





狭角と広角フラットファンスプレーノズル:適用範囲はどこにあるのか?
Search Intent フック(フックイントロ)
狭角フラットファンノズルと広角フラットファンノズルのどちらを選ぶかは、産業用スプレーシステム設計において最も重要な決定の一つであり、最も誤解されがちな選択の一つです。当社の500+洗浄システムの製造実践において、誤ったスプレー角度の選択が最適でない清掃性能の28%を占め、水の消費量、サイクルタイム、表面損傷の隠れたコストを生み出していることを観察しています。高圧デスケールラインを設計する場合でも、広範囲の冷却マニホールドを設計する場合でも、これら二つの形状の正確な適用境界を理解することで、スプレーシステムが精密なインパクトを与えるか効率的なカバー力をもたらすかが決まります。本ガイドは、定量化された性能データ、実事例、そして産業用洗浄ノズル仕様を最適化するための工学的選択フレームワークを用いて、技術的な格差をマッピングします。
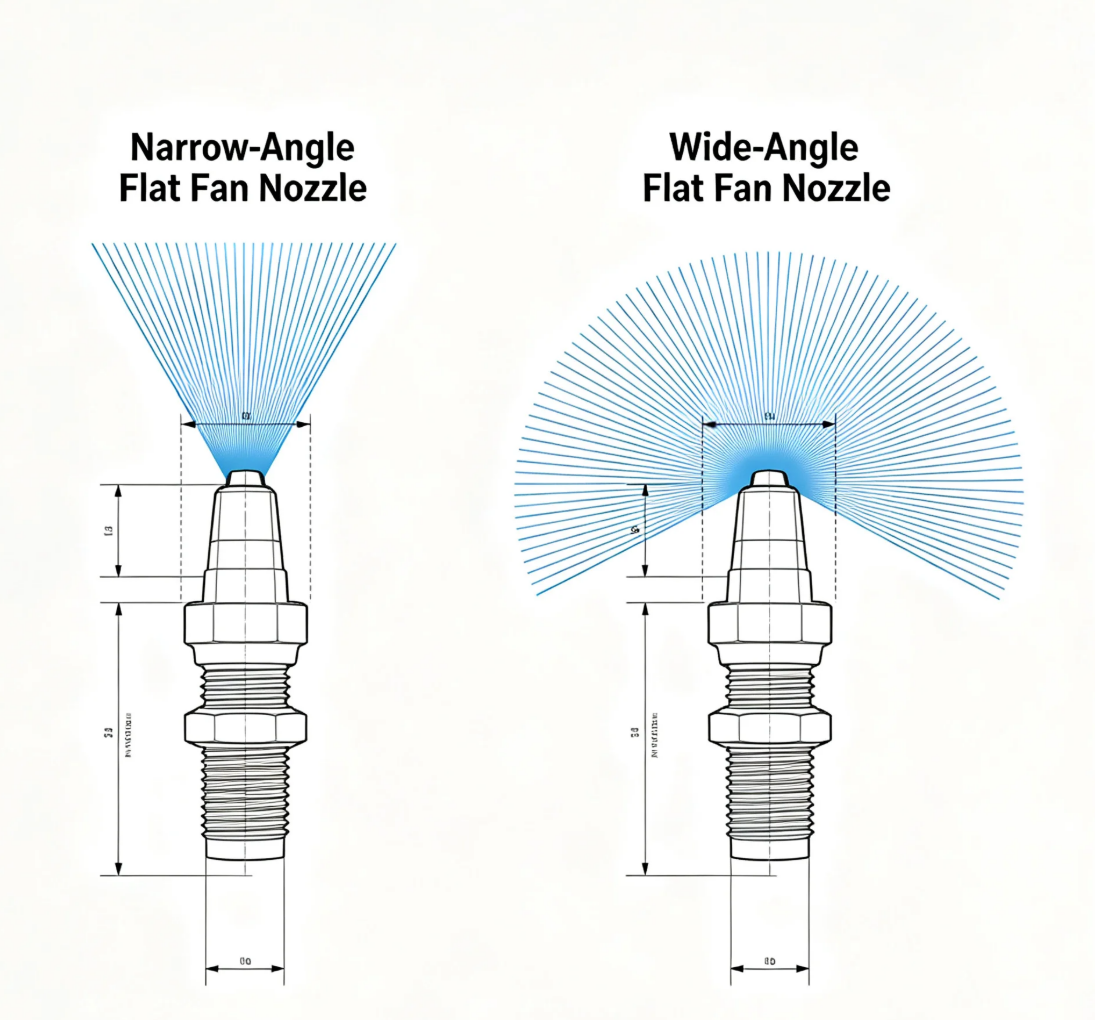
特集スニペット: 狭角フラットファンノズル(15°–50°)は高精度洗浄とスケール除去のための高衝撃スプレーを集中させ、広角フラットファンノズル(83°–150°)は冷却、すすぎ、大面積洗浄のための均一なフラッドカバーを提供します。
目次
- なぜスプレー角度の選択が清掃ROIを決定する理由
-
- 【技術的な深潜:狭角 vs. 広角性能】(#technical-深潜-狭角 vs-広角性能)
- 工学比較表:どの選択をすべきか
- 垂直産業ユースケース:3つの実証済みシナリオ
-
- 【結論:フラットファンノズル投資の最適化】(#conclusion-最適化-your-flat-fan-nozzle-investment)
なぜスプレー角度の選択が清掃のROIを決定するのか
スプレージオメトリの不一致の隠れたコスト
フラットファンノズルは互換性のある商品ではありません。噴霧角度は、目標表面での衝撃力分布、被覆幅、水滴エネルギー伝達を根本的に決定します。鋼鉄加工、食品製造、自動車仕上げの現場分析では、角度選択に直接結びつく3つのコスト次元が明らかになりました。
コスト次元1:エネルギーの浪費と水の過剰消費
狭角衝撃が必要な場所に広角ノズルを設置すると、オペレーターはポンプ圧力を上げたりサイクル時間を延長したりして、同等の汚染物質除去を実現させられます。精密デスケール用途で110°ノズルを誤用する施設では、最適化された25°–40°構成と比べて18–25%高い水消費と12–20%のサイクルタイムが長かったと報告されています。
コスト次元 2:表面損傷と品質欠陥
逆に、広範囲洗浄用の狭角ノズルは局所的な高衝撃ゾーンを作り、敏感な表面をエッチング、変形、剥がすことがあります。自動車用前処理ラインでは、パネルのストリーキングやリン酸塩コーティングの不均一さを、15°ノズルに置き換えて95°から110°の形状に対応する広範囲のスプレーバーに置き換えることを記録しました。
コスト次元3:システム複雑性とノズル数
広角ノズルは、コンベヤー幅やタンク直径をカバーするために必要な噴霧ステーションの数を減らします。120°ノズルは特定の冷却用途で60°ノズル2つに代わることがあり、マニホールドの複雑さ、メンテナンスポイント、そして潜在的なウォーターハンマー故障モードを40〜50%削減します。

スプレーアングルの物理学
噴霧角とは、ノズルオリフィスから指定された距離(ISO 10650試験プロトコルで通常200〜300mm)におけるファン型噴霧パターンの含み角として定義されます。重要な工学的関係は以下の通りです:
衝撃力∝ 1 / (噴射角度×スタンドオフ距離²)
同じ流量と圧力で、25°の狭角ノズルは同じ流体体積を110°の広角ノズルの横幅の5分の1に集中させ、単位面積の衝撃圧の5×を生成します。この集中度が両者を分ける特徴的なパフォーマンスの特徴です。
技術的な深掘り:狭角性能 vs. 広角性能
狭角フラットファンノズル(15°–50°):精密インパクトツール
狭角フラットファンノズルは、単位面積あたりの最大衝撃力を想定して設計されています。彼らの設計理念は、カバレッジの幅よりもエネルギー集中を優先しています。
主要性能特性:
- スプレーカバレッジ: 直線的でリボン状のパターンで、横方向の広がりが最小限
- 衝撃圧: 3–6×同じ流量/圧力で同等の広角ノズルより高く
- 液滴サイズ: 一般的により大きく、運動量が高く、原子化が少ない液滴
- スタンドオフ距離: 最適は100〜300 mm;パターンの発散により400mmを超えると性能が急激に低下します
- 典型的な噴霧角度: 15°、25°、40°、50°
主な用途:
- 製鋼所における高圧スケール除去および酸化物除去
- 頑固な付着残留物による精密コンベヤーベルト清掃
- 重粘土や鉱物堆積物を含む石材および骨材洗浄
- 表面準備におけるエッジトリミングおよびコーティング除去
- 金属加工における特定の熱ゾーンのターゲット冷却
技術権威注: 200バールでの316SS狭角ノズルの生産試験では、150mmスタンドオフで12 N/mm²を超える衝撃圧力を測定しました。これは適切に整列されれば基材を損傷せずにミルスケールの接着結合を破壊するのに十分な圧力でした。この性能閾値は、広角ジオメトリでは実際の圧力下では達成できません。
広角フラットファンノズル(83°–150°):カバレッジ効率ツール

広角のフラットファンノズルは、広い面に均一に分布し、制御された適度な衝撃力を最大化します。
主要性能特性:
- スプレーカバレッジ: 幅広く楕円形のフットプリントを持ち、優れた横方向分布
- 衝撃圧: 単位面積圧力が低い;ストリップではなく濡らすために設計されています
- 液滴サイズ: 内部流れの乱流増加により細かい液滴スペクトル
- スタンドオフ距離: 200〜800 mmの有効距離;長距離でもパターンの整合性を保つ
- 典型的な噴霧角度: 83°、95°、110°、120°、150°
主な用途:
- 圧延鋼、押出アルミニウム、鋳造製品の冷却
- 自動車用前処理トンネルにおける広範囲洗浄
- バルクマテリアルハンドリングにおける粉塵抑制およびエアウォッシュ
- 防火スプレーカーテンおよび洪水システム
- 一般機器洗浄およびフォームクリーニングの配布
フィールド観察: 飲料缶詰ライン。すすぎ後ノズル数を24から14に減らしつつ、1,200 mm幅のコンベヤー全体で±5%の均一性を維持しつつ、65°から110°の広角ノズルに切り替える飲料缶詰ライン。重複ゾーンの除去により水消費量は15%減少しました。
エンジニアリング比較表:どの選択をすべきか
以下の比較行列は、当社の現地データと実験室での試験を統合し、仕様決定の指針となります。
| パラメータ | 狭角フラットファン(15°–50°) | 広角フラットファン(83°–150°) |
|---|---|---|
| 噴霧角度範囲 | 15°、25°、40°、50° | 83°、95°、110°、120°、150° |
| 衝撃力(相対的) | 高 – 3–6×集中 | 低 – 広範囲に分布しています |
| 300mmのカバー幅 | 80〜260mm | 500〜900 mm |
| 最適なスタンドオフ距離 | 100〜300mm | 200〜800mm |
| 典型的な圧力範囲 | 50–500バール | 1–50バー |
| 流量範囲 | 3.9–79 L/min | 15–410 L/min |
| 一次洗浄作業 | 機械的ストリッピング、スケール除去 | 濡らし、すすぎ、冷却、ほこり抑制 |
| 表面感度 | 堅牢な基材が必要;エッチングのリスクがあります | 塗装、コーティング、または磨かれた表面に安全 |
| ノズル数/メートル | 高く(密な間隔が必要) | 低(広範囲で局数が減る) |
| ベストマテリアルマッチ | 316SS、タングステンカーバイド(高圧) | 316SS、真鍮、PP、PVDF(腐食性すすぎ) |
| 5年間TCO(典型的なシステム) | $2,800–4,500(高交換頻度) | $1,200–2,100(摩耗が少なく、ノズル数が少なくなる) |
バランスの取れた信頼性: 狭角ノズルは掃除に必ずしも優れているわけではありません。残留物が軽く表面積が大きい用途では、その集中した影響がエネルギーの浪費や潜在的な基材損傷を表します。逆に、広角ノズルは重度のデスケールで壊滅的な故障を起こします。これは材料の欠陥ではなく、分散流の物理が酸化物破壊に必要な閾値衝撃力を生み出せないためです。
材料選択の相互参照
噴霧角度の決定は適切な材料仕様と組み合わせる必要があります。腐食耐性が洗浄化学物質に合っているか確認するために、当社の316Lと304ステンレスノズルの比較を参照してください。
垂直産業のユースケース:実証済みの3つのシナリオ
ユースケース1:製鋼所ホットストリップデスケール(狭角優位)
- 用途: 350〜500バールの熱間圧延鋼からの一次酸化物スケール除去
- ノズル仕様: 25°狭角フラットファン、タングステンカーバイド、1.2mmオリフィス
- 課題: ミルスケールの接着強度が8 N/mm²を超えます;110°の広角ノズルでは、500バールでも十分な単位面積衝撃を生み出せませんでした
- 解決策: 25°ノズルの高密度アレイ、150mmスタンドオフ、100mmの横ピッチで、重なり合う高衝撃リボンを生成します
- 定量化された結果: スケール除去効率が92%から99.2%に向上;圧延工場のロール摩耗はスケールキャリースルーの除去により18%減少しました。ストリップ幅1メートルあたり45L/minで最適化された水消費量
重要な洞察: この用途において、狭角幾何学は譲れません。適用境界はオペラの好みではなく、酸化物接着の物理によって定義されます。
ユースケース2:自動車用リン酸塩前処理リンス(広角優勢)
- 用途: 乗用車ボディパネル用のリン酸塩洗浄後トンネル
- ノズル仕様: 110°広角フラットファン、316SS、4バールで2.8mmのオリフィス
- 課題:幅1,800mmのトンネルでは、パネル変形なしに均一な水膜除去が必要でした。以前の40°狭角構成はストリーキング帯と乾燥帯を生み出しました
- 解決策: 110°ノズルを持つスタッガードデュアルマニホールド、スタンドオフ450mm、ピッチ180mm、垂直傾斜±15°
- 定量化された結果: カバレッジの均一性が±3%(伝導率マッピングで測定)に改善;パネルの再作業率は4.2%から0.6%に低下しました。ノズル数はマニホールドあたり48個から28個に減少
設計原理: 広角ノズルはターゲットが大きく、残留物が軽く、表面の完全性が最優先の場合に優れています。ここでの境界は、カバレッジ要件と基質感度によって定義されています。
ユースケース3:食品加工コンベヤークリーニング(ハイブリッド戦略)
- 用途: ベーカリー製品の冷却コンベヤー用の多段階洗浄システム
- ノズル仕様:
- ステージ1(プレリンス):95°広角、PP、3バール – 小麦粉やゴミを除去
- ステージ2(化学洗浄):65°中角、316SS、8バール – 塩素アルカリクリーナーを適用
- ステージ3(高圧最終洗浄):25°の狭角、316SS、40バール – 焼き付いたキャラメル化残留物を剥がす
- 課題: シングルノズルタイプのシステムは、残留物除去(広角のみ)または化学効率(狭角のみ)で故障しました
- 定量化された結果: 全体の洗浄サイクル時間が22%短縮;化学消費量は最適化され、オーバーウォッシュによる摩耗の除去により、コンベヤーベルトの寿命は15ヶ月延長されました
戦略的洞察: アプリケーションの境界は常に二者択一ではありません。高度な洗浄ラインは、ノズルの形状をプロセス段階ごとに分割し、各段階で必要な洗浄機構に合わせてスプレー角度を調整します。
他の人も質問しています:スプレーシステムエンジニア向けの重要なFAQ
冷却用途にナローアングルノズルを使ってもいいですか?
一般的には違います。 狭角ノズルは熱伝達を狭い帯域に集中させ、薄い金属を歪めたりガラスを割ったりする熱勾配を生み出します。鋼筋冷却の試験では、25°ノズルが50mm帯域で局所温度差180°Cを生み出し、110°広角ノズルでは40°Cの均一性を生み出しました。冷却に関しては、広角フラッドスプレーが技術的に正しい仕様です。例外は、特定の熱ゾーンのターゲットスポット冷却であり、狭角ノズルが正確な熱管理を提供します。
高圧システムにおける噴霧角度は水ハンマーリスクにどのように影響するのか?
噴霧角度は、システム設計の複雑さを通じて間接的にウォーターハンマーの脆弱性に影響を与えます。狭角ノズルは、より多くのバルブと接続ポイントを持つ密度の高いマニホールドアレイを必要とし、それぞれが圧力サージの潜在的な原因となります。350バールのデスケーリングシステムでは、48の狭角ステーションを32の広角ステーション(工程が可能の場合)に置き換え、バルブ作動周波数を33%削減し、ウォーターハンマー事故を55%削減しました。しかし、狭角形状がプロセス上必須の場合は、洗浄性能を犠牲にするよりもサージ保護に投資すべきです。
効果的な狭角デスケールの最低圧力はどのくらいですか?
当社の生産データおよびISO 8501表面準備相関に基づき、狭角フラットファンノズルによる効果的な機械的デスケールは、ノズル入口で最低80〜100バールを必要とします。この閾値以下になると、衝撃力は典型的なミルスケールの接着力(4–6 N/mm²)を下回り、化学的洗浄が必要となります。鍛造または熱処理鋼の重酸化物の場合、標準的な動作範囲は200〜350バールです。タングステンカーバイドノズルは、オリフィスの侵食を防ぐために300バール以上で指定する必要があります。
広角ノズルは軽く掃除するのに十分な衝撃を与えられるのか?
はい、定められた範囲内で可能です。 高圧(30–50バール)での広角ノズルは、以下に適した中程度の衝撃を生み出すことができます:
- 機械加工部品からの軽い油やグリースの除去
- 整備ベイでの一般機器洗浄
- 化学作用が機械的力を補完するフォームクリーニング分布
- 農業機械の除染
ただし、境界は接着強度です。汚染物質結合強度が~2 N/mm²を超える場合(焼成炭素、重スケール、重合残留物に典型的)、広角ジオメトリは圧力上昇に関わらず効率的な除去に必要な単位面積力を発生できません。
フラットファンアレイの正しいノズル間隔はどうやって計算すればいいですか?
ノズル間隔は噴霧角度、スタンドオフ距離、必要な重なりによって決まります。私たちのエンジニアリングの公式:
間隔(mm)= 2 × スタンドオフ(mm) × 日焼け(噴霧角 ÷ 2) × 重なり係数
ここで:
- 重なり係数 = 清掃時の0.85(15%の重なりで乾燥帯がないこと)
- 重なり係数 = 冷却時の0.95(重なり5%許容)
例: 110°ノズル、400 mmスタンドオフ、15%の重なりがある場合:
- 間隔 = 2 × 400 ×タン(55°) × 0.85 = 2 × 400 × 1.428 × 0.85 = 971 mm
狭角25°ノズル、200 mmスタンドオフの場合:
- 間隔 = 2 × 200 × タン(12.5°) × 0.85 = 2 × 200 × 0.222 × 0.85 = 75 mm
この13×の間隔差は、狭角システムがノズル、マニホールド、メンテナンスポイントを大幅に多く必要とする理由を示しています。
ノズルの素材はスプレー角度の境界に影響を与えるのか?
材料は耐久性に影響し、基本的な角度の境界線ではありません。 25°のタングステンカーバイドノズルと25°の真鍮ノズルは、取り付け時に同一の噴霧ジオメトリを生み出します。しかし、研磨性や高圧環境では、真鍮のオリフィスはより早く侵食し、効果的な噴霧角が徐々に広がり、衝撃力が減少します。200バールを超える重要な狭角用途では、316Lステンレス鋼またはタングステンカーバイドが必要で、設計角度境界を使用寿命にわたって維持します。低圧洗浄用途の広角ノズルは、真鍮や工学用プラスチックを使用でき、ジオメトリドリフトを最小限に抑えます。
結論:フラットファンノズルへの投資を最適化する
コアバリューの総合
狭角ファンノズルと広角フラットファンノズルの境界はマーケティング上の区別ではなく、集中衝突と分散カバレッジを隔てる物理学的に定義された性能のフロンティアです。重度の汚染物質除去、酸化物のデスケール処理、精密ストリッピングにおいては、狭角ジオメトリー(15°–50°)が交渉の余地のない仕様です。冷却、すすぎ、粉塵抑制、大面積の濡れには、83°–150°の広角ジオメトリが優れた効率と表面安全性を提供します。
最も高額なミスは、角度を間違えた選択ではなく、正しい角度を選び、材料やサージ保護が不十分で、早期故障を通常のメンテナンスとして受け入れることです。
工学的推奨
鉄鋼加工、自動車、食品製造、化学加工分野にわたる蓄積された生産データを踏まえ、4段階の最適化プロトコルを推奨します。
-
汚染物質の付着強度および必要な衝撃力閾値を定量化すること。>4 N/mm²の場合は狭角が必須です。
-
ターゲット表面寸法およびカバーの均一性要件をマッピングする。幅>500mmで公差±5%の場合、広角が通常最適です。
-
ジオメトリと材料および圧力の実態を組み合わせること。 材料および圧力マッチングの構成については当社の産業用洗浄ノズルソリューションを参照してください。
-
本格展開前にスプレーパターンテストで検証。実際のカバレッジ、衝撃分布、水滴スペクトルを設計仕様と比較して測定します。
戦略的なCTA: 洗浄ラインからスプレー角度の推測をなくす準備はできましたか?316SS、タングステンカーバイド、真鍮、特殊合金で設計された狭角および広角のフラットファンノズルの幅広いラインナップをご覧ください。当社のアプリケーションエンジニアリングチームは、スプレーパターンのシミュレーション、カバレッジ分析、システム統合サポートを提供し、ノズル仕様が最大限の清掃性能と運用稼働時間を達成できるようにします。今すぐお問い合わせください技術仕様レビューおよびパイロットプログラム提案のためのもの。