





連続鋳造のための二次冷却ノズル選択ガイド:鋼材品質と生産効率の最適化
連続鋳造における二次冷却は、鋼鉄生産において最も重要な段階の一つです。選択するノズルは凝固速度、熱応力の分布、そして最終的には最終製品の品質に直接影響します。本総合ガイドでは、二次冷却ゾーンにおけるノズル選択を最適化するための戦略的考慮事項を探ります。
目次
- 二次冷却ゾーンの基本を理解する
- キーノズルの種類とその応用
- 最適性能のための重要な選択パラメータ
- エアミスト対油圧ノズル:性能比較
- 【熱伝達最適化と噴霧パターン制御】(#5-熱伝達最適化および噴霧パターン制御)
- 【共通品質欠陥と予防戦略】(#6-共通品質欠陥と予防戦略)
- 最新の業界動向と技術(2025-2026)
- 実践的実施ガイドライン
1.二次冷却ゾーンの基本を理解する
二次冷却ゾーンは型の直後に始まり、鋼材のストランドが完全に固まるまで続きます。この段階では、制御された水の噴霧を施しつつ、冷却強度と内部ストレス管理のバランスを維持しつつ、糸表面の熱を除去します。
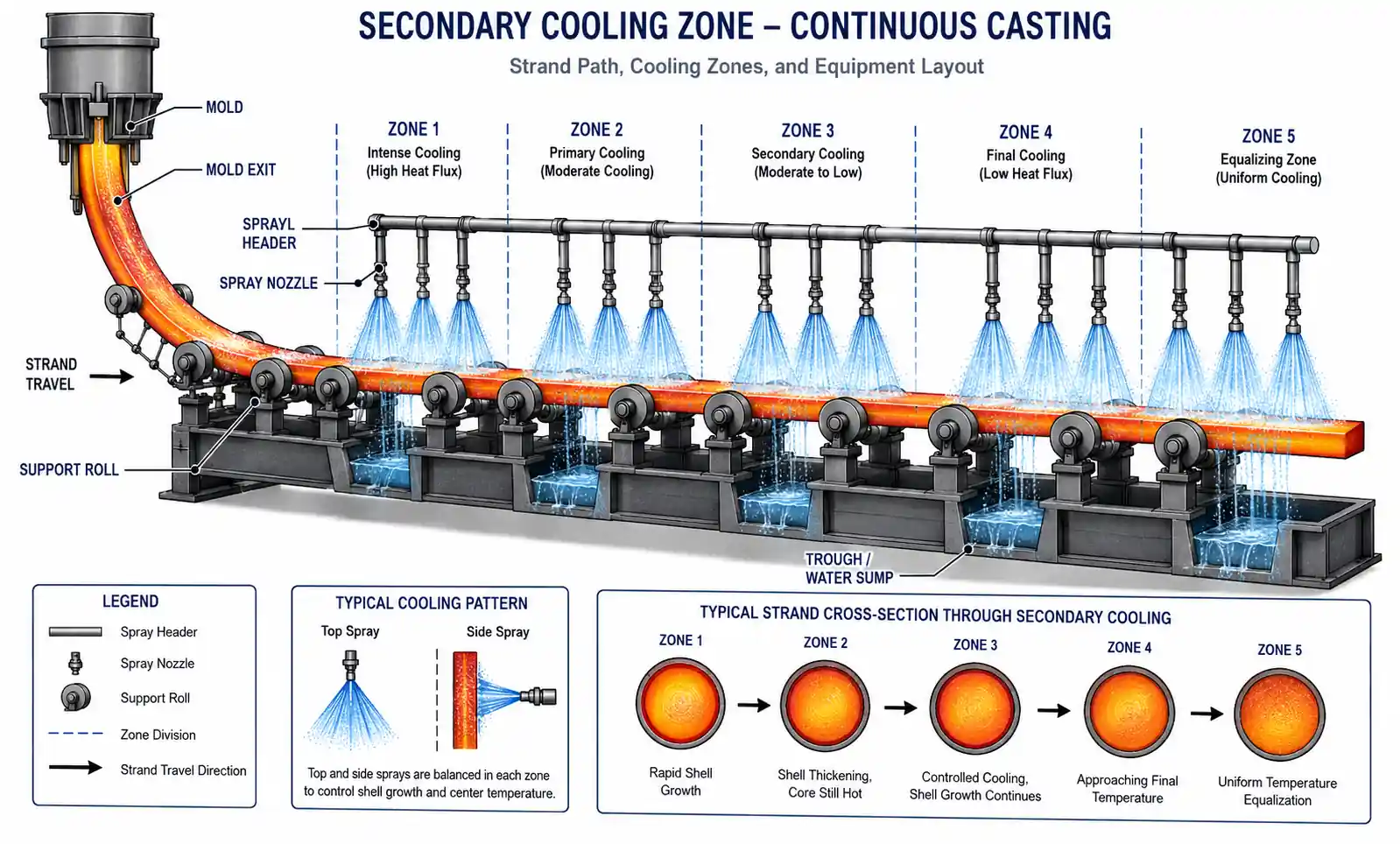
型の一次冷却とは異なり、二次冷却は複数のゾーンにわたる冷却速度の制御に柔軟性を提供します。冷却戦略は冶金構造、表面品質、内部の健全性に直接影響を与えます。現代の連続鋳造作業では、通常8〜15の冷却ゾーンが設けられ、それぞれのゾーンは独立して水流量を調整できます。
根本的な課題は、ひび割れを引き起こす熱勾配を生じさせずに均一な熱抽出を達成することにあります。過剰な冷却速度は表面再加熱効果や凝固殻の歪みを引き起こし、不十分な冷却は冶金長を延長し内部欠陥のリスクを高めます。Springerの最近の研究では、ノズルパラメータの計算最適化が超厚スラブ鋳造における温度均一性を大幅に向上させることが示されています。
主要業績評価指標(KPI)
- ストランド幅にまたがる熱流束の均一性
- 水分配の一貫性
- 冷却速度の制御性(ターンダウン比)
- 生産された鋼材1トンあたりのエネルギー効率
2.主要なノズルタイプとその応用
現代の二次冷却システムは、特定の鋳造条件や製品要件に合わせて最適化された複数の異なるノズル技術を採用しています。
油圧フルコーンノズル
フルコーンノズルは、その頑牢性と安定した性能により、連続鋳造作業の主力であり続けています。これらの単一流体ノズルは、比較的均一な液滴分布を持つ円形の噴霧パターンを生成します。単純な制御システムと最小限のメンテナンスを必要とするアプリケーションで優れています。
利点:
- 初期資本コストの低減
- エネルギー消費の削減(圧縮空気不要)
- 詰まりが最小限で信頼性の高い動作
- 単純な流量制御
制限事項:
- 狭いターンダウン比(通常3:1から4:1)
- スプレーパターン調整能力の制限
- より粗い液滴サイズ分布
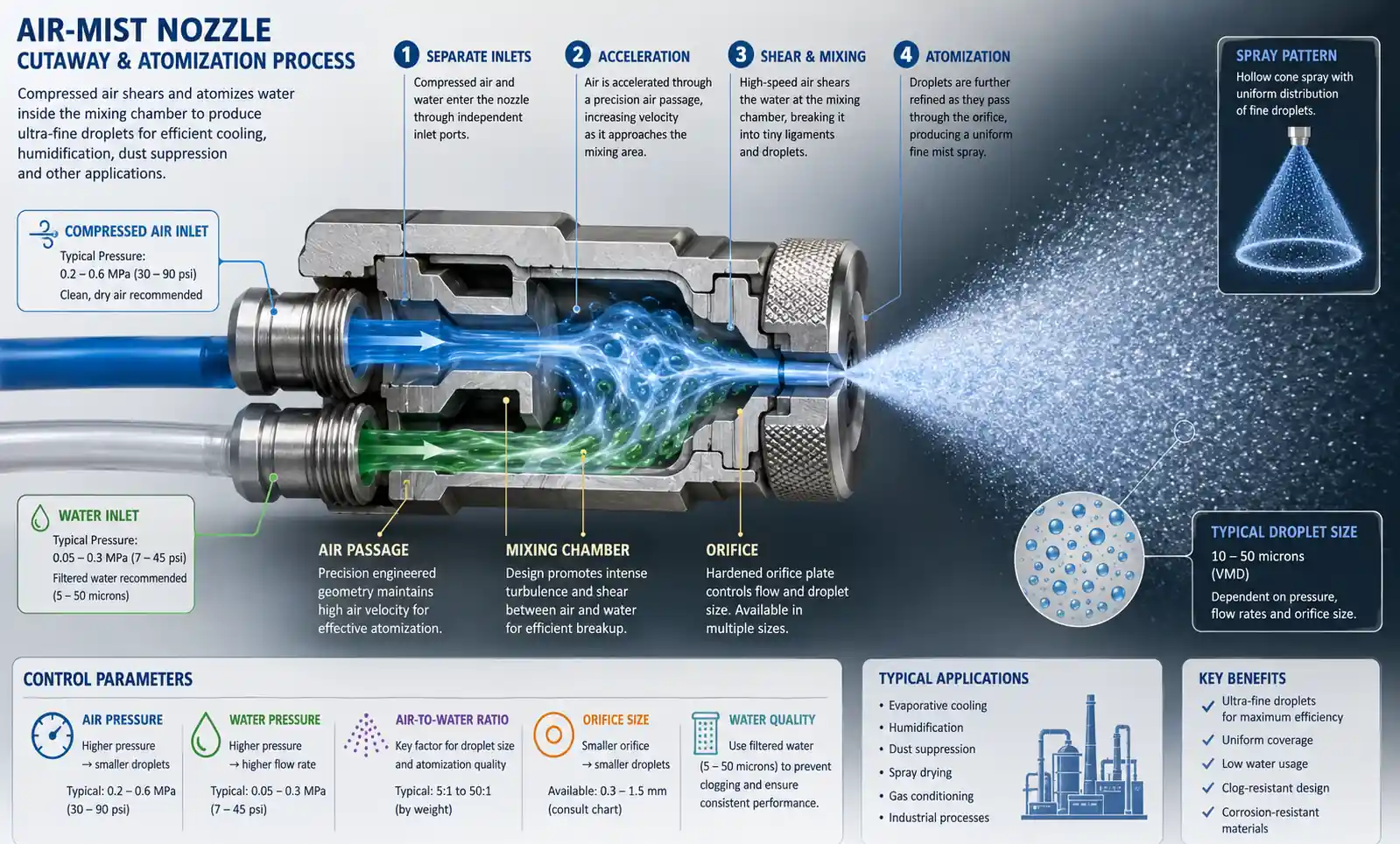
エアミストノズル
エアミスト技術は現代の鋳造作業において好まれる選択肢となっています。これらのノズルは圧縮空気と水を組み合わせて、より細かい水滴と均一な噴霧パターンを作り出します。Lechler USAは、エアミストシステムを適切に最適化することで、エネルギー効率が大幅に向上すると報告しています。
パフォーマンスの利点:
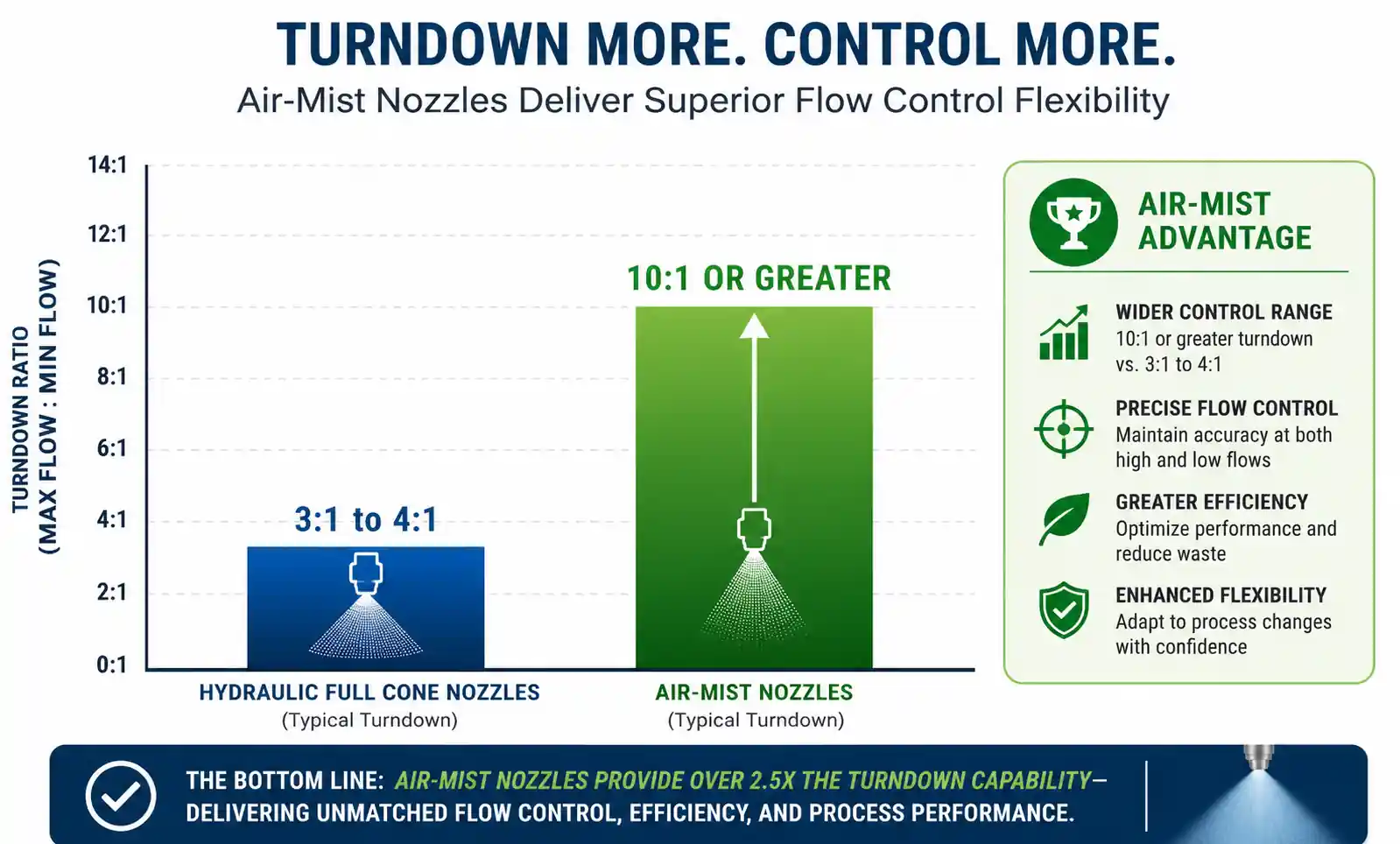
- ワイドターンダウン比(10:1以上)
- 優れた熱伝達係数
- 均一冷却のためのより細かいアトマイズ
- 空気と水の流れを独立制御
運用上の考慮事項:
- 圧縮空気消費による運用コストの増加
- より複雑な制御システムが必要
- メンテナンス要件の増加
特殊ノズル設計
HHX FullJetノズル: ビレット鋳造専用に開発されたこれらのノズルは、従来型よりも優れた噴霧分布とカバー力を提供します。スプレーの重複を最小限に抑え、水の消費を減らしながら冷却効果を維持します。
フラットジェットノズル: 特定の用途で使用され、特にエッジ冷却ゾーンで、正確なスプレー配置によりコーナーのひび割れが防げる場合に用いられます。
3.最適なパフォーマンスのための重要な選択パラメータ
ノズル選択を成功させるには、複数の相互に関連するパラメータを慎重に評価する必要があります。Spraying Systems Coによると、選定戦略の基盤となる要素は以下の通りです。
水のターンダウン比率
ターンダウン比は、許容される噴霧特性を維持しつつ、最大と最小の制御可能な水流量の範囲を定義します。現代の鋼の生産では、異なるグレード、鋳造速度、製品サイズに対応する柔軟性が求められます。エアミストシステムは通常10:1のターンダウン比を実現し、油圧ノズルは3:1または4:1に制限されます。
スプレーの角度とパターン
Springerに掲載された最近の最適化研究では、ほとんどのスラブ鋳造用途において最適なスプレー角度が88〜99度であることが示されています。噴霧角度は以下に直接影響します:
- ノズルあたりのカバーエリア
- 隣接するノズル間の重なり特性
- 熱伝達係数分布
- 水消費効率
水の流量は噴霧角度の形状に大きく影響します。1.58 L/minでは、噴霧角度は約88.84°、4.14 L/minでは98.58°に増加します。この関係は制御システム設計に考慮されなければなりません。
ノズルのレイアウトと位置
最適な性能には、ノズルの位置をストランド表面に対して正確に配置する必要があります。計算解析の結果、ノズル距離380mmと噴霧高さ663.5mmの組み合わせにより、厚厚なスラブ用途において優れた温度均一性が得られます。しかし、これらのパラメータは鋳造機の形状や製品寸法に基づいて調整する必要があります。
レイアウトの考慮事項:
- ノズルピッチ(隣接するノズル間の間隔)
- ストランド表面からの噴霧高さ
- オーバーラップゾーン管理
- ゾーン分離距離
圧力操作範囲
空気圧と水圧の両方の圧力範囲は、鋳造作業の要件に適合しなければなりません。空気圧は通常0.5〜3.0バールの範囲で、水圧はノズル設計によって2.0〜6.0バールの範囲です。制御システムは、噴霧特性を一貫させるために、全動作範囲にわたる安定した圧力を維持しなければなりません。
4.エアミストと油圧ノズル:性能比較
エアミストノズルシステムと油圧ノズルシステムのどちらかを選択することは、長期的な運用コストや製品品質能力に影響を与える根本的な戦略的決定を表します。

熱伝達性能
計算研究により、エアミストノズルはより細かい液滴の霧化と表面濡れ特性の向上により優れた熱伝達係数を生み出すことが示されています。圧縮空気流により、表面積と体積比の高い小さな水滴が生成され、同等の水流量で油圧ノズルと比べて15〜25%の熱抽出効率が向上します。
制御の柔軟性
油圧ノズルは水流量調整による単一パラメータ制御を提供します。エアミストシステムは、以下を含む多パラメータ制御を提供します:
- 水流量
- 空気流量
- 気圧
- 空気と水の比率
この追加の制御柔軟性により、鋳造条件、鋼材等級、品質要件に正確に適応できます。オペレーターはノズルを交換せずに冷却強度や噴霧パターンの特性を独立して調整できます。
経済分析
エアミストシステムは優れた性能を提供しますが、圧縮空気の消費は大きなエネルギーコストを生み出します。典型的なスラブキャスターは二次冷却のために15,000〜25,000 m³/時間の圧縮空気を消費します。産業用電力料金で見ると、これはかなりの運営コストを意味します。しかし、製品の品質向上やスクラップ率の低下により、追加のエネルギー投資が正当化されることが多いです。
コスト比較要因:
- 資本設備投資
- 圧縮空気の発生と分配
- メンテナンス要件および予備部品
- 水の消費量
- 製品の品質向上とスクラップ削減
業界の情報によると、最終的な決定は生産の優先順位に依存します。コストに敏感で品質要求の低い油圧システム、精密な熱制御を必要とするプレミアム製品グレード向けのエアミストシステムなどです。
5.熱伝達の最適化と噴霧パターン制御
最適な熱伝達を達成するには、噴霧特性、表面条件、冶金現象の複雑な相互作用を理解する必要があります。
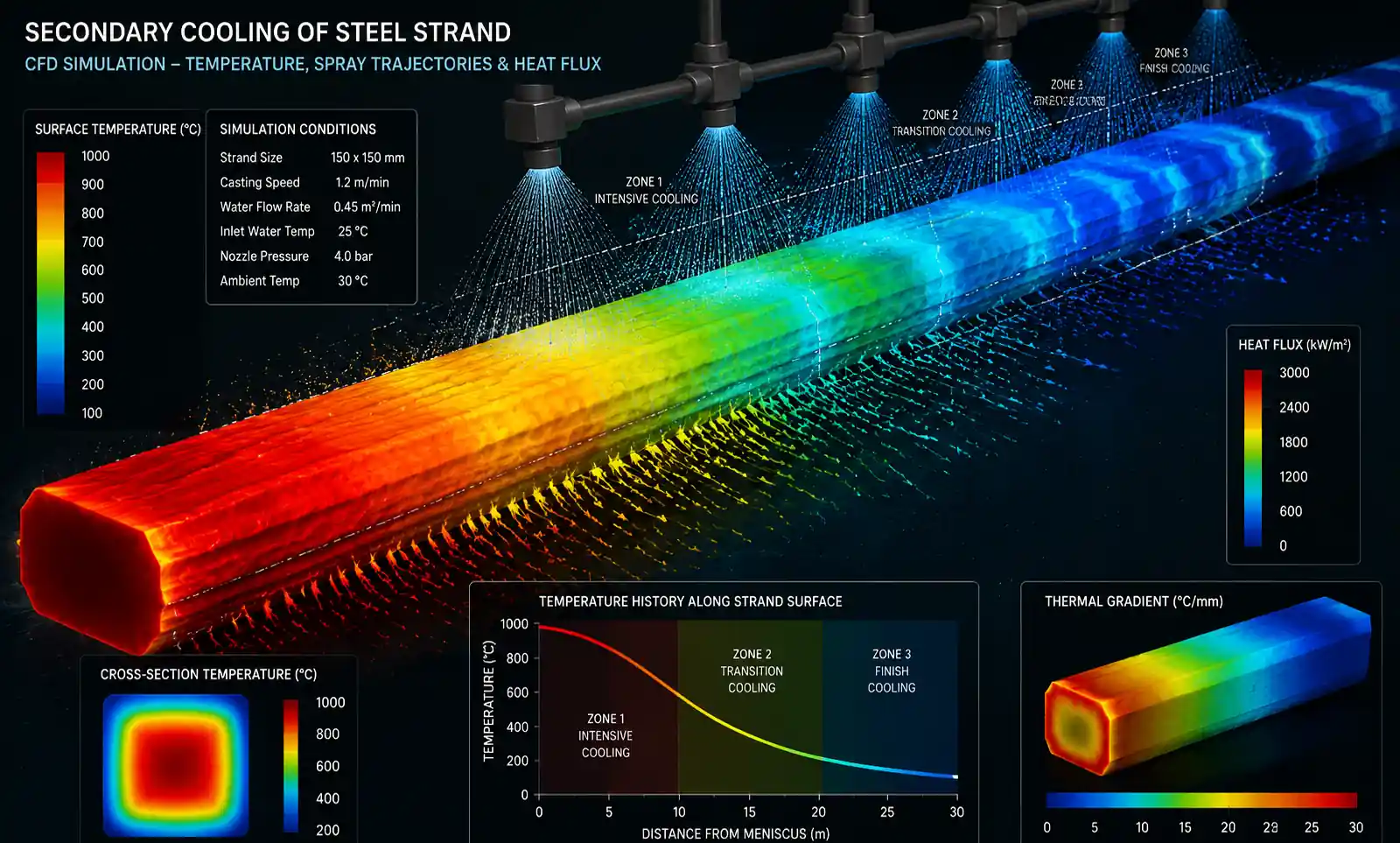
ライデンフロスト効果
水滴が約300〜400°C以上で表面に接触すると、水滴と表面の間に蒸気層が形成され、熱伝達効率が劇的に低下します。スプレー設計に関する研究は、二次冷却ゾーン全体で冷却効果を維持するためにライデンフロストの温度影響を考慮しなければなりません。
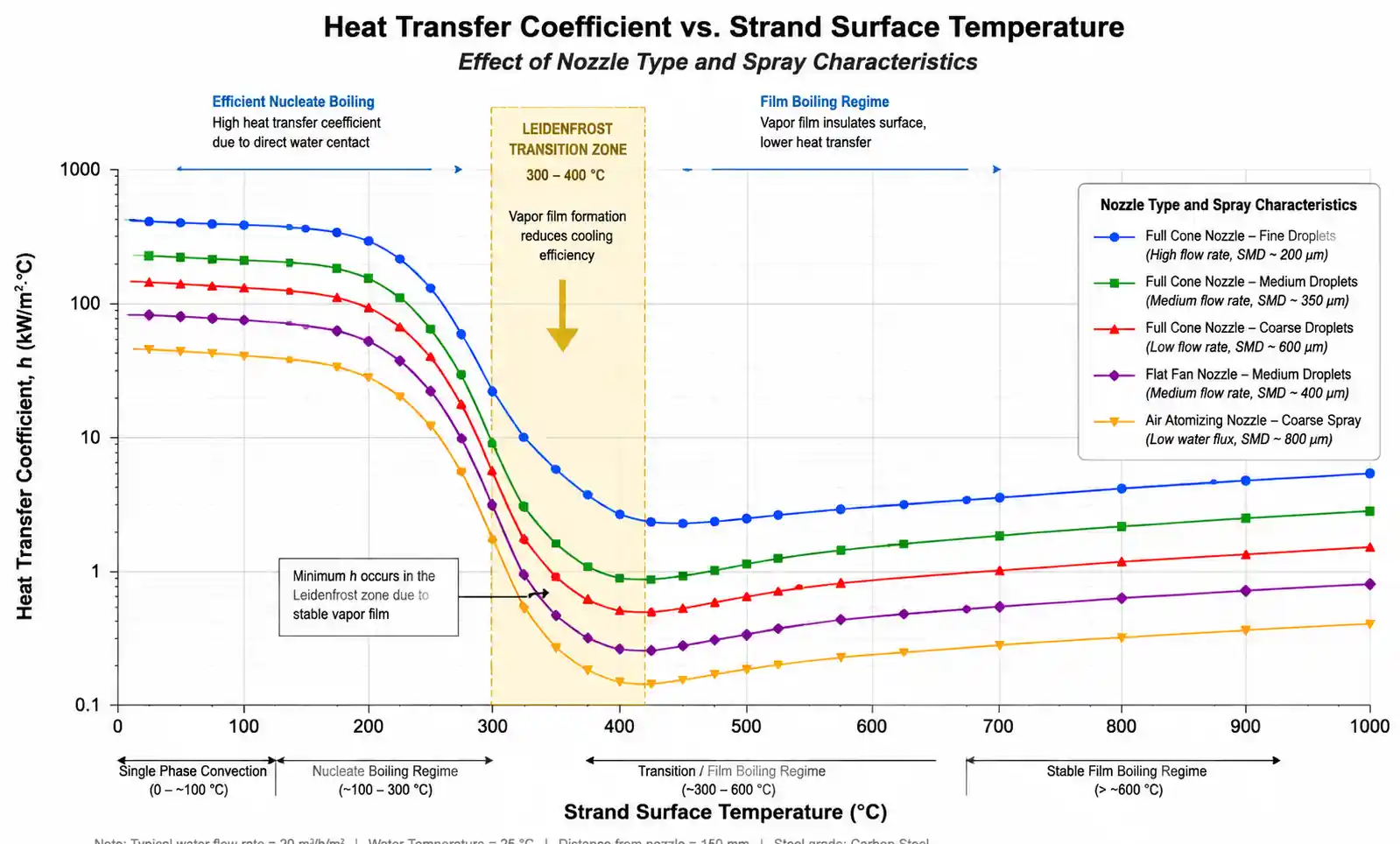
空気ミストノズルからの細かい水滴は、衝突速度の向上と表面貫通力の向上によりライデンフロストの制限を部分的に克服します。これが、空気ミスト冷却が異なるストランド表面温度でより一貫した熱伝達係数を達成する理由です。
スプレーオーバーラップ管理
隣接する噴霧パターンが重なる領域は、単一噴霧ゾーンとは異なる熱伝達特性を示します。重なり領域における正確な熱伝達係数評価は、熱モデルの精度と冷却戦略の最適化にとって依然として重要です。MDPIの最適化アルゴリズム研究は、温度の非均一性防止における重なりゾーン管理の重要性を強調しています。
水分配の均一性
フルコーンジェットノズルは、フラットジェット設計と比べて一般的により均一な熱流束分布を生み出し、表面温度の変動を低減し、製品の品質を向上させます。しかし、目標の均一性を達成するには以下が必要です:
- 動作条件に応じた適切なノズル選択
- 定期的な点検および交換スケジュール
- 校正された流量制御システム
- 計算モデリングの検証
動的制御戦略
現代の鋳造作業では、以下に基づいて冷却パラメータをリアルタイムで調整します。
- キャスト速度の変動
- 鋼材の熱特性
- 製品寸法の変更
- 金型の変動
- ストランド表面温度測定
高度な制御アルゴリズムは冷却ゾーン間の水流量分布を継続的に最適化し、目標冷却曲線を維持し熱ストレス蓄積を最小限に抑えます。
6.一般的な品質欠陥と予防戦略
不適切な二次冷却は、多くの鋼材品質欠陥を直接引き起こしたり、それに寄与したりします。これらの故障メカニズムを理解することで、効果的なノズル選択と冷却戦略の開発が進められます。
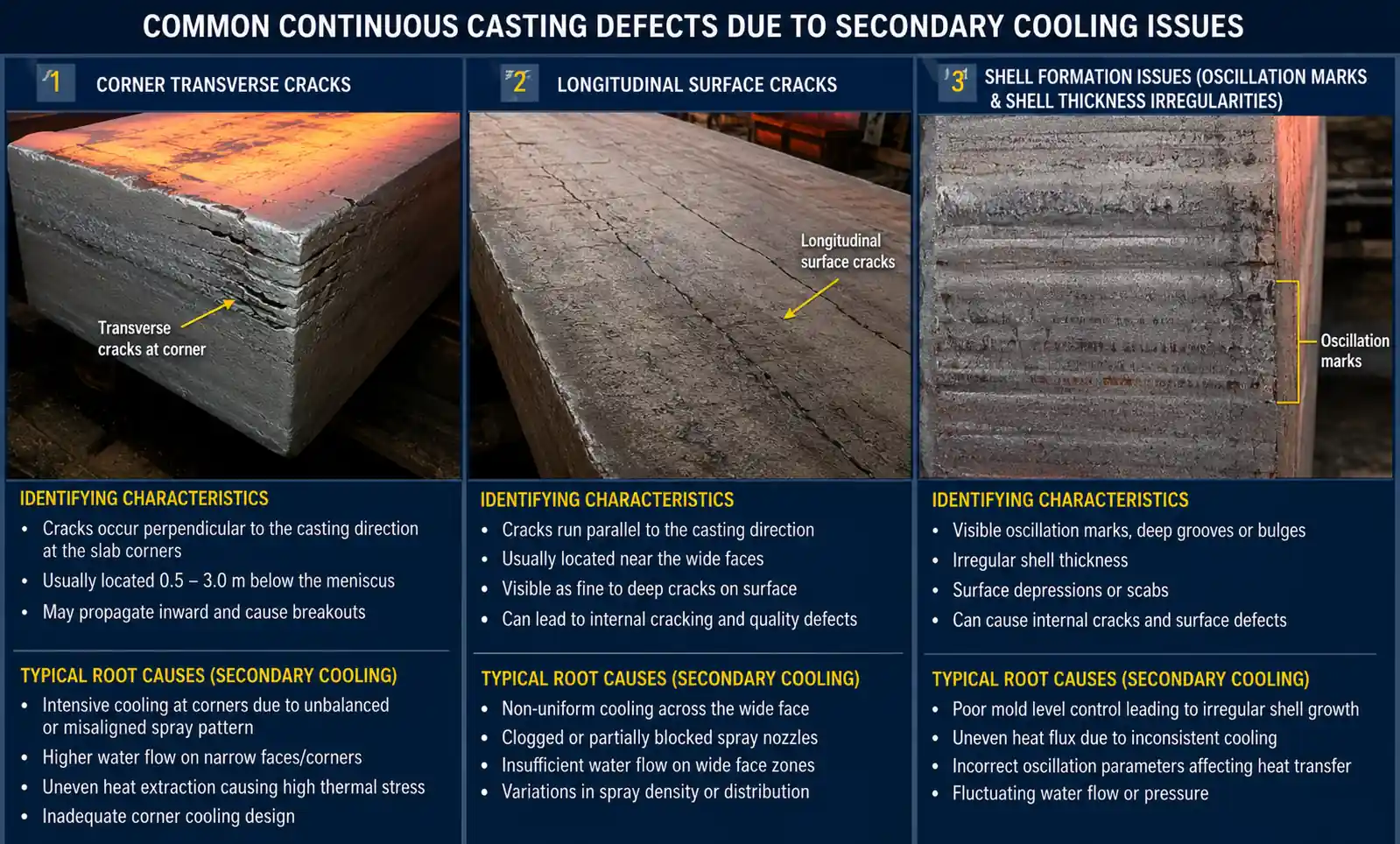
横のひび割れ
特に幅広厚のスラブ生産では、温度分布の不均一による角横ひび割れに悩まされます。研究では、二次冷却ノズル配置と水分配の最適化が横方向亀裂発生を大幅に減少させることが示されています。
予防戦略:
- 専用ノズルによる強化されたコーナー冷却
- ストランド幅にわたるバランスの取れた水分布
- ゾーン間の冷却速度遷移の制御
- 計算モデリングによるスプレーパターンの最適化
熱い涙と縦断のひび割れ
過剰な冷却強度は、糸面と内部の間に大きな温度勾配を生み出し、凝固前線で引張熱応力を生じさせます。これらの応力が材料強度を超えると、熱い裂け目が発生し、伝播します。
最適な冷却戦略は、生産性要件と熱応力の蓄積をバランスよく保つ適度な冷却速度を維持します。エアミストノズルは、広いターンダウン比と精密な制御能力により、この用途で優れています。
シェル形成の問題
MDPIに掲載された最近の研究によると、スプレーノズルの詰まりは冷却効果を30〜50%低下させ、局所的なホットスポットやシェルの薄化を生み出します。定期的なメンテナンススケジュールと浄水システムにより詰まりの発生が最小限に抑えられます。
詰まり防止対策:
- 適切な水ろ過(推奨100ミクロン以上の細かい水)
- 定期的なノズル点検および洗浄サイクル
- 詰まり検出のための流量監視システム
- 予防的な交換スケジュール
表面品質の欠陥
振動痕、スラグの閉じ込め、表面の亀裂は二次的な冷却不規則としばしば関連しています。ストランド幅全体で安定した均一な噴霧パターンを維持することで、表面冷却が一貫し、欠陥の発生を最小限に抑えます。
7.最新の業界動向と技術(2025-2026年)
連続鋳造業界は、ますます要求の高い製品品質要件と持続可能性の目標を満たすため、ノズル技術と制御戦略を進化させ続けています。
計算最適化
2025年の研究では、ノズルパラメータ最適化のための高度な計算流体力学(CFD)モデリングと熱伝達解析が示されました。これらのツールは物理的な実装前にノズル構成の仮想テストを可能にし、試行錯誤の試運転時間を短縮し、起動時のパフォーマンスを最適化します。
機械学習アルゴリズムは、過去の鋳造データを解析し、特定の製品混合や運転条件に最適なノズル設定を予測します。これらのシステムは品質の成果や熱測定に基づいて冷却戦略を継続的に洗練させています。
エネルギー効率フォーカス
持続可能性と運用コストの圧力が高まる中、メーカーはエネルギー効率の高い二次冷却設計を優先しています。革新点には以下が含まれます:
- 冷却需要に合わせた可変速エアコンプレッサー
- 冷却水システムからの熱回収
- 水消費を20〜30%削減する最適化された噴霧パターン
- ダウンタイムを最小限に抑える予知保全システム
高度な監視システム
現代の設置には、リアルタイムのフィードバックを提供する広範なセンサーアレイが組み込まれています:
- 個別ノズル流量
- 噴霧パターンの特性
- ストランド表面温度(パイロメトリー)
- 冷却水の戻り温度
- 空気および水圧分布
このデータは、冷却パラメータを自動的に調整するクローズドループ制御システムを可能にします。プロセスの変動にもかかわらず最適な状態を維持します。
ノズル設計革新
メーカーはノズル内部の形状を改良し、霧化特性を改善し、摩耗率を低減し、使用寿命を延ばしています。新しい材料やコーティングにより耐食性が向上し、長時間の運転でもスプレーパターンの一貫性が維持されます。
8.実践的な実装ガイドライン
ノズルの選択と二次冷却の最適化を成功させるには、技術分析、運用経験、継続的な改善を組み合わせた体系的なアプローチが必要です。
選考プロセスフレームワーク
ステップ1:運用要件の定義
- 製品ラインナップ(寸法、グレード、品質レベル)
- キャスト速度のエンベロープ
- 生産量目標
- 品質仕様および欠陥限界
ステップ2:現在のパフォーマンスを評価する
- 品質欠陥解析
- 冷却均一性評価
- エネルギー消費ベンチマーキング
- 保守コストの追跡
ステップ3:技術分析を行う
- 代替ノズル構成の計算モデリング
- 熱伝達計算および熱応力解析
- 水およびエネルギー消費の予測
- 資本および営業費用の見積もり
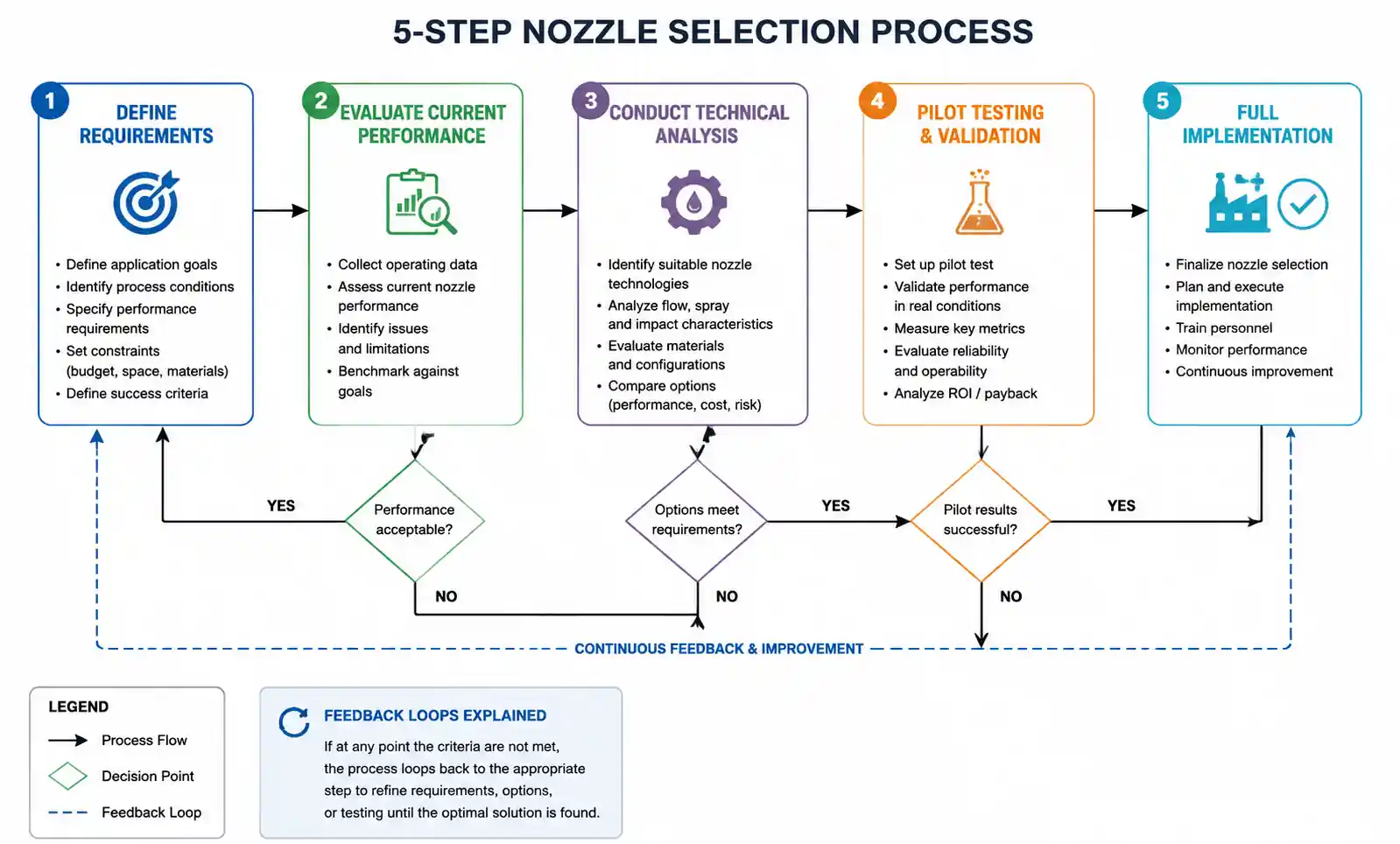
ステップ4:パイロットテスト
- 候補ノズルシステムの限定的な設置
- パフォーマンス監視およびデータ収集
- 質的インパクト評価
- オペレーターフィードバック統合
ステップ5:完全実装
- 鋳造機全体での段階的展開
- オペレーター研修プログラム
- 制御システムの最適化
- 継続的なモニタリングと改良
メンテナンスのベストプラクティス
ノズルの安定した性能には、規律あるメンテナンスプログラムが必要です:
- 毎日: 鋳造中の噴霧パターンの目視検査
- 週次: 流量の検証と調整
- 月次: 詳細なノズル点検と清掃
- 四半期ごとの: 摩耗基準に基づくノズル交換
- 年次: 完全なシステム監査および最適化レビュー
パフォーマンスモニタリング指標
持続的な最適パフォーマンスを確保するために、以下の主要指標を追跡しましょう:
- 製品品質指数(亀裂率、表面品質スコア)
- 比水消費量(鋼材1トンあたりリットル数)
- 特定エネルギー消費量(kWh/トン)
- ノズル交換の頻度とコスト
- システムの可用性およびダウンタイムインシデント
よくある問題のトラブルシューティング
問題点: ストランド幅にまたがる不均一な冷却 解決策: ノズルのアライメントチェック、流量の確認、詰まりの有無、スプレーオーバーラップ計算の確認
問題点: 過剰な水の消費 解決策: ノズル間隔の最適化、噴霧角度の調整、圧力設定の確認、エアミストの改造検討
問題: 頻繁にノズルが詰まる 解決策: 水のろ過を改善し、運転圧力を下げ、ノズル材料を変更、予防的な交換を実施する
結論
戦略的な二次冷却ノズルの選択は、鋼材の品質、運用効率、長期的な競争力における重要な投資を意味します。従来の油圧ノズルから高度なエアミストシステムへの移行は、運用コストが高くなる一方で、大きな性能向上をもたらします。各鋳造作業は、特定の製品要件、品質基準、経済的制約に基づいてトレードオフを評価しなければなりません。
最新の計算ツール、センサー技術、制御戦略により、冷却管理において前例のない精度を実現しています。成功する導入には、技術分析、運用規律、継続的改善文化を組み合わせた体系的なアプローチが必要です。
鋳造速度が上がり品質要求が高まる中、二次冷却システムの柔軟性と効率性はますます重要になっています。最適なノズル技術と制御システムへの投資により、鉄鋼生産者は厳しいグローバル市場で持続的な競争優位を築くことができます。