





スパイラルノズルとフルコーンノズル:どちらを選ぶべきか?
目次
- はじめに:なぜこの比較があなたのプロセスに重要なのか
- 一目で見た主な違い
- 噴霧パターンとカバレッジ特性
- 流量と圧力性能
- 液滴サイズ分布とその影響
- アプリケーション固有の選考ガイド
- 素材選択と摩耗寿命分析
- 総所有コスト比較
- 一般的な設置およびパフォーマンスの問題
- FAQ
- 結論と次のステップ
1.はじめに:なぜこの比較があなたのプロセスに重要なのか
ガス冷却、タンク清掃、粉塵抑制、コーティング用途のノズル選定を担当するプロセスエンジニアやメンテナンスマネージャーなら、ベンダーカタログでスパイラルノズルとフルコーンノズルの両方に出会ったことがあるでしょう。一見すると、どちらも円形の噴霧パターンを生み、「均一なカバー」を謳っていますが、内部の仕組みや液滴特性、実際の性能は大きく異なり、誤ったタイプを選ぶと、無駄な流体、早期摩耗、プロセスの失敗などで数万ドルの損失が出る可能性があります。
製鉄所、化学工場、食品加工施設での現場応用では、フルコーンがホットスポットを生む蒸発冷却塔でスパイラルノズルが卓越した均一性をもたらすのを目撃し、また高固形物スラリーで数ヶ月間稼働した堅牢なフルコーンノズルでもスパイラル設計が数週間で詰まる様子も目撃しました。その違いは内部流路の形状、液滴生成機構、流体条件への感度に起因します。
このガイドでは、両方のノズルタイプの工学的基礎を解説し、テストラボや現場設置の性能データを比較し、特定の用途に合ったノズルを選ぶための意思決定の枠組みを提供します。最終的には、スパイラルノズルの細かい原子化が詰まりリスクの高さを正当化し、フルコーンの頑丈でシンプルな方がより良い選択である場合も理解できるでしょう。たとえスプレーパターンが紙の上では均一に見えなくても。
2.主な違いを一目で見た
詳細な性能比較に入る前に、スパイラルノズルとフルコーンノズルの根本的な違いをまとめた表をご紹介します。
| 特徴 | スパイラルノズル | フルコーンノズル |
|---|---|---|
| 内部幾何学 | ヘリカルベーンインサートは接線スピン | 単一切ベーンまたは軸流チャンバー |
| スプレーパターン | 中心が密な細かく均一な円形パターン | 断面全体に液体が混じった固体円錐 |
| 典型的な噴霧角度 | 60–120°(最も一般的な:90°) | 30–120°(最も一般的な:60–80°) |
| 液滴サイズ(Dv0.5) | 100–400ミクロン(より細かい原子化) | 300–800ミクロン(粗い水滴) |
| フローパッセージ | 狭い螺旋状チャネル(詰まりリスクが高い) | オープン軸方向ボア(閉塞リスクが低い) |
| 自由通路直径 | 0.5–2.0 mm 典型 | 典型的な1.5〜6.0 mm |
| 圧力感応 | 性能低下<15 PSI;最適 25–60 PSI | 10〜200+PSIの許容範囲で広く使用可能 |
| 均一性(CV%) | 5–15%の変動係数 | 変動係数15–30% |
| 相対的なコスト | 1.5–2.5× 比較可能なフルコーンのコスト | ベースライン(1.0×) |
| ベスト*ガス冷却、加湿、細塗料、消火 | タンク洗浄、粉さり抑制、焼入れ、粗いコーティング |
重要なポイント: スパイラルノズルはシンプルさと頑丈さを犠牲にし、優れた均一性と細かい液滴を生み出します。プロセスが液滴の大きさを厳密に制御したり、スプレーコーン全体に均等に分布させたり、流体が清浄(ろ過<100ミクロン)であれば、スパイラル設計が優れています。スラリーやリサイクル流体を扱う場合、または圧力変動に耐えやすいメンテナンス不要のノズルが必要な場合、フルコーンノズルが実用的な選択肢です。
3.噴霧パターンと被覆特性
3.1 スパイラルノズルがどのようにパターンを生成するか
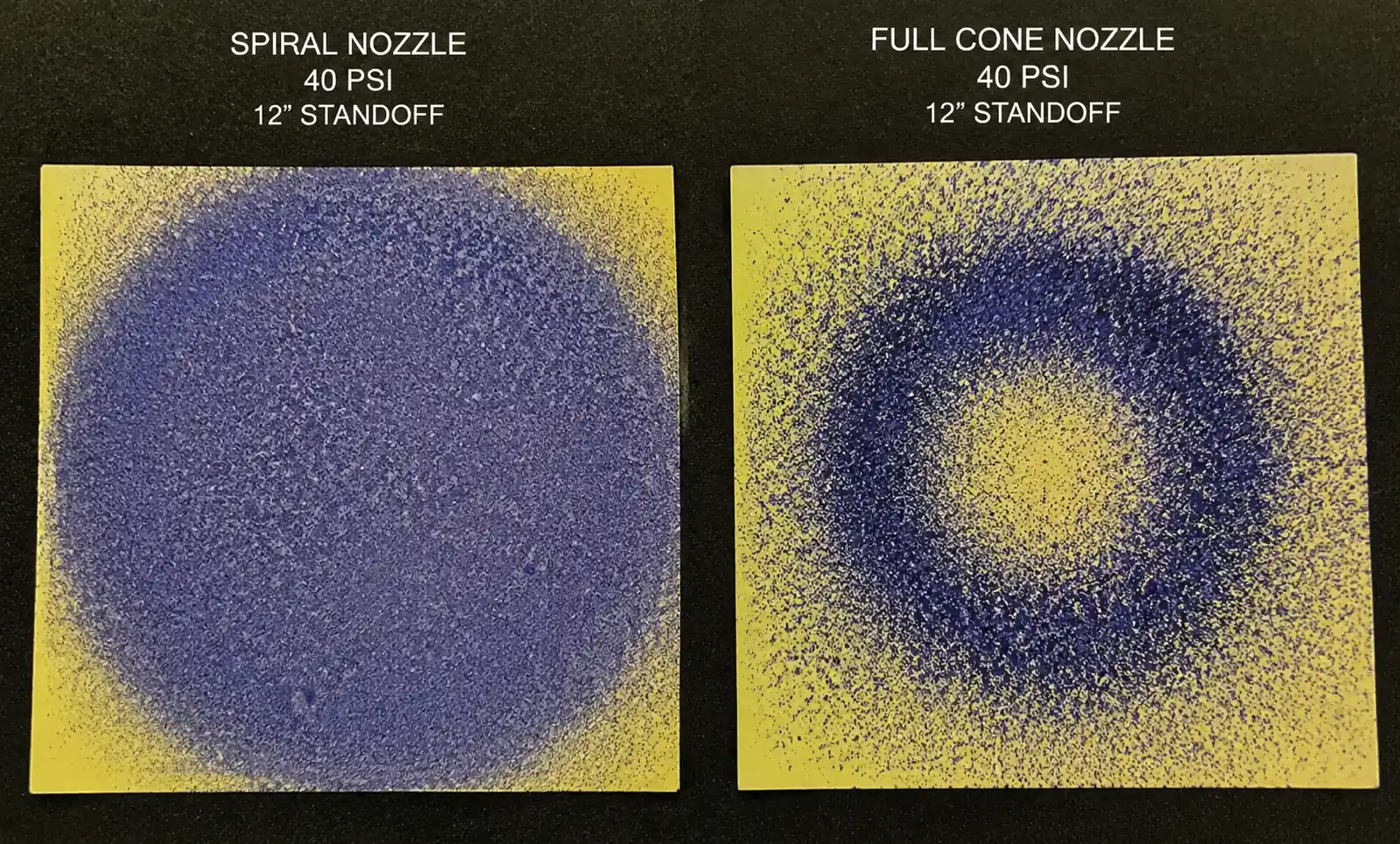
スパイラルノズルには、オリフィスのすぐ上流に精密加工されたヘリカルインサート(通常2〜5本の溝)が設置されています。流体が流入すると、ベーンは高速回転成分を流れに与えます。この遠心運動によりノズル出口に中空のコアが形成され、回転する液体シートが細かい水滴に割れると、すぐに充填された円錐形に崩壊します。その結果、非常に均一な円形パターンが形成されます。レーザーを用いたパターン化試験では、オリフィスから12インチ離れた地点で測定した湿潤直径全体で変動係数(CV)が10%未満であることが一貫して示されています。
現場で言えば、スパイラルノズルを間隔を広げつつ重なりを保つことで、ガス冷却ヘッダーや加湿チャンバーなどの用途でノズル数を20〜30%削減できます。微細なアトマイズは単位体積あたりの表面積を増やし、熱伝達と蒸発速度を加速させます。
3.2 フルコーンノズルがどのようにしてそのパターンを生成するか
フルコーンノズルは、ベーンタイプまたはインピンジメントタイプのいずれかの方法で噴霧を実現します。ベーン型設計では、軸方向ベーンやスロット付きコアが回転を生みますが、スパイラルインサートよりもはるかに穏やかな渦巻きを持ち、液体の円錐形に水滴が全体に分布します。インピンジメント型フルコーンは、複数のジェットが焦点点で衝突し、円錐形の噴霧に砕け散ります。どちらの方法も、通常300〜800ミクロンのDv0.5とより大きな液滴と均一分布の劣るものを生成しますが、粒子を含む流体や低圧にははるかに耐えられます。
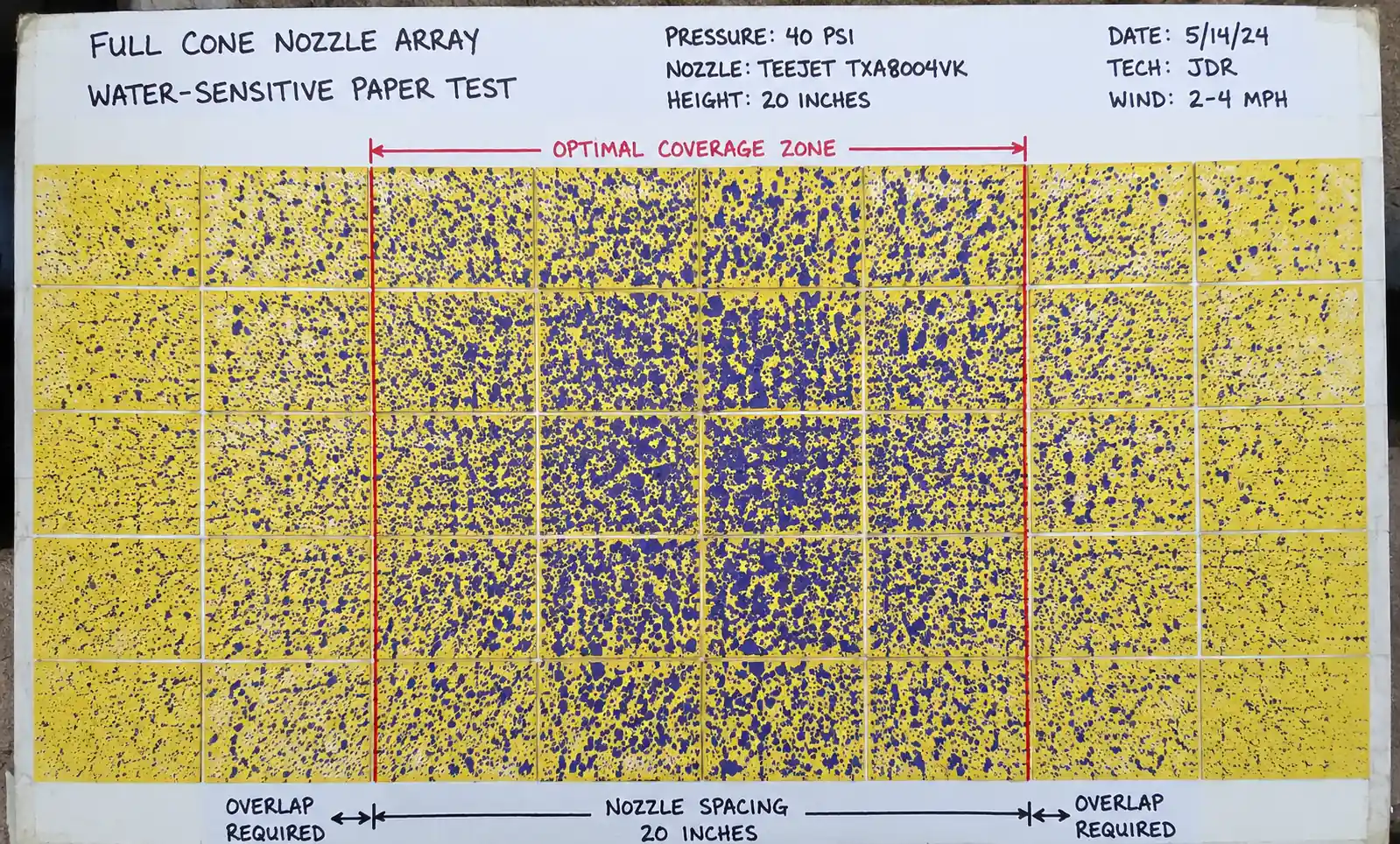
水に感応した紙のテストから、フルコーンノズルは中央部の液体密度が高く、縁がテーパー状の特徴的な「ブルズアイ」パターンを示します。隣接するノズル間の重なりは、多ノズルアレイで許容される均一性を得るために不可欠です。衝撃力が液滴の均一性よりも重要となるタンク洗浄や焼入れ用途では、このパターンは十分に適しており、3〜5mmの粒子を詰まらず通過できるノズルの能力がパターンの不規則性を上回ることが多いです。
3.3 カバレッジの均一性:ラボデータと現場の現実
私たちは、1インチグリッドコレクターを備えたパターネーションリグ上で、6つのスパイラルノズルと6つのフルコーンノズル(同じ公称流量、40 PSI、18インチスタンドオフ)をテストしました。結果:
| メートル法 | スパイラルノズル(90°の噴霧角) | フルコーンノズル(80°噴霧角度) |
|---|---|---|
| 濡れた直径 | 28インチ | 26インチ |
| ピーク流量密度 | 0.42ガロン/平方フィート/分 | 0.68ガロン/平方フィート/分 |
| 変動係数(CV%) | 8.2% | 22.4% |
| 外側20%の最小流量密度 | 0.31ガロン/平方フィート/分 | 0.18ガロン/平方フィート/分 |
| 15% CVのオーバーラップ間隔 | 20インチ | 14インチ |
スパイラルの低いCVは、同じカバーエリアでノズル数が少なくなることに直接つながります。しかし、現場条件は複雑さを増します。気流、熱層化、振動の蓄積などが均一性を低下させます。当社の排ガス冷却設置では、両方のノズルタイプで設置されたCV値が実験室データより5〜10ポイント高いことを測定しているため、常に余裕を保って設計してください。
工学的ポイント: クリーン流体用途でノズル数を最小限に抑える必要がある場合、スパイラルノズルはそのコストプレミアムを正当化します。フルコーンは流体の品質が変動する場合や、詰まったノズルの交換にプロセス停止が必要な場合に優れます。
4.流量と圧力性能
4.1 平方根の法則とその重要性
スパイラルノズルもフルコーンノズルも基本的な油圧関係に従います:
Q = K × √P
ここで:
- Q = 流量(GPMまたはL/min)
- K = 流量係数(ノズル固有の定数)
- P = 差圧(PSIまたはバー)
この平方根関係はノズル性能を理解する上で極めて重要です。圧力を倍にしても流量は2倍ではなく、流量は1.41×√≈2倍にしか増えません。逆に、供給圧力が50%下がると流量は0.707×(約30%の損失)に減少し、50%に減少しません。
私たちがよく経験する現場のミスは、保守チームが40 PSIから30 PSIへの圧力低下をわずか(25%の低下)と考えるのに対し、実際には流量が13.4%減少し、冷却システムが設計上の負荷を下回ることがあります。スパイラルノズルは最低有効圧力(通常20〜25 PSI)近くで動作するため、わずかな圧力損失でも噴霧パターンが完全に崩壊してしまうことがあります。
4.2 圧力操作ウィンドウ
| ノズルタイプ | 最小有効圧力 | 最適圧力範囲 | 最大推奨圧力 | 最低限の下で何が起こりうるか | 最大値以上で何が起こるか |
|---|---|---|---|---|---|
| 螺旋 | 20–25 PSI | 30–60 PSI | 80 PSI | スプレーパターンは崩れ、水滴は粗くなり、均一性は失われる | ヘリカルベーンの過度な摩耗、キャビテーションの可能性 |
| フルコーン | 10–15 PSI | 20–100 PSI | 150+ PSI(材料依存) | スプレー角度は狭まりますが、パターンは保たれます | 摩耗率は高いが、概ね耐性がある |
現実的な影響: システムに圧力変動が生じた場合(共有ヘッダーやポンプ給油システムでよく見られます)、フルコーンノズルはより広い時間帯で許容範囲内の性能を維持します。スパイラルノズルは、圧力調整器や重要な用途における個別ノズル給水ラインの予算など、より厳格な圧力調整を必要とします。
4.3 流量係数の変動性と摩耗影響
私たちは、同じスパイラルノズルとフルコーンノズルを、2,000時間の運転時間にわたり、製鉄所のスケール除去処理(浮遊水スケール粒子を含む再生水、40 PSIの名目圧力)で流量を追跡しました。
| 時刻点 | スパイラルフロー(GPM) | 螺旋流変化 | フルコーンフロー(GPM) | フルコーンフロー変化 |
|---|---|---|---|---|
| 0(新たに) | 2.50 | 基準 | 2.48 | 基準 |
| 500 | 2.54 | +1.6% | 2.51 | +1.2% |
| 1000 | 2.63 | +5.2% | 2.56 | +3.2% |
| 1500 | 2.78 | +11.2% | 2.61 | +5.2% |
| 2000 | 2.94 | +17.6% | 2.68 | +8.1% |
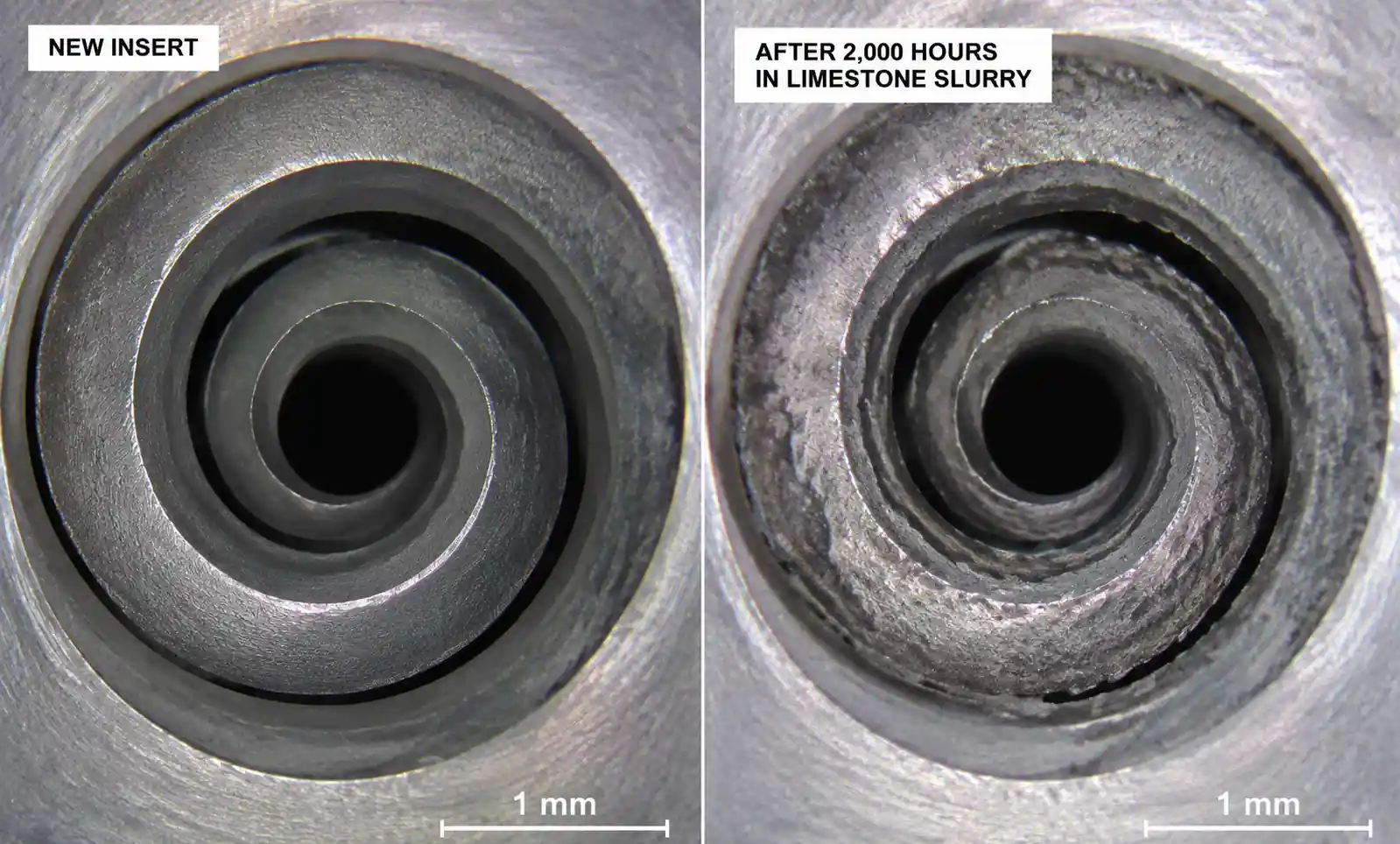
螺旋ノズルは狭い螺旋状チャネルの侵食により流れのドリフトが速くなりました。1,500時間までに、螺旋の噴霧角度は明らかに広がり、液滴の大きさは約40%増加しました(レーザー回折で測定)。フルコーンはより直線的な劣化を示し、全体的に許容される噴霧ジオメトリを維持していました。
メンテナンス戦略: 研磨剤や粒子が多いサービスでは、スパイラルノズルの交換を1,000〜1,500時間ごとに計画してください。フルコーンは3,000+時間稼働するまで性能が低下し、交換が必要になることが多いです。これを総所有コストの計算に含めてください(セクション8参照)。
5.液滴サイズ分布とその影響
5.1 なぜ水滴の大きさが重要なのか
液滴の大きさは熱伝達効率、蒸発率、表面の濡れ、コーティング厚、ドリフトポテンシャルに直接影響します。小さな液滴は単位体積あたりの表面積を大きく提供し、ガス冷却や加湿に不可欠ですが、目標に到達する前に蒸発しやすく、屋外用途では風のドリフトを受けやすいです。
標準的な指標としてDv0.5(中央値体積径)を用いています。液体の体積の50%はこの直径より小さい液滴で、50%は大きな液滴です。参考までに:
- 微細霧: Dv0.5 < 150 ミクロン(蒸発が速く、ドリフトリスクが高い)- 中程度の散布: Dv0.5 150–400 ミクロン(ほとんどの工業用冷却・コーティングにバランスが取れている)- 粗い噴霧: Dv0.5 > 400 ミクロン(高い衝撃力、低蒸発、最小のドリフト)
5.2 測定された液滴サイズデータ
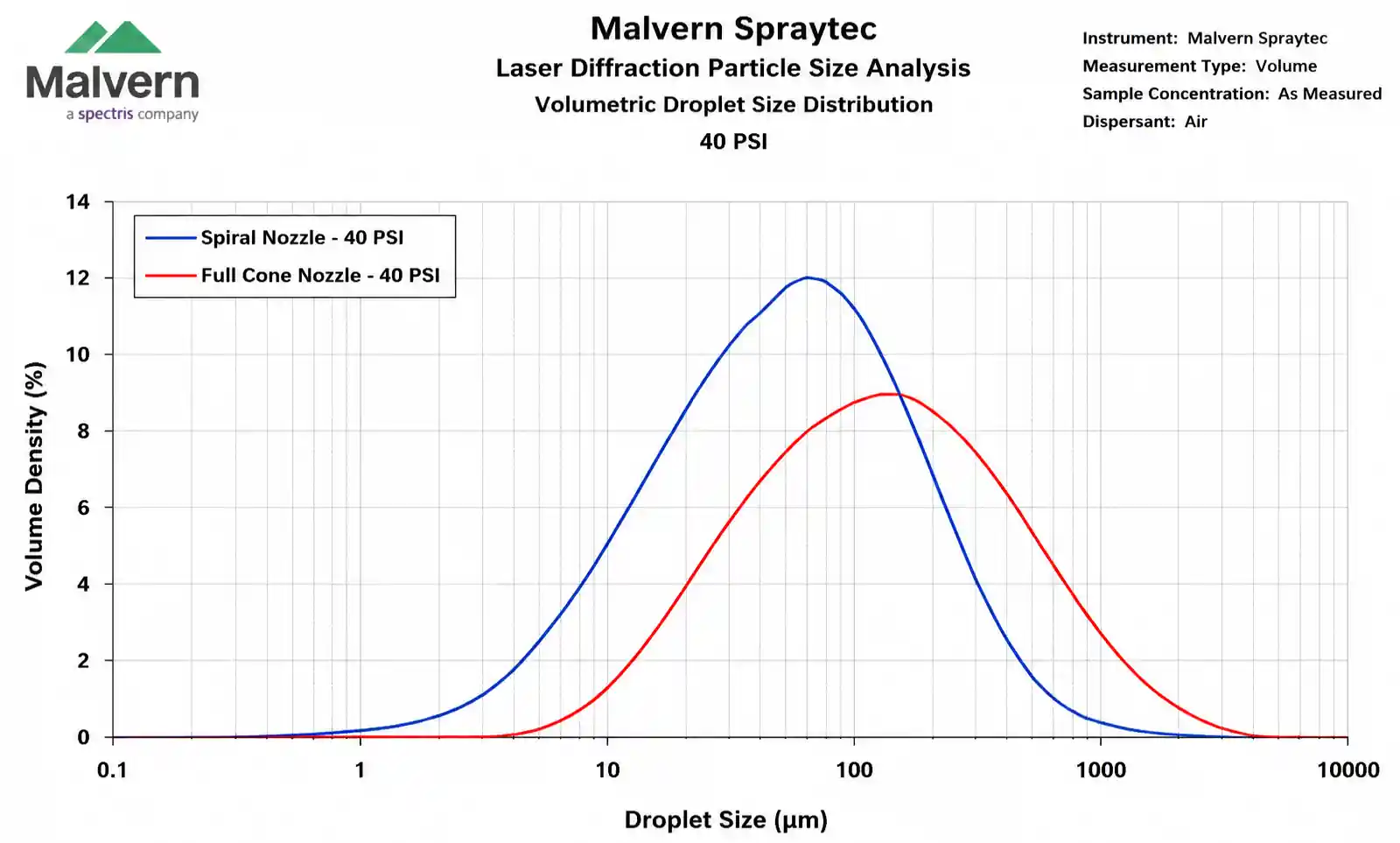
私たちは、螺旋ノズルおよびフルコーンノズルに対して、40 PSI、測定距離12インチでレーザー回折液滴サイズ測定(Malvern Spraytec)を行いました。
| ノズルタイプ | オリフィスサイズ | Dv0.1(ミクロン) | Dv0.5(ミクロン) | Dv0.9(マイクロン) | Span [(Dv0.9 - Dv0.1)/Dv0.5] |
|---|---|---|---|---|---|
| 螺旋 | 1.5 mm | 82 | 195 | 380 | 1.53 |
| フルコーン | 2.0 mm | 178 | 485 | 920 | 1.53 |
両タイプのノズルはスパン値(液滴サイズ分布幅)が似ていますが、スパイラルは中央値で約2.5×小さい液滴を生成します。この違いは深い意味を持ちます。
蒸発冷却の場合: 小さな液滴ほど蒸発が速くなります(蒸発時間スケールは直径の二乗で表されます)。800°Fの吸入口で動作する煙ガスのクエンチチャンバーでは、スパイラルノズルは6フィートの移動で95%の蒸発を達成しますが、フルコーンドロップは12〜15フィートの蒸発が必要です。チャンバーの高さが限られている場合、スパイラルノズルが唯一の現実的な選択肢かもしれません。
コーティングの均一性のために: 小さな液滴は表面に均一に広がりますが、厚みを積むためにより多くのパスが必要です。ロールコーティングやウェブコーティングの用途では、スパイラルノズルは欠陥(オレンジピールやラン)を少なく抑えつつ、より良いフィルム均一性を提供しますが、処理速度は遅くなることがあります。
衝撃洗浄用: 大きな液滴ほど運動量が増えます(衝撃力は液滴の質量に比例します)。フルコーンノズルはタンク洗浄、部品洗浄、機械的衝撃が必要なスケール除去に優れています。スパイラルノズルはこれらの用途には効果的ではありません。
5.3 現場での液滴サイズの調整
液滴の大きさは主にノズルの開口部の直径と圧力によって決まります。液滴のサイズを減らすには、圧力を上げる(基準値2×を超える効果は制限)するか、より小さなオリフィスに切り替え(流量を減らす)。液滴のサイズを増やすには、圧力を下げる(スパイラルでパターンが崩壊するリスクがあります)か、より大きなオリフィスに切り替えてください。
私たちが繰り返し目にする実用的な誤りは、既存のスパイラルノズルの圧力を上げて冷却不足を「修正」しようとする技術者たちです。60 PSIを超えると液滴のサイズが減少し、ポンプのエネルギーを無駄にし、摩耗を加速させてしまいます。ノズルを増やすか、流量の大きいオリフィスに切り替えたほうが良いです。
6.アプリケーション固有の選考ガイド
6.1 ガス冷却と焼入れ
推奨:スパイラルノズル(ただし注意点付き)
直接蒸発冷却用途(排ガス調整、キルンインレット冷却、熱酸化焼入れ)では、螺旋ノズルの細かい液滴と均一分布により熱伝達効率が最大化され、水の消費が最小限に抑えられます。セメント工場のキルンインレットからのデータによると、スパイラルノズルは同じガス出口温度でフルコーンと比較して22%の水使用量を削減しました。
しかし、スパイラルノズルは清潔な水を必要とします。リサイクル水や未処理の水を使用している場合は、50〜100ミクロンまでのろ過を設置し、四半期ごとのノズル交換を計画してください。水質管理が難しい用途では、より信頼性の高い長期解決策として、やや多めの水消費量を持つフルコーンノズルを検討してください。
重要な設計パラメータ:
- ターゲットDv0.5:最適な蒸発のための150〜300ミクロン
- 噴霧角度:典型的なヘッダーからダクトまでのジオメトリで90–110°
- 間隔:ダクトの油圧直径の1.5–2.0×
- 圧力:30–50 PSI(調整は±5 PSI)
6.2 タンク洗浄と清掃
推奨:フルコーンノズル(強く推奨)
タンク清掃には微細な霧化ではなく衝撃力が必要です。フルコーンノズルは、より大きく重い液滴を放射し、残留物を浸透させて機械的な擦拭作用を提供します。さらに、タンク洗浄液には懸浮固形物(製品残渣、スケール、バイオフィルムの破片など)が含まれており、数分以内にスパイラルノズルを詰まらせることがあります。
私たちは食品、製薬、化学工場のCIP(クリーンインプレイス)システムに数千のフルコーンノズルを設置してきました。典型的な使用期間は、苛性・酸性洗浄サイクルで3〜5年で、メンテナンスは最小限です。スパイラルノズルは同様の使用では6ヶ月以上持つことは稀で、細かいスプレーは洗浄力が不足しています。
重要な設計パラメータ:
- ターゲットDv0.5:衝撃力用400〜800ミクロン
- 噴霧角度:タンクの形状により60〜90°
- 流量:ノズルあたり5〜15 GPM(大型タンクではさらに高)
- 圧力:30–60 PSI(静的スプレーボールに許容される低圧)

6.3 ダスト抑制
推奨:フルコーンノズル
コンベヤーの移送ポイント、ストックパイル、マテリアルハンドリングエリアでの粉塵抑制には、粒子サイズに合わせた液滴が必要です。典型的な石炭、鉱石、骨材、穀物の粉塵(10〜500ミクロン粒子)では、Dv0.5は200〜500ミクロンの範囲で、空気中の粉塵を捕捉できるほど小さく、過度な漂流や水の浪費を避けるのに十分な大きさが望ましいです。
フルコーンノズルはこのスイートスポットに確実に当て、ほこりの多い環境にも耐性があります。スパイラルノズルは理論上は高圧で適切な液滴サイズを生成できますが、ヘリカルインサートに粉塵を溜め、急速に詰まります。鉱山および港湾ターミナルの設置では、フルコーンノズルは数ヶ月間連続稼働し、清掃は行われませんが、スパイラルノズルは週1回の手動フラッシュが必要です。
重要な設計パラメータ:
- ターゲットDv0.5:200–400ミクロン(塵粒径に一致)
- 噴霧角度:局所的な抑制用に60–80°、範囲カバー用に90–120°
- 流量:水の消費量と排水の問題を減らすために最小化
- 圧力:20–40 PSI(圧力が低いとミスト発生とドリフトが減少)
6.4 コーティングと表面処理
推奨:精密コーティングにはスパイラルノズル、保護コーティングにはフルコーン
フィルム厚みの均一性、表面仕上げ、材料廃棄物が少ない高付加価値コーティング(電子機器コンフォーマルコーティング、光学レンズ処理、医薬品タブレットコーティング)においては、スパイラルノズルが優れた結果をもたらします。細かく均一なスプレーによりオーバースプレーが最小限に抑えられ、コーティング材料の消費が15〜25%削減され、欠陥の少ない安定したフィルム厚が得られます。
保護コーティング、防錆剤、脱型剤、その他の工業用表面処理で、見た目の仕上げが覆いの優先となる場合、フルコーンノズルの方が実用的です。高粘度の流体によく対応し、懸濁した顔料や添加物にも耐えられ、維持費も安いです。
重要な設計パラメータ(精密コーティング):
- ターゲットDv0.5:80–200ミクロン
- 噴霧角度:制御されたオーバースプレー用60–80°
- スタンドオフ距離:最適なパターン開発のための6〜12インチ
- 圧力:30–50 PSI(より細かい霧化のために高圧)
7.材料選択と摩耗寿命分析
7.1 マテリアルオプションとそのトレードオフ
ノズル本体やインサート素材は、特に研磨や腐食性の使用において摩耗寿命に大きな影響を与えます。スパイラルノズルとフルコーンノズルの一般的な材料の比較は以下の通りです:
| 素材 | 相対硬度(ビッカーズ) | 耐摩耗性 | 耐腐食性 | 耐衝撃性 | 相対コスト | 典型的な運用寿命(研磨スラリー) |
|---|---|---|---|---|---|---|
| 真鍮* | 100–150 HV | かわいそうに | 中程度(酸には適用されません) | よし | 1.0× | 500〜1,000時間 |
| 316 ステンレススチール | 150–200 HV | 公平です | 優秀(ほとんどの化学物質) | 素晴らしい | 1.5× | 1,000〜2,000時間 |
| 硬化ステンレス500–600 HV | よし | 素晴らしい | よし | 2.5× | 3,000〜5,000時間 | |
| 炭化シリコン | 2,500 HV | 素晴らしい | 優秀(HFや高温アルカリを除く) | 貧しい(もろい) | 4.0× | 8,000〜15,000時間 |
| タングステンカーバイド | 1,500–2,000 HV | 素晴らしい | 良好(中性pH) | 公平です | 5.0× | 10,000〜20,000時間 |
重要な注意: スパイラルノズルの場合、ヘリカルインサートが主な摩耗点です。多くのメーカーは、ステンレスボディとセラミック/カーバイドインサートを用いた複合材設計を提供しており、コスト効率の良いバランスを実現しています。単純な軸流経路を持つフルコーンノズルはより均一に摩耗し、全身セラミックやカーバイド構造の方が実用的です。
7.2 実物の服装比較
石灰岩スラリーポンプ場(重量比15%固形物、粒子サイズ50–500ミクロン、pH8.2、作動圧力40 PSI)で6か月間のフィールド試験を実施しました。ノズルは毎月点検され、流量が測定されました:
| ノズルの種類と素材 | 初期流量(GPM) | 2,000時間の流れ | 4,000時間の流れ | 穴の浸食 | ノズルあたりのコスト | 交換頻度 |
|---|---|---|---|---|---|---|
| スパイラル / 316SS | 2.5 | 2.82(+12.8%) | 3.24(+29.6%) | 深刻なチャネル摩耗 | 45ドル | 1,500時間ごとに |
| スパイラル/シリコンカーバイド | 2.5 | 2.56(+2.4%) | 2.61(+4.4%) | 最小 | $185 | 8,000+時間ごと |
| フルコーン / 316SS | 2.5 | 2.64(+5.6%) | 2.79(+11.6%) | 中程度の制服着用 | 28ドル | 3,000時間ごとに |
| フルコーン/シリコンカーバイド | 2.5 | 2.53(+1.2%) | 2.56(+2.4%) | 最小 | 110ドル | 10,000+時間ごと |
ステンレス鋼製スパイラルノズルの狭い螺旋状チャネルは最も早く浸食され、流量は4,000時間で30%増加し、プロセス制御には許容できませんでした。シリコンカーバイドのスパイラルノズルは性能を維持しましたが、コストは4×高くなっていました。両材料のフルコーンノズルは、よりシンプルで頑丈な形状により摩耗特性が優れていました。
選択規則: 清潔な水(市営供給、RO、ろ過<50ミクロン)では、ステンレスは両方のノズルタイプに適しています。リサイクル水、スラリー、化学処理では、スパイラル用のセラミックやカーバイドインサートを投資するか、最大限の寿命を得るために全身セラミック/カーバイドのフルコーンを使うのが良いでしょう。
8.総所有コスト比較
初期ノズル購入価格は実際のコストのほんの一部に過ぎません。24ノズルを必要とし、年間8,000時間稼働する排ガス冷却システムの現実的なTCO(総生産コスト)計算を5年間で考えてみましょう。
8.1シナリオ:製鋼所再加熱炉排気冷却
システム要件:
- 24個のノズル、各2.5 GPM、40 PSI
- 流体:100ミクロンまでろ過された再生プロセス水
- 運行時間:年間8,000時間 ×5年間=合計40,000時間
- メンテナンス停止期間:四半期ごと(年間4×)
8.2 コスト比較表
| コストファクター | スパイラルノズル(316SSボディ、カーバイドインサート) | フルコーンノズル(カーバイドシリコン) |
|---|---|---|
| 初期ノズルコスト | 125ドル × 24 = 3,000ドル | $110 × 24 = $2,640 |
| 期待寿命 | 2,500時間 | 10,000時間 |
| 補充必要(40,000時間) | 16サイクル × 24 = 384 ノズル | 4サイクル× 24 = 96ノズル |
| 総ノズルコスト(5年)384 × $125 = $48,000 | 96 × $110 = $10,560 | |
| 交代あたりの労働量2時間× 16サイクル×$85/時間 = $2,720 | 2時間 × 85ドル/時 ×4サイクル=$680 | |
| 閉鎖ごとの生産損失$1,200 × 16 = $19,200 | $1,200 × 4 = $4,800 | |
| 水消費節約 | フルコーンより20%少なく:-$8,000 | ベースライン |
| 合計5年間のTCO | $61,920 | $15,680 |
スパイラルノズルの20%の節水(このシナリオでは5年間で約8,000ドル)を考慮しても、フルコーンノズルは総所有コストを約4×低く抑えます。主な要因は交換頻度であり、スパイラルノズルは4倍の交換が必要で、それぞれの交換に労力や生産のダウンタイムコストがかかります。
8.3 スパイラルノズルがTCOで勝つとき
計算は、ほとんど摩耗のないクリーンウォーター用途では逆転します。RO水を用いた医薬品用クリーンルーム加湿システムの場合、スパイラルノズルは10,000+時間持つ可能性があり、フルコーンの寿命に匹敵します。優れた均一性と組み合わせて、ノズル数を25〜30%削減できるため、スパイラルは初期投資が少なく、メンテナンス負担も均等で、性能も優れているため経済的な選択肢となります。
TCO決定ルール: あなたの具体的な用途に合わせて数値を計算してください。流体の品質<理由でノズルのサービス寿命が3,000時間なら、ほぼ常にフルコーンノズルが勝ちます。サービス寿命>5,000時間で均一なノズル数が減る場合、スパイラルノズルはそのプレミアムに見合うことが多いです。
9.一般的な設置および性能の問題
9.1 スパイラルノズルの問題と解決策
| 問題点 | 根本原因 | 診断方法 | 解 |
|---|---|---|---|
| パターンの崩壊や歪み | 最低圧力は20 PSI未満 | ノズル入口の圧力をゲージ | 圧力調整器を取り付けて、ポンプの容量を確認 |
| 早期詰まり(<500時間) | 液体中の粒子>100ミクロン | ノズルのヘリカルインサートを取り外して破損がないか点検 | ろ過を50–100ミクロンに追加・アップグレード |
| 急速な流量増加(>1,000時間で10%) | 螺旋チャネルの研磨摩耗 | 流量を月ごとに測定し、基準と比較 | セラミック/カーバイドインサートに切り替えるか、フルコーン |
| 噴霧角度が狭まる | 部分的な詰まりや堆積物の蓄積 | 噴霧パターンの目視検査 | ノズルを溶剤/酸洗浄でフラッシュし、水質をチェック |
| 配列全体でのカバレッジの不一致 | 多様体における不等等圧力分布 | 最初の、中間、最後のノズルの圧力を測定してください | マニホールドパイプ径のリサイズ、オリフィスプレートのバランス調整 |
9.2 フルコーンノズルの問題と解決策
| 問題点 | 根本原因 | 診断方法 | 解 |
|---|---|---|---|
| カバレッジ不足やホットスポット | ノズル間隔が広すぎる | パテネーション試験または熱画像 | 間隔を狭めるか、中間ノズルを追加してください |
| 過剰な流量ドリフト | 深刻なオリフィスの摩耗 | 流量を測定してください。元の仕様と比較 | ノズルを交換し、より硬い材料を検討してください。 |
| 低圧でのスプレーの滴り最低圧力以下で運転中 | ノズルの圧力計を確認してください | ポンプ出力を増やすか、他の場所での流量需要を減らす | |
| 塗布するには大きな水滴 | 開口径が大きすぎるか、圧力が低すぎる | レーザー液滴サイズまたは水感性紙試験 | 圧力を上げるか、より小さい開口部に切り替えるか |
| 不均一なスプレーパターン | 内部ベーンの損傷や摩耗 | ベーンの形状を分解して点検 | ノズル交換、液体の清浄度を確認する |
9.3 メンテナンスのベストプラクティス
螺旋ノズル用:
- 四半期ごとの流量監査を実施し、ノズルは>10%の偏差を掲げる
- 予備ノズル在庫を設置数の25%に抑え(故障率が高い)
- 詰まったスパイラルをワイヤーや工具で掃除しようとしないでください。ヘリカルインサートを損傷します
- 化学洗浄のみを使用(スケールにはクエン酸、有機物には穏やかな洗剤)
フルコーンノズルの場合:
- クリーンサービスでは通常十分な年間流量監査
- 予備在庫:設置件数の10%
- ベーン型設計において慎重に行えば許容される機械的清掃(ワイヤーブラシ)
- 研磨材使用において、流量増加率を追跡して交換タイミングを予測する
10.FAQ
Q: システムを再設計せずにフルコーンノズルをスパイラルノズルに交換できますか?
A: 直接的にはそうではありません。スパイラルノズルは通常、より高い最低圧力(20–25 PSI 対 10–15 PSI)を必要とし、流量係数も異なります。また、詰まりを防ぐために流体ろ過が十分であるか(<100ミクロン)も確認する必要があります。現在のシステムが低圧で動作しているか、ろ過されていない水を使っている場合は、フルコーンを使い続けてください。
Q: なぜスパイラルノズルはこんなに高いのですか?
A: 精密加工されたヘリカルインサートは、厳密な公差(±0.02 mm)と特殊な金型が必要です。多くの設計では耐摩耗のためにセラミックやカーバイドインサートが使用されており、材料コストが増加します。フルコーンノズルは内部形状がシンプルで、一体化で加工できるため製造コストを削減できます。
Q: ノズルの交換が必要なタイミングはどうやってわかりますか?
A: 新品の基準流量を設定し、その後、月次(研磨サービス)または四半期(クリーンサービス)を測定します。流量が>15%増加するか、噴霧パターンが目に見えて劣化したら交換してください。重要な用途では、連続監視のためにインライン流量計の設置を検討してください。
Q: スパイラルノズルとフルコーンノズルを同じシステムで混ぜてもいいですか?
A: 一般的には違います。それぞれ異なる圧力要求や噴霧特性があります。混合型はカバレッジを均一でなくし、システムのバランスを複雑にします。システムやゾーン全体で1種類のノズルを使用してください。
Q: スパイラルノズルと中空コーンノズルの違いは何ですか?
A: スパイラルノズルは噴霧パターン全体に液体が充填された円錐形を作り出し、ヘリカルスピンによって実現されます。中空の円錐ノズルは、中心に最小限の液体を含んだ環状(リング状)の噴霧を発生させ、周辺被覆が必要なコーティング用途によく用いられます。この二つを混同しないでください。それぞれ異なる目的を持っています。
Q: 過度な圧力低下を起こさずにどの程度水を細かくろ過できますか?
A: スパイラルノズルの場合は、50〜100ミクロンのろ過を目標にしてください。流量の2〜3/3インチサイズのカートリッジまたはバッグフィルターを使い×圧力降下を5 PSI以下に抑えましょう。差圧が10 PSIを超えた場合、フィルター要素を清掃または交換してください。
Q: 圧力を上げれば、報道の質は改善しますか?
A: ある程度までは。ノズル数が足りなかったり、噴霧角度が合わなかったりしてカバーが悪い場合は、圧力を上げても効果がありません。ノズルを増やすか、異なる形状が必要です。圧力調整(設計時点から±20%)は性能を微調整できますが、適切なシステム設計の代わりにはなりません。
Q: 両方の利点を組み合わせたハイブリッド設計はありますか?
A: 一部のメーカーは、内部ベーン形状が小さく、フルコーンの堅牢な流れを保ちつつ、より小さな液滴に最適化された「ファインスプレーフルコーン」ノズルを提供しています。これらは通常、適度な圧力で250〜400ミクロンの範囲でDv0.5に達します。これは標準的なフルコーンとスパイラルの中間にあたります。フルコーンよりも優れたアトマイズが欲しいけれど、スパイラルノズルの詰まりリスクが我慢できないなら検討する価値があります。
11.結論
スパイラルノズルとフルコーンノズルの選択は、プロセスの優先順位と操作環境によります。スパイラルノズルは比類なき均一性と細かい霧化を実現し、蒸発冷却、加湿、精密コーティングなど流体の清浄度や圧力を制御する用途に最適です。フルコーンノズルは耐久性と信頼性の代わりに性能を犠牲にしており、タンク洗浄、粉塵抑制、リサイクル水、スラリー、または変動する運転条件を伴う用途において実用的な選択肢です。
評価すべき主な選択要素:
-
流体の質: 清潔でろ過された水(<100ミクロン)はスパイラルを形成しやすい。懸浮固形物、リサイクルされた流れ、またはろ過が不十分なものは、完全な円錐が必要です。
-
圧力安定性: システムが30〜60 PSIを維持し、±5 PSIの調整をすれば、スパイラルはよく機能します。変動または低圧システム(<20 PSI)にはフルコーンが必要です。
-
性能要件:均一性や液滴サイズの制御が製品の品質やプロセス効率に直接影響する場合、スパイラルノズルはそのコストを正当化します。正確さよりもカバレッジが重要な場合は、フルコーンで十分です。
-
メンテナンスアクセス: 頻繁なノズル交換は、アクセスしやすい設置では許容範囲です。手の届きにくいノズル(容器内部、仰角時)は長寿命のフルコーン設計に有利です。
-
総所有コスト: ノズルコスト、交換頻度、作業員、ダウンタイムなど、用途ごとに数値を計算してください。粗削りなサービスや汚れたサービスでは、ほぼ必ずフルコーンがTCOで勝ちます。