





ノズル摩耗のレーザー測定が製鋼所のROIを最大化する方法
予期せぬミルの停止時間や、ロールインスケールのような表面欠陥は、冶金品質管理の専門家や工場管理者にとって究極の悪夢です。数十年にわたり、鉄鋼製造業は高圧のデスケールシステムを維持するために、反応的で視覚的に駆動されたアプローチに依存してきました。メンテナンスエンジニアはヘッダーを外し、ノズルを見て「もう一度運転できる」かどうかを推測していました。しかし、コストのかかる現実があります。肉眼でノズルの摩耗が見える頃には、すでに何千ドルもの無駄なポンプエネルギー、衝撃力の低下、劣化した鋼材の品質を失っているのです。
ここでノズル摩耗のレーザー測定がゲームを大きく変えます。主観的な目視検査からデータ駆動型の3Dレーザープロファイルメトリーへ移行することで、現代の製鉄所は微細な侵食を収益性を損なう前に捉える予測保守戦略を採用しています。この包括的なガイドでは、レーザー測定技術がどのように機能するのか、なぜデスケールノズル劣化の監視に優れた選択であるのか、そしてこのデータを活用してメンテナンス予算を正当化し、圧延工場の運用を最適化する方法を探ります。

目次
- ノズル摩耗のためのレーザー測定の理解:基本
- コアコンセプト簡略化
- 【ステップバイステップガイド:予測保守スケール除去システムの実装】(#3-step-by-step-guide-implementing-predictive-maintenance-descaling-systems)
- 【専門家のヒントと避けるべき一般的な落とし穴】(#4-expert-tips--よく避けるべき落とし穴)
- 【結論と最終思考】(#5-結論--最終思考)
- よくある質問(FAQ)
1.ノズル摩耗のためのレーザー測定の理解:基本
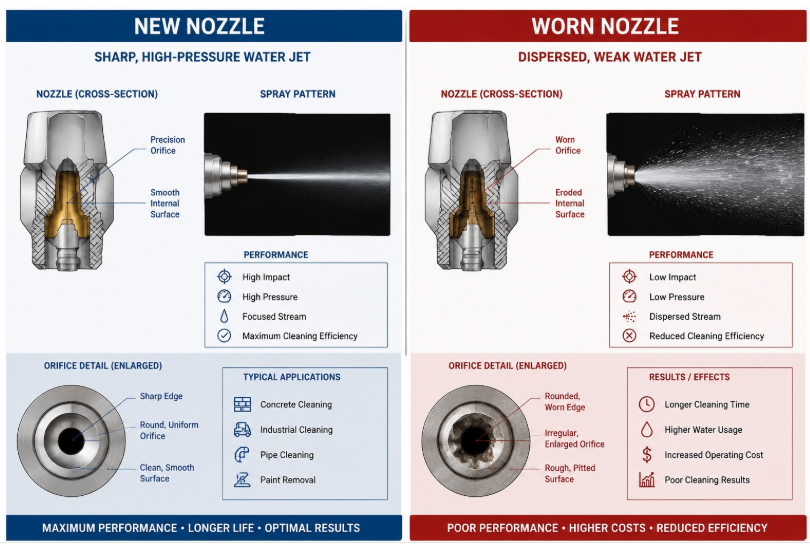
競争の激しい鉄鋼製造業において、精密さは単なる流行語ではありません。それが収益性の基準となります。高圧デスケールノズルは極端な環境で動作し、200〜400バールを超える圧力で水を噴射して、熱圧圧延鋼から酸化鉄(スケール)を粉砕して除去します。
時間が経つにつれて、高速の水はしばしば微細な粒子を運び、研磨性のある水ジェットのように働きます。ノズルの内部の形状を徐々に侵食します。
なぜこれは海外のB2Bバイヤーや工場管理者にとって重要な問題なのでしょうか? ノズルの摩耗は目に見えない泥棒だからです。開口部のサイズがわずか5%から10%増えるだけで、人間の目には全く検出できないほどで、システム全体に連鎖的な故障を引き起こします。
- 大量のエネルギー浪費: 穴が広がるにつれて、同じ圧力を維持するためにより多くの水量が必要になります。10%の摩耗で水の使用量が最大20%増加する可能性があります。高圧の多段遠心ポンプは大幅に多くの電力を消費し、静かにエネルギー効率のKPIを破壊します。
- 衝撃力の喪失:スケール除去の効率は水がもたらす「パンチ」に依存します。摩耗したノズルは鋭い噴霧パターンを失い、水がより広い範囲に広がり、1平方ミリメートルあたりの衝撃力を大幅に減少させます。
- 製品拒否: 衝撃力が低下すると、一次および二次のデスケールが失敗します。スケールが鋼材表面に巻き込まれ、高額なスクラップや格下げ、そして下流の顧客の不満を招きます。
レーザー測定を用いた予測保全スケール除去システムを実装することで、エンジニアはこの劣化を実証的に追跡できます。鋼材の故障やポンプの過負荷を待つ代わりに、ノズルがいつ故障するかを正確に予測し、計画されたダウンタイム中に交換をスケジュールできます。
2.コアコンセプトの簡略化
この文脈で非破壊検査(NDT)の価値を真に理解するためには、複雑な冶金用語を脱ぎ捨て、ノズルの摩耗と測定の基本的なメカニズムを見直す必要があります。
🔧 レーザープロファイルメトリー(3Dレーザースキャン)
標準的な木製定規で人間の髪の毛の太さを測ろうとするのを想像してみてください。それは不可能だ。マイクロメーターが必要です。従来のノズルの目視検査は、木製の定規を使うようなものです。
レーザープロフィロメトリーは、究極のマイクロメーターです。高精度な回転レーザービームを用いて、ノズル穴の内部を3次元(X軸、Y軸、Z軸)でマッピングします。数千のデータポイントをキャプチャして、オリフィスのデジタルツインを作成します。この技術は、人間の目では見えない穴の形状、テーパー、エッジの鋭さの微細な変化を検出します。ノズルが摩耗しているかどうかだけでなく、どこでどれくらいの速さまでも教えてくれます。
🔧 衝撃力の劣化(デスケールエネルギー)
衝撃力とは、水しぶきが熱い鋼に実際に与える物理的なパンチのことで、スケールを落とす力のことです。
庭のホースを思い浮かべてください。親指を端にかざして狭い水流を作ると、簡単に車道の土を吹き飛ばすことができます。しかし親指を離して、水が広く擦り切れた穴から広がると、水の力は失われて土の上に優しく流されるだけです。デスケールノズルが摩耗すると、内部のジオメトリが水を集中させる能力を失います。噴霧角度が広がり圧力が下がり、水は硬い酸化鉄スケールを砕く衝撃力を失います。
📊 比較:目視検査vs. 3Dレーザープロファイルメトリー
意思決定者がこの鮮明な対比を理解してもらうために、なぜ視覚的方法が高リスクの鉄鋼製造において時代遅れになったのかを説明します。
| 特徴量 / 計量 | 伝統的な目視検査 | 3Dレーザー測定(プロフィロメトリー) |
|---|---|---|
| 正確さ | 極めて低い(主観的) | 超高(マイクロンレベルの精度) |
| 検出閾値 | > 15-20%の摩耗(目に見えるダメージ) | < 1%の摩耗(微小な侵食) |
| データ出力 | 「見た目はまあまあ」か「見た目は悪そう」 | 正確な寸法データ、体積損失、3Dマッピング |
| 予測能力 | なし(反応的メンテナンス) | 高(時間経過による摩耗率を計算) |
| ポンプエネルギーへの影響 | ポンプが過負荷になるまで隠されている | エネルギースパイクを積極的に防ぐ |
| ROIの正当化経営陣に証明するのは難しい | ハードデータとコスト削減計算に裏付けられ |
3.ステップバイステップガイド:予知保全スケール除去システムの導入
データ駆動型の保守アプローチへの移行には体系的な方法論が必要です。ここでは、レーザー測定をプラントの標準作業手順(SOP)に統合するための確実でステップバイステップのガイドをご紹介します。
ステップ1:基準設定
摩耗を測る前に、「完璧」とは何かを知っておく必要があります。新しいノズルを購入する際は、バッチからランダムにサンプルを選び、初回の3Dレーザースキャンを行います。これがゼロアワーの基準幾何学を確立します。
ステップ2:検査間隔を定義する
予定されたシャットダウンを待って、測定のタイミングを推測しないでください。工場のトン数や水質に基づいて、厳格な間隔(例:500時間ごと、または10万トンの鋼圧延ごとに)を設定しましょう。ヘッダーを引き抜き、レーザープロフィロメーターを重要なノズルに通してください。
ステップ3:摩耗率を分析し、ROIを計算する
新しいスキャンデータをベースラインと比較してください。レーザーがオリフィスの容積が4%増加したと検出した場合、それが水ポンプに何を意味するか計算してください。
メンテナンスマネージャー向けのROI計算テンプレートの例 スキャン日:2023年10月15日 ノズルID:ヘッダー-A-Pos-04 基準口面積:10.00 mm² 現在の開口面積(レーザースキャン):10.60 mm²(6%の摩耗)
システムへの影響:
- 予想水流量増加:+12% /分
- 推定ポンプエネルギー廃棄物:ノズルあたり月額450ドル
- 対応が必要:次の予定されたダウンタイムにノズルを交換してください(ETA:14日)。
- 正当化:50ドルのノズルを交換することで450ドルのエネルギー節約と、5,000ドルのスクラップリスクを防げます。
3.1 シナリオA:ベースラインプロファイリングと材料選択
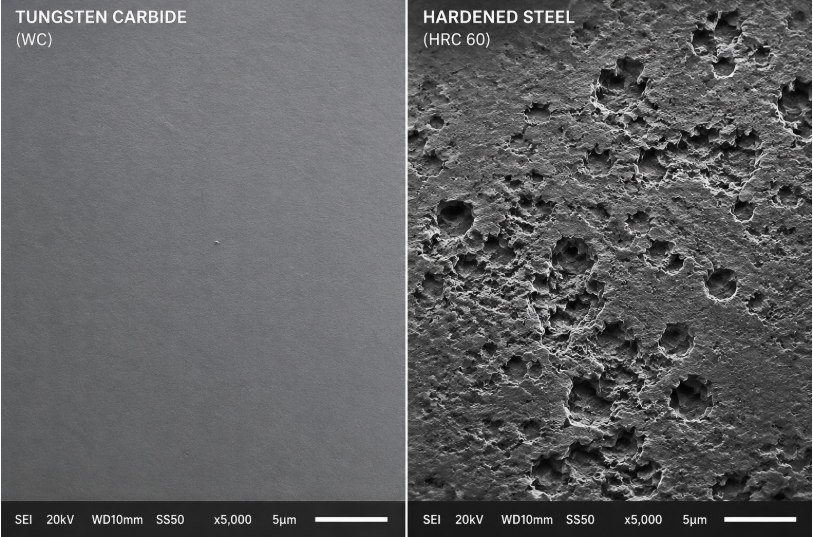
レーザー摩耗データの最も強力な応用の一つは、適切な材料を選ぶ手助けをすることです。異なる鋼材のグレードや水質によって、侵食の種類も異なります。3次元摩耗パターンを解析することで、冶金技術者は現在のノズル材料が早期に破損しているかどうかを判断できます。
例えば、レーザースキャンでオリフィス内に急速かつ激しいピットが見られた場合、水中には高濃度の研磨性シリカが含まれている可能性があります。この実証データは、材料をアップグレードするために必要な正確な正当性を提供します。工場の特定摩耗率に基づいてタングステンカーバイドと硬化鋼を自信を持って評価できます。メーカーの主張に頼る必要はありません。
材料選択データ表(レーザー摩耗プロファイルに基づく):
| ノズル材料 | 典型的な寿命(標準水) | 研磨粒子への耐性 | 最適 | 初期コストと長期ROIの比較 |
|---|---|---|---|---|
| 400シリーズ ステンレス | 3 - 6ヶ月 | 低 | 低圧二次冷却 | 過酷な環境での低コスト/低投資収益率 |
| 硬化工具鋼 | 6 - 12ヶ月 | 中 | 標準スケール除去ヘッダー | 中価格/中程度のROI |
| タングステンカーバイド | 18 - 36+ヶ月 | 非常に高い | 高圧一次スケール除去 | 高コスト/優れた長期投資収益率 |
3.2 シナリオB:油圧ショックとシステムダイナミクスの診断
時にはレーザー測定で、通常の水侵食ではなく激しいシステムダイナミクスによる摩耗パターンが明らかになることがあります。
油圧ショックは「ウォーターハンマー」として知られ、スケール除去システムのバルブが速く閉じることで発生します。これにより、音速でパイプ内を伝わる巨大で急激な圧力スパイクが生じます。それは内側からパイプを叩く物理的なハンマーのように振る舞います。
レーザースキャンで非対称な摩耗、微細な亀裂、またはノズル入口の突然の欠けが見つかった場合、それはウォーターハンマーの大きな警告サインです。摩耗したノズルはこれらの圧力スパイクによって完全に破壊されやすいです。3Dスキャンでこの特定の損傷の特徴を特定することで、エンジニアはノズルメーカーの責任を否定するのをやめ、バルブ閉鎖時間を調整したり、水圧式アキュムレーターを設置したりしてシステムを水撃から守る(https://www.nozzle-intellect.com/blogDetail/how-to-solve-water-hammer-in-descaling-systems-protecting-your-nozzles-and-piping-from-hydraulic-shock/36.html)を始めることができます。

4.専門家のアドバイスと避けるべき一般的な落とし穴
Eng-Tipsのようなエンジニアリングフォーラムを少しでも見ていると、保守専門家の間で繰り返されるテーマにすぐ気づくでしょう。それは、非技術的な管理に対して非破壊検査(NDT)機器のコストを正当化する苦労です。 プラントマネージャーはしばしばレーザープロファイルメトリーサービスや機器の初期費用を見て、抵抗し、「無料の」目視検査に固執することを好みます。
ここでは避けるべき一般的な落とし穴と、それを乗り越えるための専門家のアドバイスを紹介します。
- 落とし穴1:流量計のみに頼ること。 多くの工場は、メインヘッダー流量計を見るだけでノズルの摩耗を監視できると考えています。現実: ヘッダー流量計が水の使用量が大幅に増加したと判断した時点で、ノズルはすでにひどく摩耗しており、欠陥鋼材を圧延している可能性が高いです。流量計は骨材を測定します。レーザー測定は根本原因を測定します。
- 落とし穴2:「ポンプのペナルティ」を無視すること。 レーザー測定を経営陣に提案する際、エンジニアは鋼材表面の品質に過度に注目しがちですが(バッチが却下されるまで定量化が難しいです)。専門家のアドバイス: 投資収益率(ROI)はポンプエネルギーを中心に設定しましょう。ノズルの摩耗により容量が15%増えた数メガワットのデスケールポンプは、年間数万ドルの電力の無駄遣いが発生します。レーザー測定は純粋にエネルギー節約で自削を得ています。
- 落とし穴3:測定環境の標準化ができないこと。 汚れたノズルにレーザースキャナーを使うと、金属ではなく汚れをスキャンします。修正方法: 3Dレーザースキャンを行う前に、ノズルを超音波で清掃し、真の冶金侵食を測定してください。
!【ノズル摩耗の予知保全レーザースキャンと反応的目視検査】(https://www.nozzle-intellect.com//uploads/Predictive%20maintenance%20laser%20scanning%20versus%20reactive%20visual%20inspection%20for%20nozzle%20wear.png)
5.結論と最終的な感想
精密工学部品を肉眼で監視することは、現代の製鉄所がもはや許せない賭けです。レーザー測定技術をノズルのデスケーリング摩耗の監視に応用することで、反応的な推測と非常に収益性の高い予測保守の間のギャップを埋めます。
3Dレーザープロフィロメトリーを活用することで、ポンプのエネルギー利用を最適化し、表面欠陥を防止し、システムショックを診断し、特定の環境に最適な耐久性のある材料を選ぶために必要な実証データを得られます。
6. よくある質問(FAQ)
Q1: なぜ目視検査だけでノズルの摩耗を確認できないのですか? A: 肉眼で摩耗が見える時点で(15〜20%の浸食)、ノズルはすでに大きな損傷を引き起こしています。わずか5〜10%の開口部サイズが増えるだけで、目視では検出できませんが、水の消費量が最大20%増加し、ポンプエネルギーを浪費し、スケール除去の衝撃力を弱めます。3Dレーザープロフィロメトリーは、生産に影響を与える前に<1%の微細な摩耗を検出します。
Q2: レーザープロフィロメトリーはノズル測定にどのように機能しますか? A: 回転するレーザービームが内部ノズルの形状を3次元(X軸、Y軸、Z軸)でマッピングし、数千のデータポイントをキャプチャしてオリフィスのデジタルツインを作成します。形状、テーパー、刃の鋭さの微細な変化を検出し、どこでどれほど速く摩耗が起きているかを正確に明らかにします。
Q3: レーザー測定を実装することで期待できるROIは? A: レーザー測定は3つのチャネルで自らの利益を賄います。(1) ポンプのエネルギー節約—ノズルの摩耗による15%+の容量増加を防ぐこと、(2) 5,000ドル+のスクラップロットを引き起こす巻き込みスケール欠陥の排除、(3) 緊急停止を避けるための交換スケジュールの最適化。50ドルのノズル交換だけで月額450ドルのエネルギー節約が可能です。
Q4: デスケールノズルはどのくらいの頻度でレーザースキャンすればよいですか? A: 運用強度に応じて間隔を設定します。通常は500時間の運転時間ごと、または10万トンの鋼材圧延ごとにです。計画的なメンテナンス中にヘッダーを外し、重要なノズルをスキャンしてください。ゼロアワーの基準と比較して摩耗率を計算し、交換タイミングを予測しましょう。
Q5: どのような摩耗パターンがウォーターハンマーによる損傷を示していますか? A: 非対称な摩耗、微細な亀裂、3Dスキャンで明らかになるノズル入口の突然の欠けは油圧ショックの警戒サインです。通常の侵食は徐々に対称的です。ウォーターハンマーは激しく不規則な損傷を引き起こします。検出された場合は、油圧空気式アキュムレーターを設置し、ノズルの品質を責めるのではなくバルブ閉鎖時間を調整してください。
Q6:レーザーデータに基づくタングステンカーバイドノズルにアップグレードすべきでしょうか? A: レーザースキャンで水中のシリカなどの研磨粒子による急速なピッティングが確認された場合、タングステンカーバイドは18〜36+ヶ月の寿命を持ちますが、ステンレス鋼は3〜6ヶ月です。実証的な摩耗率データ(メーカーの主張ではなく)を用いて、長期的なROI計算で高い初期コストを正当化しましょう。
意思決定者向けの簡単な要約:
| 対価 | 製鉄所運営に関する重要なポイント |
|---|---|
| 核心の問題 | 目視検査では、衝撃力を損なう5〜10%の微細な摩耗を検出できず、膨大なポンプエネルギーの無駄遣いになります。 |
| 解決策 | 3Dレーザープロファイルメトリーは内部の開口部をマッピングし、生産に影響を与える前に微細な侵食を検出します。 |
| 財政的影響 | 巻き込まれたスケールの欠陥を防ぎ、高圧ポンプの電気コストを大幅に削減し、水の使用を最適化します。 |
| 戦略的優位高性能産業用ノズル(https://www.nozzle-intellect.com/application/high-performance-industrial-nozzles-for-steel-industry-descaling-cooling-solutions/14.html)へのアップグレードや油圧システムの欠陥修正を正当化するための確かなデータを提供します。 |
次のステップ: 見えない摩耗に余裕を削られるのはやめましょう。まずは現在のデスケールヘッダーの監査から始めましょう。専門のNDTサービス提供者と提携して既存のノズルにベースラインレーザースキャンを行い、そのデータをもとに隠れたエネルギー損失を計算しましょう。数字がそれを物語るでしょう。