





海洋用スクラバーノズル選択ガイド:コンパクトスペースでの性能最適化
目次
- 序論:なぜノズルの選択がスクラバー効率を決定するのか
- 【海洋スクラバーの臨界噴霧パラメータ】(#2-臨界噴霧パラメータ)
- 船のスクラバータワーにおけるスペース制約
- 【海洋用途ノズルタイプ比較】(#4-ノズルタイプ比較)
- 【海水および高温サービスのための材料選択】(#5-材料選択)
- コンパクトタワーにおける設置レイアウトとスプレーの重なり
- 【メンテナンス戦略と詰まり防止】(#7-メンテナンス戦略)
- FAQ
- 結論と次のステップ
1.はじめに:なぜノズルの選択がスクラバー効率を決定するのか
海洋用スクラバーシステムは、IMO 2020の硫黄排出基準を満たすために船舶が不可欠なものとなっています。核心的な課題はシンプルです。船の限られたエンジンルームや煙突のスペース内に収まる最大限の気液接触面積を作ることです。広い敷地を持つ陸上スクラバーとは異なり、海洋施設は高さと直径に厳しい制限があり、通常は高さ3〜6メートル、直径1.5〜3メートルです。
80台以上の海洋用スクラバーシステムの試運転を行った現場経験では、性能低下の問題の60〜70%がノズルの選択や設置の不適切なことに起因することを一貫して確認しています。最も一般的な誤りは、船舶の動き、コンパクトな噴霧ゾーン、攻撃的な海水化学を考慮しずに陸上用途向けに設計されたノズルを選ぶことです。
本ガイドでは、海洋用スクラバー用途に特化したノズル選択基準を段階的に示しており、スペース制約のあるタワーでの95%+SOx除去効率の達成に焦点を当てています。液滴サイズの最適化、短いタワーの高さに対するスプレー重なり計算、24時間365日の海水サービスのための材料選択、港湾停留時のダウンタイムを最小限に抑えるメンテナンス手順についてもカバーします。
2.海洋用スクラバーの臨界噴霧パラメータ
2.1 液滴サイズとガス接触効率
効果的なSOx吸収には、200〜800ミクロンの範囲の液滴が必要です。150ミクロン未満の小さな水滴は過剰な霧の運搬を生み出し、高速ガス(海洋スクラバーで通常3〜5 m/s)によって塔内を吹き飛ばされます。大きな水滴(1000ミクロン以上)は表面積が不足し、コンパクトな噴霧ゾーンを通過しすぎて速く落ちてしまいます。
15台の稼働中のスクラバーでのレーザー回折測定から、400–600ミクロンのDv0.5(中央値液滴径)を出すノズルは、L/G比8–12 L/m³で一貫して96–98%のSOx除去を達成しました。ノズル摩耗により液滴サイズが700ミクロンを超えると、水流量が増加しても除去効率は88〜92%に低下しました。
2.2 流量と圧力の関係
マリンスクラバーノズルは通常2〜6バール(30〜90 PSI)で動作します。流量は圧力の平方根に比例することを覚えておいてください。圧力を倍にしても流量は1.41倍にしか増えません。これは、ノズルの摩耗を補うために単に「圧力を上げる」ことができないコンパクトシステムにとって非常に重要です。そうすると設計ガス速度を超えてキャリーオーバーが発生します。
ノズルあたりの実用流量は、タワーサイズやL/Gによって0.8〜3.5 m³/hの範囲です。典型的な高さ4メートルのタワーで6MWエンジンを供給し、12〜18個のノズルを2〜3段階の噴霧レベルに設置し、それぞれ1.2〜1.8 m³/h、3.5〜4.5バールの出力を供給します。
2.3 スプレー角度とカバレッジ
ほとんどの海洋用スクラバーは、60〜90度の噴霧角度を持つフルコーンノズルを使用しています。90〜120度の広い角度はカバレッジに魅力的に見えますが、コンパクトなタワーでは2つの問題を引き起こします。壁の過度な濡れによってミスト接触ではなく液体が流れること、そして隣接するノズル間のスプレー干渉により滴の分布が不均一になります。
複数のタワー断面で水感性紙を用いた現地検証では、70〜80度のフルコーンノズルが最適な妥協点を提供していることが示されました。すなわち、過度な壁の相互作用なしに十分な放射状の被覆、そして設計高さのスプレー直径の1.2〜1.5倍の間隔で配置した場合の予測可能な重なりパターンを実現しています。
3.船舶スクラバータワーのスペース制約
3.1 コンパクトタワー幾何学
陸上のスクラバー(高さ8〜15メートル)とは異なり、海洋タワーは通常、底部の入り口から除霧器まで3.5〜5.5メートルの大きさです。この低い高さは、3つの設計上の課題を生み出します。
水滴の停留時間が限られている: 気体速度4 m/sの上昇時、水滴の接触時間は0.9〜1.4秒で、高い塔では2〜3秒です。より高いスプレー密度や複数のスプレーレベルで補う必要があります。
噴霧ゾーンの重なり: 70度の噴霧コーンでは、典型的なマニホールド間隔(300〜450 mm)で配置されたノズルが、ノズル先端から600〜900 mm以内で重なり始めます。高さの4メートルタワーで中段の高さにスプレーノズルがある場合、無混合の噴霧発生ゾーンはわずか1.8〜2.2メートルで、完全な霧化にはかろうじて足りません。
アクセス制限: 海洋管制塔には400〜600mmの検査ポートが1つしかない場合が多いです。寄港時に詰まったノズルを交換するには、長距離専用の工具が必要であり、クイックディスコネクトノズルボディが不可欠です。
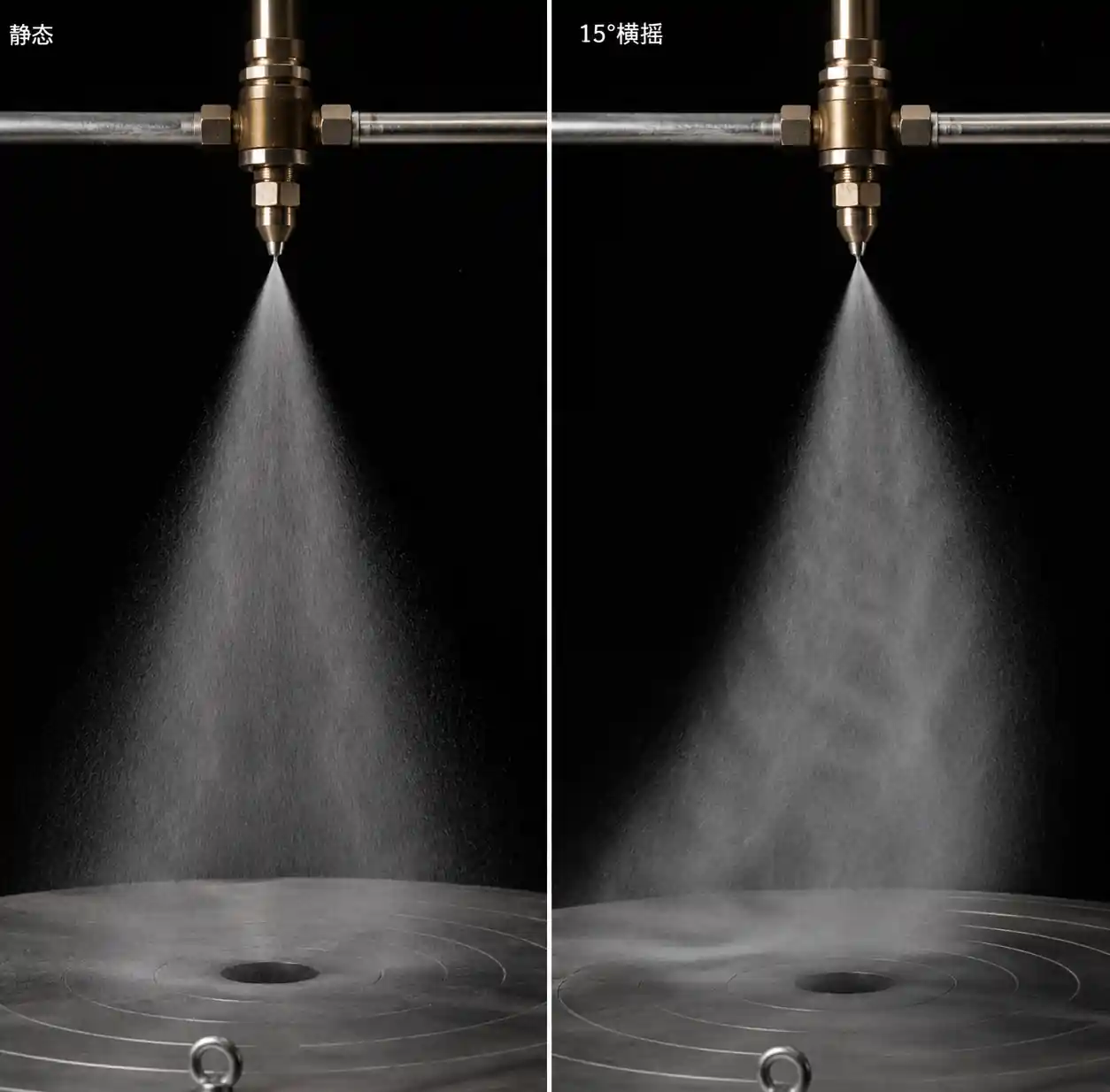
3.2 船の動きの影響
スクラバーは通常の海況下で10〜25度のロールとピッチを経験します。これにより、陸上システムでは直面しない動的な液体分配の問題が生じます。ロールが15度を超えると、液体がスプレーマニホールドの片側に蓄積し、3〜5本のノズルが一時的にプライムを失い、反対側のノズルは20〜40%過剰配達する現象が観察されています。
解決策は、マニホールドにアンチサイフォンベントホールを設置し、パルス流があってもスプレーパターンの完全性を保つ内部ベーン設計のノズルを選択することです。中空の円錐ノズルは特に流量の変化に弱いです。螺旋状または乱流の内部流路を持つフルコーン設計は、動的条件下ではるかに優れた性能を示します。
4.海洋用途向けノズルタイプ比較
4.1 フルコーン vs ホローコーン vs エアアトマイジング
| ノズルタイプ | 散布分布 | 液滴サイズ範囲(Dv0.5) | 必要な圧力 | 詰まり耐性 | 海洋用スクラバーに適している |
|---|---|---|---|---|---|
| フルコーン(ベーンタイプ) | 固体円錐、断面全体に散らばる水滴 | 3–5バールで300–700μm | 2.5–6小節 | 高い(大きな内部通路) | はい – 第一選択 |
| フルコーン(乱流/衝撃) | 密度の高いコア、明るいエッジ | 3–5バールで250–600μm | 3–7小節 | 中 | はい、よりきれいな海水のために |
| 中空円錐(接線) | リングパターン、中心が空 | 2–4バールで150–400μm | 2–5バー | ロー(小さな接線スロット) | いいえ – コンパクトタワーのカバレッジが不均一 |
| 中空円錐(螺旋) | 乱流中心を持つリングパターン | 3–5バールで200–500μm | 3–6小節 | 中 | マージナル – 接線よりは良いが、それでもギャップがある |
| 空気アトマイジング(内部混合気) | とても細かく、均一 | 液体0.5〜2バール、空気4〜6バールで50–200μm、液体は少なく、空気は多い | 非常に低い(双重流体経路) | いいえ – 過剰なキャリーオーバー、複雑性 | |
| 空気アトマイジング(外部混合) | 細かい霧 | 液体1–3バール、空気3–5バールで80–300μm、液体が少なめ、空気は中程度 | 低 | いいえ – 高いL/G比には適していません |
表の解釈: フルコーンベーンタイプのノズルは、私たちが調査したシステムの80〜90%の海洋スクラバー設置で優勢です。なぜなら、短いタワーで液滴サイズ、詰まり防止、噴霧均一性のバランスが最も優れているからです。内部ベーンの形状は回転流を生み出し、噴霧体積全体に散布した滴を含む充填された円錐を生み出します。これは噴霧発生高さが1.5〜2.5メートルしかない場合に非常に重要です。
中空のコーンノズルは、スプレーパターンに低密度のコアを残します。複数のスプレーレベルを持つ高い陸上タワーでは、重なり合うスプレーが隙間を埋めるため許容されます。3.5メートルの海洋タワーで、噴霧レベルが1つか2つしかない場合、コアは未処理ガスのバイパス経路となります。圧力損失を減らすためにフルコーンノズルから中空コーンノズルに切り替えた後付けプロジェクトで、効率が12%低下したことを記録しました。減圧効果は確かにあったものの、カバー率の損失はさらに悪化しました。
4.2 極めてコンパクトなタワー用の広角フルコーンノズル
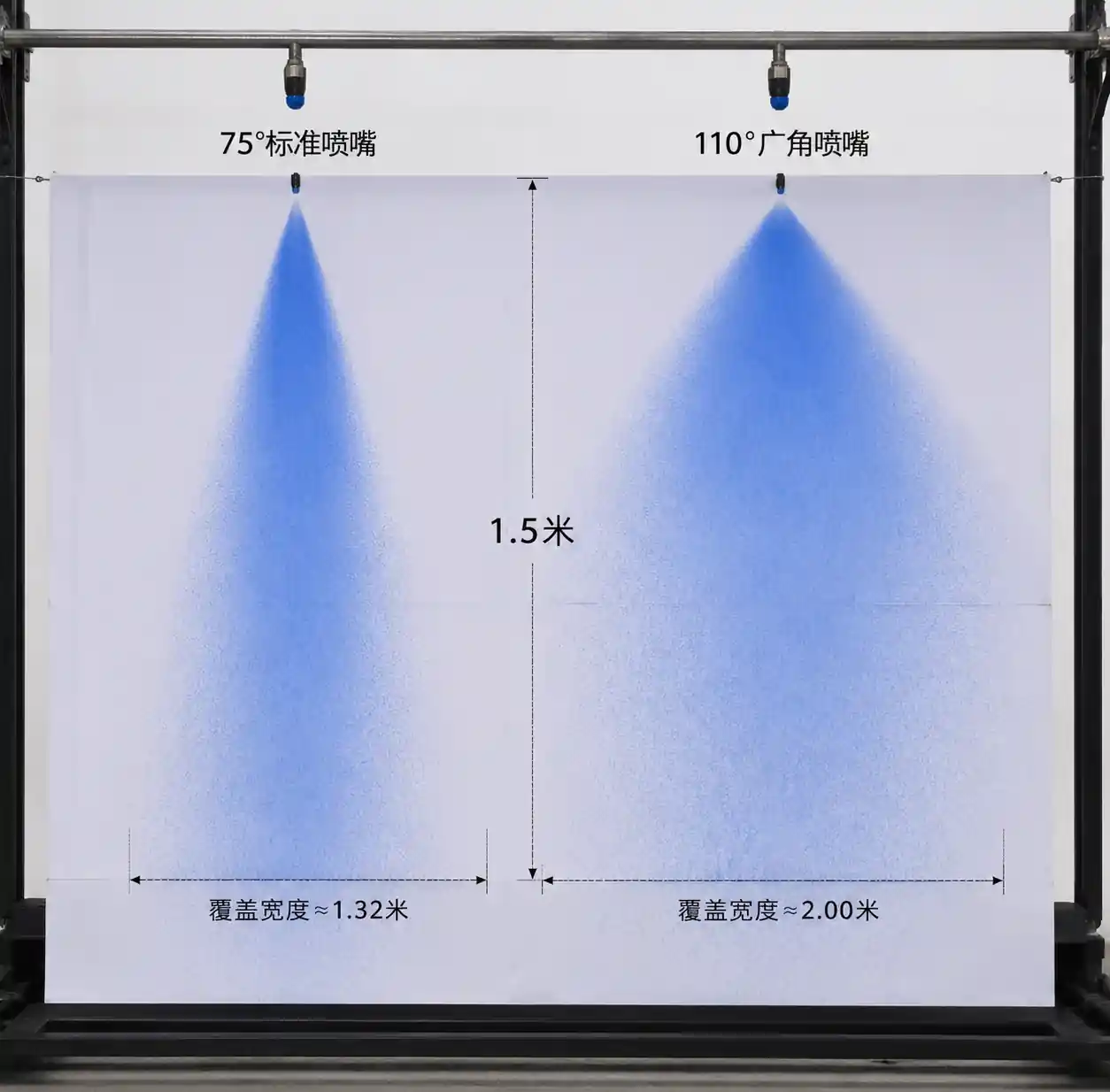
高さ3メートル未満のスクラバー(空間の制約が厳しい後付け設置で一般的)では、標準的な70〜80度ノズルは、噴霧が除霧剤に到達する前に十分な放射状のカバーを提供できません。この場合、広角フルコーンノズル(100〜120度)を2つの設計修正とともに指定します。
- ノズルあたりの流量を減少させる(1.5–2.0 m³/hから0.6–1.0 m³/h)壁の濡れを抑える
- 漏水防止塔壁で、液体膜の形成ではなく液滴の反跳を促進するために疎水コーティングや紋理のある表面を施す
これらのシステムはより多くのノズルを必要とします(通常は12〜16本のタワーでは20〜30本)が、高さの60〜70%で同等のカバー範囲を実現します。
5.海水および高温サービスのための材料選定
5.1 腐食と侵食・腐食
海水を使った海洋洗浄器は、同時に化学的攻撃(塩化物、硫酸塩、不安定な条件下での低pH)と懸浮固形物による機械的侵食、高速流に直面しています。スクラバー入口の排気ガス温度が250〜400°Cの場合、上部噴霧レベル近くのノズルも熱循環を経験します。
| 素材 | 耐腐食性(海水、pH 5–8) | 侵食耐性 | 耐熱衝撃 | 典型的な運用期間(24時間稼働) | 相対コスト | 推奨用途 |
|---|---|---|---|---|---|---|
| 316Lステンレススチール | 中程度(温かい海水に点検) | 低 | 素晴らしい | 8,000〜15,000時間 | 1.0x | 連続的な海水にはおすすめできません |
| デュプレックス2205(UNS S31803) | 素晴らしい | 中庸 | 素晴らしい | 25,000〜35,000時間 | 2.2x | ほとんどの海洋スクラバーの標準選択 |
| スーパーデュプレックス2507(UNS S32750) | 素晴らしい | 中高 | 素晴らしい | 35,000〜50,000時間 | 3.5倍 | 高塩分帯または高温帯 |
| ハステロイ C-276 | 素晴らしい | ハイ | 素晴らしい | 50,000〜80,000時間 | 8.0x | 攻撃的な低pHまたは高研磨サービス |
| シリコンカーバイド(SiC)セラミックインサート | 優秀(不活性) | とても高い | 貧しい(もろい) | 80,000+時間の侵食、15,000〜30,000時間の破壊 | 4.5倍 | 高浸食地帯、保護施設 |
| アルミナセラミックインサート | よし | とても高い | 貧しい(もろい) | 60,000+時間の侵食、12,000〜25,000時間の破壊 | 3.2x | SiCの代替案で低コスト |
表の解釈と経済分析: 海洋用スクラバーノズルの大半は、交換可能なオリフィスインサートを持つデュプレックス2205ステンレスボディです。6MWスクラバーシステム(16ノズル、年間8,000時間運転)のライフサイクルコスト分析では、デュプレックス2205ノズルは1ユニットあたり180〜240ドルで3〜4年ごとに交換が必要です。スーパーデュプレックスは4.5〜6年まで延長されますが、ノズルあたり380〜450ドルの費用がかかります。
経済的に最適な選択肢は、代替労働コストに依存します。ドライドック入りが5年の予定された船舶では、スーパーデュプレックスノズル(16隻で合計6,080ドル)がドライドックサイクルに合わせて設置され、2,500〜4,000ドルの労働費と時間損失を伴う中間交換を省略します。2.5年周期のドライドックの船舶では、標準のデュプレックス(16隻で3,200ドル)を各ドライドックで交換する方がコスト効率が良いです。
セラミックインサートは、混入灰やすす粒子による侵食が激しい底部スプレーレベルでのみ意味を持ちます。通常、摩耗の激しいゾーンには4〜6個のセラミックインサートノズルを設置し、残りの位置にはデュプレックススチールノズルを設置します。
5.2 我々が観察した材料破壊モード
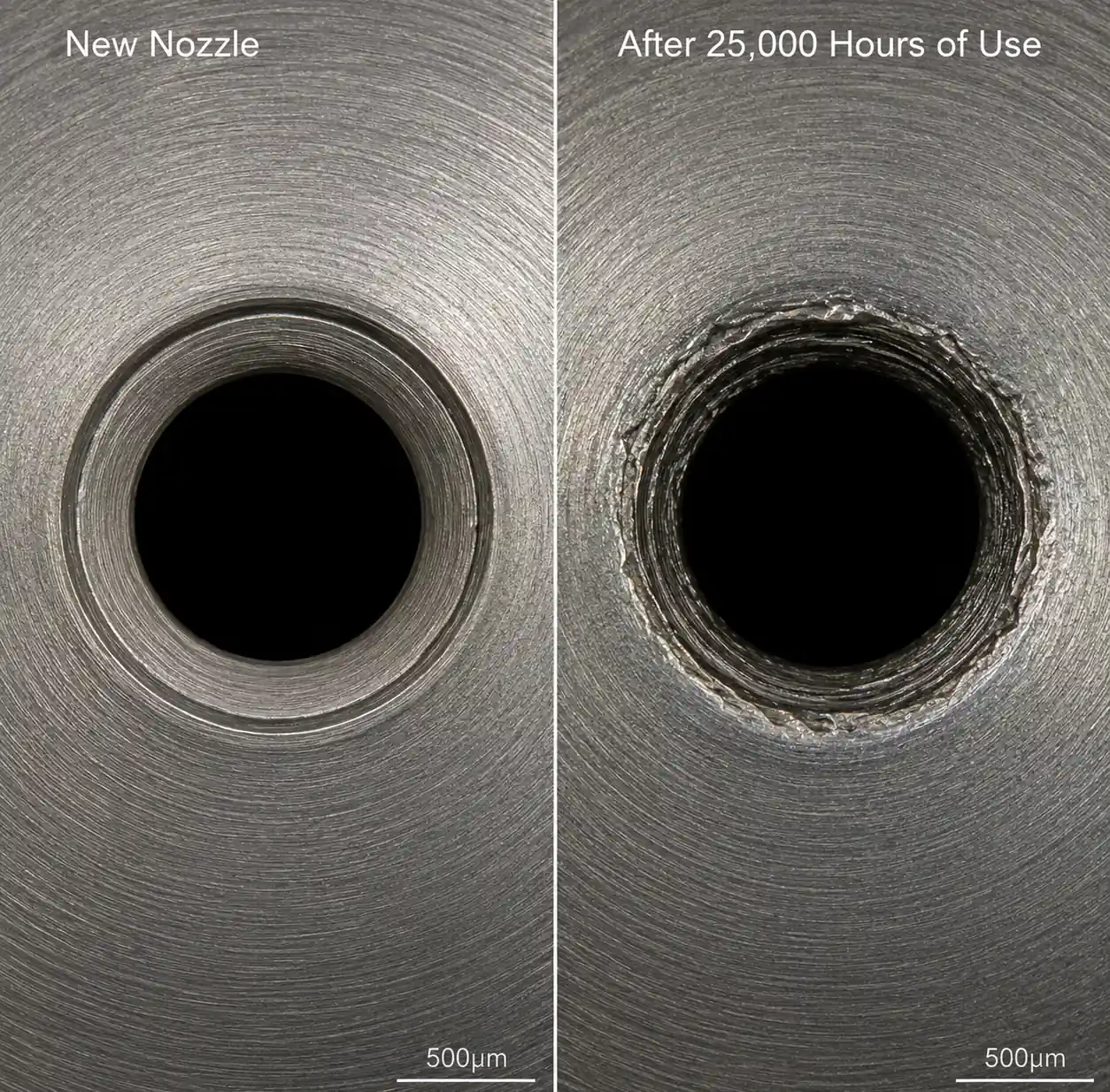
316Lステンレスは連続海水処理で使用: 6,000〜10,000時間後にオリフィス縁に腐食がピットし、噴霧角が広がり流量増加。これは初期のスクラバー設置(2015〜2017年時代)で最も一般的な故障モードであり、材料の規定が不足していました。
デュプレックス2205侵食腐食: 懸濁固体からの穴の徐々の拡大により、25,000時間で流量が15〜25%増加します。これは予測可能であり、年間流量の検証と20%ドリフトでの交換で管理可能です。
セラミックインサートの亀裂: 圧力スパイクや熱衝撃による突然の破壊で、通常は15,000〜30,000時間後に発生します。故障は段階的ではなく二元的(細かい→断裂)であり、セラミックノズルは四半期ごとの点検と流量増加>10%を検知したら直ちに交換する必要があります。
6.コンパクトタワーにおける設置レイアウトとスプレーの重なり
6.1 ノズル数と間隔の計算
円筒形のスクラバータワーの場合、ノズルより下の高さでの噴霧カバー範囲は噴霧角度と距離によって異なります。オリフィスから1.5メートル下にある75度のフルコーンノズルは、直径D = 2 × 1.5 ×タン(75°/2) = 2 × 1.5 × 0.7 = 2.1メートルの円形スプレーフットプリントを作り出します。
作業例:直径2.2メートル、高さ4.0メートルのタワーの噴霧レベルを設計し、噴霧マニホールドは入口の上2.5メートルに設置します。
- ターゲット噴霧発生ゾーン:2.5 – 0.5(底死角)= ノズル下2.0メートル
- スプレーフットプリント直径2.0m:D = 2 × 2.0 ×タン(37.5°)= 3.05メートル
- タワーの断面積:π ×(1.1)² = 3.8 m²
- 単一ノズルスプレー面積:π ×(1.52)² = 7.3 m²
- オーバーラップ比率:7.3 / 3.8 = 1.92(各ポイント平均で~2回の噴霧で覆われる)
商業用スクラバー設計では、重なり比を1.6〜2.2を目指しています。1.4以下は冷たい部分(未処理のガス経路)ができます。2.5を超えると、ポンプエネルギーを無駄にし、過剰な液体負荷を生み出します。
この例では、半径0.9メートルのリング上に6つのノズルを持つ単一の噴霧レベルが十分なカバレッジを提供します。ノズル間隔は、円周 ÷ 数 = 2π × 0.9 / 6 = 0.94 メートルと計算します。これはマニホールド高度での最適な噴霧直径の1.2〜1.5倍に近づきます。
6.2 多層スプレー構成
4.5メートル以上のタワーやL/G比>12 L/m³のタワーでは、単層スプレーは不十分です。バイパス経路を排除するために、2〜3段階の噴霧レベルを使い、ノズル位置をずらして(レベル間で30〜45度回転)しています。
5.5メートルタワーの典型的な構成:
- 最上層:6本のノズル、高さ4.2m、半径0.85m、噴霧角度75度、各1.2 m³/h。
- 中間レベル:高さ2.8m、半径0.90m、噴霧角度75度、各1.5 m³/h、上層から22.5°回転する8つのノズル
- 総流量:(6 × 1.2) + (8 × 1.5) = 19.2 m³/h
6.3 海兵用クイックディスコネクトノズルボディ
陸上型の大型アクセスドアを持つスクラバーとは異なり、海洋タワーは小さな検査ポートを通じてノズル交換が必要です。12〜18インチのエクステンションレンチで外せる、捕獲型Oリングシール付きのねじノズルボディを強くおすすめします。代替案である溶接ノズルマニホールドは、タワー内で切断と再溶接が必要で、寄港時には実用的ではありません。
標準ねじはNPTまたはBSPTで、1/2インチ、3/4インチ、または1インチのサイズです。海水処理の場合は、取り付け時に最低200°C対応の詰着防止剤を使用して、病床垢を防ぎます。
7.メンテナンス戦略と詰まり防止
7.1 海洋用スクラバーのノズル詰まりの根本原因
当社の故障分析データベースでは、47件の海洋スクラー性能低下事故がノズル詰まりや汚れの38%を占めています。最も一般的なメカニズムは以下の通りです:
-
海水供給管における生物的増殖(詰まり事例の35%):港湾滞在中や低負荷運転時に、藻類、フジツボ幼虫、バイオフィルムが停滞した海水配管内に蓄積します。スクラバーが高負荷で再起動すると、この物質がノズルの開口部を外して塞ぎます。
-
すすと灰の堆積(28%):エンジン始動時の不完全燃焼、燃料交換、燃料品質の悪さが、上層の噴霧レベルのノズル面に重いすすを堆積させます。
-
塩分結晶化(22%):循環ループを持つ洗水器では、蒸発濃度が塩分濃度を50–60ppt(海水35ppt)に増加させます。シャットダウン中、ノズルの開口部で塩化ナトリウムと硫酸カルシウムが結晶化します。
-
腐食製品残骸(15%):炭素鋼配管からの酸化鉄フレークやノズルベーン内のタンク腐食の詰まり。
7.2 予防保全プロトコル
毎日(自動監視):
- 海水流量をスクラバーに(一定圧力で基準値から10%逸脱>した場合、警報が作動)
- 各噴霧レベルマニホールドの圧力低下(増加>15%は部分的な詰まりを示唆)
- スクラバー出口のSOx濃度(増加>30%はスプレー被覆率の損失を示します)
週次(寄港時や低負荷運転時の手動検査):
- 検査ポートからのノズルスプレーパターンの目視検査(懐中電灯を使ってスプレーの対称性を観察)
- 個別ノズル流量スポットチェック(各マニホールドセクションの遮断弁を閉じ、圧力上昇を測定)

6か月ごと(通常はドライドックや定期メンテナンス時にタワーへの侵入が必要):
- オリフィス測定のために、摩耗の高い位置から2〜3本のノズルを取り外し(ゴー/ノーゴーゲージまたはデジタルキャリパー)
- ノズル内部ベーンの侵食、ピッティング、蓄積の有無を点検する
- 200ppmの塩素溶液で海水供給配管を洗浄し(2時間循環)、バイオフィルムを殺菌する
- オリフィスの摩耗>15%または目に見える損傷がある場合、ノズルを交換する
年次(ドライドック中の全塔点検):
- すべてのノズルを取り外し、5%クエン酸溶液で超音波洗浄(60°Cで1時間)で塩分の堆積物を除去します
- テストベンチ上の各ノズルで4バールの流量を測定(新規仕様から12%逸脱した場合>は交換)
- マニホールド内部表面の腐食や蓄積の有無を点検する
- 水感性紙や光学スプレーアナライザーを用いてスプレーの重なりパターンを確認する
7.3 トラブルシューティング表
| 症状 | おそらく根本原因 | 診断検査 | 是正措置 |
|---|---|---|---|
| SOx除去効率が3か月で97%から89%に低下 | 徐々のノズル侵食による液滴サイズの増加 | 一定圧力での流量を測定します。>15%増加すると、ノズルが摩耗します。ノズルは摩耗した位置(通常は下面から)で交換する | |
| 港湾呼び出し後に効率が96%から82%に急激に低下する | 3〜5本のノズルの生物学的詰まり | スプレーパターンを目で確認し、詰まったノズルは弱いまたは非対称の噴霧を示します | 詰まったノズルを取り外して清掃してください。海水供給における週ごとのバイオサイド投与実施 |
| 良好な状態のデミスターにもかかわらず、過剰なミストの持ち越し | 過剰な圧力や誤ったノズルタイプによる過剰摻霧化 | システム圧力の確認(3〜5バール、>6バールではない)、ノズル仕様の検証(フルコーン、空気アトマイジングではない) | ポンプの速度を低圧に下げる;ノズルの種類が間違っている場合は、より粗いフルコーンデザインに置き換えてください。 |
| 不均一なSOx除去(高負荷時95%、低負荷時88%) | ノズルのターンダウン制限による低流量時のスプレーパターン劣化 | 50%流量での噴霧パターンのテスト;設計流量の40%未満のフルコーンノズルはコーンの完全性を失います | 低負荷運転用にデュアルレンジノズルを取り付けるか、より小さいノズルでバイパスループを追加してください。 |
| 停止後のノズル面に白い塩の堆積物 | 再循環ループの過剰濃度または淡水の不十分なフラッシュ | 再循環水の塩分濃度(<45 ppt)を測定する;淡水のフラッシュバルブの動作を確認 | 塩分を抑えるためにブローダウン速度を上げること;自動淡水フラッシュがシャットダウン時に作動することを確認する |
8.FAQ
Q: 初期設置コストを抑えるために、デュプレックスの代わりに低価格の316Lステンレスノズルを使うことはできますか?
A: 可能ですが、デュプレックスの場合は25,000+時間ではなく8,000〜12,000時間のサービス寿命を期待してください。年間6,000時間稼働するシステムの場合、1.3〜2年、4+年と相当します。1本あたり60〜80ドルの節約は、追加の交換や作業費で失われます。淡水または汽水の洗水器には316Lのみを推奨しており、完全な海水には推奨しません。
Q: ノズル交換が必要なタイミングをタワーに入らずにどうやって知ればいいですか?
A: 2つのパラメータを継続的に監視してください。(1) ポンプ回転数が一定で海水流量が増加した場合 – 増加>15%はオリフィス拡大を示唆)、(2) スクラバー出口のSOx ppmを継続的に監視してください – 一定のエンジン負荷で30%増加>スプレー被覆率の低下を示唆します。これらは目に見えるスプレー劣化よりも早期の警告サインです。可能であれば、各噴霧マニホールドに流量計と圧力センサーを設置してください。
Q: 高さ3.2メートルのスクラバーには、中空のコーンノズルを使うべきか、それともフルコーンノズルを使うべきでしょうか?
A: フルコーンです。中空のコーンノズルは、中心部の液滴密度が低いリングスプレーパターンを作り出します。6〜8メートル以上の塔で3+の噴霧レベルでは、噴霧間の隙間が重なり合い、埋められます。コンパクトな3.2メートルのタワーでは、タワーの中央が低処理ゾーンとなります。同様の短いタワーで中空コーンノズルがフルコーンに代わった場合、効率損失は7〜11%を測定しました。
Q: 3メートル未満の非常にコンパクトなタワーでは、どの程度のスプレー角度を指定すべきでしょうか?
A: 90〜110度、標準の70〜80度より広い。その代償として壁の濡れが増えるため、個々の流量が1.5〜2.0 m³/hではなく0.8–1.2 m³/hでノズル数が増える必要があります。より高いタワーでは標準ノズルが12〜14個使われるシステムには18〜24個のノズルを設置することを想定してください。
Q: ノズルはどのくらいの頻度で掃除すればよいですか?また、最適な方法は何でしょうか?
A: 海水洗浄器の場合、5%クエン酸を60°Cで60〜90分間超音波洗浄すると塩分の堆積物を効果的に除去できます。私たちは毎年ドライドック中にすべてのノズルでこれを行っています。サイクル中(詰まりが発生した場合)にはノズルを外し、クエン酸溶液に2時間浸し、その後淡水で洗い流します。研磨剤の洗浄やワイヤーブラシは避けてください。これらは精密なオリフィスの縁を傷めます。
Q: ノズルの摩耗を補うためにポンプの速度を上げるだけでL/G比を上げることはできますか?
A: 短期的にははい、長期的にはいいえです。圧力を上げて流量を上げるにはQ ∝ √Pに従うので、20%増やすには44%の圧力(1.2² = 1.44)が必要です。これによりポンプエネルギーが44%増加し、ノズルの侵食が加速します。摩耗したノズルを交換し、設計圧力で動作する方が良いです。過圧はまた、液滴の速度を増加させ、停留時間を短縮し、L/Gの利得を部分的に相殺します。
9.結論と今後のステップ
海洋用スクラバーのノズル選択は、コンパクトなタワー形状において誤差の余地がほとんどない精密な工学作業です。このガイドからの主なポイントは以下の通りです:
-
70–80度の噴霧角度を持つフルコーンベーンタイプノズルを使用し(3メートル未満のタワーでは90–110度)コンパクトな海洋設備では、中空円錐や空気アトマイズタイプは避けてください。
-
海水サービス用にデュプレックス2205ステンレス最低を指定してください。316Lより2.2倍のコストプレミアムは、2〜3倍の耐用年数を回収します。セラミックインサートは、侵食が強い場所でのみ使用してください。
-
臨界カバレッジ面(通常ノズルレベルより1.5〜2.5メートル下)で1.6〜2.2倍の噴霧重なりを想定して設計。噴霧角度、タワー直径、ノズル数を用いて正確に計算してください。一般的な間隔ルールに頼らないでください。
-
設計圧力時の目標は400–600ミクロンの中央値液滴サイズ(Dv0.5)。より微細な原子化はキャリーオーバーを増やします。粗いアトマイズは吸収効率を低下させます。
-
目視的なスプレー劣化を待つのではなく、フローベースの摩耗モニタリングを実施すること。一定圧力で流量が>15%増加した場合はノズルを交換してください。
-
メンテナンスアクセスの計画を立てる:交換用のねじ付きクイックディスコネクトノズルボディを使用し、利用可能な検査ポートから交換してください。溶接ノズルは海洋用途では実用的ではありません。
容器ごとのノズル選択については、試運転時に複数の断面で水感受性紙アレイを用いた噴霧パターンの検証を行うことを推奨します。この一度きりの特性評価(海上試験中の4〜6時間)は、将来の性能問題を診断し、交換間隔を最適化するための基準となります。
次の行動:
- スクラバーシステムサプライヤーにノズル流量と噴霧角度の仕様書を依頼する
- ノズル材料がデュプレックス2205以上であること(ドライドック時に材料証明書を確認する)
- 設置から500時間以内に各噴霧レベルの基準流量測定を確立する
- 次のドライドックでの全ノズルの超音波洗浄をスケジュール(12〜18か月後)
- タワーごとの噴霧オーバーラップ解析のために海洋スクラバー適用技術者に連絡