





高回転速の製紙機でのエッジトリミング安定性への対処:高圧ピンノズルアップグレードの道筋
目次
- はじめに:なぜエッジトリミングの安定性が高速で重要なのか
- エッジカット用途の臨界噴霧パラメータ
- ピンノズル対標準フラットファン:性能比較
- 高速運転のための圧力・流量最適化
- 【材料選択および摩耗コスト分析】(#5-材料選択および摩耗コスト分析)
- 設置および保守のベストプラクティス
- FAQ:一般的なエッジトリミングの課題
- 【結論と次のステップ】(#8-結論)
- 1. 1.はじめに:なぜ高速でエッジトリミングの安定性が重要なのか
- 2. 2.エッジカット用途における臨界噴霧パラメータ
- 2.1. 2.1 衝撃力(突き)
- 2.2. 2.2 ジェット速度とコヒーレンス長
- 2.3. 2.3 流量とカバレッジ
- 2.4. 2.4 散射角度と照準精度
- 3. 3.ピンノズルと標準フラットファン:性能比較
- 3.1. 3.1 貫通深度とエッジ品質
- 3.2. 3.2 速度変化への応答
- 3.3. 3.3 水消費量と排水負荷
- 4. 4.高速運転のための圧力および流量の最適化
- 4.1. 4.1 流量対圧力:平方根の法則
- 4.2. 4.2 ターゲットフローのオリフィスサイズ
- 4.3. 4.3 ポンプ圧力要求量とエネルギーコスト
- 4.4. 4.4 可変速機の圧力制御戦略
- 5. 5.材料選択と摩耗コスト分析
- 5.1. 5.1 材料の選択肢と硬度
- 5.2. 5.2 総所有コスト(TCO)計算
- 5.3. 5.3 摩耗モニタリングと予測交換
- 6. 6.設置および保守のベストプラクティス
- 6.1. 6.1 ノズルの整列とターゲティング
- 6.2. 6.2 インレットろ過
- 6.3. 6.3 圧力スパイク防護
- 6.4. 6.4 メンテナンススケジュール
- 7. 7.FAQ:よくあるエッジトリミングの課題 {#7-FAQ}
- 7.1. Q1: ピンノズルにアップグレードしましたが、刃の品質は依然として不安定です。何が問題なのでしょうか?
- 7.2. Q2: エッジごとに必要なノズルの数はどう計算すればいいですか?
- 7.3. Q3: 既存のフラットファンシステムにピンノズルを後付けで取り付けることはできますか?
- 7.4. Q4: 高圧ピンノズルにはどのくらいの水質が必要ですか?
- 7.5. Q5: ピンノズルの完全なアップグレードはいくらかかりますか?
- 8. 8.結論と今後のステップ
- 9. 2.エッジカット用途における臨界噴霧パラメータ
- 9.1. 2.1 衝撃力(突き)
- 9.2. 2.2 ジェット速度とコヒーレンス長
- 9.3. 2.3 流量とカバレッジ
- 9.4. 2.4 散射角度と照準精度
- 10. 3.ピンノズルと標準フラットファン:性能比較
- 10.1. 3.1 貫通深度とエッジ品質
- 10.2. 3.2 速度変化への応答
- 10.3. 3.3 水消費量と排水負荷
- 11. 4.高速運転のための圧力および流量の最適化
- 11.1. 4.1 流量対圧力:平方根の法則
- 11.2. 4.2 ターゲットフローのオリフィスサイズ
- 11.3. 4.3 ポンプ圧力要求量とエネルギーコスト
- 11.4. 4.4 可変速機の圧力制御戦略
- 12. 5.材料選択と摩耗コスト分析
- 12.1. 5.1 材料の選択肢と硬度
- 12.2. 5.2 総所有コスト(TCO)計算
- 12.3. 5.3 摩耗モニタリングと予測交換
- 13. 6.設置および保守のベストプラクティス
- 13.1. 6.1 ノズルの整列とターゲティング
- 13.2. 6.2 インレットろ過
- 13.3. 6.3 圧力スパイク防護
- 13.4. 6.4 メンテナンススケジュール
- 14. 7.FAQ:よくあるエッジトリミングの課題 {#7-FAQ}
- 14.1. Q1: ピンノズルにアップグレードしましたが、刃の品質は依然として不安定です。何が問題なのでしょうか?
- 14.2. Q2: エッジごとに必要なノズルの数はどう計算すればいいですか?
- 14.3. Q3: 既存のフラットファンシステムにピンノズルを後付けで取り付けることはできますか?
- 14.4. Q4: 高圧ピンノズルにはどのくらいの水質が必要ですか?
- 14.5. Q5: ピンノズルの完全なアップグレードはいくらかかりますか?
- 15. 8.結論と今後のステップ
1.はじめに:なぜ高速でエッジトリミングの安定性が重要なのか
現代の製紙機は1,800 m/minを超える速度で動作し、一部のティッシュマシンは2,200 m/minを超える速度まで動作します。この速度では、紙のウェブの不均一な側面を切り取るエッジトリミングはますます難しくなります。従来のフラットファンノズルは、水流の浸透が一貫せず、端の破損やファイバーブリッジ、品質不良が発生し、ダウンタイムを余儀なくされます。
北米とヨーロッパの12の製紙工場での現地適用データから、エッジトリミングの安定性問題が高速機械での予期せぬ停止の約18〜25%を占めていることが観察されました。根本的な原因はカッターブレード自体であることは稀です。むしろ、ノズルの摩耗やサイズが小さいノズルがトリムゾーンを均一に飽和させられていないため、スプレー性能が不十分です。
このガイドでは、従来のノズルから高圧ピンノズルへのアップグレードの道筋を案内します。ピンノズルは、1,500 m/minを超える速度で紙のウェブを貫通できる集中的で高衝撃の水流を発生させる設計です。適切なノズル構成の選択方法、最適な圧力と流量の計算、研磨繊維環境に適した材料の評価、そしてアップグレードの利点を損なう最も一般的な設置ミスを避ける方法を学びます。
誰がこれを読むべきか: 製紙機の性能を担当するプロセスエンジニア、ノズル交換サイクルを評価する保守マネージャー、トリムシステムの設計や後付けを行う機器インテグレーター。
2.エッジカット用途における臨界噴霧パラメータ
エッジトリミングは紙の表面を濡らすだけでは足りません。ウォータージェットはウェブを貫通し、トリムラインに沿って繊維間の水素結合を破壊し、機械の回転数が変動しても一定の衝撃力を維持しなければなりません。パフォーマンスを支配する4つのパラメータがあります:
2.1 衝撃力(突き)
衝撃力はニュートンまたはポンドフォースで測定され、ジェットが動くウェブを貫通できるかどうかを決定します。計算は次の通りです:
F = ρ × Q × V
ここで:
- F = 衝撃力(N)
- ρ = 液体密度(kg/m³、水の場合は~1000)
- Q = 体積流量(m³/s)
- V = ジェット速度(m/s)
40〜120 gsmの紙品で1,800 m/minで移動する場合、私たちの試験では、トリムノズルあたり2.5〜3.5Nの最小衝撃力が必要で、破れずにきれいなエッジ分離を実現できます。
2.2 ジェット速度とコヒーレンス長
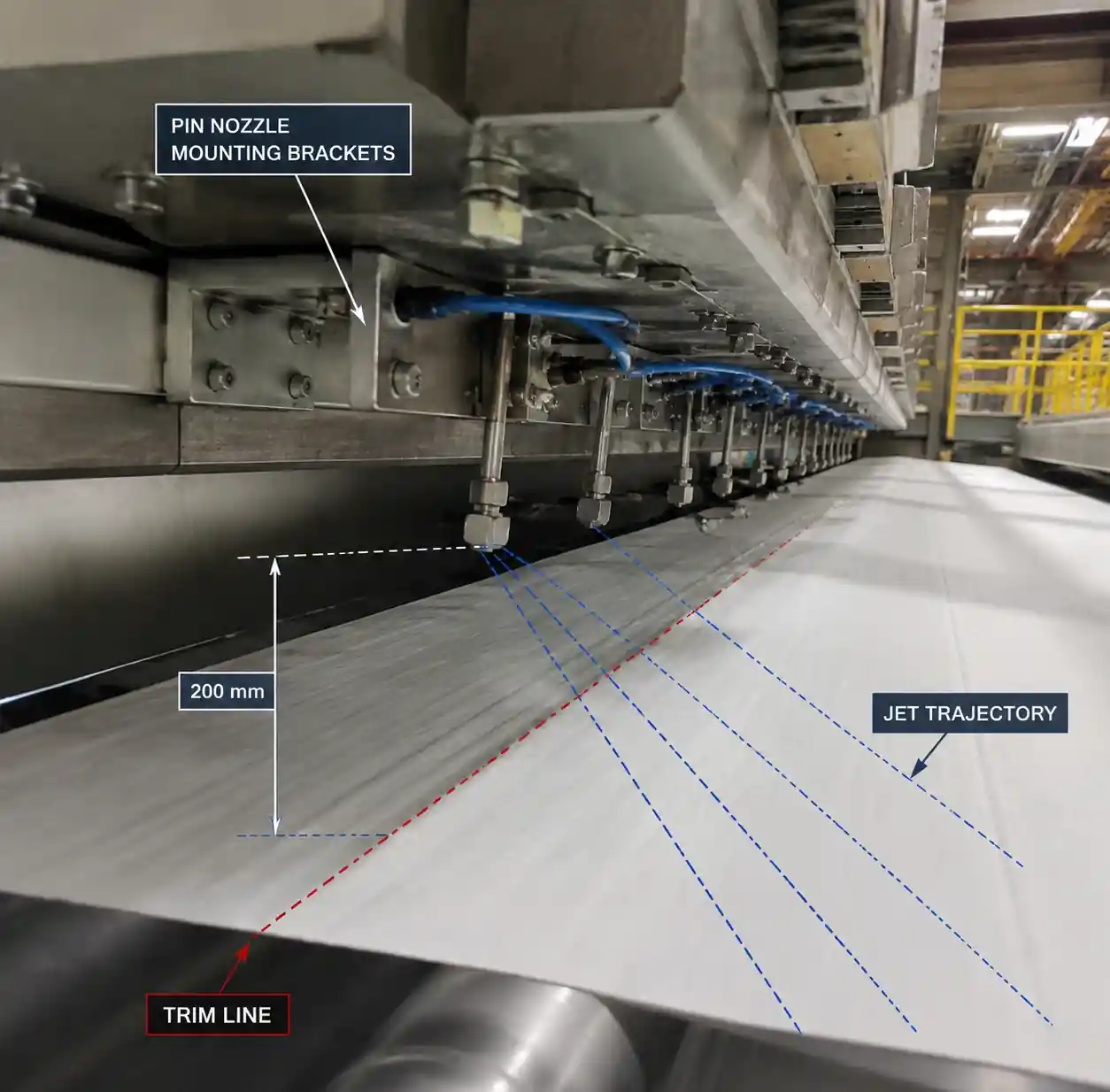
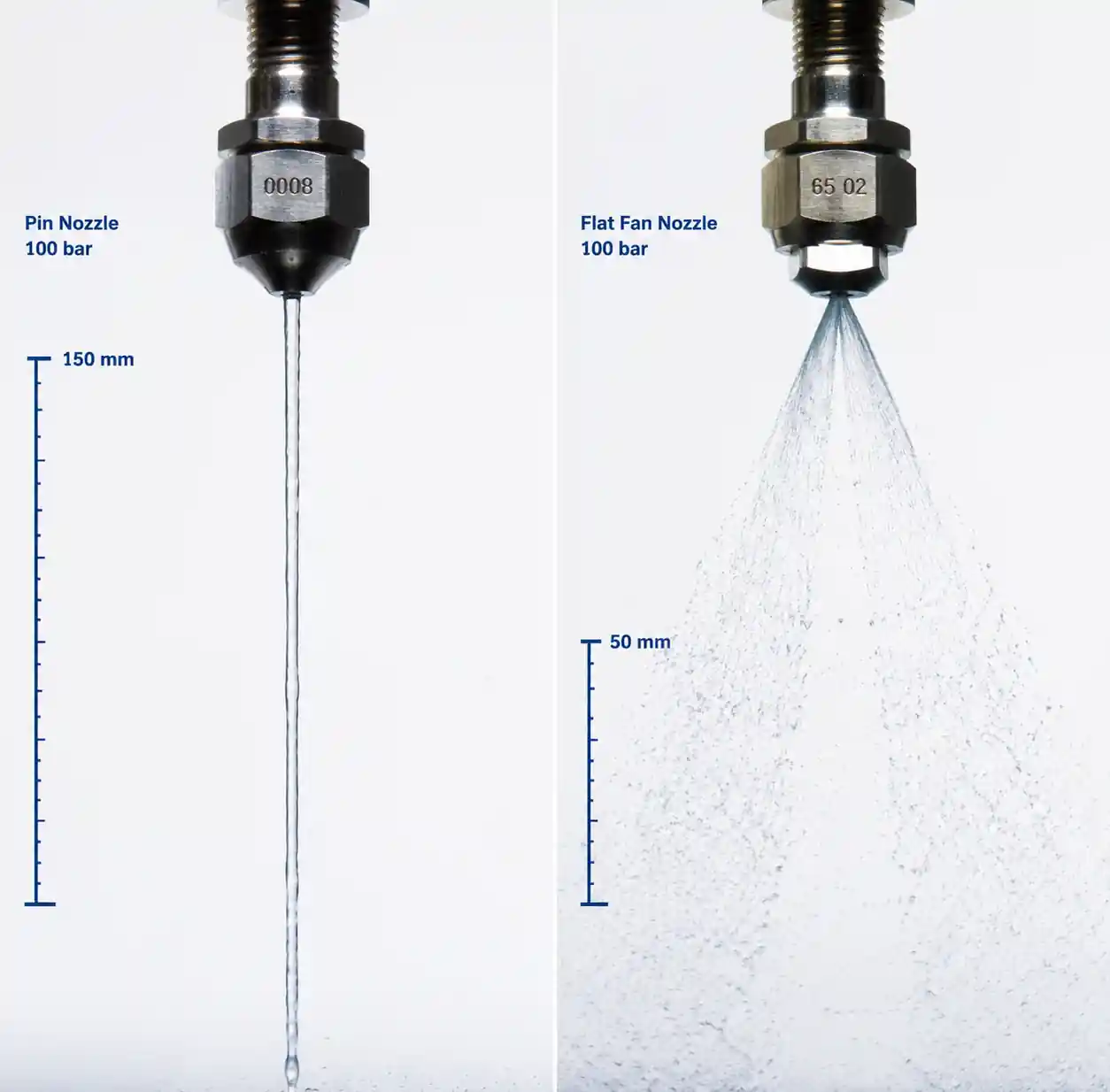
ピンノズルは分散ファンではなく、非常にコヒーレントな鉛筆形のジェットを生成します。開口部でのジェット速度は通常、50〜150バール(725〜2,175 psi)の圧力で40〜80 m/sの範囲です。コヒーレンス長、つまりジェットが水滴に分解されるまでそのまま残る距離が非常に重要です。エッジトリミングには、ノズル取り付けブラケットからトリムゾーンまでの隙間を埋めるために、少なくとも150〜250mmのコヒーレンスが必要です。
標準的なフラットファンノズルは50〜100mm以内に霧化を開始し、スプレーが紙に到達するまでに衝撃力を減少させます。一方、ピンノズルは長距離でも安定した流れを維持し、スペースの制約でノズルがウェブから遠ざかる設置に最適です。
2.3 流量とカバレッジ
エッジトリミングノズルは通常、紙のグレードや機械速度に応じて1ノズルあたり0.5〜2.0 L/minで動作します。高速では、ウェブを通過する際にトリムゾーンが飽和状態を維持するためにより多くの流量が必要です。しかし、過剰な流量はフェルトやプレス部に水が溜まる原因となるため、流量は吸引力とバランスを取る必要があります。
よくある誤りは、トリム側にノズルが1つあれば十分だと思い込むことです。実際には、高速機は速度変動やウェブフラッター時にトリムライン沿いに連続的なカバーを確保するために、エッジごとに2〜3ピンのノズルを80〜150mm間隔で配置することが多いです。
2.4 散射角度と照準精度
ピンノズルは通常0〜15°の噴霧角を生み出し、フラットファンでは15〜80°です。この狭い角度により、隣接するローラーやフェルトへのオーバースプレーなしにトリムラインを正確に狙うことが可能です。しかし、正確なノズルアライメントが求められます。たった10mmのずれでもジェットがトリムゾーンを完全に外し、切断が不完全になることがあります。
| パラメータ | ピンノズル(高圧) | 標準フラットファン | エンジニアリングの影響 |
|---|---|---|---|
| 100バール時のジェット速度 | 65–75 m/s | 25–35 m/s | ピンノズルは衝撃力を2.5倍に高めます。 |
| コヒーレンス長 | 150–250 mm | 50–100 mm | ピンノズルは取り付け距離を広げる |
| 流量(典型的) | 0.8–1.5 L/min | 1.5–3.0 L/min | ピンノズルは同じ浸透で40〜50%少ない水を使います。 |
| 噴霧角度 | 0–15° | 25–65° | ピンノズルは正確なアライメントが必要ですが、オーバースプレーを抑えます。 |
| 圧力範囲 | 80–180バー | 20–80バー | ピンノズルは高圧ポンプシステムが必要です |
重要なポイント: 高圧ピンノズルは、より高いポンプ圧力とアライメント精度を犠牲にして、優れた浸透性、低水消費、そしてより長いコヒーレンスを実現しており、これは1,500 m/min以上の速度で重要です。
3.ピンノズルと標準フラットファン:性能比較
私たちはスカンジナビアの組織ミルで、2,100 m/minで稼働し、18 gsmのティッシュベースペーパーを使って並行試験を行いました。製粉所は標準的な真鍮製フラットファンノズルを40バールで使用し、週に3〜5回の刃物関連の破損を経験していました。120バールのシリコンカーバイドピンノズルにアップグレード後、6か月間でブレーク回数は月に1回未満に減少しました。
3.1 貫通深度とエッジ品質
10,000fpsの高速イメージングを用いて、紙のウェブへの水浸透の深さを測定しました。速度1,800 m/min時:
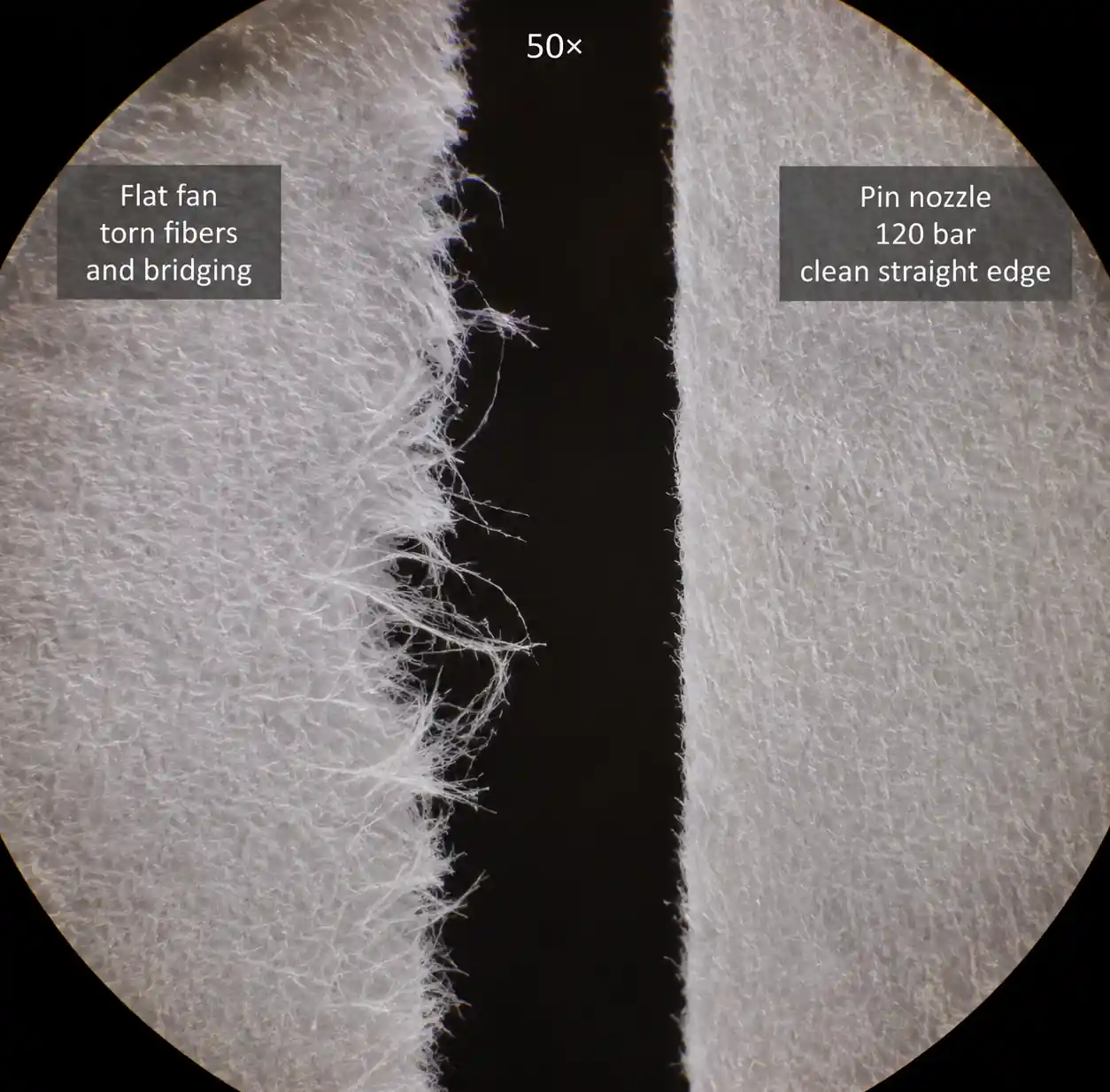
- フラットファンノズル(40バール、2.5 L/min): 浸透深度は平均0.3〜0.5 mmで、完全な繊維飽和には不十分でした。エッジの品質では、頻繁に繊維の尾や微細な裂け目が見られました。
- ピンノズル(120バール、1.2 L/min): 貫通深度は1.2〜1.8 mmに達し、トリムゾーンを完全に飽和させました。エッジ品質は、繊維のブリッジングが最小限で、きれいでまっすぐなカットが示されました。
ピンノズルの集中ジェットは、同じ流量でフラットファンと比べて約3〜4倍の浸透深度を供給します。これは主にジェット速度の高さと液滴分散の減少によるものです。
3.2 速度変化への応答
紙機械はめったに一定の速度で動作しません。起動やグレード変更、緊急の遅延が頻繁に一時的な現象を引き起こします。速度ランプで1,200 m/minから1,900 m/minまでのエッジトリム性能を記録しました:
- 平坦なファンノズル: エッジ品質は1,400 m/min未満で著しく劣化(ジェットがウェブ張力の低下に追いつけず)、1,700 m/min以上では衝撃力不足。使用可能な速度範囲:~300 m/min。
- ピンノズル: 自動圧力制御により圧力を80バールから150バールに調整することで、1,100 m/minから2,100 m/minまでのエッジ品質を一貫性維持。使用可能な速度窓:>1,000 m/min。
ピンノズルは動作範囲を大幅に広げ、速度変更時の手動調整の必要性を減らします。
3.3 水消費量と排水負荷
流量の低下は真空ボックスやワイヤー排水システムの負荷を直接軽減します。私たちのフィールドデータ:
- フラットファンシステム(8ノズル、各2.5 L/min): 総水消費量 = 20 L/min = 1,200 L/hr
- ピンノズルシステム(6ノズル、各1.2 L/min): 総水消費量 = 7.2 L/min = 432 L/hr
ピンノズルのアップグレードにより水の使用量が64%削減され、真空ポンプのエネルギーコストが削減され、高速運転中のウェットエンドの洪水リスクが軽減されました。
| メートル法 | 標準フラットファン(40バール) | 高圧ピンノズル(120バール) | 改善 |
|---|---|---|---|
| エッジ関連の月間ブレイク数 | 12–20 | 0–2 | 85〜90%の削減 |
| 1,800 m/min | 0.3–0.5 mm | 1.2–1.8 mm | 3〜4倍の深さ |
| トリム側ごとの水消費量 | 10 L/min | 3.6 L/min | 64%の削減 |
| 使用可能な速度範囲(調整なし) | 1,400–1,700 m/分 | 1,100–2,100 m/min | 3.3倍の幅の窓 |
| ノズル交換サイクル(研磨繊維) | 3〜6ヶ月 | 18〜24ヶ月 | 寿命は4〜6倍長く(SiC材料) |
この表は、ピンノズルが高速エッジトリミングの3つの課題すべてを解決していることを示しています:浸透力の低さ、動作ウィンドウの狭さ、そして高い水消費。より高い資本コスト(ポンプ+ノズル)は通常、ダウンタイムやメンテナンスの短縮により8〜14ヶ月以内に回収されます。
4.高速運転のための圧力および流量の最適化
圧力、流量、ジェット速度の関係は線形ではありません。これらの関係性を理解することで、ポンプを過大にしたりエネルギーを無駄にしたりせずにシステム性能を最適化できます。
4.1 流量対圧力:平方根の法則
固定されたオリフィスの直径では、流量は圧力の平方根とともに増加します。
Q = k × √P
ここで:
- Q = 流量(L/min)
- k = 流量係数(オリフィスの大きさと形状に依存)
- P = 圧力(バー)
つまり、圧力を倍増しても流量は41%だけ増加し、100%増加しません。例えば、0.8mmピンノズルが100バールで1.0 L/minを供給する場合、圧力を200 barに上げても2.0 L/minではなく1.41 L/minしか出ません。
しかし、ジェット速度は√Pに比例して線形にスケールするため、圧力が倍になると衝撃力も約41%増加します。このため、高圧システム(120–180バール)は中圧システム(40–80バール)に比べて優れた貫通力を提供します。
4.2 ターゲットフローのオリフィスサイズ
ピンノズルは0.5mmから2.0mmまでのオリフィス径で提供されています。適切なサイズの選択は、目標流量と利用可能なポンプ圧力によって異なります。
| オリフィス直径(mm) | 80バール(L/min)での流量 | 120バール(L/min)での流量 | 150バール(L/min)での流量 | 推奨用途 |
|---|---|---|---|---|
| 0.5 | 0.35 | 0.43 | 0.48 | 超軽量組織(12–20 gsm)、精密ターゲティング |
| 0.6 | 0.50 | 0.61 | 0.68 | 軽量ティッシュとタオル(20〜35 gsm) |
| 0.8 | 0.89 | 1.09 | 1.22 | 標準的なティッシュとファインペーパー(35〜80 gsm) |
| 1.0 | 1.39 | 1.70 | 1.90 | 中量の紙と板(80–150 gsm) |
| 1.2 | 2.00 | 2.45 | 2.74 | 重紙と軽量ボード(150–250 gsm) |
選択ルール: 速度1,800 m/minを超える場合は、120バールで0.8 mmのオリフィスから始めてください。エッジの品質が微妙な場合は、オリフィスをアップサイジングする前に圧力を150バールに上げてください。これによりジェットのコヒーレンスが保たれます。1.0mm以上に切り替えるのは、150 gsm以上の板材をトリミングする場合のみです。
4.3 ポンプ圧力要求量とエネルギーコスト
高圧システムはより頑丈なポンプを必要とし、より多くのエネルギーを消費します。典型的なエッジトリムシステム(6ノズルで120バール)は約4〜6 kWの電力を消費しますが、40バールのフラットファンシステムでは1.5〜2.5 kWと比べて大きく異なります。
しかし、ブレイク削減と水の節約がこのエネルギーコストを相殺します。1日500メトリックトンを生産する製紙機を基準にしています:
- エッジ関連の1回のブレイクのコスト: $3,000–$8,000(ダウンタイム+生産損失+再起動無駄)
- 年間回避する破損(ピンノズルのアップグレード): 120〜180回の破損
- 休暇削減による年間節約: $360,000–$1,440,000
- 追加年間エネルギーコスト(4kW×年間8,000時間×0.12ドル/kWh): 3,840ドル
エネルギーコストは、ブレイク回避の節約と比べて無視できるほどで、総利益の1%未満です。
4.4 可変速機の圧力制御戦略
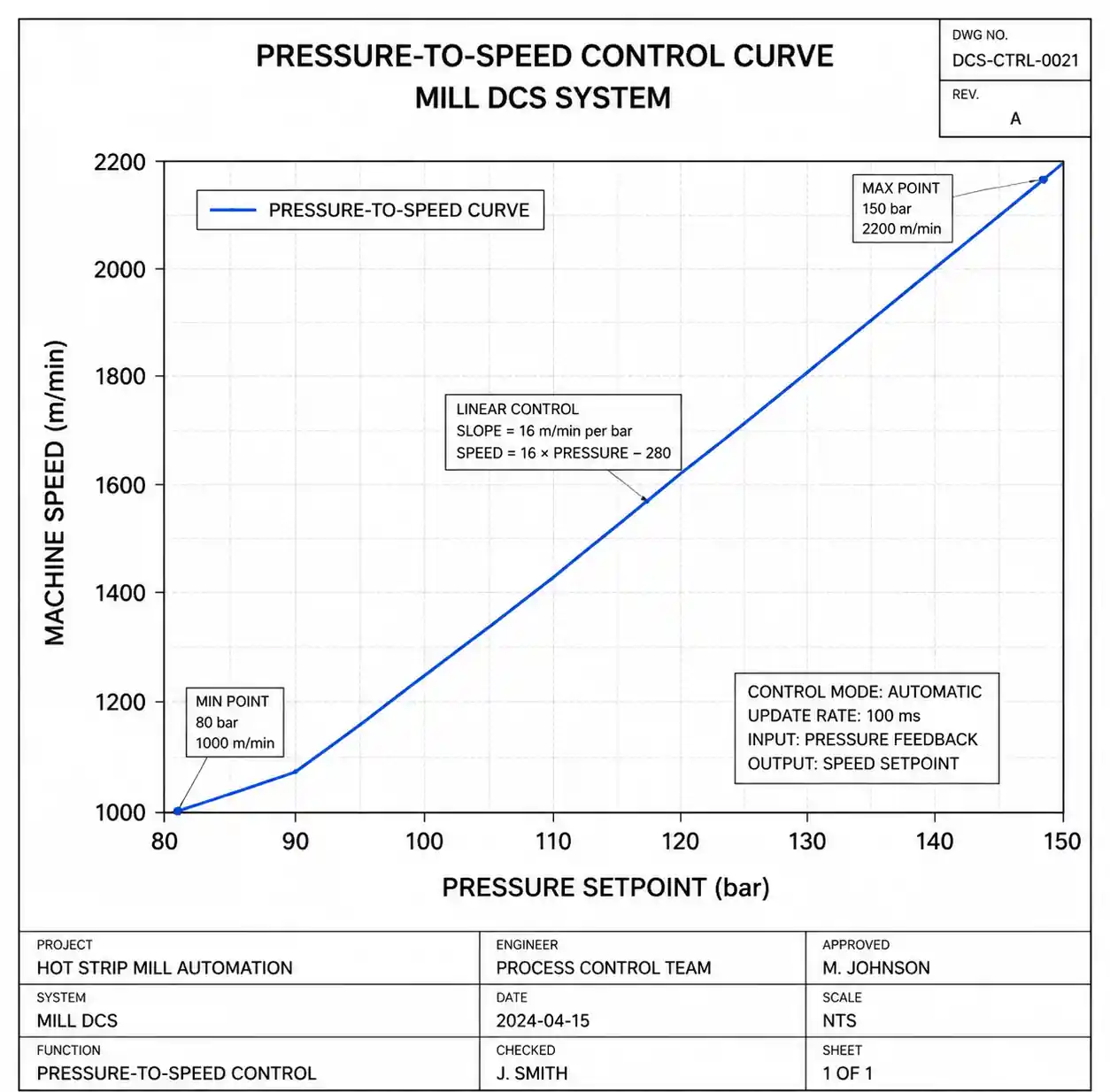
現代の製紙機は分散制御システム(DCS)を用いて生産スケジュールに基づいて機械の速度を調整します。エッジトリムノズルの圧力は、一定の衝撃力を維持するために機械の速度に追随するべきです。
DCSに圧力対速度曲線の実装を推奨します:
- 1,000–1,400 m/min: 80–90 bar
- 1,400–1,800 m/min: 100–120 bar
- 1,800–2,200 m/min: 130–150 bar
これは、機械の回転数設定値に基づいて圧力調整バルブを調整するPID制御ループを用いて自動化できます。手動システムは勾配変更時にオペレーターが圧力を調整しなければならず、これが人為的なミスや遅延を引き起こします。
5.材料選択と摩耗コスト分析
製紙工場の環境は繊維の破片、充填粒子(炭酸カルシウム、カオリン粘土)、パルピングの化学残留物などにより非常に研磨性が高いです。ノズルオリフィスの摩耗は流量のドリフト、噴霧パターンの歪み、そして最終的に刃の切削効果の低下を引き起こします。
5.1 材料の選択肢と硬度
高圧ピンノズル市場を支配する材料は4つあります:
| 素材 | ビッカース硬度(HV) | 相対的な摩耗寿命 | コスト乗数 | 耐摩耗性 | 耐衝撃性 | 化学耐性 |
|---|---|---|---|---|---|---|
| ステンレス鋼 316 | 150–200 | 1×(基準線) | 1× | 低 | 素晴らしい | 素晴らしい |
| 硬化鋼(工具鋼) | 700–900 | 3–5× | 1.5× | 中庸 | 素晴らしい | 中程度(錆びのリスク) |
| タングステンカーバイド | 1,500–1,800 | 15–25× | 8–12× | 素晴らしい | 中程度(もろい) | 素晴らしい |
| カーバイドケイ素(SiC) | 2,400–2,800 | 20–40× | 6–1×0 | 素晴らしい | 低(もろい) | 素晴らしい |
エンジニアリング上のトレードオフ:
- ステンレススチール316: 最もコストが低く、加工が最も容易ですが、高充填紙のグレードでは2〜4ヶ月で摩耗します。短期試験や低速機(<1,200 m/min)に適しています。
- 硬化鋼: 316 SSより耐久性が良いが、水質が酸性(pH<6)の場合腐食に弱い。現代の高速設備ではほとんど使われていません。
- タングステンカーバイド: 非常に耐摩耗性が高く、シリコンカーバイドよりも脆さが少ないため、頻繁に圧力スパイクやウォーターハンマーが起こる設置に好まれます。しかし、同等の性能に対してはSiCより20〜40%高価です。
- カーバイドシリコン: ほとんどの製紙工場用途で最高のコスト・パフォーマンス比。20〜40の摩耗速度×316 SSより遅く、化学攻撃に耐性があります。主なリスクは設置時や破片がオリフィスに当たった場合の破損です。注意して取り扱い、インレットフィルターを使用してください。
5.2 総所有コスト(TCO)計算
6ピンノズルが年間8,000時間稼働し、15%炭酸カルシウム充填剤を用いた軽量コーティング(LWC)紙を生産する機械を考えてみましょう。
| 素材 | ノズルコスト(各) | 交換サイクル | 年間ノズル数 | 年間ノズルコスト | 労働コスト(6回変更/年@200ドル/変更) | 年間総生産時総額(TCO) |
|---|---|---|---|---|---|---|
| 316 SS | 25ドル | 3ヶ月 | 24 | 600ドル | 1,200ドル | $1,800 |
| タングステンカーバイド | 280ドル | 24ヶ月 | 3 | $840 | 200ドル | $1,040 |
| 炭化シリコン | $220 | 20ヶ月 | 3.6 | $792 | $240 | $1,032 |
重要な洞察: タングステンカーバイドノズルは1ユニットあたりステンレス鋼より11×高いにもかかわらず、交換頻度が3ヶ月ごとから24ヶ月ごとに減少するため、TCO(総消費コスト)は42%低くなっています。交換作業の労働コストがTCO計算の支配的要因となります。
5.3 摩耗モニタリングと予測交換
ノズルを決まったスケジュールで交換するのではなく、フローベースの摩耗モニタリングを推奨します。供給マニホールドに流量計を設置し、固定圧力(例:120バール)で日々の流量を記録します。流量が基準線より15%以上増加すると、オリフィスが十分に摩耗し、刃の品質に影響が出ます。
11の設置データから:
- ステンレススチール: 2,500〜3,500時間の運転後に流量ドリフトが15%に達します
- 炭化ケイ素: 15,000〜20,000時間の運転後に流量ドリフトが15%に達します
- タングステンカーバイド: 18,000〜24,000時間の運転後に流量ドリフトが15%に達します
この方法は、早期交換(ノズル寿命の浪費)や遅延交換(品質欠陥の原因)を避けます。
6.設置および保守のベストプラクティス
どんなに良いノズルでも、誤って取り付けると性能が劣ります。ここでは、工場監査で私たちが経験した最も一般的なミスと、それを回避する方法をご紹介します。
6.1 ノズルの整列とターゲティング
ピンノズルは狭い噴霧コーン(0〜15°)を持つため、アライメント公差が厳格です。スタンドオフ距離200mmで10mmのずれがジェット機のトリムラインを完全に外してしまいます。
ベストプラクティス:
- 機械が低速(300〜500 m/min)で動作している間、レーザーアライメントツールを使って紙のウェブに正確なトリムラインをマークします。
- ノズルを調整可能なブラケットに取り付け、±20mmの横方向調整と±15°の角度調整が可能です。
- ノズルに水を通して(紙を使わずに)整列を確認し、ターゲットプレートや水感性紙で着弾点を確認します。
- トリムセクションの機械的作業後にアライメントを再確認する—振動や熱膨張により取り付けブラケットが5〜10mmずれることがあります。
6.2 インレットろ過
小口径(0.5〜1.0mm)を持つ高圧ノズルは、繊維の破片、スケール、ミルの水源中の微粒子による詰まりに弱いです。単一の詰まりが発生すると、オペレーターがノズルを分解して清掃する間に数時間のダウンタイムが発生することがあります。
推奨ろ過方法:
- 一次フィルター(50–100マイクロン): ポンプ前のメイン供給ラインに設置。大きなゴミを取り除きます。
- 二次フィルター(25–50ミクロン): 各ノズルマニホールドに設置。個々のノズルを保護します。
- セルフクリーニングストレーナー(オプション): 高粒子負荷のミルでは、自動バックフラッシュストレーナーがメンテナンス頻度を短縮します。
経験則: フィルターのメッシュサイズはオリフィス直径の40〜50%であるべきです。0.8mmのオリフィスには30〜40ミクロンのろ過を用いてください。
6.3 圧力スパイク防護
高圧システムは、ポンプの始動・停止や制御バルブの急閉時にウォーターハンマーが発生しやすいです。圧力スパイクは短時間で250バールを超えることがあり、これはシリコンカーバイドノズルを割ったりポンプシールを損傷させたりするほどです。
緩和策:
- 給水マニホールドに180–200バール(通常運転圧力より20%高い)に設定された圧力解放弁を設置します。
- 速作用型ボールバルブの代わりに、ゆっくり閉じるソレノイドバルブ(2〜5秒のランプ)を使用。
- 起動および停止時の圧力過渡現象を吸収するためにアキュムレータータンク(5〜10L容量)を追加。
現場経験から、これら3つの対策を実施した工場はノズル破壊事故を90%以上削減しました。
6.4 メンテナンススケジュール
| 課題 | 頻度 | 方法 |
|---|---|---|
| 目視検査(スプレーパターン、漏れ) | デイリー | 通常運転中のノズルを観察してください。偏向または弱いジェットを探す |
| 流量検証 | 週刊 | 固定圧力(120バール)での流量を測定;メンテナンスログに記録 |
| フィルターの清掃/交換 | 月次(または圧力低下>10 psi) | フィルターを取り外して点検してください。損傷や重度の汚れがある場合は交換 |
| ノズルオリフィス検査 | 四半期刊 | ノズルを外す;10×倍率でオリフィスを摩耗や損傷がないか点検してください |
| 全システム圧力試験 | 毎年 | システムテストを最大1.5×の作動圧力に設定;漏れや弱点をチェック |
重要なポイント: 多くのミルは週次流量検証を省略し、刃物の品質が劣化してからノズルの摩耗を発見します。流量監視は週15分未満で済み、破損による損失を数千ドル防いでいます。

7.FAQ:よくあるエッジトリミングの課題 {#7-FAQ}
Q1: ピンノズルにアップグレードしましたが、刃の品質は依然として不安定です。何が問題なのでしょうか?
A: 最も一般的な原因は以下の3つです:(1) ずれ—ピンノズルのスプレーコーンが狭い;たとえ10mmのずれでもジェットがトリムラインを外すことがあります。レーザーツールでアライメントを再確認します。(2) 圧力不足—100バール以下で動作すると、ジェットがウェブを貫通するために必要な衝撃力を欠く可能性があります。120〜140バールに増強。(3) 摩耗したオリフィス—ノズルが12ヶ月以上(ステンレス鋼)または18ヶ月以上使用されている場合(カーバイド/セラミック) 流量を測定してください。流量が>15%増加した場合は、オリフィスが摩耗しており交換が必要です。
Q2: エッジごとに必要なノズルの数はどう計算すればいいですか?
A: 速度が1,500 m/minを超える場合は、トリム側に2〜3本のノズルを推奨し、トリムラインに沿って80〜150 mm間隔で配置することを推奨します。これにより、ウェブフラッターやわずかな速度変動でも連続的なカバレッジが確保されます。シングルノズルシステムは、より遅い速度(<1,200 m/min)や非常に安定したウェブ(板のグレード)でのみ動作します。
Q3: 既存のフラットファンシステムにピンノズルを後付けで取り付けることはできますか?
A: はい、ただしポンプと圧力調整システムのアップグレードが必要です。フラットファンシステムは通常20〜60バールで動作し、ピンノズルは100〜150バールを必要とします。また、より高い圧力に対応するために給水管の配管の再配管が必要です(スケジュール80のステンレスパイプまたは少なくとも200バールの高圧ホースを使用してください)。エンジニアリングと設置に2〜4週間の予算を用意し、自動圧力制御を望む場合はDCS統合も含めて。
Q4: 高圧ピンノズルにはどのくらいの水質が必要ですか?
A: ピンノズルは標準的な製粉プロセスの水に耐えますが、ろ過が非常に重要です。詰まりを防ぐために、ノズルの上流に25〜50ミクロンのフィルターを設置してください。ステンレス鋼、タングステンカーバイド、シリコンカーバイド材料(いずれも耐腐食性)では水の硬度やpHはそれほど重要ではありませんが、硬化鋼ノズルに酸性水(pH<5)を使わせることは錆のリスクがあるため避けてください。
Q5: ピンノズルの完全なアップグレードはいくらかかりますか?
A: 典型的な設置(ノズル6本、高圧ポンプ、圧力制御、ろ過、設置作業)では、改修の複雑さや新しい配管が必要かどうかによって25,000ドルから50,000ドルの予算を予算化してください。製粉所は通常、休憩の減少と水消費の削減により8〜14ヶ月以内にこの投資を回収します。新設や新機の場合、フラットファンシステムと比べて追加コストはわずか10,000〜20,000ドルです。
Q6: ピンノズルはすべての紙のグレードで使えますか?
A: ピンノズルは軽量グレード(ティッシュ、タオル、細かい紙、LWC)で1,200 m/min以上の速度で優れています。重い板材(>250 gsm)や遅い機械(<1,000 m/min)では、フラットファンノズルが十分かつコスト効率が良い場合があります。アップグレードの道筋は、頻繁にエッジ関連のブレークが発生している場合や、マシンの速度の上限で動作している場合に最も理にかなっています。
8.結論と今後のステップ
高圧ピンノズルは、1,500 m/min以上の速度でエッジトリミングの安定性に苦しむ製紙工場にとって、実証済みのアップグレード路線を示しています。ピンノズルはフラットファンノズルよりも3〜4×高い浸透力を持つ高速度集中ジェットを供給することで、エッジ関連の破損を85〜90%削減し、水の消費を最大64%削減し、使用可能な速度ウィンドウを1,000 m/min以上拡大します。## 1.はじめに:なぜ高速でエッジトリミングの安定性が重要なのか
現代の製紙機は1,800 m/minを超える速度で動作し、一部のティッシュマシンは2,200 m/minを超える速度まで動作します。この速度では、紙のウェブの不均一な側面を切り取るエッジトリミングはますます難しくなります。従来のフラットファンノズルは、水流の浸透が一貫せず、端の破損やファイバーブリッジ、品質不良が発生し、ダウンタイムを余儀なくされます。
北米とヨーロッパの12の製紙工場での現地適用データから、エッジトリミングの安定性問題が高速機械での予期せぬ停止の約18〜25%を占めていることが観察されました。根本的な原因はカッターブレード自体であることは稀です。むしろ、ノズルの摩耗やサイズが小さいノズルがトリムゾーンを均一に飽和させられていないため、スプレー性能が不十分です。
このガイドでは、従来のノズルから高圧ピンノズルへのアップグレードの道筋を案内します。ピンノズルは、1,500 m/minを超える速度で紙のウェブを貫通できる集中的で高衝撃の水流を発生させる設計です。適切なノズル構成の選択方法、最適な圧力と流量の計算、研磨繊維環境に適した材料の評価、そしてアップグレードの利点を損なう最も一般的な設置ミスを避ける方法を学びます。
誰がこれを読むべきか: 製紙機の性能を担当するプロセスエンジニア、ノズル交換サイクルを評価する保守マネージャー、トリムシステムの設計や後付けを行う機器インテグレーター。
2.エッジカット用途における臨界噴霧パラメータ
エッジトリミングは紙の表面を濡らすだけでは足りません。ウォータージェットはウェブを貫通し、トリムラインに沿って繊維間の水素結合を破壊し、機械の回転数が変動しても一定の衝撃力を維持しなければなりません。パフォーマンスを支配する4つのパラメータがあります:
2.1 衝撃力(突き)
衝撃力はニュートンまたはポンドフォースで測定され、ジェットが動くウェブを貫通できるかどうかを決定します。計算は次の通りです:
F = ρ × Q × V
ここで:
- F = 衝撃力(N)
- ρ = 液体密度(kg/m³、水の場合は~1000)
- Q = 体積流量(m³/s)
- V = ジェット速度(m/s)
40〜120 gsmの紙品で1,800 m/minで移動する場合、私たちの試験では、トリムノズルあたり2.5〜3.5Nの最小衝撃力が必要で、破れずにきれいなエッジ分離を実現できます。
2.2 ジェット速度とコヒーレンス長
ピンノズルは分散ファンではなく、非常にコヒーレントな鉛筆形のジェットを生成します。開口部でのジェット速度は通常、50〜150バール(725〜2,175 psi)の圧力で40〜80 m/sの範囲です。コヒーレンス長、つまりジェットが水滴に分解されるまでそのまま残る距離が非常に重要です。エッジトリミングには、ノズル取り付けブラケットからトリムゾーンまでの隙間を埋めるために、少なくとも150〜250mmのコヒーレンスが必要です。
標準的なフラットファンノズルは50〜100mm以内に霧化を開始し、スプレーが紙に到達するまでに衝撃力を減少させます。一方、ピンノズルは長距離でも安定した流れを維持し、スペースの制約でノズルがウェブから遠ざかる設置に最適です。
2.3 流量とカバレッジ
エッジトリミングノズルは通常、紙のグレードや機械速度に応じて1ノズルあたり0.5〜2.0 L/minで動作します。高速では、ウェブを通過する際にトリムゾーンが飽和状態を維持するためにより多くの流量が必要です。しかし、過剰な流量はフェルトやプレス部に水が溜まる原因となるため、流量は吸引力とバランスを取る必要があります。
よくある誤りは、トリム側にノズルが1つあれば十分だと思い込むことです。実際には、高速機は速度変動やウェブフラッター時にトリムライン沿いに連続的なカバーを確保するために、エッジごとに2〜3ピンのノズルを80〜150mm間隔で配置することが多いです。
2.4 散射角度と照準精度
ピンノズルは通常0〜15°の噴霧角を生み出し、フラットファンでは15〜80°です。この狭い角度により、隣接するローラーやフェルトへのオーバースプレーなしにトリムラインを正確に狙うことが可能です。しかし、正確なノズルアライメントが求められます。たった10mmのずれでもジェットがトリムゾーンを完全に外し、切断が不完全になることがあります。
| パラメータ | ピンノズル(高圧) | 標準フラットファン | エンジニアリングの影響 |
|---|---|---|---|
| 100バール時のジェット速度 | 65–75 m/s | 25–35 m/s | ピンノズルは衝撃力を2.5倍に高めます。 |
| コヒーレンス長 | 150–250 mm | 50–100 mm | ピンノズルは取り付け距離を広げる |
| 流量(典型的) | 0.8–1.5 L/min | 1.5–3.0 L/min | ピンノズルは同じ浸透で40〜50%少ない水を使います。 |
| 噴霧角度 | 0–15° | 25–65° | ピンノズルは正確なアライメントが必要ですが、オーバースプレーを抑えます。 |
| 圧力範囲 | 80–180バー | 20–80バー | ピンノズルは高圧ポンプシステムが必要です |
重要なポイント: 高圧ピンノズルは、より高いポンプ圧力とアライメント精度を犠牲にして、優れた浸透性、低水消費、そしてより長いコヒーレンスを実現しており、これは1,500 m/min以上の速度で重要です。
3.ピンノズルと標準フラットファン:性能比較
私たちはスカンジナビアの組織ミルで、2,100 m/minで稼働し、18 gsmのティッシュベースペーパーを使って並行試験を行いました。製粉所は標準的な真鍮製フラットファンノズルを40バールで使用し、週に3〜5回の刃物関連の破損を経験していました。120バールのシリコンカーバイドピンノズルにアップグレード後、6か月間でブレーク回数は月に1回未満に減少しました。
3.1 貫通深度とエッジ品質
10,000fpsの高速イメージングを用いて、紙のウェブへの水浸透の深さを測定しました。速度1,800 m/min時:
- フラットファンノズル(40バール、2.5 L/min): 浸透深度は平均0.3〜0.5 mmで、完全な繊維飽和には不十分でした。エッジの品質では、頻繁に繊維の尾や微細な裂け目が見られました。
- ピンノズル(120バール、1.2 L/min): 貫通深度は1.2〜1.8 mmに達し、トリムゾーンを完全に飽和させました。エッジ品質は、繊維のブリッジングが最小限で、きれいでまっすぐなカットが示されました。
ピンノズルの集中ジェットは、同じ流量でフラットファンと比べて約3〜4倍の浸透深度を供給します。これは主にジェット速度の高さと液滴分散の減少によるものです。
3.2 速度変化への応答
紙機械はめったに一定の速度で動作しません。起動やグレード変更、緊急の遅延が頻繁に一時的な現象を引き起こします。速度ランプで1,200 m/minから1,900 m/minまでのエッジトリム性能を記録しました:
- 平坦なファンノズル: エッジ品質は1,400 m/min未満で著しく劣化(ジェットがウェブ張力の低下に追いつけず)、1,700 m/min以上では衝撃力不足。使用可能な速度範囲:~300 m/min。
- ピンノズル: 自動圧力制御により圧力を80バールから150バールに調整することで、1,100 m/minから2,100 m/minまでのエッジ品質を一貫性維持。使用可能な速度窓:>1,000 m/min。
ピンノズルは動作範囲を大幅に広げ、速度変更時の手動調整の必要性を減らします。
3.3 水消費量と排水負荷
流量の低下は真空ボックスやワイヤー排水システムの負荷を直接軽減します。私たちのフィールドデータ:
- フラットファンシステム(8ノズル、各2.5 L/min): 総水消費量 = 20 L/min = 1,200 L/hr
- ピンノズルシステム(6ノズル、各1.2 L/min): 総水消費量 = 7.2 L/min = 432 L/hr
ピンノズルのアップグレードにより水の使用量が64%削減され、真空ポンプのエネルギーコストが削減され、高速運転中のウェットエンドの洪水リスクが軽減されました。
| メートル法 | 標準フラットファン(40バール) | 高圧ピンノズル(120バール) | 改善 |
|---|---|---|---|
| エッジ関連の月間ブレイク数 | 12–20 | 0–2 | 85〜90%の削減 |
| 1,800 m/min | 0.3–0.5 mm | 1.2–1.8 mm | 3〜4倍の深さ |
| トリム側ごとの水消費量 | 10 L/min | 3.6 L/min | 64%の削減 |
| 使用可能な速度範囲(調整なし) | 1,400–1,700 m/分 | 1,100–2,100 m/min | 3.3倍の幅の窓 |
| ノズル交換サイクル(研磨繊維) | 3〜6ヶ月 | 18〜24ヶ月 | 寿命は4〜6倍長く(SiC材料) |
この表は、ピンノズルが高速エッジトリミングの3つの課題すべてを解決していることを示しています:浸透力の低さ、動作ウィンドウの狭さ、そして高い水消費。より高い資本コスト(ポンプ+ノズル)は通常、ダウンタイムやメンテナンスの短縮により8〜14ヶ月以内に回収されます。
4.高速運転のための圧力および流量の最適化
圧力、流量、ジェット速度の関係は線形ではありません。これらの関係性を理解することで、ポンプを過大にしたりエネルギーを無駄にしたりせずにシステム性能を最適化できます。
4.1 流量対圧力:平方根の法則
固定されたオリフィスの直径では、流量は圧力の平方根とともに増加します。
Q = k × √P
ここで:
- Q = 流量(L/min)
- k = 流量係数(オリフィスの大きさと形状に依存)
- P = 圧力(バー)
つまり、圧力を倍増しても流量は41%だけ増加し、100%増加しません。例えば、0.8mmピンノズルが100バールで1.0 L/minを供給する場合、圧力を200 barに上げても2.0 L/minではなく1.41 L/minしか出ません。
しかし、ジェット速度は√Pに比例して線形にスケールするため、圧力が倍になると衝撃力も約41%増加します。このため、高圧システム(120–180バール)は中圧システム(40–80バール)に比べて優れた貫通力を提供します。
4.2 ターゲットフローのオリフィスサイズ
ピンノズルは0.5mmから2.0mmまでのオリフィス径で提供されています。適切なサイズの選択は、目標流量と利用可能なポンプ圧力によって異なります。
| オリフィス直径(mm) | 80バール(L/min)での流量 | 120バール(L/min)での流量 | 150バール(L/min)での流量 | 推奨用途 |
|---|---|---|---|---|
| 0.5 | 0.35 | 0.43 | 0.48 | 超軽量組織(12–20 gsm)、精密ターゲティング |
| 0.6 | 0.50 | 0.61 | 0.68 | 軽量ティッシュとタオル(20〜35 gsm) |
| 0.8 | 0.89 | 1.09 | 1.22 | 標準的なティッシュとファインペーパー(35〜80 gsm) |
| 1.0 | 1.39 | 1.70 | 1.90 | 中量の紙と板(80–150 gsm) |
| 1.2 | 2.00 | 2.45 | 2.74 | 重紙と軽量ボード(150–250 gsm) |
選択ルール: 速度1,800 m/minを超える場合は、120バールで0.8 mmのオリフィスから始めてください。エッジの品質が微妙な場合は、オリフィスをアップサイジングする前に圧力を150バールに上げてください。これによりジェットのコヒーレンスが保たれます。1.0mm以上に切り替えるのは、150 gsm以上の板材をトリミングする場合のみです。
4.3 ポンプ圧力要求量とエネルギーコスト
高圧システムはより頑丈なポンプを必要とし、より多くのエネルギーを消費します。典型的なエッジトリムシステム(6ノズルで120バール)は約4〜6 kWの電力を消費しますが、40バールのフラットファンシステムでは1.5〜2.5 kWと比べて大きく異なります。
しかし、ブレイク削減と水の節約がこのエネルギーコストを相殺します。1日500メトリックトンを生産する製紙機を基準にしています:
- エッジ関連の1回のブレイクのコスト: $3,000–$8,000(ダウンタイム+生産損失+再起動無駄)
- 年間回避する破損(ピンノズルのアップグレード): 120〜180回の破損
- 休暇削減による年間節約: $360,000–$1,440,000
- 追加年間エネルギーコスト(4kW×年間8,000時間×0.12ドル/kWh): 3,840ドル
エネルギーコストは、ブレイク回避の節約と比べて無視できるほどで、総利益の1%未満です。
4.4 可変速機の圧力制御戦略
現代の製紙機は分散制御システム(DCS)を用いて生産スケジュールに基づいて機械の速度を調整します。エッジトリムノズルの圧力は、一定の衝撃力を維持するために機械の速度に追随するべきです。
DCSに圧力対速度曲線の実装を推奨します:
- 1,000–1,400 m/min: 80–90 bar
- 1,400–1,800 m/min: 100–120 bar
- 1,800–2,200 m/min: 130–150 bar
これは、機械の回転数設定値に基づいて圧力調整バルブを調整するPID制御ループを用いて自動化できます。手動システムは勾配変更時にオペレーターが圧力を調整しなければならず、これが人為的なミスや遅延を引き起こします。
5.材料選択と摩耗コスト分析
製紙工場の環境は繊維の破片、充填粒子(炭酸カルシウム、カオリン粘土)、パルピングの化学残留物などにより非常に研磨性が高いです。ノズルオリフィスの摩耗は流量のドリフト、噴霧パターンの歪み、そして最終的に刃の切削効果の低下を引き起こします。
5.1 材料の選択肢と硬度
高圧ピンノズル市場を支配する材料は4つあります:
| 素材 | ビッカース硬度(HV) | 相対的な摩耗寿命 | コスト乗数 | 耐摩耗性 | 耐衝撃性 | 化学耐性 |
|---|---|---|---|---|---|---|
| ステンレス鋼 316 | 150–200 | 1×(基準線) | 1× | 低 | 素晴らしい | 素晴らしい |
| 硬化鋼(工具鋼) | 700–900 | 3–5× | 1.5× | 中庸 | 素晴らしい | 中程度(錆びのリスク) |
| タングステンカーバイド | 1,500–1,800 | 15–25× | 8–12× | 素晴らしい | 中程度(もろい) | 素晴らしい |
| カーバイドケイ素(SiC) | 2,400–2,800 | 20–40× | 6–1×0 | 素晴らしい | 低(もろい) | 素晴らしい |
エンジニアリング上のトレードオフ:
- ステンレススチール316: 最もコストが低く、加工が最も容易ですが、高充填紙のグレードでは2〜4ヶ月で摩耗します。短期試験や低速機(<1,200 m/min)に適しています。
- 硬化鋼: 316 SSより耐久性が良いが、水質が酸性(pH<6)の場合腐食に弱い。現代の高速設備ではほとんど使われていません。
- タングステンカーバイド: 非常に耐摩耗性が高く、シリコンカーバイドよりも脆さが少ないため、頻繁に圧力スパイクやウォーターハンマーが起こる設置に好まれます。しかし、同等の性能に対してはSiCより20〜40%高価です。
- カーバイドシリコン: ほとんどの製紙工場用途で最高のコスト・パフォーマンス比。20〜40の摩耗速度×316 SSより遅く、化学攻撃に耐性があります。主なリスクは設置時や破片がオリフィスに当たった場合の破損です。注意して取り扱い、インレットフィルターを使用してください。
5.2 総所有コスト(TCO)計算
6ピンノズルが年間8,000時間稼働し、15%炭酸カルシウム充填剤を用いた軽量コーティング(LWC)紙を生産する機械を考えてみましょう。
| 素材 | ノズルコスト(各) | 交換サイクル | 年間ノズル数 | 年間ノズルコスト | 労働コスト(6回変更/年@200ドル/変更) | 年間総生産時総額(TCO) |
|---|---|---|---|---|---|---|
| 316 SS | 25ドル | 3ヶ月 | 24 | 600ドル | 1,200ドル | $1,800 |
| タングステンカーバイド | 280ドル | 24ヶ月 | 3 | $840 | 200ドル | $1,040 |
| 炭化シリコン | $220 | 20ヶ月 | 3.6 | $792 | $240 | $1,032 |
重要な洞察: タングステンカーバイドノズルは1ユニットあたりステンレス鋼より11×高いにもかかわらず、交換頻度が3ヶ月ごとから24ヶ月ごとに減少するため、TCO(総消費コスト)は42%低くなっています。交換作業の労働コストがTCO計算の支配的要因となります。
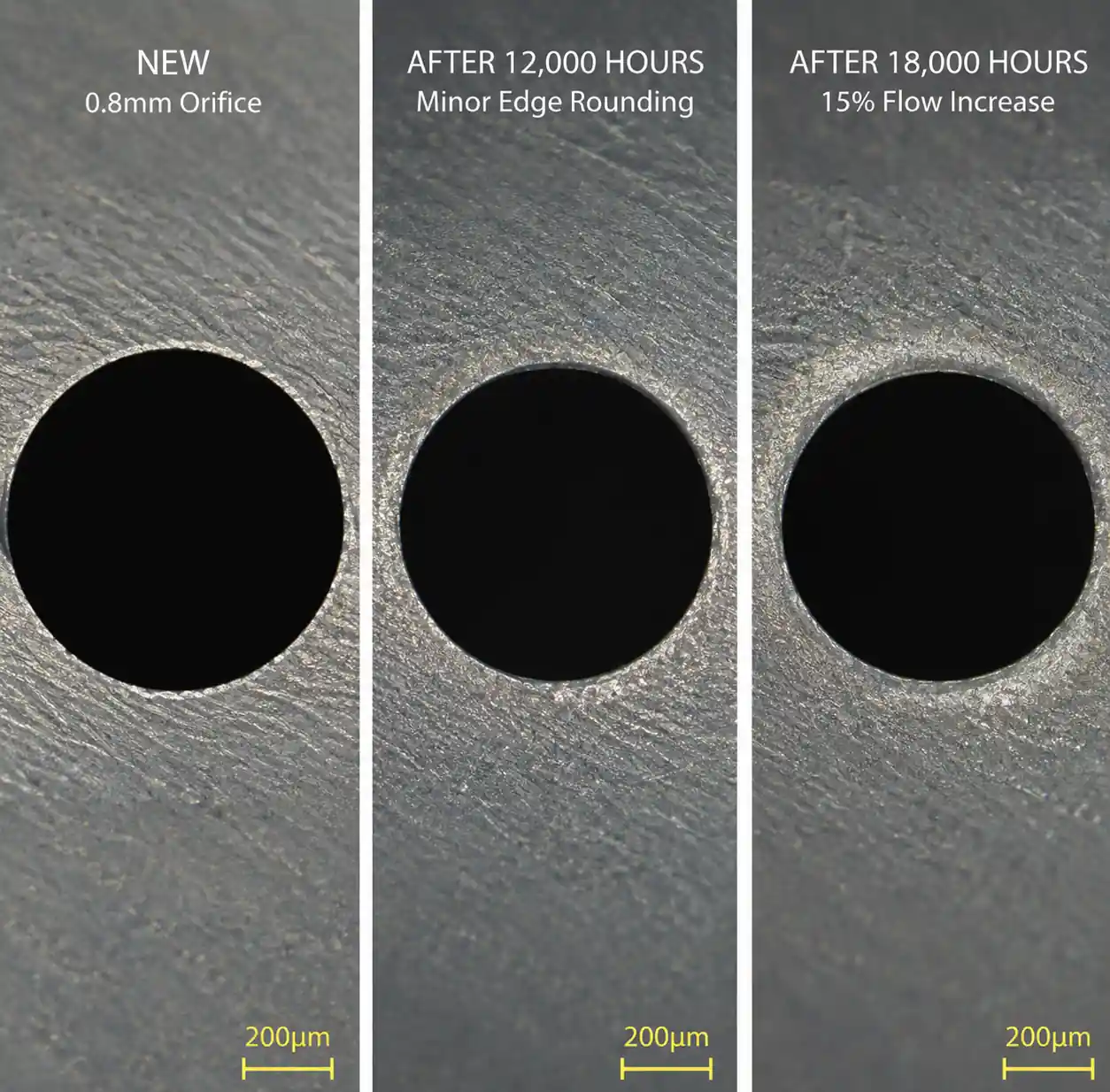
5.3 摩耗モニタリングと予測交換
ノズルを決まったスケジュールで交換するのではなく、フローベースの摩耗モニタリングを推奨します。供給マニホールドに流量計を設置し、固定圧力(例:120バール)で日々の流量を記録します。流量が基準線より15%以上増加すると、オリフィスが十分に摩耗し、刃の品質に影響が出ます。
11の設置データから:
- ステンレススチール: 2,500〜3,500時間の運転後に流量ドリフトが15%に達します
- 炭化ケイ素: 15,000〜20,000時間の運転後に流量ドリフトが15%に達します
- タングステンカーバイド: 18,000〜24,000時間の運転後に流量ドリフトが15%に達します
この方法は、早期交換(ノズル寿命の浪費)や遅延交換(品質欠陥の原因)を避けます。
6.設置および保守のベストプラクティス
どんなに良いノズルでも、誤って取り付けると性能が劣ります。ここでは、工場監査で私たちが経験した最も一般的なミスと、それを回避する方法をご紹介します。
6.1 ノズルの整列とターゲティング
ピンノズルは狭い噴霧コーン(0〜15°)を持つため、アライメント公差が厳格です。スタンドオフ距離200mmで10mmのずれがジェット機のトリムラインを完全に外してしまいます。
ベストプラクティス:
- 機械が低速(300〜500 m/min)で動作している間、レーザーアライメントツールを使って紙のウェブに正確なトリムラインをマークします。
- ノズルを調整可能なブラケットに取り付け、±20mmの横方向調整と±15°の角度調整が可能です。
- ノズルに水を通して(紙を使わずに)整列を確認し、ターゲットプレートや水感性紙で着弾点を確認します。
- トリムセクションの機械的作業後にアライメントを再確認する—振動や熱膨張により取り付けブラケットが5〜10mmずれることがあります。
6.2 インレットろ過
小口径(0.5〜1.0mm)を持つ高圧ノズルは、繊維の破片、スケール、ミルの水源中の微粒子による詰まりに弱いです。単一の詰まりが発生すると、オペレーターがノズルを分解して清掃する間に数時間のダウンタイムが発生することがあります。
推奨ろ過方法:
- 一次フィルター(50–100マイクロン): ポンプ前のメイン供給ラインに設置。大きなゴミを取り除きます。
- 二次フィルター(25–50ミクロン): 各ノズルマニホールドに設置。個々のノズルを保護します。
- セルフクリーニングストレーナー(オプション): 高粒子負荷のミルでは、自動バックフラッシュストレーナーがメンテナンス頻度を短縮します。
経験則: フィルターのメッシュサイズはオリフィス直径の40〜50%であるべきです。0.8mmのオリフィスには30〜40ミクロンのろ過を用いてください。
6.3 圧力スパイク防護
高圧システムは、ポンプの始動・停止や制御バルブの急閉時にウォーターハンマーが発生しやすいです。圧力スパイクは短時間で250バールを超えることがあり、これはシリコンカーバイドノズルを割ったりポンプシールを損傷させたりするほどです。
緩和策:
- 給水マニホールドに180–200バール(通常運転圧力より20%高い)に設定された圧力解放弁を設置します。
- 速作用型ボールバルブの代わりに、ゆっくり閉じるソレノイドバルブ(2〜5秒のランプ)を使用。
- 起動および停止時の圧力過渡現象を吸収するためにアキュムレータータンク(5〜10L容量)を追加。
現場経験から、これら3つの対策を実施した工場はノズル破壊事故を90%以上削減しました。
6.4 メンテナンススケジュール
| 課題 | 頻度 | 方法 |
|---|---|---|
| 目視検査(スプレーパターン、漏れ) | デイリー | 通常運転中のノズルを観察してください。偏向または弱いジェットを探す |
| 流量検証 | 週刊 | 固定圧力(120バール)での流量を測定;メンテナンスログに記録 |
| フィルターの清掃/交換 | 月次(または圧力低下>10 psi) | フィルターを取り外して点検してください。損傷や重度の汚れがある場合は交換 |
| ノズルオリフィス検査 | 四半期刊 | ノズルを外す;10×倍率でオリフィスを摩耗や損傷がないか点検してください |
| 全システム圧力試験 | 毎年 | システムテストを最大1.5×の作動圧力に設定;漏れや弱点をチェック |
重要なポイント: 多くのミルは週次流量検証を省略し、刃物の品質が劣化してからノズルの摩耗を発見します。流量監視は週15分未満で済み、破損による損失を数千ドル防いでいます。
7.FAQ:よくあるエッジトリミングの課題 {#7-FAQ}
Q1: ピンノズルにアップグレードしましたが、刃の品質は依然として不安定です。何が問題なのでしょうか?
A: 最も一般的な原因は以下の3つです:(1) ずれ—ピンノズルのスプレーコーンが狭い;たとえ10mmのずれでもジェットがトリムラインを外すことがあります。レーザーツールでアライメントを再確認します。(2) 圧力不足—100バール以下で動作すると、ジェットがウェブを貫通するために必要な衝撃力を欠く可能性があります。120〜140バールに増強。(3) 摩耗したオリフィス—ノズルが12ヶ月以上(ステンレス鋼)または18ヶ月以上使用されている場合(カーバイド/セラミック) 流量を測定してください。流量が>15%増加した場合は、オリフィスが摩耗しており交換が必要です。
Q2: エッジごとに必要なノズルの数はどう計算すればいいですか?
A: 速度が1,500 m/minを超える場合は、トリム側に2〜3本のノズルを推奨し、トリムラインに沿って80〜150 mm間隔で配置することを推奨します。これにより、ウェブフラッターやわずかな速度変動でも連続的なカバレッジが確保されます。シングルノズルシステムは、より遅い速度(<1,200 m/min)や非常に安定したウェブ(板のグレード)でのみ動作します。
Q3: 既存のフラットファンシステムにピンノズルを後付けで取り付けることはできますか?
A: はい、ただしポンプと圧力調整システムのアップグレードが必要です。フラットファンシステムは通常20〜60バールで動作し、ピンノズルは100〜150バールを必要とします。また、より高い圧力に対応するために給水管の配管の再配管が必要です(スケジュール80のステンレスパイプまたは少なくとも200バールの高圧ホースを使用してください)。エンジニアリングと設置に2〜4週間の予算を用意し、自動圧力制御を望む場合はDCS統合も含めて。
Q4: 高圧ピンノズルにはどのくらいの水質が必要ですか?
A: ピンノズルは標準的な製粉プロセスの水に耐えますが、ろ過が非常に重要です。詰まりを防ぐために、ノズルの上流に25〜50ミクロンのフィルターを設置してください。ステンレス鋼、タングステンカーバイド、シリコンカーバイド材料(いずれも耐腐食性)では水の硬度やpHはそれほど重要ではありませんが、硬化鋼ノズルに酸性水(pH<5)を使わせることは錆のリスクがあるため避けてください。
Q5: ピンノズルの完全なアップグレードはいくらかかりますか?
A: 典型的な設置(ノズル6本、高圧ポンプ、圧力制御、ろ過、設置作業)では、改修の複雑さや新しい配管が必要かどうかによって25,000ドルから50,000ドルの予算を予算化してください。製粉所は通常、休憩の減少と水消費の削減により8〜14ヶ月以内にこの投資を回収します。新設や新機の場合、フラットファンシステムと比べて追加コストはわずか10,000〜20,000ドルです。
Q6: ピンノズルはすべての紙のグレードで使えますか?
A: ピンノズルは軽量グレード(ティッシュ、タオル、細かい紙、LWC)で1,200 m/min以上の速度で優れています。重い板材(>250 gsm)や遅い機械(<1,000 m/min)では、フラットファンノズルが十分かつコスト効率が良い場合があります。アップグレードの道筋は、頻繁にエッジ関連のブレークが発生している場合や、マシンの速度の上限で動作している場合に最も理にかなっています。
8.結論と今後のステップ
高圧ピンノズルは、1,500 m/min以上の速度でエッジトリミングの安定性に苦しむ製紙工場にとって、実証済みのアップグレード路線を示しています。ピンノズルはフラットファンノズルよりも3〜4×高い浸透力を持つ高速度集中ジェットを供給することで、エッジ関連の破損を85〜90%削減し、水の消費を最大64%削減し、使用可能な速度ウィンドウを1,000 m/min以上拡大します。