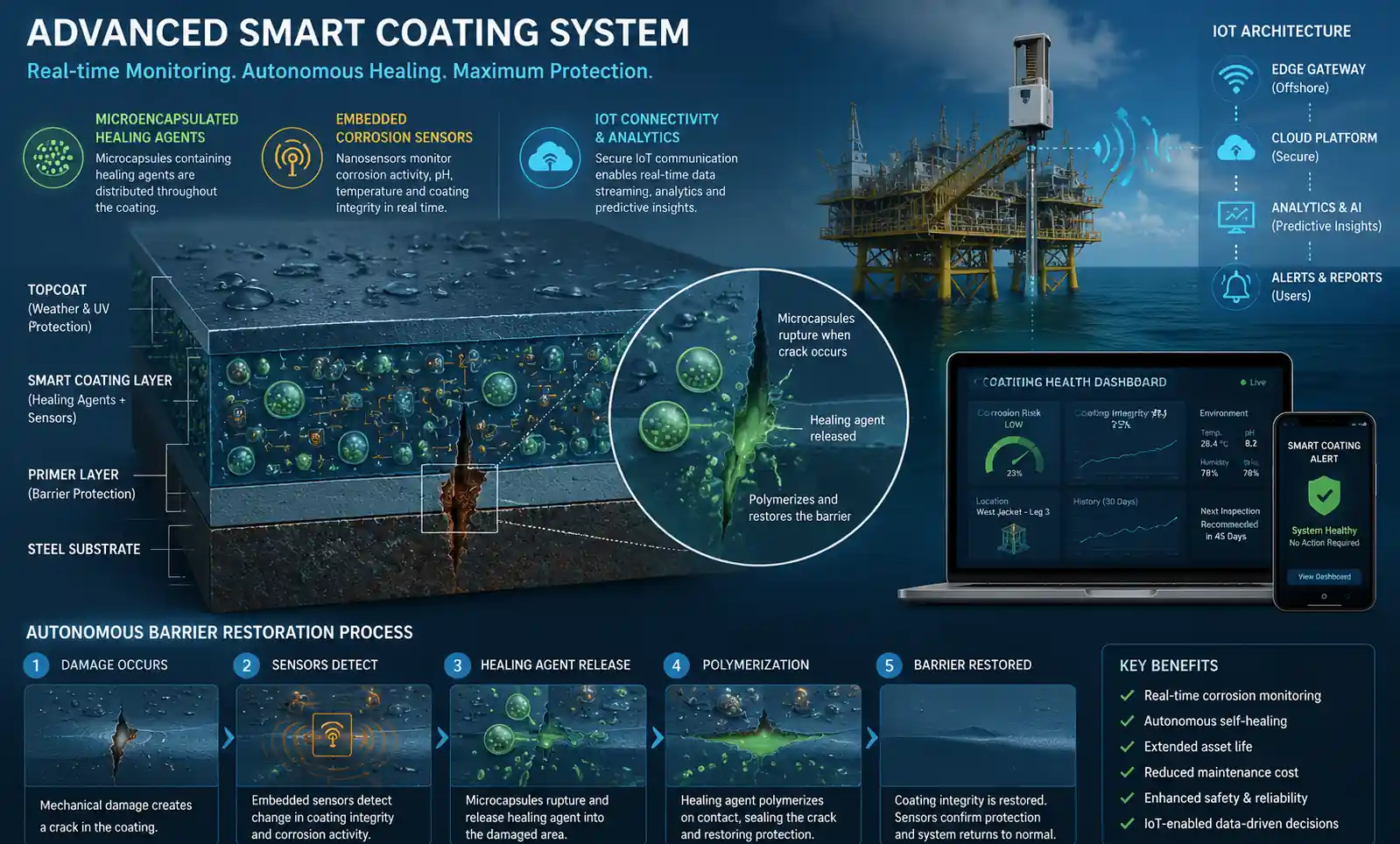
スマートコーティングテクノロジーズ
自己治癒コーティングは、受動的保護から能動的保護へのパラダイムシフトを示しています。これらのシステムは、コーティングの損傷が起こると自動的に放出されるマイクロカプセル化治癒剤を組み込み、バリアの特性を自律的に回復させます。2025年に発表された研究では、自己修復型ポリウレタンコーティングが、穿刺損傷後に元の機械的特性の85%を回復することが示されています。
スマートコーティングに埋め込まれたセンサーは、腐食活動、コーティング劣化、環境曝露をリアルタイムで監視します。このデータは予測保全システムに流れ、目に見える損傷が起こる前に介入できるようにします。
自動アプリケーションシステム
インダストリー4.0の統合により、環境条件やコーティング性能フィードバックに基づいてリアルタイムでパラメータを調整する適応型スプレーシステムが導入されます。これらのシステムには以下が含まれます:
- 表面欠陥検出および自動経路計画のためのコンピュータビジョン
- IoTセンサー温度、湿度、材料特性を監視
- 複雑なジオメトリに最適化するAIアルゴリズム
- デジタルツイン 物理的実行前のコーティング塗布をシミュレートする
その結果、作業者の介入を最小限に抑えつつ、特に大規模な洋上構造物で長期的な性能に影響が及ぶため、一貫したコーティング品質を実現できます。
持続可能な技術
環境規制は低VOCおよびゼロVOCコーティングシステムの開発を促進しています。水性エポキシや高固形物ポリウレタンは、従来の溶剤搭載コーティングと比べて排出量を60〜80%削減しつつ、性能基準を維持します。
静電スプレーの施布は、材料廃棄物の移送効率を50%から70%に削減し、原材料の消費と廃棄コストを削減します。コールドスプレーは、従来のサーマルスプレープロセスに伴う熱エネルギー消費や酸化損失を排除します。
コーティング業界は石油由来樹脂のバイオベースの代替品も開発しており、一部の配合は海洋耐久性を損なうことなく最大40%の再生可能エネルギーを含んでいます。
9.ベストプラクティスと実装
成功する沖合スプレーコーティングプロジェクトには、機器選択を超えた複数の重要な要素への注意が必要です。

環境管理
洋上コーティングの適用は独特の環境課題に直面しています。風、湿度、温度の変動は、コーティングの硬化、接着、最終特性に影響を与えます。ベストプラクティスには以下が含まれます:
温度管理: 基材温度が露点より3°C高く、材料仕様(通常5〜35°C)内でのみコーティングを適用してください。低温作業には加熱スプレー機器を使用してください。
湿度管理: 施布および硬化期間中は相対湿度を85%未満に保つべきです。除湿機能付きの一時的な囲いは、海洋環境での適用期間を延長します。
汚染防止: 塩分汚染は適切な表面準備をしても接着不良を引き起こします。コーティング前に導電率計で表面をテストし、ISO 8502-9に基づく50 μS/cm未満の測定値を得ました。
品質保証
堅牢なQAプログラムを導入することで、コーティング性能が設計仕様を満たしていることを保証します:
- 適用時の環境条件の記録
- 指定された間隔でウェットフィルムとドライフィルムの厚さを測定する
- 証人パネルでの接着試験を実施
- 重要な表面の100%で祝日検知を行う
- 将来の参考のための完成作品の写真
適用時の第三者検査により、手順がNACE SP0188やISO 12944などの業界標準を満たしているかの検証が行われます。
仕様準拠
洋上コーティング仕様は通常、ISO 12944(腐食性カテゴリーおよびコーティングシステム)および特定の用途向けにNACE規格を参照しています。これらの要件を理解することで、高額な再作業を防ぎます:
- ISO 12944-9は特に沖合および海洋構造物を扱っています
- NACE SP0108 は海底パイプラインの外部コーティングを対象としています
- NORSOK M-501 ノルウェーの石油・ガス業界基準を提供しています
- SSPC-PA 2 はコーティング厚さの測定手順を概説しています
トレーニングと認定
沖合コーティングのアプリケーターは、標準的な塗装技術を超えた専門的な訓練が必要です。NACE International(現AMPP)やFROSIOのような組織は、コーティング検査員の認定プログラムを提供しています。サーマルスプレーオペレーターは通常、機器の操作や安全性のためにメーカー固有の訓練が必要です。
結論
産業用スプレー技術は、単純な塗布方法から、オフショア資産の耐久性に不可欠な高度な保護システムへと進化しました。最新のサーマルスプレー、コールドスプレー、静電気塗布技術により、前例のない腐食防止性能を実現し、サービス寿命を一桁の年数から数十年に延ばしています。
先進的な素材、自動化、デジタルモニタリングの融合により、環境課題に受動的に抵抗するのではなく、積極的に対応するコーティングシステムが生まれます。沖合エネルギー生産がより過酷な環境――より深い海域、強い潮流、より激しい腐食――へと拡大する中で、スプレーコーティング技術はこれらの重要な資産を守るために適応し続けるでしょう。
沖合コーティングの成功には、適切な技術と適切な表面準備、環境管理、品質保証、ライフサイクルメンテナンス計画の統合が必要です。これらの包括的なアプローチを採用する組織は、維持費を大幅に削減しつつ、安全で信頼性の高いオフショア運用を実現します。