





ノズルの有効衝撃力とは何ですか? 塗料の跳ね返りや無駄を防ぐ方法
工業用スプレーコーティング 操業、過剰噴霧による資材廃棄物、そして反発が、年間20〜40%の利益率を静かに蝕んでいます。 『Journal of Cleaner Production』に掲載された研究によると、材料損失の最大39%がコーティング工程中に直接発生し、噴霧パラメータとノズル選択が駆動していることが明らかになりました 大部分は非効率です。 ノズルの有効衝撃力(霧化した液滴が目標表面に衝突した際に伝達される運動エネルギー)を理解することが、精密制御への重要な第一歩となります。 オペレーターがこの変数を習得すると、同時にコーティング消費を削減し、表面仕上げの一貫性を向上させ、VOC排出を削減できます。 最適な有効衝撃力を得るには、単に単一のパラメータを最大化するのではなく、ノズルの形状、流体圧力、噴霧距離のバランスを取る必要があります。
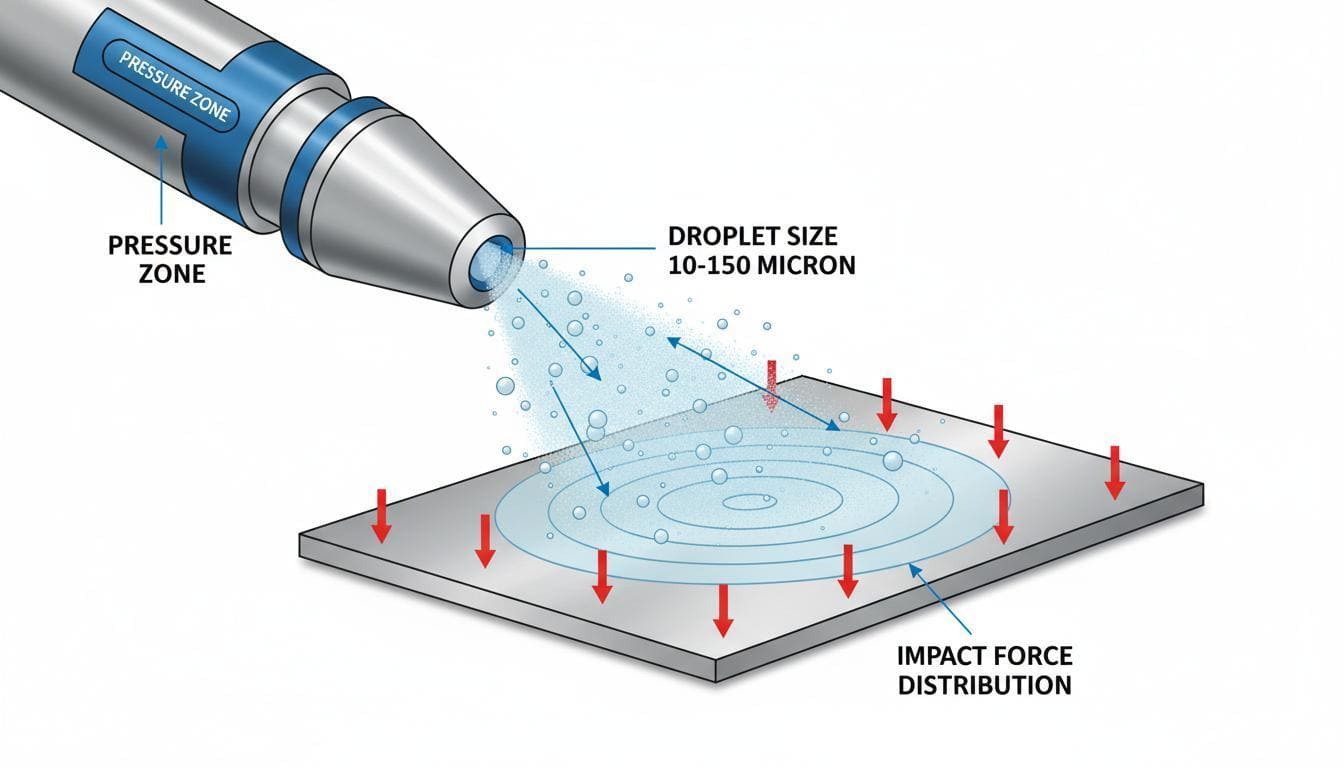
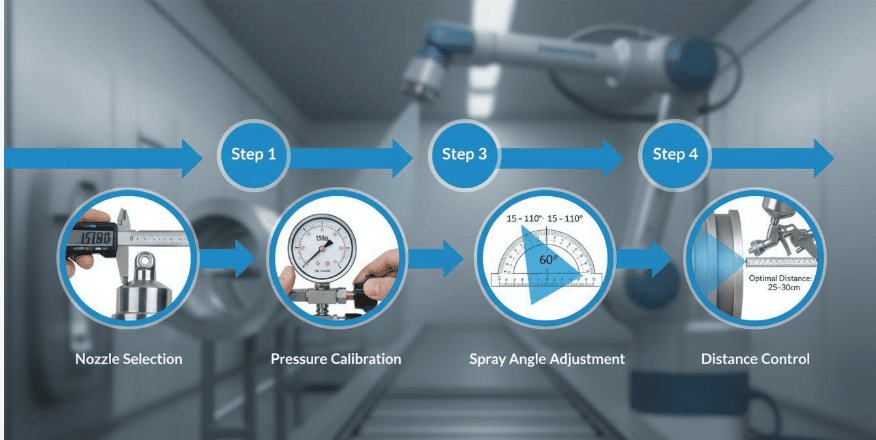
クイック回答: ノズルの有効衝撃力とは、霧化したコーティング液滴が表面に接触した際に発生する運動エネルギーのことです。 塗料の跳ね返りの無駄を防ぐには、最適化された噴霧パターン(フラットファン、ホロウコーン、フルコーン)を選び、1〜200バールの圧力を維持し、液滴の大きさを制御することで防げます 10〜150μm以内、そしてスプレーガンを最適な25〜30cmの距離、15°〜110°の角度範囲に保つこと。
以下のチェックリストは、精密コーティングと材料廃棄物を分ける5つの重要な管理ポイントをまとめたものです。
- ノズル形状: フラットファン、中空円錐、またはフルコーンパターンをワークピースのトポロジーに合わせる
- 圧力校正: 最大ポンプ容量ではなく、コーティング粘度に基づく1–200バール以内で動作してください
- 液滴サイズ制御: 仕上げ要件やカバーエリアに応じて目標10〜150μmを目標
- 噴霧角度の選択: 必要に応じて衝撃力を集中または分散するために15°〜110°の範囲を用いてください
- 距離の規律: 溶媒損失なしの最適な減速のために25〜30cmを維持
! ノズル有効衝撃力
{kind=link}
1.1 150億ドルの廃棄物問題
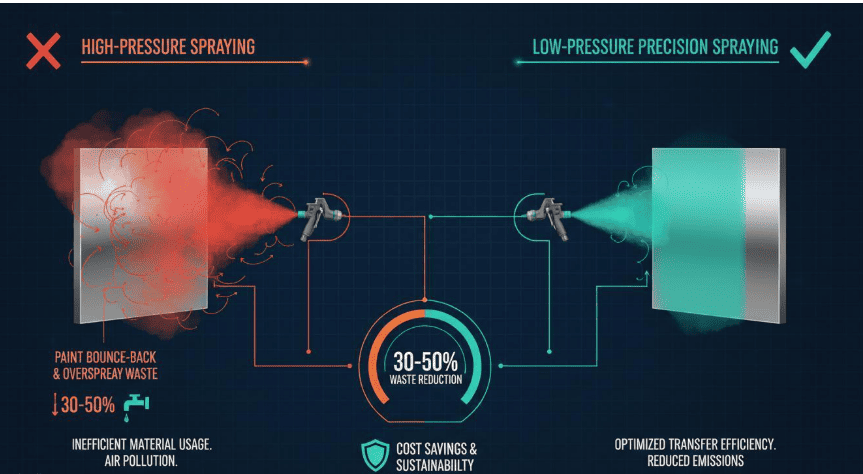
産業用コーティング用途は、世界中で毎年750億ドル以上の材料を消費しています。 複数の製造監査のデータによると、従来のスプレー方法は、オーバースプレー、バウンスバック、不均一な処理の組み合わせにより、コーティング材料の30〜50%を無駄にしています 宣誓供述。 年間50,000リットルの塗料を処理する中規模の自動車仕上げ施設では、この非効率性は15,000〜25,000リットルの失われた製品に相当します。
財政的影響は単なる材料費を超えています。 廃棄されたコーティングは生産エコシステム全体に連鎖的なコストをもたらします:
- 環境遵守コスト: オーバースプレーはVOC排出を増加させ、より厳しい規制審査と高い許認可料を引き起こします
- ブースのメンテナンス頻度: 過剰な塗料の蓄積によりフィルター交換と清掃サイクルは2〜3回×より頻繁に必要となります
- 再作業および品質欠陥: 衝撃力の制御が不十分で厚みが均一になり、筋状、オレンジピール、接着不良を引き起こす
- 労働効率の低下: オペレーターは一次パスの品質完成よりもタッチアップに余計な時間を費やします
*「コーティングプロセスは最も影響を受けるライフサイクル段階であり、損失の最大39%を占めます。 堆積効率の向上により、材料損失を最大50%削減できます。」 * — クリーン生産ジャーナル、物質フロー解析研究
1.2 コーティング破損の物理学
塗料の跳ね返りは、飛沫が高速または不適切な角度で表面に衝突したときに発生します。 運動エネルギーは基質に付着する代わりに、粒子を周囲の大気中に跳ね返らせます。 この現象は主に三つの条件下で強まります。
- 過剰な作動圧力: 特定のコーティング粘度に最適な圧力範囲を超えると、粒子を過度に霧化してしまう
- ノズルと表面の距離が不適切な: 近すぎると乱流が生じます; あまりに進みすぎると、衝突前に溶媒が蒸発してしまう
- スプレーパターンの不一致: 複雑な形状にフラットファンノズルを使用すると、材料が付着できない空洞に押し込まれます
- 不十分な表面準備: 油、ほこり、または湿気の汚染は表面張力を高め、濡れに必要な衝撃力の閾値を高めます
- 急速な溶媒蒸発: 高気流や高温のブースは、液滴が水平になる前にスピーニングを引き起こし、結合せずに跳ね返る乾燥粒子を生み出します
{kind=link}
- 0.1. 1.1 150億ドルの廃棄物問題
- 0.2. 1.2 コーティング破損の物理学
- 1. 2。ノズルの有効衝撃力とは何ですか?
- 1.1. 2.1 臨界パラメータの定義
- 1.2. 2.2 衝撃力とコーティング品質の関係
- 1.3. 2.3 ノズル設計による衝撃力の制御方法
- 2. 3. なぜ塗料の跳ね返りやオーバースプレーが効率を損なう
- 2.1. 3.2 オーバースプレーの真の代償
- 3. 4. 最大トランスファー効率のための精密ノズルソリューション
- 3.1. 4.2 安定したパフォーマンスのための素材選択
- 3.2. 4.3 自動化準備フロー制御
- 4. 5. ステップバイステップガイド:スプレーコーティングシステムの最適化方法
- 4.1. 5.2 フェーズ2:ノズル選択と校正(4〜7日目)
- 4.2. 5.3 フェーズ3:検証と監視(継続中)
- 5. 6. 産業応用と実世界での性能
- 5.1. 6.2 家具と木材仕上げ:埋立廃棄物ゼロの達成
- 5.2. 6.3 重機および構造用鋼材:高量効率
- 6. 7。ノズル衝撃力とコーティング廃棄物に関するよくある質問
- 6.1. ノズルの材料は長期的な衝撃力の一貫性にどのように影響するのか?
- 6.2. 工業用コーティングにおいて最も衝撃力を発揮するスプレーパターンはどれですか?
- 6.3. 自動化システムは塗装の反跳を完全に排除できるのか?
- 6.4. 効率を維持するためにスプレーノズルはどのくらいの頻度で交換すべきでしょうか?
- 7. 8。結論:精密制御は右側のノズルから始まり
2。ノズルの有効衝撃力とは何ですか?
2.1 臨界パラメータの定義
ノズルの有効衝撃力は、原子化されたコーティング液滴から接触時にターゲット基板に伝達される測定可能な運動エネルギーを表します。 ニュートン(N)またはポンド力(lbf)で測定されるこのパラメータは、水滴が付着するかどうか、平坦になるか、凝縮するか、または跳ね返るかを決定します。 計算は以下を考慮します:
- 液滴質量: ノズル開口径およびアトマイズ方式によって制御
- 衝撃速度: 作動圧力と噴霧距離から導出
- 噴霧角: 表面に作用する力の垂直成分に影響を与えます
- コーティング粘度: 表面濡れを避けて水しぶきを起こすために必要な閾値エネルギーを決定する
*「原子化の相互作用点における気流の相対速度は、HVLPおよび精密ノズルの方が従来の高圧銃に比べてかなり低いです。 この低い気速は、霧化したコーティング材料の反射を抑えるため、全体的に『柔らかい』噴霧雲が生まれます。」 * — 米国特許 #5,284,299、圧力補償式HVLPスプレーガン
2.2 衝撃力とコーティング品質の関係
理想的な有効衝撃力は狭い時間帯内で機能します。 自動車および家具製造の現場試験による分析は以下の通りです。
| 衝撃力レベル | コーティング挙動 | の結果 |
|---|---|---|
| 低すぎる(<0.5 N/cm²) | の水滴は表面張力を克服できません。 接着不良、 | たるみ、流し、コーティングの弱い結合 |
| 最適(0.5–2.5 N/cm²) | 制御された平坦化と濡れ; 強い機械的結合 | 、均一な厚さ、高い光沢、優れた接着性 |
| 高すぎる(>2.5 N/cm²) | スプラッシュバックと霧化; 過剰なリバウン | ド、オーバースプレー、オレンジピール、材料の無駄は最大50%に達します |
2.3 ノズル設計による衝撃力の制御方法
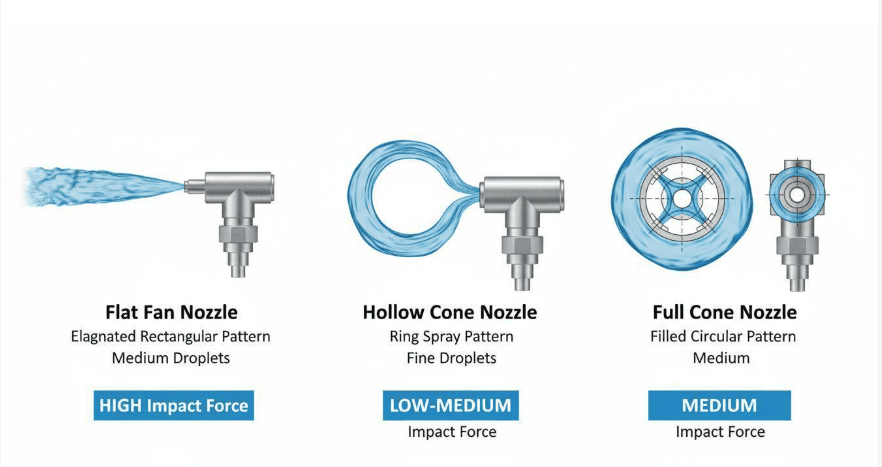
異なるノズル形状は本質的に異なる衝撃力プロファイルを生み出します。
- フラットファンノズルは直線的なパターンに集中して最大の衝撃力を発生させ、直接垂直に塗布可能な表面コーティングに最適です
- 中空コーンノズルはリングパターン全体に衝撃力を分散させ、ラップアラウンドカバーを必要とする複雑な形状に適しています
- フルコーンノズルは、充填された円形分布を持ちながら中程度の衝撃力を提供し、タンクや囲い用途でのカバー範囲と貫通力のバランスを取っています
- エアアトマイズノズルは超微細な水滴で非常に低い衝撃力を発生させ、表面の乱れが最小限の繊細な仕上げに最適です
3. なぜ塗料の跳ね返りやオーバースプレーが効率を損なう
のか ### 3.1 マテリアルリバウンドの根本原因塗料の跳ね返りはランダムではなく、スプレーパラメータのずれによる予測可能な結果です。 実際の製造シナリオでは、廃棄物事故の85%以上を占める要因は5つあります。
- 圧力ミスマッチ: 水性塗料で40〜60バールで十分なのに200バールで動作すると、爆発的な霧化や粒子速度の過剰を引き起こします
- ノズル摩耗: 浸食されたオリフィスは噴霧パターンを歪め、不規則な高速流を生み出し、不均一に表面に衝突します
- 粘度の欠如: 高粘度コーティング(例:プラスチゾル、アンチチッププライマー)はより大きなオリフィス径(2.5〜3.5 mm)を必要とします。 高圧で小さなノズルを通して強制的に通過させることで、リバウンドが保証されます
- 静電気の不在: 電荷を引き寄せない粒子は空力運動量のみに頼り、跳ね返り確率が25〜30%増加します
- 距離の不一致: 手動操作者は単回の噴射で噴霧距離を±10cm変化させ、効果的な衝撃力と無駄な衝撃力の閾値を超えます
3.2 オーバースプレーの真の代償
オーバースプレーは衝撃力管理の失敗の目に見える現れです。 しかし、そのコストは、管理者がノズル選択と結びつけることの少ない間接的な予算ラインの中に隠れています。
- 材料の過剰消費: 自動車メーカーは、校正された衝撃力を持つ精密自動システムへの切り替え後、塗装コストが38%削減されたと報告しています
- フィルターとブース劣化: オーバースプレーの蓄積はブースの空気効率を低下させ、硬化時間を15〜20%延ばします
- 廃棄物処理費用: 汚染されたオーバースプレーはしばしば有害廃棄物とみなされ、処分コストは新素材価格より3〜5×高い
- 労働者の曝露リスク: 空気中のコーティング粒子は呼吸器用個人防護具の要件と潜在的な労働衛生リスクを増加させます
- 品質失敗コスト:制御不能な有効衝撃力による不均一な堆積は、12〜18%の追加労働時間を消費する再作業サイクルを引き起こします
| 廃棄物源 | 総損失の割合 | 主な原因 |
|---|---|---|
| オーバースプレー(空気感染) | 22–35% | 過剰な圧力+不適切な距離 |
| 跳ね返り(反跳) | 15–25% | 滑らかな表面への強い衝撃力 |
| 不均一な沈着 | 10–18% | 不均一な噴霧角度 + ノズルの摩耗 |
| 溶媒蒸発率 | 8–12% | 噴霧距離過剰+湿度 |
| 詰まり/起動廃棄物 | 5–10% | ろ過不良+不適合材料 |
*「エアレススプレーヤーは乱流が少なく動作するため、スプレーミストの前進速度は非常に速く失われます。 これにより、表面の跳ね返りが大幅に減少するという利点が得られます。 さらに、溶媒の損失が少ないため、『より湿った』フィルムの塗布の利点が得られます。」 * — ScienceDirect、*塗料とコーティングの塗布方法
4. 最大トランスファー効率のための精密ノズルソリューション
### 4.1 一滴一滴に制御を工事化する現代の精密ノズルは、スプレーコーティングを単なる操作者依存の技術から、繰り返し可能でデータ駆動型の科学へと変貌させます。 スプレーコーティング 技術センターでは、設計ノズルシステムが有効衝撃力を決定する変数を厳密に制御することで85%を超える転送効率を実現しています:
- 圧力最適化(1–200バール範囲): 1–200バールの動作ウィンドウはあらゆる産業コーティングシナリオに対応します。 低粘度の染色や着色剤は1〜3バールで完璧に霧化しますが、重度の工業用エポキシは適切な浸透に80〜150バールが必要です。 重要なのは、特定の材料に圧力を最大化するのではなく、それに合わせて調整することです。
- 液滴サイズ管理(10–150μm):*細い液滴(10–50μm)は表面積を増やし接着性を高めますが、ドリフトの影響を受けやすいです。 中型の水滴(50–100μm)は、カバー範囲と制御のバランスを取っています。 大きな液滴(100〜150μm)はテクスチャーのある表面に十分な運動量を持ちますが、ランを防ぐために慎重な距離管理が必要です。
液滴と応用のマッチング行列は以下のガイドラインに従います:
- 10–30 μm: 高光沢自動車用クリアコート、精密電子コンフォーマルコーティング
- 30–60 μm: 一般的な工業用エナメル、装飾仕上げ、木材ステイン
- 60–100 μm: プライマーコート、保護エポキシ、防錆配合
- 100–150 μm: 重厚なテクスチャーコーティング、滑り防止表面、高構築プライマー
- 可変スプレージオメトリ(15°–110°): 5°単位でスプレー角度を変更できる機能により、ノズルジオメトリをワークピースのトポロジーにマッチさせることができます。 狭い15°から30°の角度は衝撃力を集中させ、深い水路への貫通を可能にします。 80°から110°の広い角度は、広い平らなパネルに均等に力を分散させます。
4.2 安定したパフォーマンスのための素材選択
ノズルの材料は長期的な衝撃力の一貫性に直接影響します。 摩耗したノズルは、オペレーターの気づかないうちに流量を15〜30%増加させ、静かに輸送効率を損なうことがあります。
- ステンレススチール304/316: 水性および軟性溶剤コーティングに対して優れた耐食性を持つ; 10,000+時間以上のオリフィス精度を維持します
- タングステンカーバイド: 高圧システムで研磨充填剤や金属コーティングを処理する際の極めて耐摩耗性; 交換間隔を300%延長します
- エンジニアリングプラスチック(PTFE/PEEK): 攻撃的な酸、水酸化物、反応性コーティングに対する優れた化学耐性; 流路パターンを乱す材料の接着を防ぐ
- セラミックオリフィスインサート: 微細な精度と耐摩耗性能; ノズル寿命全体で液滴サイズの一貫性を±2μm以内に確保します
{kind=link}
4.3 自動化準備フロー制御
タイミングと定量的な散布により、バウンスバック事故の60%を引き起こす人間の変動を排除します。 プログラム可能なシステムは、以下の重要な制御コンポーネントを統合しています:
- 粘度変化に関わらず一貫した材料供給を維持するために±0.5%の精度を持つ流量計
- フィルターが詰まり始めた際にポンプ出力をリアルタイムで調整する圧力トランスデューサー
- ターゲットがコーティングゾーンに入った場合にのみ噴射をトリガーし、乾式発射の無駄を排除するワークピース検出センサー
- レシピ保存 製品ライン間の切り替え時に即座にパラメータを呼び戻すための
- 実際の流量と設定値を比較し、バルブ位置をミリ秒単位で調整するクローズドループフィードバックコントローラ
5. ステップバイステップガイド:スプレーコーティングシステムの最適化方法
### 5.1 フェーズ1:診断評価(1〜3日目)ハードウェアを変更する前に、現在の性能の基準を設定してください。 データによると、スプレーシステムの40%は少なくとも1つのパラメータがずれており、オペレーターは単に「慣れてしまっている」状態です。
ステップ1 — 電流輸送効率を文書化 塗る前後にワークピースの重さを測ってください。 実際のコーティング重量を理論重量(流量と噴霧時間に基づく)で割ります。 転送効率が65%未満の場合は、改善の余地が大きいことを示しています。
ステップ2 — 圧力監査 ノズル出口にキャリブレーション済みのゲージを設置してください。ポンプだけでなく。 ホースの摩擦やフィルター抵抗により、ポンプとノズル間で10〜20%の圧力低下がよく見られます。 典型的な生産サイクル中の実際の運転圧力を記録します。
ステップ3 — スプレーパターン解析 テスト用紙や段ボールに通常の操作距離で5秒間スプレーします。 パターンの幅や均一性を測定し、衝撃力の分布が不均一であることを示す筋や重い縁を特定します。
5.2 フェーズ2:ノズル選択と校正(4〜7日目)
ステップ4 — ノズルの形状を適用に合わせて調整
- 平らな面(パネル、ドア、ハウジング): 平らなファンノズル、25°–65°の噴霧角度、中粘度コーティング用の1.0–1.8mmのオリフィス
- 複雑な形状(ボトル、鋳物、チューブ束): 中空のコーンノズル、40°–90°の角度、より細かな原子化設定
- 全カバーが必要な囲いやタンク: 全円錐ノズル、60°–110°の角度で均等に分布し、
ステップ5 — 効果的な衝撃力のための圧力と距離の校正
- 初期圧力をコーティング粘度のメーカー推奨最小値に設定してください
- ノズルは表面から25〜30cm(ほとんどの工業用途における「スイートスポット」)に位置してください。
- テストスプレーを行い、5バールずつ圧力を徐々に上げて、ミストやリバウンドなしの均一な濡れを達成するまで
- スプレーパターンペーパーを用いて衝撃力の分布を確認し、全幅の水滴沈着を確認しましょう
ステップ6 — 液滴のサイズと衝撃特性の最適化
- 高光沢仕上げ: 滑らかな流出のための目標は20〜40μmの液滴
- プライマーおよび機能コーティング: ビルド耐性および垂れ落ち性に50–80μmの厚さがあります
- テクスチャードまたは滑り防止コーティング: パターン定義用80–120μm
- 耐腐食プライマー:表面固定用に100–150μmの衝撃力が大きい
{kind=link}
5.3 フェーズ3:検証と監視(継続中)
ステップ7 — 制御制限の設定 圧力(±5%)、流量(±3%)、噴霧距離(±2 cm)の許容範囲を記録し、目標の閾値(通常75〜85%)を超えて輸送効率を維持することができます。
ステップ8 — リアルタイム監視マーカーの実装 パラメータが仕様からずれた際にオペレーターに警告する簡単な視覚インジケーターを設置します:
- レギュレーター計の色分けされた圧力ゾーン:緑(最適)、黄(注意)、赤(停止・調整)
- 各駅にスプレーパターンチェックボードを設置し、シフト開始時に10秒間のパターン検証を行う
- 厚さのあるスポットチェックカードで、即時の合格/不合格フィードバックのための受諾/拒否ゾーン
ステップ9 — 予防保全スケジュール
- 毎日: 詰まりや乾燥物のノズル点検; フィルターチェック
- 週次: 圧力供給に影響を与える漏れのホースとシールの点検
- 月刊: 圧力調整器の校正および噴霧パターンの検証
- 四半期:ピンゲージによるノズルオリフィス測定; 摩耗が元の直径の5%を超えた場合に交換してください
*「精密なスプレーノズルを用いて、流量を制御し、アトマイズを最適化することで、オーバースプレーを最小限に抑え、材料効率を向上させます。 プログラム可能なパターンと適応圧力制御の統合により、最高品質の仕上げと最適な素材の活用が保証されています。」 * — 産業用噴霧装置効率分析
6. 産業応用と実世界での性能
### 6.1 自動車製造:廃棄物から精密へヨーロッパの自動車OEMは、プライマーライン全体に1.3mmのステンレス鋼オリフィスと閉ループ圧力制御を備えた精密フラットファンノズルを導入しました。 90日後の結果は、インパクトフォース管理と財務パフォーマンスの直接的な関係を示しました。
- 塗料消費削減: プライマー使用量38%減少
- 移転効率の向上: 62%から84%へ
- ブースフィルター寿命延長: 4×の長い交換間隔
- 欠陥率の減少: オレンジピールやサグ事故が45%減少し、再作業が必要となる
- VOC排出削減: 大気中の溶媒放出を30%減少
- 省エネ: 従来のアトマイズーションから精密フラットファンジオメトリーに切り替えた後、圧縮空気需要が18%減少しました
重要な変更点は、作動圧力を120バールから45バールに下げつつ、噴霧角度を110°から45°に狭めて衝撃力の伝達をより制御したことでした。 当初、技術者たちは低圧がカバレッジ速度の低下を懸念していました。 実際には、2回目の再作業やドライスプレーのタッチアップを省略することで、名目上「より穏やかな」塗布パラメータにもかかわらず、実効ラインスループットが12%向上しました。
6.2 家具と木材仕上げ:埋立廃棄物ゼロの達成
北米の家具メーカーは、1日に200+台のキャビネットユニットを処理していましたが、オーバースプレーの蓄積による廃棄コストの高騰に直面しました。 静電支援付きの中空コーンノズルと統合されたオーバースプレー集水チャンバーへの移行により、測定可能な持続可能性と品質の向上を実現しました。
- 材料回収率: ろ過後に回収された水性コーティングの15%が供給に再導入される
- 埋立地除去: 18ヶ月以内に処分されるコーティング廃棄物ゼロ
- 仕上げの一貫性: 自動タイミング噴霧により、手動作業者の疲労による±20%の厚さ変動が解消されました
- 労働力再配置: 付加価値のある組立作業に再配属された2名のフルタイムタッチアップ技術者
- 効果的な衝撃力の安定化: 中空円錐形状は曲面ドアプロファイルで0.8–1.2 N/cm²の一貫した性能を維持します
6.3 重機および構造用鋼材:高量効率
橋梁および構造用鋼のコーティングは、環境汚染を最小限に抑えつつ高い製造速度を求めます。 インフラ保護コーティングを専門とする請負業者は、亜鉛豊富なエポキシプライマー用に150バールで動作するタングステンカーバイドインサートを用いたフルコーンノズルを採用し、優れた性能を実現しました カバー率と材料効率:
- 被覆率: ガーダー面で毎時300 m²
- バウンスバック削減: 液滴減速の最適化により、従来の無気圧チップと比べて35%
- 膜厚の均一性: ±6メートル溶接継ぎ目で12μm)
- 材料節約: 亜鉛消費を22%削減し、単一の橋梁プロジェクトで年間48,000ドルの節約を意味します
- 環境遵守: 空気中の亜鉛粒子を削減し、追加のろ過投資なしに強化されたEPA基準を満たしました
この用途において、タングステンカーバイドのオリフィスインサートは、亜鉛リッチエポキシには金属充填剤が含まれており、標準的なステンレス鋼ノズルを800時間以内に侵食するため、非常に重要でした。 カーバイドインサートは7,500時間を超えても元のジオメトリを維持し、以前プロジェクト中の過剰消費急増を引き起こしていた静かな流量増加を排除しました。
7。ノズル衝撃力とコーティング廃棄物に関するよくある質問
### 塗料の跳ね返りを防ぐ理想的なスプレー距離はどのくらいですか?ほとんどの工業用コーティングにおける最適な噴霧距離は、ノズル先端から基板表面までの距離は25〜30cm(10–12インチ)の範囲です。 この距離では、液滴は十分な速度を保ちつつ、反跳を最小限に抑える空力減速を可能にします。 20cm未満の距離では衝撃力が強くなり乱気流が発生し、コーティングが空中に飛び散ります。 40cmを超える距離では溶媒の蒸発や粒子のドリフトが発生し、移動効率が15〜25%低下します。
距離最適化はコーティングタイプによって若干異なります。
- 高固形エポキシ: 20–25 cm(厚い液滴は減速スペースが少なくて済みます)
- 水性着色剤: 25–30 cm(標準窓)
- 微細ミストクリアコート: 30–35 cm(超細粒の滴はわずかに沈着時間が長くなることで有利)
- 亜鉛リッチプライマー: 25–28 cm(金属粒子は制御された運動量が必要)
ノズルの材料は長期的な衝撃力の一貫性にどのように影響するのか?
ノズルの材料は、何千時間もの運転時間にわたって元のオリフィスの形状をどのように正確に維持するかを決定します。 ステンレス鋼ノズルは、典型的な条件下で1,000時間あたり0.5〜1%の速度で徐々に侵食されます。 タングステンカーバイドは摩耗に3×優れ、流量と液滴の大きさを一定に保ちます。 セラミックインサートは、寿命全体で±2μmの分散を持つ最高精度の保持を提供します。 浸食されたノズルは静かに流量を10〜30%増加させつつ、噴霧パターンを歪め、操作者が知らず知らずのうちに過剰噴霧を発生させる原因となります。
工業用コーティングにおいて最も衝撃力を発揮するスプレーパターンはどれですか?
フラットファンノズルは集中した直線的な噴霧形状により、最も効果的な衝撃力を発生させます。 細長い長方形のパターンはエネルギーを狭い帯域に集中させ、直接垂直に塗布可能な表面コーティングに最適です。 中空円錐パターンは、リングに分散した40〜60%の衝撃力を低くし、複雑な形状により適しています。 フルコーンパターンは中間的な力を持ちながら完全な円形カバーを提供し、密閉空間での貫通と分布のバランスを取っています。
自動化システムは塗装の反跳を完全に排除できるのか?
自動化システムはリバウンドを完全に排除することはできませんが、手動散布と比べてリバウンドを60〜75%削減できます。 ロボットスプレーシステムは一定の距離、角度、速度を維持しており、これは人間のオペレーターが通常のシフト中に±15%変動します。 静電充電(粒子と接地されたワークピース間にクーロン的な引力を生み出す)と組み合わせることで、自動化システムは85〜90%の転送効率を達成します。 残りの10〜15%の材料損失は、物理的にターゲットに届かない幾何学的なシャドーイングやオーバースプレーによるものです。
効率を維持するためにスプレーノズルはどのくらいの頻度で交換すべきでしょうか?
交換間隔は材料、圧力、コーティングの研磨性によって異なります。 現場データに基づく一般的なガイドラインには以下が含まれます:
- ステンレスノズル: 軽度コーティングで2,000〜4,000時間; 研磨剤配合は1,000〜1,500時間
- タングステンカーバイドノズル: 同じ条件下で6,000〜10,000時間
- セラミックノズル: 4,000〜8,000時間、寿命を通じて優れたサイズ一貫性を持つ
ピンゲージを用いた月例のオリフィス測定は客観的な代替トリガーを提供します。 測定された直径が元の仕様の105%を超える場合や、噴霧パターンの均一性が目に見えて劣化した場合は交換してください。
8。結論:精密制御は右側のノズルから始まり
ます ノズルの有効衝撃力を理解することで、スプレーコーティングは慢性的な材料廃棄物の源から、精密に管理された製造プロセスへと変貌します。 自動車、家具、重機分野の分析では、適切なノズル選択、圧力校正、噴霧によって衝撃力を制御することが一貫して示されています 幾何学は測定可能なリターンをもたらします:- コーティング材料消費量の20〜40%削減
- 移転効率の向上60%から85%へ+
- 均一堆積による欠陥率の30〜50%削減
- 揮発性有機化合物(VOC)排出削減と有害廃棄物発生の削減による環境遵守の改善
これらの結果に至る道筋は、「圧力が高ければコーティングが良くなる」という前提を捨てることが必要です。 代わりに、ノズル形状、液滴サイズ、噴霧角度、圧力を特定のコーティング粘度やワークピーストポロジーに合わせて調整します。 ノズルの摩耗が静かに効率を損なう前に発見する予防保守スケジュールを実施しています。 また、投資量が正当化できる場合には自動化を活用し、多くのリバウンドインシデントを引き起こす人的変動を排除しています。
完全なシステム交換なしで即時改善を求める事業者向けに、4つの「クイックウィン」調整は資本投資なしで済む。
- 圧力を10〜15%減らし、回転速度を遅くする; ほとんどのオペレーターは、高圧の方が「強力に見える」ために過剰にアトマイズします
- 単純な定規または固定アームマウントで噴霧距離を標準化する; 理論的な完璧さよりも一貫性の方が重要です
- 高固形被膜を施す際は、次に小さいオリフィスサイズに切り替える; 大きなノズルは圧力で補正を促します
- アライメントスプレーはエッジに垂直に通過し、平行ではなく 斜めのエッジストライクは、直交する衝撃よりも40〜60%多くの跳ね返りをもたらします
現在の散布システムには、スプレッドシートが直接追跡できない隠れた廃棄物が含まれている可能性が高いです。 フィルター、ブースの壁、排気システムに溶け込むコーティングは、今日から精密ノズルが回収できる利益を象徴しています。
コーティング廃棄物を排除し、精密な衝撃力制御を実現したいですか?当社のスプレーコーティング全ラインナップを探求してください ノズルは、1〜200バールまでの作業圧力で時計的かつ定量的かつ可変流量制御を可能に設計されています、液滴サイズは10〜150μm、噴霧角度は15°〜110°です。
コーティングの無駄をさらに減らしたいですか? 次のステップを3つご紹介します:
- 現在の移動効率を5.1節に記載された前後計量法で監査する
- ノズル仕様のレビューを依頼し、既存のセットアップにおける圧力、角度、材料の不一致を特定しましょう
- 当社のスプレーコーティングパラメータ計算機をダウンロードしてください。特定のコーティング粘度に合わせて液滴の大きさと衝撃力を最適化してください