





産業用スプレーノズル選択ガイド:洗浄、冷却、コーティングの種類、材料、用途
*内部混合と外部混合の選び方、冷却速度の計算方法、合金鋼焼入れにおける蒸気ブランキングの回避方法
対象対象: 4140、4340、D2、5160、316Lおよびその他の特殊合金鋼を扱う熱処理技術者、冶金学者、プロセスエンジニア、生産管理者。
クイックセレクションガイド(30秒読読)
| あなたの主な要件 | 推奨ノズルタイプ | 検証すべき重要な仕様 |
|---|---|---|
| 最小液滴サイズ(10-30μm) | 内部ミックス | 空気圧≥60 psi、清水(<5 μmろ過) |
| 強い水/再循環冷却液 | 外部ミックス | オリフィスサイズ≥0.080インチ、空気消費量8-15 SCFM |
| 最速冷却速度(>40°C/s) | 内部混合気、高圧 | 空気80-95 psi、水2-5 GPM、比率15-20:1 |
| 最低圧縮空気コスト空調設計による外部混合 | 8-12 SCFM @ ノズルあたり60 psi | |
| 熱い鋼(>800°C)への蒸気ブランキング防止 | 内部混合または高速外部 | 水滴速度 >100フィート/秒 |
| 多段冷却プロファイル | 内部混合気と調整可能な空気/水 | ターンダウン比率 ≥20:1 |
迷っていますか? 意思決定マトリックスまたは重要なパラメータにジャンプしてください。
目次
- 【鋼熱処理用エアアトマイジングノズル概要】(#1-鋼材熱処理用エアアトマイジングノズル概要)
- 意思決定マトリックス:どのエアアトマイジングノズルがあなたに合っているか
- 【内部ミックスと外部ミックス:詳細なトレードオフ】(#3-内部ミックスと外部ミックスの詳細なトレードオフ)
- 【合金鋼冷却の臨界選択パラメータ】(#4-合金鋼冷却の臨界選択パラメータ)
- 4.1 液滴サイズと蒸気毛布の浸透性
- 4.2 微細構造管理のための冷却速度制御
- 4.3 空気消費量と運用コストの計算
- 選択ワークフロー:ノズルを指定するための6ステップ
- よくある選択ミス(およびそれを回避する方法)
- メンテナンスおよびライフサイクルコスト比較
- エアアトマイジングスプレーが適切な選択でない場合
- よくある質問
- 仕様チェックリストと次のステップ
1.鋼材熱処理用のエアアトマイズノズルの概要
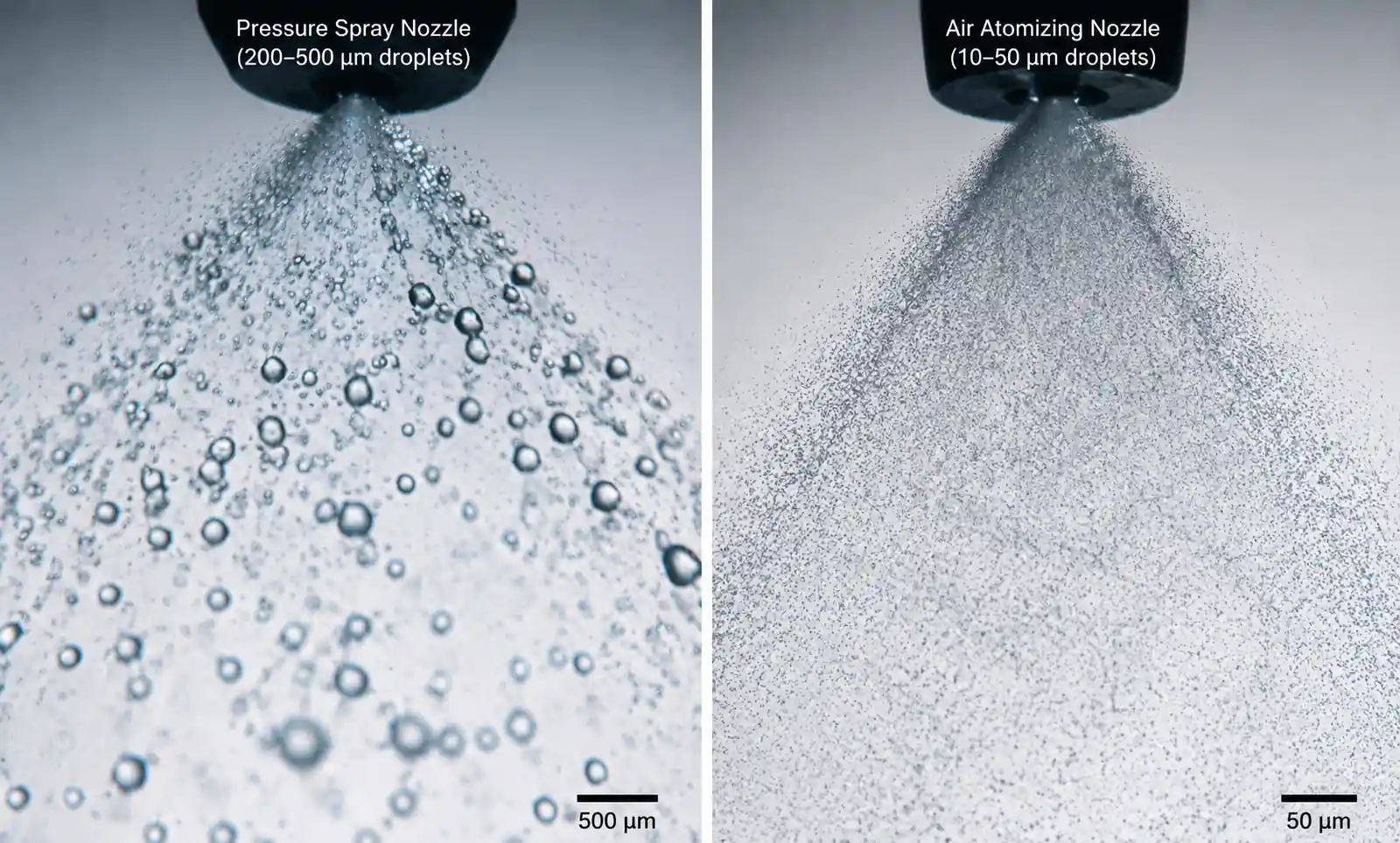 エアアトマイジング(2流体)ノズルは圧縮空気を使って液体の水をミクロンサイズの水滴にせん断し、それを熱い鋼表面に加速させます。油圧(圧力のみ)ノズルと比較して、特殊合金鋼冷却において決定的な3つの利点を提供します。
エアアトマイジング(2流体)ノズルは圧縮空気を使って液体の水をミクロンサイズの水滴にせん断し、それを熱い鋼表面に加速させます。油圧(圧力のみ)ノズルと比較して、特殊合金鋼冷却において決定的な3つの利点を提供します。
-
蒸気ブランケットの浸透 – ライデンフロスト点(水の場合は≈800°C)を超える鋼の温度では、連続した蒸気層が形成されます。圧力ノズルからの大きな水滴がこの層に跳ね返ります。細かく高速の霧化液滴が貫通し、液体と金属の接触を維持します。
-
制御可能な冷却強度 – 空気圧(液滴の大きさと速度に影響を与える)と水流量を独立して変化させることで、5°C/sから50°C/s以上までの冷却速度を実現でき、相変異制御(マルテンサイト、ベイナイト、パーライト抑制)に不可欠です。
-
均一な表面冷却 – 細かく広範囲に分布した噴霧により、浸水や流出を防ぎ、部品全体の温度変動を>±15°C(圧力ノズル)から<±5°Cまで低減します。
このガイドは、特定の合金鋼グレード、部品形状、生産環境に適したエアアトマイジングノズルの種類、サイズ、動作パラメータを選択するのに役立ちます。
2.意思決定マトリックス:あなたに合ったエアアトマイジングノズルはどれか
このマトリックスを使って、プロセス条件に基づいて選択肢を絞り込みましょう:
| 応用シナリオ | 推奨タイプ | 空気圧(psi) | 水流量(ノズルあたりのGPM) | 予想冷却速度(°C/s) |
|---|---|---|---|---|
| D2 / A2 工具鋼金型(精密焼入れ、清浄水) | 内部ミックス | 55-65 | 1.5-2.5 | 12-18 |
| 4140 / 4340シャフト(直径25-50 mm) | 内部ミックス | 70-85 | 2.0-3.5 | 25-35 |
| 5160スプリングスチール(三段冷却) | 内部ミックス(プログラム可能) | 40-85(変動) | 1.0-2.5(変数) | 5-40(演出) |
| 316Lステンレスプレート(溶液処理>1000°C) | 内部混合(高速) | 85-95 | 3.0-5.0 | 50-70 |
| 連続鋳造二次冷却(再循環水、スケール付き水) | 外部ミックス | 50-70 | 4.0-8.0 | 15-30 |
| 鍛造冷却/スケール重視環境大きなオリフィスを持つ外部混合 | 40-60 | 5.0-10.0 | 8-20 | |
| 低空気容量プラント(<合計200 SCFM) | 外部混合気(空気効率) | 50-60 | 2.0-4.0 | 10-20 |
例: 4140本のシャフト、直径40mmを浄水で熱処理しています。目標冷却速度は30°C/sから800-500°Cまで。→ 内部混合気、空気75 psi、1ノズルあたり2.5 GPMの水、ノズル間隔150-200 mm。
3.内部ミックスと外部ミックス:詳細なトレードオフ
これは最も重要な仕様決定です。
| パラメータ | 内部ミックス | 外部ミックス |
|---|---|---|
| ミキシングポイント | ノズル本体内で空気+水が結合 | 出口口まで分離 |
| 液滴サイズ範囲 | 10-30μm(非常に微細) | 30-80μm(細かい) |
| 水滴速度 | 100-150フィート/秒 | 50-100フィート/秒 |
| 最小安定流量 | 非常に低い(優れたターンダウン) | 最大流量の>30%が必要 |
| 詰まり感度 | 高い – 小さな内部通路 | 低 – 大きなオリフィス(≥0.080インチ) |
| 水質が必要 | <5μmろ過、<50ppmの懸濁固体 | <50μmのろ過で、ある程度のスケールに対応可能です。 |
| 典型的な空気消費量(60-80 psi時) | ノズルあたり15-25 SCFM | ノズルあたり8-15 SCFM |
| 典型的な水流 | 0.5-5.0 GPM | 2.0-10.0 GPM |
| スプレーパターンの安定性 | 10%のターンダウンまで優れています | 30%未満のターンダウン |
| 最適な応用 | 精密焼入れ、清水、多段階冷却 | 過激な水、連続鋳造、高流量 |
| ノズルあたりの相対コスト | 80〜200ドル | $45-120 |
選択法則:
- 清浄な水(ろ過温度≤5μm)と厳密な微細構造管理が必要です →内部混合
- 循環水、スケール、または空気運用コストを下げたい →外部混合気
実例: 100〜200ppmの懸濁固体を含む再循環水を用いた連続鋳造ラインで、内部ミックスノズルを試しました。詰まりは2〜3週間ごとに起こりました。外部ミックス(0.080インチのオリフィス)に切り替えたことで、メンテナンス間隔が6ヶ月に延長されました。液滴サイズは20μmから45μmに増加し、二次冷却には依然として有効であり、空気消費量は40%減少しました。
4.合金鋼冷却の臨界選択パラメータ
4.1 液滴サイズと蒸気毛布の浸透
鋼温が800°Cを超えると、水は瞬時に安定した蒸気膜を形成します(ライデンフロスト効果)。液滴はこの膜を貫通するには十分な運動量(質量×速度)を持っていなければなりません。
| 液滴サイズ | 速度(エアアシスト) | 運動量 | スチームブランケット貫通 | 冷却効率 |
|---|---|---|---|---|
| 200-500μm(圧力ノズル) | 10-20フィート/秒 | 低 | かわいそうに – 跳ね返る | 低 |
| 50-100μm(外部混合) | 50-80フィート/秒 | 中 | ほとんどの | ミディアム・ハイ |
| 10-30μm(内部混合、高圧) | 100-150フィート/秒 | ハイ | 素晴らしい | 最高 |
高温焼光(850-1050°C)の指定方法:
- 空気圧≥70 psi→液滴サイズ≤30 μm、速度>100 ft/s)の内部混合気を選択します
- 外部混合(水質が強制する場合)では、利用可能な空気圧(70-90 psi)を指定し、小さなエアキャップオリフィスを使って速度を最大化します
検証方法: 試運転中はサーマルカメラを使って蒸気層の厚さを観察します。可視蒸気層が2〜3mmを超える場合は、空気圧を上げるか、より細かい霧化に切り替えてください。
4.2 微細構造管理のための冷却速度制御
異なる合金鋼は、臨界変圧範囲を通じて特定の冷却速度を必要とします。
| 鋼材 | 臨界範囲(°C) | 望ましい冷却速度(°C/s) | ターゲット微細構造 | 推奨ノズル構成 |
|---|---|---|---|---|
| 4140 / 4340 | 800-500 | 25-35 | マルテンサイト(パーライトを避ける) | 内部混合比、70-80 psi、2.0-3.0 GPM |
| D2(高炭素、高Cr) | 850-550 | 12-18 | 微細マルテンサイト+カーバイド | 内部混合気、55-65 psi、1.5-2.5 GPM |
| 5160 スプリングスチール | 800-650:速い 650-400:中程度 400-200:遅い |
30-40 15-20 5-10 |
細かいパーライト→マルテンサイト →ストレスリリーフ | プログラム可能な空気/水(3段階) |
| 316L オーステニティック | 1050-700 | 50-70 | カーバイド沈殿防止 | 内部混合気、85-95 psi、3-5 GPM |
| H13ホットワークツール | 1000-600 | 20-30 | 一様マルテンサイト | 内部混合気、65-75 psi、2.0-2.5 GPM |
5160スプリング鋼の三段冷却例(実際の生産データ):
| ステージ | 温度範囲 | 冷却速度目標 | 空気圧(psi) | 水流量(GPM) | 空気/水の比率 | 目的 |
|---|---|---|---|---|---|---|
| 1 | 870°C → 650°C | 40°C/s | 85 | 2.5 | 15:1 | フェライト生成を抑制する |
| 2 | 650°C → 400°C | 15°C/s | 60 | 1.8 | 10:1 | 制御マルテンサイト形成 |
| 3 | 400°C → 200°C | 5°C/s | 40 | 1.0 | 8:1 | 歪みと残留応力を最小限に抑える |
結果: 単一圧力スプレーと比較してスプリングの反りが45%減少。
検証用の選択パラメータ: ターンダウン比(最大制御流量/最小制御流量)。内部混合ノズルは20:1以上の比率を達成します。外部ミックスは通常3:1〜5:1です。多段冷却の場合は内部混合を指定してください。
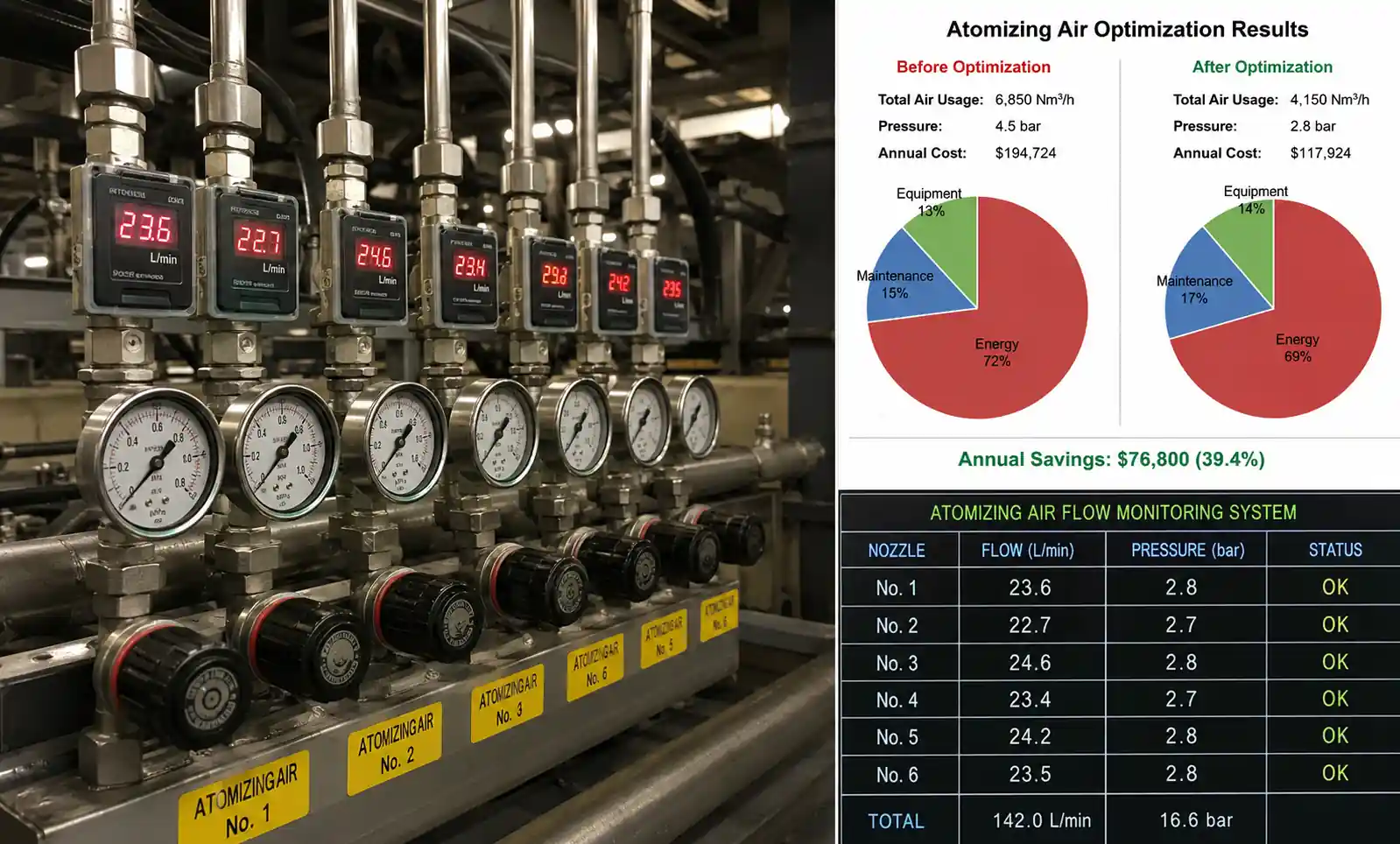
4.3 空気消費量と運用コストの計算
圧縮空気は空気原子化システムにおける最大の運用コストです。選択前に計算してください。
フォーミュラ:
月間空気費 = (# ノズル) ×(ノズルあたりのSCFM) ×(稼働時間/日) × (日数/月) ×(1000 SCFあたりの空気費) 一般的な産業用空気コスト:1000 SCF(圧縮機、乾燥機、保守含む)あたり0.25〜0.40ドル。
40ノズルライン、1日16時間、月22日の例比較:
| ノズルタイプ | ノズルごとのSCFM | トータルSCFM | 月間航空料金(@$0.30/MCF) |
|---|---|---|---|
| 標準内部混合(連続) | 18 | 720 | 3,110ドル |
| 需要制御付き内部混合(平均9時間) | 18 | 360 | $1,555 |
| 外部ミックス(連続音、12 SCFM) | 12 | 480 | $2,075 |
| 需要管理を含む外部ミックス | 12 | 240 | $1,037 |
| 高効率内部混合(8 SCFM) | 8 | 320 | $830 |
冷却を損なわずに空気コストを最小限に抑える方法:
- 部分存在センサーを設置 – 鋼材が冷却ゾーンにある場合にのみ噴霧(通常40〜60%の稼働時間短縮)
- 非臨界ゾーンの気圧を下げる – 厚い断面や要求の少ない冶金は、より低い圧力(および大きな液滴サイズ)に耐えられる場合があります
- 空気効率の良いノズル設計を選択し – 新しい多段アトマイザーは、同じような液滴サイズを発生させつつ、30〜50%の空気消費を抑えます
回収例: 標準の内部混合(18 SCFM)から高効率内部混合(8 SCFM)へのアップグレード(40ノズル)。追加料金:4,200ドル。年間空気節約:(12か月××1日9時間、22日間×10SCFM削減40ノズル×12ヶ月×0.30ドル)= $8,550。回収期間:5.9ヶ月。
5.選択ワークフロー:ノズルを指定する6つのステップ
このチェックリストを使って、あなたの要件を文書化してください:
ステップ1:あなたの鉄とプロセスの特徴付け
- [ ] 鋼材等級:____________
- [ ] 最大断面厚さ:____________ mm
- [ ] オーステナイト化温度:____________ °C
- [ ] 臨界範囲内の目標冷却速度:____________ °C/s
- [ ] 望ましい微細構造:____________(マルテンサイト/ベイナイト/細粒真珠)
ステップ2:水質と供給を定義する
- [ ] 水源:□市/ろ過□再循環□井戸水
- [ ] 懸浮固形物濃度:____________ ppm
- [ ] 粒子サイズ分布:____________ μm(90パーセンタイル)
- [ ] 水温範囲:____________°C
- [ ] ノズル入口の利用可能な水圧:____________ psi
ステップ3:圧縮空気の利用可能性を確定する
- [ ] プラント空気圧(定常状態):____________ psi
- [ ] 冷却ゾーンの利用可能な流量容量:____________ SCFM
- [ ] 空気の質:□ ろ過済み□未ろ過□ 油分・水分を含む
ステップ4:ノズルタイプ(内部混合か外部混合か)を選択する
- [ ] 水は清浄(<5 μm)で、かつ細かい霧→化が必要です 内部混合
- [ ] 水が懸浮固形物を含んでいるか、または空気消費量を抑えたい→ 外部混合
ステップ5:ノズルのサイズを決める
- [ ] ノズルあたりの必要な水流量:____________ GPM(冷却速度およびカバーエリアに基づく)
- [ ] 目標の液滴サイズ/速度を達成するために必要な空気圧:____________ psi
- [ ] 噴霧角度:□ 45° □ 60° □ 80° □ その他 ___
- [ ] ノズル間隔:____________ mm(通常1.5〜2×のスプレー幅)
ステップ6:メーカーデータで確認する
- [ ] 要求性能曲線(水滴の大きさと空気圧の比較)
- [ ] 材料の適合性を要求します(ほとんどの鋼は303/316ステンレス;腐食性消焼剤にはハステロイ)
- [ ] 生産試験用のサンプルノズルを要請
6.よくある選択ミス(そしてそれを回避する方法)
❌ ミス #1:水にスケールが含まれている場合の内部混合気の選択
症状: ノズルが毎週詰まる;スプレーパターンは劣化します。冷却は不均一です。
根本原因: 内部通路(0.040-0.060インチ)が粒子>50μmを閉じ込めます。
解決策: 0.080インチ以上のオリフィスを持つ外部ミックスに切り替える。または上流に5μmのろ過を設置しますが、高流量にはコストがかかる可能性があります。
❌ ミス#2:エアコンプレッサーの容量を過小に設定した
症状: 同時ノズル作動中の気圧低下;液滴の大きさが増大します。冷却速度が目標を下回る。
根本原因: ノズルの空気消費量は80 psiと指定されていますが、コンプレッサーはピーク流量を供給できません。
解決策: 最大稼働時の合計SCFM(全ノズル同時開口)を計算します。安全マージンを20%追加してください。必要な圧力でコンプレッサーのFAD(フリーエアデリバリー)を確認してください。
❌ ミス#3:>800°Cの鋼材に対する蒸気毛布の貫通を無視したこと
症状: 表面温度がゆっくりと下がる;熱画像では厚い蒸気層が示されます。微細構造は不均一な変態を示します。
根本原因: 水滴の速度が低すぎて(<80フィート/秒)、ライデンフロスト点以上の温度。解決策: 鋼材>800°Cの場合、内部混合気圧≥70 psi、または外部混合気で小型空気キャップと圧力≥80 psi)を指定してください。メーカーに速度データを請求してください。
❌ ミス #4:同じノズルを幅広い断面厚に使うこと
症状: 薄い部分が割れる;厚い断層は冷え不足(パーライト層)。
根本原因: 単一ノズルタイプ/空気圧による冷却速度が固定されている。
解決策: 内部ミックスノズルはターンダウン比率が広い(20:1)を使用。ゾーンごとに圧力調整器を設置しましょう。混合生産の場合、ノズル仕様の異なる2つの独立した冷却ゾーンを考慮してください。
❌ ミス #5:エアラインの逆流防止を忘れたこと
症状: 空気管内の水;逆止弁が詰まってしまい、不均一なスプレー。
根本原因: ノズルが止まると水が空気マニホールドに忍び戻ることがあります。
解決策: 各冷却サイクル後に1〜2秒間圧縮空気を吹くエアラインパージバルブを指定してください。各ノズルのエアインレットに逆止弁を追加してください。
7.メンテナンスとライフサイクルコストの比較
何が消耗するのか――そしていつ
| コンポーネント | 典型的な生活(清浄水) | 典型的な生活(過酷/再循環水) | 再調達コスト |
|---|---|---|---|
| ノズルボディ(303/316 ステンレス) | >10,000時間 | >10,000時間 | $50-150(一度きり) |
| エアキャップ(内部混合気) | 6,000〜8,000時間 | 2,500〜3,500時間 | 18ドルから35ドル |
| 液体キャップ/オリフィス(外部混合) | 8,000〜10,000時間 | 3,000〜5,000時間 | $15-25 |
| 逆止弁(エアライン) | 8,000〜10,000時間 | 4,000〜6,000時間 | $10-20 |
| フィルター(液体側) | メーカーごとに交換 | 2〜3をもっと頻繁に置き換え×1人あたり5ドルから15ドル |
メンテナンスコスト比較:エアアトマイチングと油圧ノズル
| コストファクター | 油圧圧ノズル(旧システム) | エアアトマイジング(新システム) |
|---|---|---|
| ノズル交換間隔 | 800〜1,200時間(ノズル全体) | 6,000時間(エアキャップのみ) |
| 年間交換コスト(40ノズル) | $4,800-$7,200 | $1,200-$2,400 |
| メンテナンスのための労働 | 月8時間 | 月3時間 |
| 圧縮空気コスト | なし | 月1,000ドル〜2,500ドル(管理戦略による) |
| スクラップ削減効果 | ベースライン | 5-10%の削減(空気コストの相殺) |
| 年間運用総費用(スクラップを含む) | $15,000-$20,000 | $12,000-$18,000(スクラップ計定時は通常低くなる) |
エアアトマイズノズルの推奨メンテナンススケジュール:
- 週刊: スプレーパターンの目視検査(縞模様や不均一なカバーを確認)
- 月次: 2〜4個の臨界ゾーンノズルを取り外して点検;ピンゲージでエアキャップのオリフィスを測定してください
- 四半期ごとの報告: すべての液体フィルターを清掃すること;エアラインの排水口をチェックしてください。各マニホールドの空気圧を確認
- 3,000時間ごとに(厳しい水): すべてのノズルのエアキャップを交換してください
- 6,000時間ごとに(清水): エアキャップを交換;逆止弁の再構築
8.エアアタマイズスプレーが適切な選択でない場合
利点があるにもかかわらず、エアアトマイズノズルは普遍的ではありません。以下については指定しないでください:
8.1 大規模バッチ浸漬焼入れ
バスケットで50+部品を同時に焼入れする場合、浸漬(油、ポリマー、水)はより簡単で安価、かつ安定しています。スプレーは視線内が必要で、部品同士が影を重ねて冷えを不均一にします。
代替案: 水中ジェットアレイまたは攪拌式浸水。
8.2 非常に薄い断面(<3 mm)超薄鋼(板、ホイル、小さなプレス)は非常に速く冷却するため、細かい霧状スプレーでも熱衝撃でひび割れを引き起こすことがあります。代替案: 強制空冷またはより大きな水滴(≥100 μm)によるミスト冷却。 ### 8.3 ろ過なしの汚れた水 冷却水に>200 ppmが含まれている場合懸浮固形物や5〜10μmのろ過は設置できません。内部ミックスノズルは常に詰まります。0.125インチのオリフィスを持つ外部ミックスは可能ですが、液滴の大きさは粗くなります(>80μm)。
### 8.3 ろ過なしの汚れた水 冷却水に>200 ppmが含まれている場合懸浮固形物や5〜10μmのろ過は設置できません。内部ミックスノズルは常に詰まります。0.125インチのオリフィスを持つ外部ミックスは可能ですが、液滴の大きさは粗くなります(>80μm)。
代替案: 大口の油圧ノズルによるフラッド冷却。
8.4 圧縮空気が極めて制限されたプラント
既存の空気システムで必要なSCFMを提供できず、コンプレッサー容量を増やすことがスクラップ削減で正当化されない場合は、油圧ノズルを使い続けてください。
経験則: 必要な総空気流量>500 SCFM、既存の大型コンプレッサーがない場合、資本コスト(新しいコンプレッサー+乾燥機で5万〜15万ドル)が利益を上回る場合があります。
8.5 ポリマー焼入れの応用
一部の合金鋼は冷却速度を調整するためにポリマー焼光剤(PAG溶液)を必要とします。エアアトマイジングノズルは、粘性流体や非ニュートン流体には一般的に適合しません。内部通路が詰まり、霧化品質が劣化します。
代替案: ポリマー用に設計された大きなオリフィスを持つ油圧ノズル。

9.よくある質問
Q1: 900°Cの鋼材の蒸気毛布を浸透させるには、どのくらいの液滴サイズが必要ですか?
A: ライデンフロスト点(水の場合は~800°C)以上の鋼の場合、水滴の大きさは≤50μm、速度は≥80フィート毎秒であるべきです。内部ミックスノズルは70-90 psiで10-30 μm、100-150 ft/sという理想的な速度を実現します。外部混合気80-90 psiで30-50 μm、70-100 ft/sの速度を得て、ほとんどの用途で十分です。
Q2: 冷却ゾーンに必要なノズルの数はどうやって計算すればいいですか?
A: 必要なカバーエリア(通過ゾーンを通過する鋼材の長さ×幅)を決定すること。ノズル間隔は通常×目標距離での噴霧幅の1.5〜2に相当します。例えば、80°の噴霧角度を持つノズルを表面から200 mmの位置に設置すると、直径≈335 mmをカバーします。250〜300mmの間隔は多少重なる部分があります。メーカーのカバレッジチャートを活用しましょう。
Q3: ポリマークンタント付きのエアアトマイジングノズルを使えますか?
A: 一般的にはおすすめしません。ほとんどのポリマー溶液(PAG、PVP)は水よりも粘度と表面張力が高く、霧化が不十分で小さな内部通路の詰まりを引き起こします。大きなオリフィス(≥0.125インチ)を持つ特殊な外部ミックスノズルも動作しますが、よくテストしてください。
Q4: 冷却速度制御のための典型的なターンダウン比率はどのくらいですか?
A: 内部混合ノズルは、空気圧と水流量を独立して変化させることで、20:1のターンダウン(例:0.25〜5.0 GPMの水流量)を実現できます。外部ミックスは通常3:1から5:1の比率を達成します。多段冷却プロファイル(例:スプリング鋼)の場合は、ゾーンごとに空気と水のレギュレーターを別々に配置した内部混合を指定してください。
Q5: 循環水を使う際のノズル詰まりを防ぐにはどうすればいいですか?
A: 好み順に3つの選択肢があります:
- 水道に自動バックフラッシュフィルター(50-100μm)を設置します。
- 0.080〜0.125インチのオリフィスを持つ外部ミックスノズルに切り替えましょう。これらは大きな粒子に耐えられます。
- 鉄鱗用にサイドストリーム磁気セパレーターを追加。
Q6: 年間のノズルあたりの実際の圧縮空気コストはいくらですか?
A: 公式:「SCFM×年間営業時間×0.30ドル/1000 SCF×60分/時」例:15本のSCFMノズル、年間4,000運転時間 → 15×4,000×60 ×0.30/1000 = 年間1,080ドル。空気消費量を5SCFM削減することで、ノズルあたり年間360ドルの節約になります。
Q7: 選択したノズルが必要な冷却速度を達成しているかどうかはどうやって確認すればいいですか?
A: 最良の方法 – 計測器による生産試験:
- 同じ鋼材等級と断面厚さの試験クーポンに熱電対を埋め込む。
- オーステナイト化温度まで加熱します。
- 指定された空気/水設定で候補ノズルを冷却する。
- 温度と時間曲線の記録。臨界範囲の冷却速度を計算してください。
- 冶金的要件(例:4140マルテンサイトで>25°C/s)と比較してください。
Q8: ノズル構造に使える材料にはどのようなものがありますか?
A:
- 303/304 ステンレス鋼 – クリーンウォーターの標準、ほとんどの合金鋼用途。
- 316 ステンレス – 腐食環境(塩化物、酸性焼入れ剤)用。
- ハステロイC-276 – 激しい腐食や高温酸化条件に対応。
- 硬化工具鋼 – 研磨処理用(外部混合オリフィスのみ)。
10.仕様チェックリストと次のステップ
購入のための最終仕様チェックリスト
これをRFQにコピーしてください:
エアアトマイジングノズル仕様 – 合金鋼熱処理
必要な冷却性能:
- 鋼材等級:____________________
- オーステナイト化温度:_________°C
- 必要な冷却速度(臨界範囲):_________°C/s
- ターゲット液滴サイズ(最大):_________ μm
- スチームブランケットの貫通が必要か?□ はい(T >800°C) □ いいえ
ノズルタイプ: □ 内部ミックス □ 外部ミックス
水供給:
- ノズルあたりの流量:_________ GPM
- 水質:清□(<5μm)□過激(懸浮固形物最大_______ppm)
- 水温:_________°C
空気供給:
- 入口圧力:_________ psi
- ノズルあたりの最大SCFM:_________(不明の場合)
スプレージオメトリ:
- 噴霧角度:_________度
- 目標までの距離:_________ mm
- 必要なカバレッジ幅:_________ mm
建設:
- 装備:□ 303 SS □ 316 SS □ ハステロイ□その他の_________
- 接続サイズ:_________(例:1/4インチNPT、3/8インチBSPT)
必要なアクセサリー: □ エアキャップ交換キット(数量:) □ 液体フィルター(ミクロン規格:) □ 逆止弁(エアライン) □ 取り付けブラケット(説明:______)
ノズル数:_________ 配達要請:_________
引用とともに: □ 性能曲線(指定水流量時の水滴の大きさと空気圧の比較) □ 立体描画 □ 材料証明書
選考後の次のステップ
-
サンプルを要求 – 実際の鋼材等級と生産温度で試験してください。公開された曲線だけに頼らないでください。
-
マニホールドの設計 – 空気および水の配線はピーク流量に合わせてサイズが整わなければなりません。ゾーンごとに個別の遮断弁と圧力調整器を設置してください。
-
ろ過の設置 – 内部混合液の場合は、水道管に5〜10μmのフィルターを設置してください。外部ミックスの場合、通常50〜100μmで十分です。
-
熱的検証を伴う試運転 – 熱画像や埋め込み型熱電対を用いて冷却の均一性と速度を検証する。
-
メンテナンススタッフの訓練 – エアキャップの点検、清掃、交換方法を教えてください。予備のエアキャップを常備しておきましょう。
-
監視と最適化 – 3か月後、スクラップ率、サイクルタイム、圧縮空気消費量を見直す。可能な限り、ゾーンごとに気圧を下げて調整してください。
要約:1ページ選択ガイド
| もし必要なら... | 選べ... | 主要仕様 |
|---|---|---|
| 薄片や高温焼光用の非常に微細な液滴(10-30 μm) | 内部混合気、70-90 psi | 液滴サイズ曲線 |
| 低空気消費量(ノズルあたり<12 SCFM) | 外部混合または高効率内部 | SCFM定格は60 psiで |
| 多段冷却プロファイル(例:スプリング鋼) | 空気と水の別制御を備えた内部混合混合 | ターンダウン比率 ≥20:1 |
| 水垢や再循環水に対する耐性 | 外部混合、0.080インチ+オリフィス | オリフィスサイズ |
| 初期購入コストの最低 | 外部ミックス(標準) | ノズルあたり45〜120ドル |
| 最低総営業コスト(空気+スクラップ削減) | 需要制御と効率的なエアキャップを備えた内部混合気 | 回収を計算する |
ほとんどの合金鋼熱処理(4140、4340、D2、5160)に対する最終推奨事項: まずは内部混合ノズル(60-80 psi)、1ノズルあたり1.5〜3.0 GPMの水、間隔150〜200 mmから始めます。ろ過水(≤10μm)を使用してください。部分存在感センサーを設置して空気消費を減らしましょう。熱電対計測クーポンで冷却速度を検証してください。