





紙コーティング中のノズル滴りを止める方法:スポットを除去するための4つの実証済みエンジニアリングソリューション
もしあなたが製紙工場のプロセスエンジニアやメンテナンスマネージャーなら、新しくコーティングされたロールに斑点や筋がついているのを見て、あの沈むような気持ちをよくご存知でしょう。1本のドリップノズルが数時間で大量の「破損」(廃紙)を発生させ、数千ドルの収量損失や予期せぬダウンタイムを生み出します。根本原因は通常謎ではなく、流体力学、研磨摩耗、ハードウェアの選択に帰着します。この包括的な技術ガイドでは、コーティングノズルが滴る原因を詳しく解説し、スポットを除去し、流体供給システムの最適化、機械の稼働時間を最大化するための段階的なトラブルシューティングフレームワークを提供します。

目次
- 1.コーティング欠陥の理解:なぜ一滴一滴にお金がかかるのか
- 2.コアコンセプト 簡略化:滴の解剖学
- [3.滴を止めるためのステップバイステップトラブルシューティングガイド(#3-step-by-step-steps-troubleshooting-guide-to-dropping)
- 4.専門家のヒントと避けるべき一般的な落とし穴
- 5.結論と最終思考
- 6.よくある質問(FAQ)
1.コーティング欠陥の理解:なぜ一滴一滴にお金がかかるのか
北米および北欧の競争が激しいパルプ・製紙市場において、運営効率がすべてです。機能性バリアコーティングであれグラフィックグロス仕上げであれ、コーティングカラーを塗る際は、精度は譲れません。
滴るノズルは紙のウェブ上に局所的な過剰な水分とコーティングの塊を作ります。このウェブが乾燥部分に当たると、これらの重い部分は周囲の紙と同じ速さで乾かなくなります。その結果は?
- ウェブ破損: 不均一な張力と水分プロファイルは壊滅的なウェブ破損を引き起こし、製粉所の収益性の最大の敵となります。
- 品質ダウングレード: スポッティング欠陥のあるロールは即座にダウングレードまたは廃棄されます。
- 過剰なメンテナンス: オペレーターは手動でスプレーヘッダーを清掃するためにラインを停止せざるを得ず、不要なダウンタイムを招きます。
これを解決するためには、「火を消す」という考え方から、強固で滴りのないスプレーシステムの設計へと切り替える必要があります。
2.核心概念の簡略化:滴りの解剖学
技術的なトラブルシューティングに入る前に、物理的な力を理解することが重要です。複雑な工学用語を実用的な例え話を用いてわかりやすい英語に分解できます。
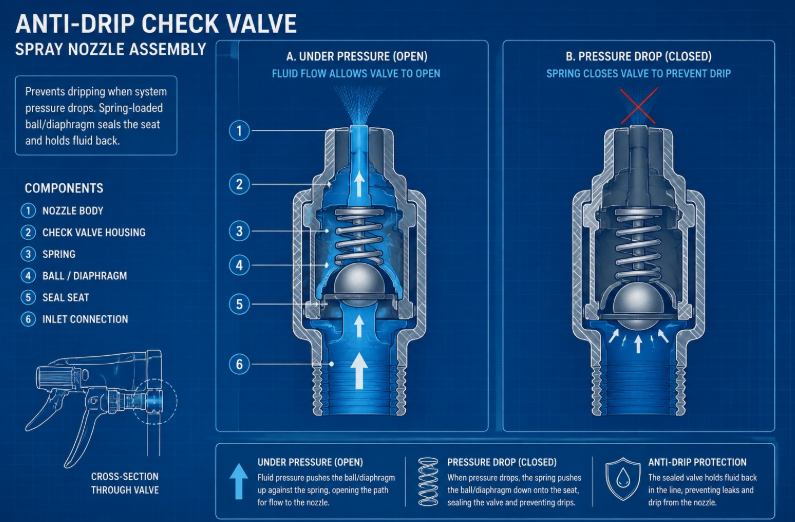
「スマートスプリングドア」(滴り止めバルブ) 逆止弁は配管内のスマートなスプリング式ドアのようなものだと考えてください。システムポンプが作動して圧力が高まると、流体がドアを押し開けて完璧な噴霧を可能にします。ポンプを止めた瞬間、圧力が下がり、バネがすぐにドアを閉めます。これにより、残留液体がパイプ内に閉じ込められ、一滴でも紙に漏れるのを防ぎます。
「液体サンドペーパー」(オリフィス摩耗) 紙のコーティングはカオリン粘土や沈殿炭酸カルシウム(PCC)などの顔料を多く含んでいます。これらの液体を小さなノズルに送り込むのは、液体のサンドペーパーを24時間365日吹き飛ばすようなものです。時間が経つにつれて、ノズルの精密で鋭い縁は摩耗し、大きく丸みを帯びていきます。これにより設計された噴霧パターンが破壊され、大きく制御不能な水滴が落ちてしまいます。
「絞り出すケチャップ」効果(流体のレオロジーと粘度) コーティングの色は高粘度の非ニュートン流体です。ほとんど空になった冷たいケチャップのボトルを絞ろうとするのを想像してみてください。十分に強く(低圧で)絞らないと、大きな塊となって飛び散ります。適切で一定の圧力をかければ、スムーズに流れます。コーティングでは、システムの圧力が下がると、流体が細かい霧にまとまらず、大量の滴水が発生します。
コアコンセプト比較表
| 技術的要素 | 設定不良(滴りやシミの原因) | 理想的なセットアップ(滴りなし操作) | オペレーターの行動が必要 |
|---|---|---|---|
| バルブシステム | オープンヘッダー;残留液は停止後、重力で排出されます。 | すべてのノズルの後ろにアンチドリップチェックバルブを設置しています。 | 逆止弁の設置;亀裂圧力を確認してください。 |
| 口頭条件 | 摩耗、拡大、または視覚的に変形した穴(ステンレス鋼)。 | 鋭く精密に加工されたオリフィス(タングステンカーバイド/セラミック製)。 | 定期的な目視検査;厳格な交換スケジュールです。 |
| 流体粘度 | 変動圧力;液体は霧化ではなく吐き出します。 | 流体のレオロジープロファイルに一致した一定の高圧。 | ポンプの圧力計を監視し、流体温度を制御する。 |
3.滴りを止めるためのステップバイステップのトラブルシューティングガイド
オペレーターがオンラインでの痕跡を報告した場合、このシステムを使って迅速に原因を特定し、特定しましょう。
3.1 シナリオA:滴り止めバルブの設置(即効性のある解決策)
スプレーヘッダーを止めた直後にノズルが滴る場合、解決策はほぼ必ず逆止弁(アンチドリップバルブとも呼ばれます)です。重力で残りの流体がヘッダーから引き出され、バルブがないため直接シートに落ちます。
ステップバイステップの実装:
- 適切なクラッキング圧力を選択する: チェックバルブは特定の圧力(例:5 PSIまたは10 PSI)で開きます。システムの作動圧力がひび割れ圧力を大きく上回っているか、しかしポンプが停止したときにバルブが即座に閉まるほど低く保つようにしてください。
- 適切な材料を選ぶ: コーティングの色は研磨性があるため、逆止弁の内部ボールやダイアフラムは化学物質耐性や耐摩耗性のある材料(シール用のVitonやEPDMやステンレス製ボディなど)で作られていることを確認してください。
- 設置: 逆止弁をノズル本体の直接上流に設置してください。
3.2 シナリオB:研磨性コーティングによる開口部の摩耗対策
もし滴りが連続運転中に起こる場合、オリフィスの摩耗が主な原因です。「液体サンドペーパー」がオリフィスを拡大すると、流量が増加し圧力が低下し、原子化が失敗します。
識別方法と修正方法:
- 流量試験: 1分間の単一のノズルの出力を測定します。流量がメーカー仕様より10%から15%高い場合はノズルが摩耗しており、直ちに交換が必要です。
- 視覚的パターン検査: 機械が稼働している間にストロボライトを使ってスプレーパターンを点検します。摩耗したノズルは、均一なファンではなく、厚いエッジ(側面に固い液体の流れ)が現れます。
- 材料のアップグレード: コーティングステーション用に安価なステンレスノズルを買うのはやめましょう。投資対効果(ROI)は硬い材料に大きく有利です。交換品を調達する際は、タングステンカーバイドやルビーインサートを利用した高性能スプレーノズル(https://www.nozzle-intellect.com/blogDetail/optimizing-flat-fan-nozzle-angles-the-engineering-guide-to-paper-machine-wire-cleaning-coverage/35.html)を探してください。これらはステンレス鋼の10倍から50倍長持ちし、ダウンタイムや交換頻度を大幅に削減します。
3.3 シナリオC:流体粘度と圧力低下の管理
コーティングの色のレオロジーは温度や固形物の含有量によって変化します。粘度が急上昇すると、現在のポンプ圧力では流体を霧化するのに十分でなくなるかもしれません。
行動計画:
- ヘッダー圧力を監視: スプレーヘッダーの入口と行き止まりの両方にデジタル圧力センサーを設置してください。ヘッダー沿いの圧力低下は、遠端のノズルが噴き出して滴ることになります。
- 温度管理: コーティングの色が最適な温度に保たれていることを確認しましょう。冷たい流体はより粘度が高く、霧化しにくいです。
- ろ過: 粘土や未分散の結合剤の大きな塊はノズルを部分的に詰まらせます。部分的な詰まりは内部の流れのダイナミクスを乱し、ノズルが「よだれを垂らす」現象を引き起こします。ヘッダーの上流にデュアルストレーナーシステムを導入してください。
3.4 シナリオD:ノズルの配置と角度の最適化
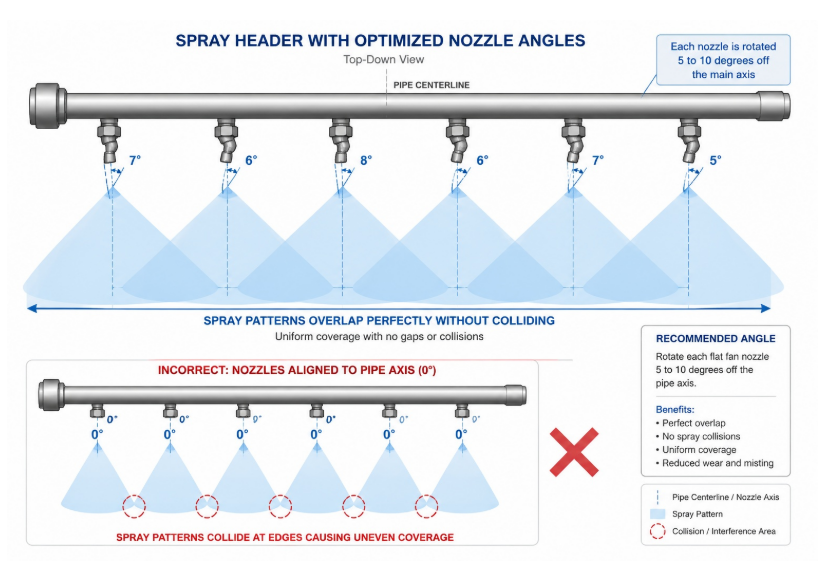
時にはノズル自体は問題ないのに、誤って取り付けられていることもあります。フラットファンノズルを使う場合は、紙のウェブ全体に均一にカバーできるように、噴霧パターンが少し重なる必要があります。
しかし、ノズルが同じ軸に完全に揃っている場合、噴霧パターンの端が物理的に衝突します。シャワーヘッドが互いに向かっていると想像してください。水滴がぶつかり合い、重い大きな滴となってシートに直接落ち、ひどい汚れを作ります。
5度法則: この干渉を防ぐためには、フラットファンノズルの角度を最適化することが極めて重要です。ヘッダー上のすべてのノズルは、パイプの軸に対して5度から15度回転させなければなりません。これにより、噴霧パターンがシームレスに重なり合い、流体の流れが衝突しません。
溶液選択:コーティングに最適なノズル仕様
システムのアップグレード時には、この仕様データ表を意思決定の助けとして活用してください。
| 仕様 | 標準セットアップ(スポット発生リスクが高い) | 高性能セットアップ(滴りなし) | なぜそれがROIに重要なのか |
|---|---|---|---|
| 素材 | 303 / 316 ステンレス鋼 | タングステンカーバイドインサート/セラミック | 摩耗による滴りを減らします。寿命を数ヶ月延ばす。 |
| バルブタイプ | なし(直接配管接続) | スプリング式ダイアフラム逆止弁 | 停止滴を排除し、停止中の壊れた人を大量に節約できます。 |
| アライメント | 0°(ヘッダーに平行) | 5° - 15° オフセット角度 | スプレー衝突や大量の飛沫発生を防ぎます。 |
| ろ過 | シングルメッシュストレーナー | セルフクリーニング/デュアルバスケットストレーナー | ノズルがよだれを垂らす部分的な詰まりを防ぎます。 |
4.専門家のアドバイスと避けるべき一般的な落とし穴
数十年にわたる現場経験とTAPPIフォーラムやエンジニアリングコミュニティでの議論を踏まえ、コーティングノズルを扱う際にメンテナンスチームが陥りがちな最も一般的な落とし穴をご紹介します。
落とし穴1:ノズルキャップの締めすぎ オペレーターは、ノズルがベースから滴っている場合は、もっときつく締めればいいと考えることが多いです。真鍮やプラスチックの固定キャップを締めすぎると内部シールが歪み、実際に漏れを引き起こします。
- 専門家のアドバイス: キャップを手で締めてから、レンチで4分の1回します。ノズルチップを交換するときは必ずOリングを交換してください。
落とし穴2:「ウォーターハンマー」効果を無視すること 高圧管でバルブが急に閉まると、衝撃波(ウォーターハンマー)がアンチドリップバルブの繊細な内部スプリングを損傷する可能性があります。
- 専門家のアドバイス: ポンプラインにパルセーションダンパーを使って圧力の急上昇を滑らかにし、バルブを保護し、一定の噴霧パターンを確保しましょう。
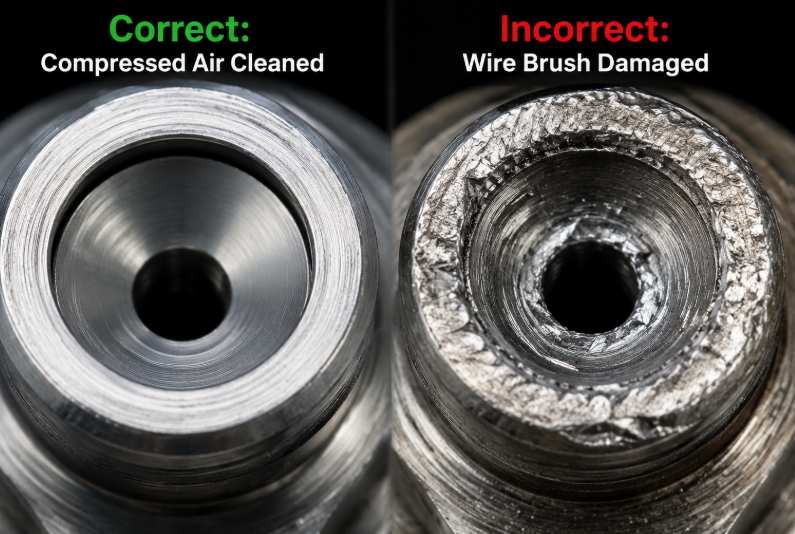
落とし穴3:ワイヤーブラシでノズルを掃除する ワイヤーブラシ、ペーパークリップ、溶接チップクリーナーでコーティングノズルの詰まりを掃除させてはいけません。これらの硬い金属工具は精密に加工されたオリフィスを即座に傷つけ、噴霧パターンを永久に台無しにし、滴りを確実にします。
- *専門家のアドバイス:詰まったノズルを専用の洗浄用剤に浸し、木製のつまようじや圧縮空気で詰まりを取り除く。
5.結論と最終的な感想
紙コーティング工程でノズルの滴りによるシミを除去するのは運の問題ではありません。流体力学の原理を厳格に守り、積極的なメンテナンスを行うことが重要です。コーティングの色の研磨性や圧力の力学を理解することで、紙のウェブを高額な欠陥から守るシステムを設計できます。
6.よくある質問(FAQ)
Q1: なぜシャットダウン後に紙コーティングノズルが滴っているのですか? A: 最も一般的な原因は、アンチドリップチェックバルブの欠損または破損です。ポンプが停止すると、重力によって残留流体がヘッダーからノズルを通して引き寄せられます。スプリング式の逆止弁は圧力が下がると即座に閉まり、パイプ内の液体をすべて閉じ込め、停止後の滴水を防ぎます。
Q2: ノズルの開口部が摩耗しているかどうかはどうやってわかりますか? A: 流量テストを行い、1分間の排出量を測定します。流量がメーカー仕様より10〜15%高い場合、オリフィスは研磨による摩耗で拡大しています。また、ストロボライトでスプレーパターンを点検してください。ノズルの摩耗は均一なファンではなく重い縁取りが見えます。制御不能な滴りを防ぐためにすぐに交換してください。
Q3: 研磨性紙のコーティングにはどのようなノズル材料を使うべきでしょうか? A: コーティングステーションには標準的なステンレス鋼は避けてください。顔料(カオリン粘土、PCC)は液体のサンドペーパーのように働き、軟らかい金属を急速に摩耗させます。タングステンカーバイドまたはルビーインサートノズルにアップグレードしてください。これらはステンレス鋼の10倍から50倍の寿命を持ち、正確な噴霧パターンを維持し、交換頻度を大幅に削減します。
Q4: なぜ私のフラットファンノズルはスプレーパターンの間に重いスポットを作るのですか? A: ノズルが完全に平行(0°)に揃っている場合、噴霧の端が物理的に衝突します。水滴は巨大で重い滴となって巣の上に落ちます。各ノズルをヘッダー軸に対して5〜15度回転させると、パターンが流れの衝突なくシームレスに重なり合うことができます。
Q5: 温度はコーティングノズルの滴りに影響を与えることがありますか? A: はい。コーティングの色はニュートン型ではなく、冷たい流体は濃くなり霧化しにくくなり、吐き出や滴りが生じます。最適な流体温度を維持し、ヘッダー入口と行き止まりの両方にデジタルセンサーでポンプ圧力を監視することで、すべてのノズルで一貫した霧化を確保しましょう。
Q6: 詰まったコーティングノズルの正しい掃除方法は何でしょうか? A: ワイヤーブラシやクリップ、金属製の工具は絶対に使わないでください。精密な穴を傷つけ、スプレーパターンを永久に傷つけてしまいます。ノズルを専用の洗浄用溶剤に浸し、木製のつまようじや圧縮空気で詰まりを除去します。ノズルチップを交換する際は必ずOリングを交換してください。
工場運営者のための簡単なまとめ表
| 問題点 | 即時チェック | 長期的解決策 |
|---|---|---|
| シャットダウン直後に滴る音チェックバルブの欠損や破損を確認しましょう。 | すべてのヘッダーに頑丈なアンチドリップバルブを取り付けてください。 | |
| 重いエッジ/走行中の唾を吐く | ポンプの圧力と流体の粘度を確認してください。 | タングステンカーバイドノズルへのアップグレード;温度を安定させてください。 |
| ノズルの間に大きな滴が落ちる | ノズルのアライメント角度(衝突角度0°)を確認してください。 | すべてのフラットファンノズルは5°から15°ずれます。 |
| 特定のノズルからランダムによだれが垂れる | 部分的な詰まりや損傷したOリングがないか確認してください。 | デュアルフィルタレーションを実装すること;ワイヤーブラシの掃除を禁止しましょう。 |
50ドルのノズルが5,000ドルの機械停止時間や紙の無駄遣いをさせないでください。まずは現在のスプレーヘッダーの点検から始めましょう。ノズルのアライメントを確認し、逆止弁が正常に動作しているか確認し、高粘度コーティングには耐摩耗性素材に切り替えましょう。