





造船用途におけるスプレーノズルの選び方
造船作業では、鋼板表面処理や溶接冷却から貨物タンク清掃や消火システムに至るまで、数十の重要な用途で精密な噴霧が求められます。ノズルの仕様が不十分だと、コーティングの不均一なカバー、乾燥時間の延長、研磨ブラストでの早期摩耗、またはタンク洗浄システムにおけるIMOコンプライアンスの失敗を引き起こす可能性があります。このガイドでは、海洋製造や船舶装備におけるノズルの耐久性やプロセス信頼性を決定する工学的考慮点、性能パラメータ、材料選択基準を解説します。
目次
- 海洋用途の臨界噴霧パラメータ
- 造船プロセス向けノズルタイプ比較
- 材料選択と耐腐食性
- アプリケーション固有の選択ガイド
- 設置およびメンテナンスの考慮事項
- 総所有コスト分析
- 【よくある質問】(#7-よくある質問)
- 【結論と次のステップ】(#8-結論と次のステップ)
1.海洋用途における臨界噴霧パラメータ
造船用のスプレーノズルを選ぶには、流量、運転圧力、噴霧角度、滴の大きさ分布という4つの主要なパラメータをバランスよく考慮する必要があります。それぞれのパラメータは、コーティングの品質、冷却効率、洗浄効果に直接影響を与えます。
流量とカバレッジエリア
流量(通常はガロン毎分またはリットル毎分で測定)は、ターゲット表面をどれだけ速く覆えるかを決定します。塗装前の鋼板前処理洗浄では、通常1ノズルあたり0.5〜2.0 GPMを40 PSIで指定し、1分間80〜120平方フィートのカバー範囲を実現します。流量の増加はサイクルタイムを短縮しますが、水の消費量や廃棄コストを増加させます。これは廃水処理能力が限られているドライドック作業において重要です。
圧力と流量の関係は、ノズル流量係数である水理方程式 Q = K × √P に従います。圧力を倍増させることで流量は約1.41倍にしかならず、2倍にはなりません。この平方根関係を理解することで、ポンプの過大なサイズ化を防ぎ、ノズルの摩耗やオリフィスの拡大による性能低下を予測するのに役立ちます。
作動圧力と衝撃力
圧力が流量と噴霧の衝撃力の両方を決定します。化学タンカーの貨物タンク清掃において、IMOの要件では通常、タンク壁(最も遠い到達点で測定)に最小7〜12Nの衝撃力を用いて貨物残留物を押し流すことが義務付けられています。これにより、ノズル設計やタンク形状によっては、回転式タンク洗浄機の動作圧力が80〜150 PSIとなります。
これに対し、溶接後の冷却用途では、厚い鋼材断面での熱衝撃亀裂を防ぐために、穏やかで均一な噴霧が必要です。制御された蒸発冷却のために、過剰な流出なしに制御された蒸発冷却のために、30 PSI以下の運転圧力を推奨します。フルコーンノズルは200〜400ミクロンの水滴を発生させます。
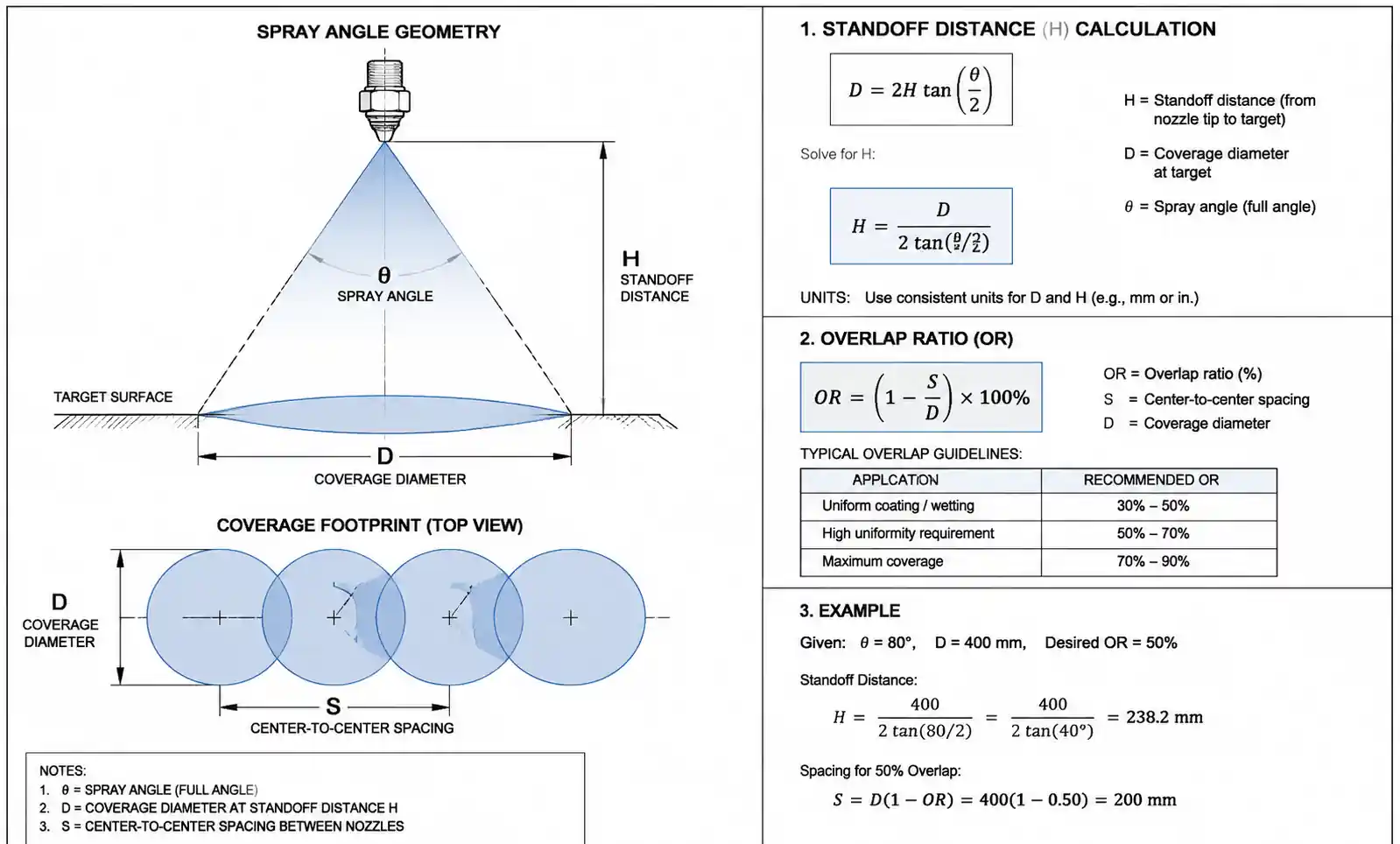
スプレー角度とカバレッジの重なり
噴霧角度(油圧ノズルは通常15°から120°)が、一定のスタンドオフ距離でのフットプリント幅を決定します。造船所の自動コーティングブースでは、重なり比率を次の式で計算します。
重なり(%)=[(S - H × tan(θ/2) × 2) / (H × tan(θ/2) × 2)] × 100
ここでS = ノズル間隔、H = スタンドオフ高さ、θ = 噴霧角度。
ほとんどのコーティング用途では、均一なフィルム厚みを確保するために50〜100%の重なりが必要です。重なりが下がると乾燥したストライプが生まれます。重複は材料を無駄にし、フラッシュオフ時間を延長します。18インチスタンドオフで40°フラットファンノズルの場合、50%の重なりを許容する最適な間隔は10〜12インチです。
液滴サイズ分布
液滴の大きさ(レーザー回折解析によるDv0.5またはDv0.9の値で特徴づけられる)は、蒸発速度、表面の濡れ、隙間の浸透に影響を与えます。微細な霧化(50〜150ミクロン)は、急速な蒸発冷却が求められる消火システムに有利です。粗スプレー(300〜800ミクロン)は、汚染物質を押しのけるために液滴の運動量が必要な洗浄作業により適しており、エアロゾルミストが発生し粒子を製造ホール内に広げるのを防ぎます。
防錆プライマー塗布の現場試験では、35 PSIで180〜250ミクロンの液滴を生成するノズルにより、過剰なオーバースプレーや垂直隔壁のたるみなく最適なフィルム構成を実現しました。
2.造船工程におけるノズルタイプ比較
異なる噴霧パターンは異なる造船作業に適しています。誤ったパターンタイプを選ぶことは、プロセス監査時に私たちがよく遭遇する仕様エラーの一つです。
| ノズルタイプ | スプレーパターン | 典型的な流量範囲 | ベストアプリケーション | インパクトフォース | 詰まりのリスク |
|---|---|---|---|---|---|
| フラットファン | 楕円形、テーパーエッジ | 0.05–5 GPM | 表面洗浄、コーティング(平らな面)、コンベヤーで運ばれる部品のすすぎ | 媒質(中心に濃縮) | 低(150メッシュにフィルターされた場合) |
| フルコーン | 円形、均一分布 | 0.1–50 GPM | 冷却(溶接継手、熱処理断面)、焼入れ、消火 | 低〜中(分布) | 中 |
| ホローコーン | リング型、開いた中心 | 0.05–10 GPM | タンク洗浄(遠心力による洗浄補助)、蒸発冷却、ガス洗浄 | 高い(周辺部) | 低 |
| 流れがしっかりしている | 集中ジェット | 0.5–100 GPM | 高圧スケール除去、切断、ハイドロブラスト | とても高い | とても低い |
| 空気アトマイズ | 細かい霧、制御された水滴サイズ | 0.01–2 GPM | 精密コーティング(小型部品)、脱型、潤滑剤塗布 | とても低い | 高(清潔で乾燥した空気が必要) |
塗装ライン用のフラットファンノズル
フラットファンノズルは楕円形のパターンを作り、中心線で流量密度が最も高く、端に向かって細くなります。これにより、複数のノズルをマニホールドに配置して広いパネルを覆う自動コーティングシステムに理想的です。テーパー状のエッジプロファイルは、厚い堆積ゾーンを生み出さずに滑らかな重なりを達成するのに役立ちます。
私たちは、プリカット鋼板のプライマーおよびトップコート塗布のために、均等噴射角分布のフラットファン(以前はBETEの命名法で「エフェンブルフラットスプレー」と呼ばれていました)を指定しています。標準的なフラットファンは自然なテーパーがあって、多少の変化が許容されるすすぎにうまく機能します。
冷却と防火用のフルコーンノズル
フルコーンノズルは液体を円形の断面に分散させるため、均一な熱管理が必要な冷却用途に最適です。縦方向の補強材を船体板に溶接した後、制御された冷却により歪みを防ぎます。溶接継ぎ目から24〜36インチ上にフルコーンノズルを配置し、20〜30 PSIで動作させ、穏やかで均一なミストを供給し、衝撃亀裂を生じさせずに冷却速度を確保します。
消火システム(ウォーターミストまたはデルージュなど)では、80〜120 PSIのフルコーンノズルが200〜400ミクロンの水滴を発生させ、効率的に熱を吸収しつつ、機関室や電気パネルの敏感な機器への水害を最小限に抑えます。
タンク清掃用の中空コーンとスパイラルノズル
中空コーンノズルはパターン周辺部に流れを集中させ、高速の液滴を生成して洗浄時に優れた衝撃力を提供します。静的中空コーンノズルは、直径最大15フィートの小型タンクに適しています。化学品タンカーや製品運搬船の貨物タンクでは、制御角度スパイラルノズルを備えたロータリータンク洗浄機が、IMO MEPC.1/Circ.642基準に認証された体系的な3Dカバレッジを提供します。
原油タンク洗浄の試験では、100 PSIで動作し、流量12〜18 GPMのスパイラルノズルは、旧式の固定スプレーボールシステムより40%速く清掃を完了し、オフハイヤーの時間を大幅に短縮しました。
3.材料選択と耐腐食性
海洋環境ではノズルが塩水、酸性洗浄薬品、研磨スラリー(ブラストやスケール除去時)、高温蒸気にさらされます。材料の選択は、サービス寿命と総所有コストに直接影響します。
| 素材 | 硬度(HRC) | 相対的な摩耗寿命 | 耐腐食性 | コスト乗数 | ベストアプリケーション |
|---|---|---|---|---|---|
| 真鍮* | 10–15 | 1x(基準値) | 塩水では貧乏、酸性 | 1x | 淡水のみ、低摩耗 |
| 316 ステンレススチール | 20–25 | 3倍 | 優秀(塩水、穏やかな酸) | 2–3x | 一般的な海洋使用、化学洗浄 |
| 硬化ステンレス鋼(17-4 PH) | 38–42 | 8倍 | とても良い | 4–5x | 研磨性のスラリー、高摩耗性 |
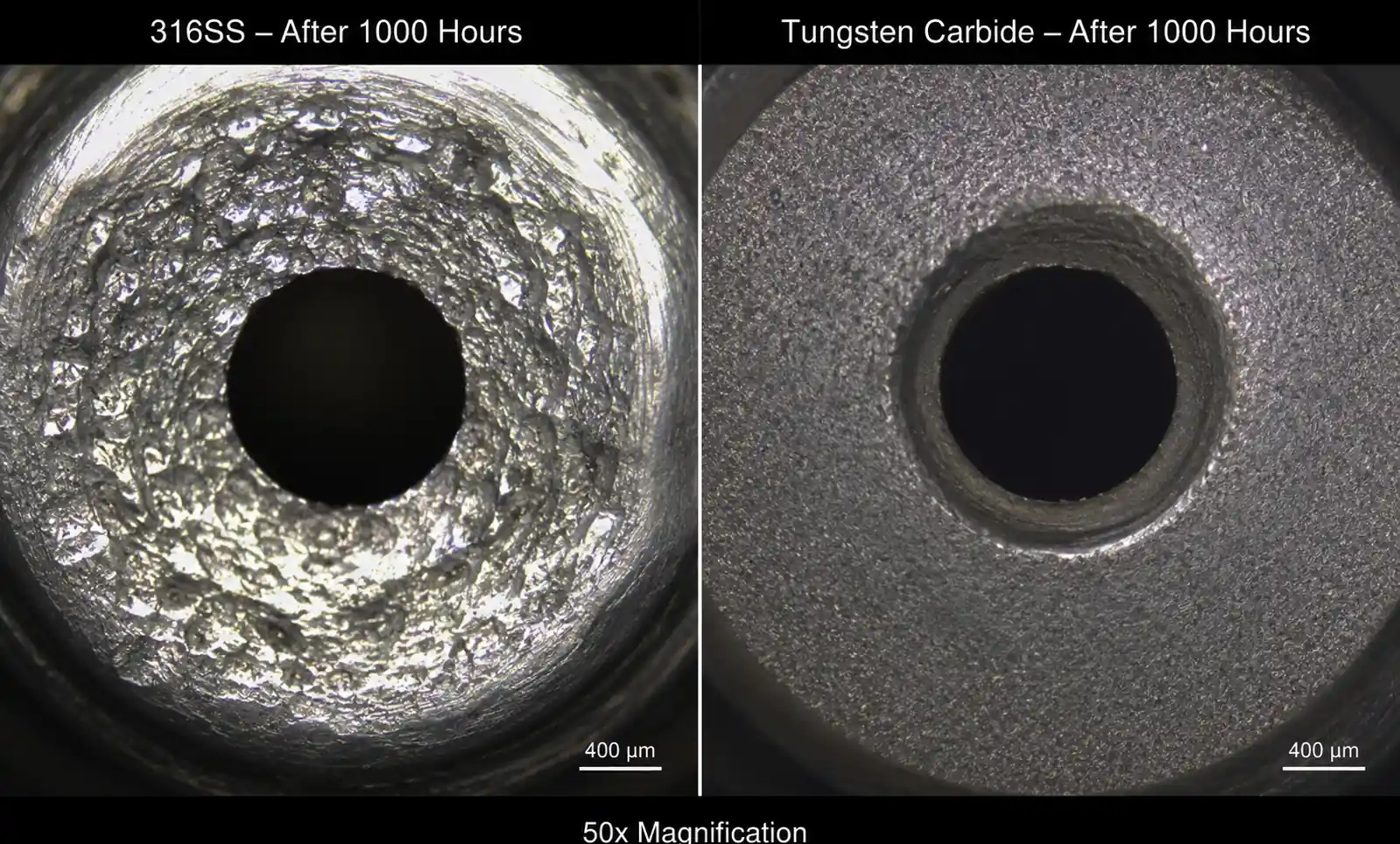
| タングステンカーバイドインサート | 70–75 | 25–40x | 素晴らしい | 8–12x | 重度の擦り傷(スケール除去、砂利) |
| 炭化シリコンセラミック | 72–78 | 30–50x | 優秀(酸、腐食性) | 10–15x | 化学タンクの洗浄、酸性 |
| ハステロイ C-276 | 22–28 | 5倍 | 卓越(HCl、H2SO4、FeCl3) | 20–30x | 濃縮酸、極端な腐食 |
ステンレススチールを指定するタイミング
316ステンレス鋼は、ほとんどの造船スプレー用途の主力材料です。塩水曝露、アルカリ性洗浄剤、表面準備でよく使われる軟酸にも対応します。研磨粒子のない淡水冷却や洗浄システムでは、316SSノズルは流量が10%以上増加するまで8,000〜12,000時間の運転時間を容易に達成します(当社の一般的な交換閾値)。
海洋用途では真鍮を避けてください。塩水噴霧システムでは、脱硫により真鍮ノズルが400時間以内に故障するのを私たちは確認しています。
研磨用カーバイド・セラミック
高圧水とミルスケール粒子を組み合わせたデスケール作業は、200〜400時間でステンレスノズルを破壊します。タングステンカーバイドインサートは同じ条件下で6,000〜10,000時間の寿命を延ばします。コストプレミアム(8〜12倍)は、頻繁な交換やそれに伴うダウンタイムを排除することで、最初の1年以内に回収されます。
炭化シリコンは、硫酸や塩酸の濃い残留物にさらされたタンク洗浄ノズルにおいて、同様の耐摩耗性と優れた酸耐性を提供します。しかし、セラミック材料は脆いため、定格値を超える圧力急上昇やメンテナンス中の機械的衝撃が予想される設置は避けてください。
ハステロイ、極度の腐食
高濃度の酸や塩化鉄を扱う化学タンカーの洗浄システムでは、標準的なステンレス鋼ノズルはピッティングや応力腐食割れを経験します。ハステロイC-276は腐食故障を排除しますが、コストは基準値の20〜30倍です。ハステロイは、ダウンタイムコストや安全リスクがプレミアムに見合う場合にのみ指定しています。通常は高付加価値の特殊化学物質キャリアにおいてです。
4.アプリケーション固有の選考ガイド
造船は多様な散布作業を含みます。このセクションでは、最も一般的な用途のノズル選択基準を示します。
鋼板表面準備と洗浄
目的: コーティング前にミルスケール、錆、塩分、汚染物質を除去してください。
推奨ノズル: フラットファン、40–65°の噴霧角度、1.0–2.5 GPM、40–60 PSI。
素材: 316SSまたはリサイクル水に研磨性粒子が含まれている場合は硬化ステンレス鋼。
間隔: コンベヤーシステムで50〜80%の重なりを12〜18インチ。
重要な注意点:詰まりを防ぐために最低100メッシュの水をろ過してください。塩水に触れた後に淡水でプレリンスを施すことで、洗浄後の化学物質の使用量を減らします。
溶接後冷却
目的: 熱衝撃による亀裂を防ぎ、歪みを最小限に抑えるために冷却速度を制御すること。
推奨ノズル: フルコーン、60–90°の噴霧角度、0.5–3.0 GPM、圧力15–30 PSI。
材料: 316SS(噴霧点で通常200°F以下)。
液滴サイズ: 蒸発冷却のために250〜500ミクロンで、過剰な流出なしに可能です。
重要な考慮事項: ノズルの位置は溶接継ぎ目から24〜36インチ。厚い区画(>1インチ)には連続流ではなく、断続的なスプレー(30秒、60秒オフ)をタイマーで塗布し、クエンチクラッキングを防ぎましょう。

防錆コーティングの適用
目的: 指定された厚さ範囲(通常3〜8ミルの乾燥フィルム厚)内で均一なプライマー、中間層、またはトップコート層を塗布すること。
推奨ノズル: エアアトマイズまたはエアレスフラットファン、部品形状に応じて20〜40°の噴霧角度。
流量: コーティングの粘度や希望するフィルム構成により0.2〜1.5 GPMです。
材料: ステンレス製の濡れた部品;研磨コーティング(亜鉛リッチプライマー)用のタングステンカーバイド。
重要な考慮点:無気圧システム(3,000〜5,000 PSI)は空気霧化(40〜60%)よりも優れた輸送効率(60–75%)を提供しますが、オーバースプレーが増加します。複雑な形状(ブラケットやパイプ貫通部)では、空気アトマイジングにより凹部へのカバーがより良くなります。
貨物タンク清掃(化学タンカー、製品運搬船)
目的: 貨物残留物をIMO定めの清浄基準に沿って除去すること;次の貨物や検査のためにタンクを準備しろ。
推奨ノズル: 螺旋または制御パターンノズルを備えたロータリータンク洗浄機;12〜25 GPM、80〜150 PSIです。
材料: 石油製品および植物油用316SS;攻撃的な化学物質(酸、腐食性、塩素溶剤)にはHastelloy C-276または炭化ケイ素が使われます。
衝撃力:タンク壁で最低7〜12N(タンクサイズや貨物によって変動;IMO MEPC.1/Circ.642参照)。
重要な考慮事項: タンクの寸法(垂直クリアランスおよび水平直径)に適合した機械を選択してください。出力不足の機械は試験装置で衝撃力を発揮しても、投げ距離が不十分で運用中に故障することがあります。最遠端のタンクコーナーにあるロードセルを用いて現場での衝撃力測定で性能を検証します。
火災抑制(ウォーターミスト/デリュージシステム)
目的: 密閉空間(エンジンルーム、電気パネル、宿泊施設)での急速な冷却と酸素の置き換え。
推奨ノズル: システム設計(低圧または高圧水霧)によりますが、フルコーンまたは中空コーン。
作動圧力: 低圧システム(12–20 PSI)、高圧システム(細かい霧の場合は800–1,500 PSI)。
液滴サイズ:クラスA火災では200〜400ミクロン;蒸気抑制が必要なクラスBの炭化水素火災には<200ミクロン。
素材: 最低316SS;IMO FSSコードおよび適用されるフラッグステートの規制への適合性を確認しましょう。
重要な考慮事項: ノズルの開口部は透明に保たれ、自己洗浄設計を指定するか、四半期ごとのフラッシュプロトコルを実施してください。試験間の長いアイドル時間があるため、淡水システムでも耐腐食性材料を使用してください。
5.設置および保守の考慮事項
適切な設置と積極的なメンテナンスにより、ノズルの寿命が延び、一貫した噴霧性能を確保します。
よくある設置ミス
配管直径不足による圧力降下: 1/4インチの供給ラインは定格圧力で5 GPMを供給するには、過度な速度損失が生じます。流量2 GPMを超える場合は、最低でも3/8インチまたは1/2インチの給水配管を使用し、圧力損失を最小限に抑えるために速度を10フィート/秒に制限してください。
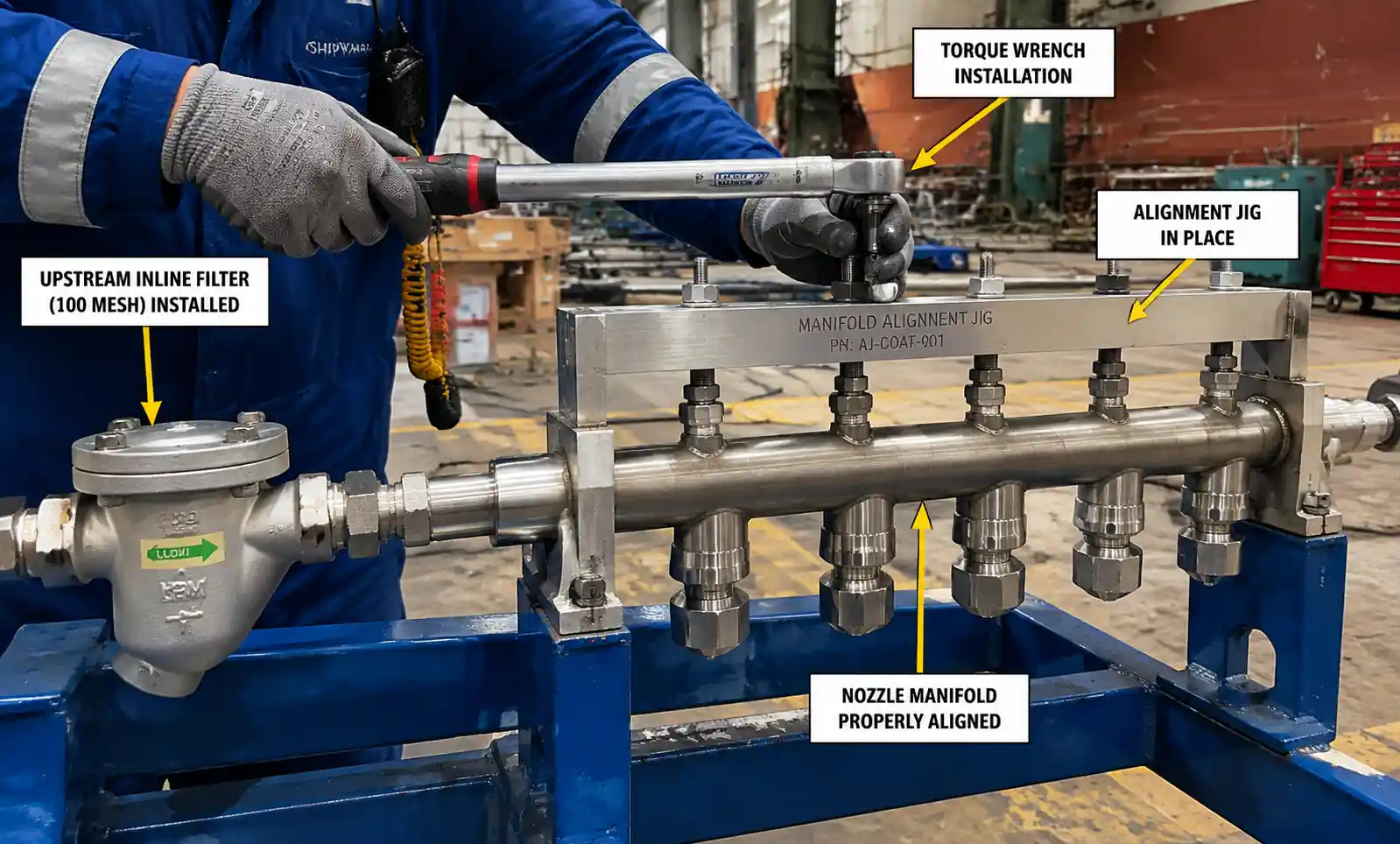
ノズルのずれによるカバレッジの隙間: ノズルの向きが5°傾いても、スプレーパターンがずれてコーティングシステムに乾燥したストライプができることがあります。マニホールド設置時にはアライメントジグを使用し、クラフト紙にテストスプレーでカバーを確認してください。
締めすぎによるボディの亀裂: セラミックおよびカーバイドノズルは、取り付けトルクが規格を超えると割れます(通常はねじ径により15〜25 ft-lb)。トルクレンチを使い、テフロンテープや動作温度と化学的適合性に適合した適切なネジシーラントでシールを確認してください。
上流のろ過不備: ストレーナーやフィルター(オリフィスサイズにより100〜200メッシュ)を設置しないことが早期詰まりの主な原因です。造船所で一般的なリサイクル水システムでは、インラインフィルターが溶接の飛び散り、塗装の欠け、錆びた粒子が穴を塞ぐのを防ぎます。
予防保全とパフォーマンスモニタリング
流量確認: 校正済みの容器とタイマーを使って四半期ごとに流量を測定してください。ベースラインから10%増加している場合は、オリフィスの摩耗を示します。重要な用途(IMO認証タンク清掃)では、流量許容範囲を超えた場合はノズルを交換してください。
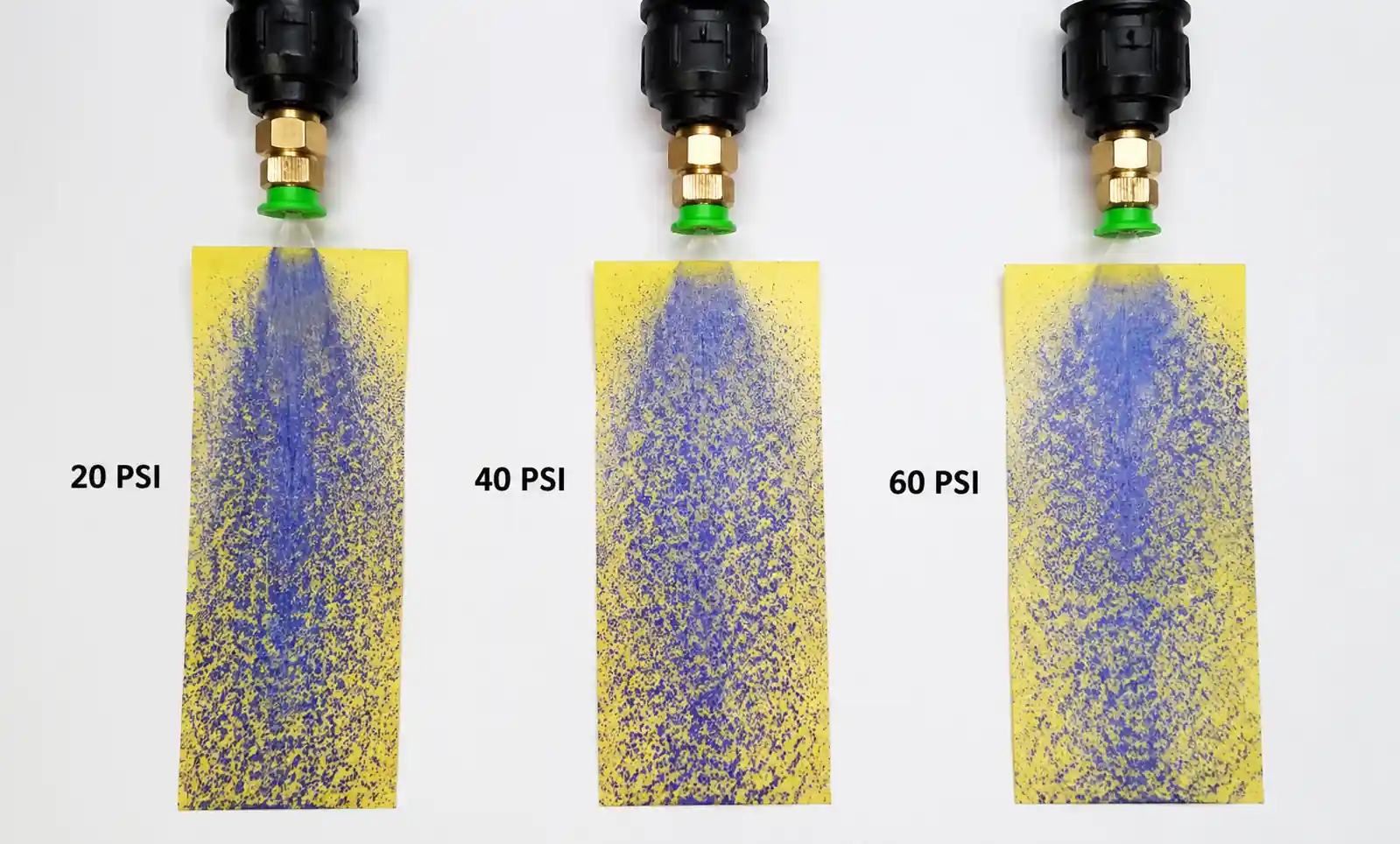
スプレーパターン検査: 水に敏感な紙を目視で確認すると、スプレー角度の狭まり(部分的な詰まりの兆候)、歪んだパターン(オリフィスの損傷)、または分布の不均一(内部詰まり)が確認できます。パターン劣化が見られるノズルを交換してください。
圧力試験: 各ノズル位置で動作圧力を記録します。一定流量で圧力が上昇している場合は詰まりを示します。一定流量での圧力低下は、オリフィスの拡大を示唆します。
予備部品在庫: 生産に重要なノズルのために15〜20%の予備部品を保持してください。特殊素材(ハステロイ、カスタムセラミック)では、リードタイムは8〜12週間に及ぶことがあります。生産遅延を避けるために共通サイズを在庫しましょう。
6.総所有コスト分析
初期ノズルコストはTCO(総生産コスト)の一部に過ぎません。代替労働、ダウンタイム、性能低下を考慮すると、高品質な素材を正当化することが多いです。
| シナリオ | 素材 | ノズルあたりの初期コスト | 運用期間(時間) | 年間の交換回数(年間稼働時間2,000時間を仮定) | 交換あたりの労働コスト | 年間TCO(総生産コスト) |
|---|---|---|---|---|---|---|
| 基準 | ブラス | $8 | 500 | 4 | 50ドル | $232 |
| 標準海兵 | 316SS | 22ドル | 1,800 | 1.1 | 50ドル | 79ドル |
| 研磨サービス | タングステンカーバイド | 150ドル | 8,000 | 0.25 | 50ドル | 51ドル |
前提:単一ノズル設置、交換あたり50ドルの人工コスト(1時間のダウンタイム+技術者料金)、生産損失の計算なし
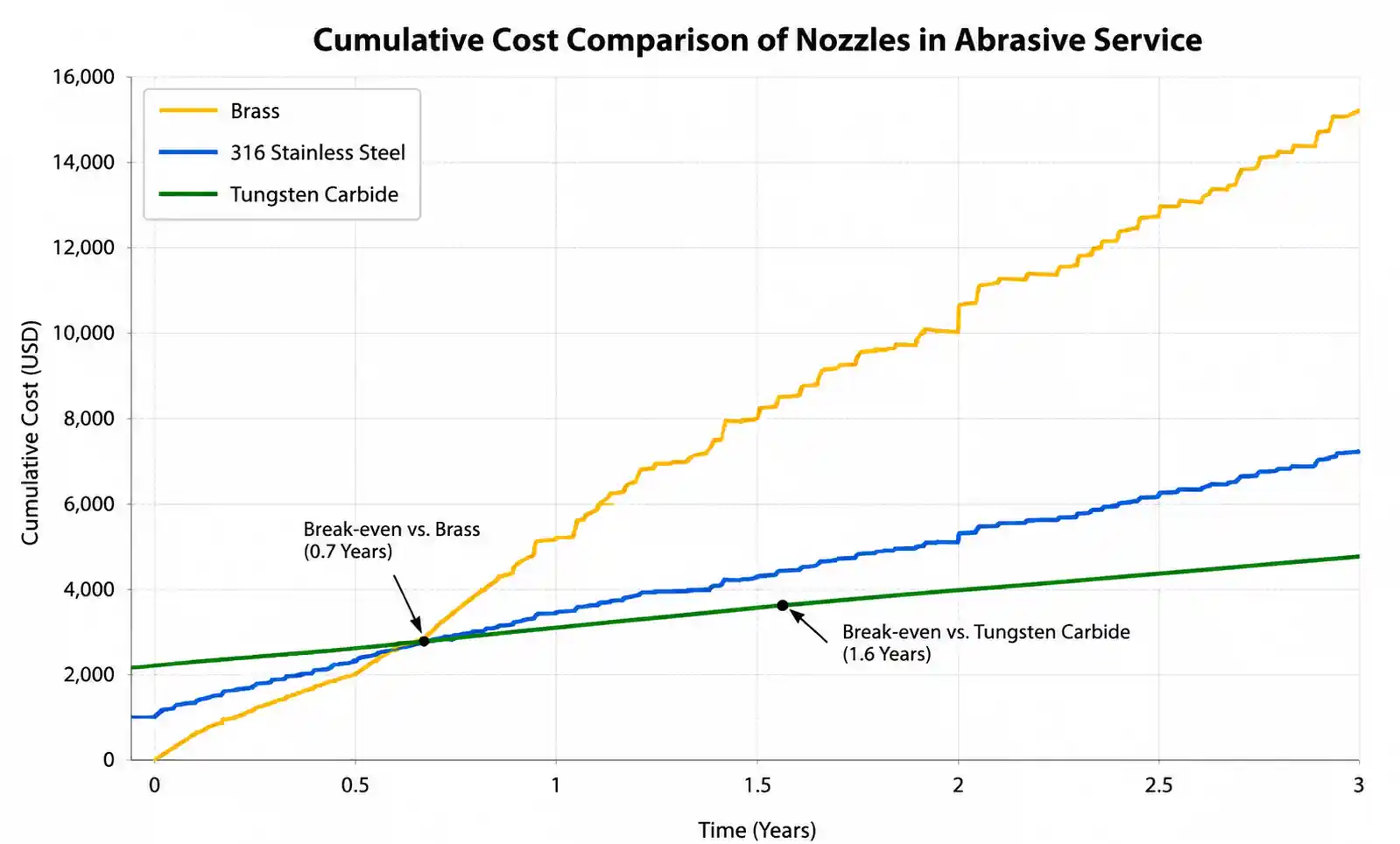
年間4,000時間稼働する24ノズルのコーティングラインにおいて、ステンレス鋼からタングステンカーバイドへの切り替えは、単価が7倍に上がるにもかかわらず、年間16,800ドルのTCO(総消費コスト削減)に相当します。生産損失コスト(造船所では通常1時間あたり200〜500ドル)を含めると、TCO優位性がさらに広がります。
カーバイドノズルの損益分岐点分析
損益分岐点のフォーミュラ:
(プレミアムノズルコスト - 標準ノズルコスト) / [(標準交換件数 - プレミアム交換件数) × (交換作業コスト + ダウンタイム損失)
年間3,000時間稼働するスケール除去システムの場合:
- 316SSノズル:30ドル、寿命=400時間→年間7.5回の交換
- タングステンカーバイド:$180、寿命=8,000時間→年間0.375台交換
- 労働+交換あたりのダウンタイム:150ドル
損益分岐点 = ($180 - $30) / [(7.5 - 0.375) × $150] = $150 / $1,069 = 0.14年(1.7ヶ月)
カーバイドノズルは2か月以内に回収でき、ノズル位置あたり年間919ドルの純コスト削減をもたらします。
7.よくある質問
Q: 圧力を上げるだけで流量を増やすことはできますか?
A: 流量は圧力の平方根に比例して増加します。圧力を40 PSIから80 PSIに倍増させても、流量は41%増加するだけで、100%増加ではありません。定格を超えた過加圧はノズルを損傷させ、安全でない運転環境を生じさせる可能性があります。
Q: フルカバーに必要なノズルの数はどう計算すればいいですか?
A: 目標距離での有効噴霧幅を計算します。W=2×H×タン(θ/2)。ここでHはスタンドオフ距離、θは噴霧角です。総カバー幅をノズルごとの実効幅で割り、重なりを10〜20%加算します。重要なコーティング用途では、テストスプレーで検証してください。
Q: スプレーパターンの歪みは何が原因ですか?
A: 部分的な詰まり(上流のろ過装置の設置)、圧力スパイクやゴミの衝突によるオリフィス損傷、侵食によるオリフィスの不均一な形状、製造上の欠陥などがあります。歪んだパターンが見られるノズルを点検して交換してください—清掃では元に戻せません。
Q: 詰まったノズルは掃除すべきか交換すべきでしょうか?
A: ステンレスノズルの場合、詰まりが最近発生し、乾燥した塗料やスケールなどの材料が除去可能な場合、適切な溶剤で超音波洗浄を行うことで性能が回復します。セラミックやカーバイドノズルの場合、物理的な洗浄はオリフィスが欠けるリスクがあるため、交換の方が安全です。ろ過による予防は、清掃よりも常にコスト効率が良いです。
Q: 新しいタンク洗浄機のノズルはどのように指定すればいいですか?
A: まずは、戦車クラスと貨物タイプの衝突力の要件をIMOで確認してください。機械メーカーの投球距離曲線を使って逆算して流量と圧力を算出します。最悪の場合の貨物(扱う中で最も腐食性の高い化学物質)との材料の適合性を確認してください。試運転中に複数のタンク壁位置でロードセル測定を用いて目撃テストを実施します。
Q: 噴霧角度と流量だけで別のブランドのノズルを交換できますか?
A: いいえ。噴霧角度と流量は必要ですが、それだけでは十分な仕様ではありません。内部ベーン設計の違いは、液滴の大きさ分布、噴霧の均一性、圧力・流量特性に影響を与えます。重要な用途では、代替ノズルを並列試験で検証するか、サプライヤーに性能データ(レーザー回折粒子サイズ解析、パターネーション試験結果)を要求してください。
Q: 船級協会の承認にはどのような書類が必要ですか?
A: 型式承認証明書、材料試験証明書(耐腐食性に関するASTM仕様を含む)、性能試験データ(流量と圧力曲線、噴霧角度の検証、衝撃力測定)、および適用される規制(IMO、SOLAS、旗州要件)への適合声明。調査検査のための記録を保持しましょう。
8.結論と今後のステップ
造船用途向けのスプレーノズルを選ぶには、噴霧パターン、流れ特性、材料耐久性、用途特有の性能基準を体系的に評価する必要があります。これらのパラメータを最適化することで、コーティング欠陥の減少、プロセスサイクルタイムの短縮、メンテナンスコストの削減、規制遵守など、測定可能なメリットが得られます。
主なポイント
- ノズルパターンタイプ(フラットファン、フルコーン、ホローコーン)を適用ジオメトリやカバレッジ要件に合わせて調整
- 化学的適合性と耐摩耗性に基づいて材料を指定すること—過酷な使用でもプレミアム材料はTCO(総消費コスト)を低く抑えます
- 重なり比率とスタンドオフ距離を計算し、隙間や過剰な蓄積なしに均一なカバレッジを確保する
- 品質問題が発生する前に性能劣化を検出するための予防保守(流量検証、パターン検査)を実施
- 高摩耗用途向けのTCO解析を実施—カーバイドおよびセラミックノズルは初期コストが高くても迅速に回収可能です
推奨行動
-
現在のノズル仕様の監査: 既存の設置を材料の適合性、摩耗パターン、交換頻度について確認してください。材料アップグレードのための高TCO(総消費コスト)の位置を特定しましょう。
-
性能監視の実施: 重要なシステムの基準流量と噴霧パターンを確立する。四半期ごとの検証テストをスケジュールしてください。
-
アプリケーションエンジニアリングサポートの要請: 複雑なシステム(タンク洗浄、自動コーティングライン、消火)については、ノズルメーカーの現場応用エンジニアを雇い、現地試験や計算流体力学モデリングを通じて選択を検証してください。
-
予備部品プログラムを確立する: 計画的および非計画的なメンテナンス時の生産妨害を最小限に抑えるため、重要なノズル(特に長期の特殊材料)を在庫してください。
-
仕様書: 製造元、型番、材料、オリフィスサイズ、噴霧角度、動作パラメータを含む詳細なノズルスケジュールを作成します。この文書は、船級協会の調査や乗組員の参考用に船舶技術ファイルに含めてください。
ノズルの選択、性能テスト、既存のスプレーシステムのトラブルシューティングについてのサポートが必要な場合は、無料のプロセス評価と仕様レビューのために、当社のアプリケーションエンジニアリングチームまでご連絡ください。
このガイドは、海洋製造および船舶装備設置からの現場経験および工学データを反映しています。性能パラメータや材料推奨は、お客様の特定の運転条件、化学物質曝露、規制要件に合わせて検証されるべきです。