





ステンレス鋼製造のための耐酸冷却ノズル材料選択
目次
- 序論:なぜ酸性冷却環境における材料選択が重要なのか
- ステンレス鋼製造における腐食環境の理解
- ノズル材料比較:酸性条件下での性能
- 材料選択を左右する工学的パラメータ
- 【総所有コスト:材料選択経済学】(#5-コスト分析)
- 鋼製冷却ゾーンの用途特有推奨事項
- 設置および保守のベストプラクティス
- FAQ
- 結論
1.はじめに:酸性冷却環境における材料選択がなぜ重要なのか
ステンレス鋼の生産ライン、特にピッキング、スケール除去、二次冷却作業において、冷却ノズルは最も過酷な工業環境の一つに直面します。高温(直接鋼接触冷却ではしばしば400〜900°C)、酸性スプレー媒体(ピッキングセクションでpH1.5〜3.5)、そして研磨性スケール粒子の組み合わせが、ノズル劣化を加速させる完璧な嵐を作り出します。
北米およびヨーロッパの複数の製鉄所での現地データによると、ノズルの早期故障は連続鋳造およびホットストリップミル冷却システムにおける予期せぬダウンタイムの18〜25%を占めています。根本原因はほとんどの場合、初期仕様や改修プロジェクトでの材料選択の誤りにあります。
本ガイドは、実際の腐食試験データ、熱サイクル性能、経済分析に基づき、プロセスエンジニアおよび保守管理者に対し、酸耐性ノズル材料を選択するための体系的な枠組みを提供します。硫酸ミスト環境で生き残る材料、材料ベースのライフサイクルコストの計算方法、そして早期ノズル交換を引き起こす最も一般的な3つの仕様誤りを避ける方法を学びます。
このガイドから得られるもの:
- 酸性鋼冷却用途における6つの一般的なノズル材料の定量的な腐食率データ
- pH、温度、研磨剤含有量に基づく材料選択のための工学的決定行列
- 24か月間の総所有コストを示す実務経済比較
- ノズル寿命を30〜40%延ばす現場検証済みの設置方法
2.ステンレス鋼製造における腐食環境の理解
2.1 主な腐食メカニズム
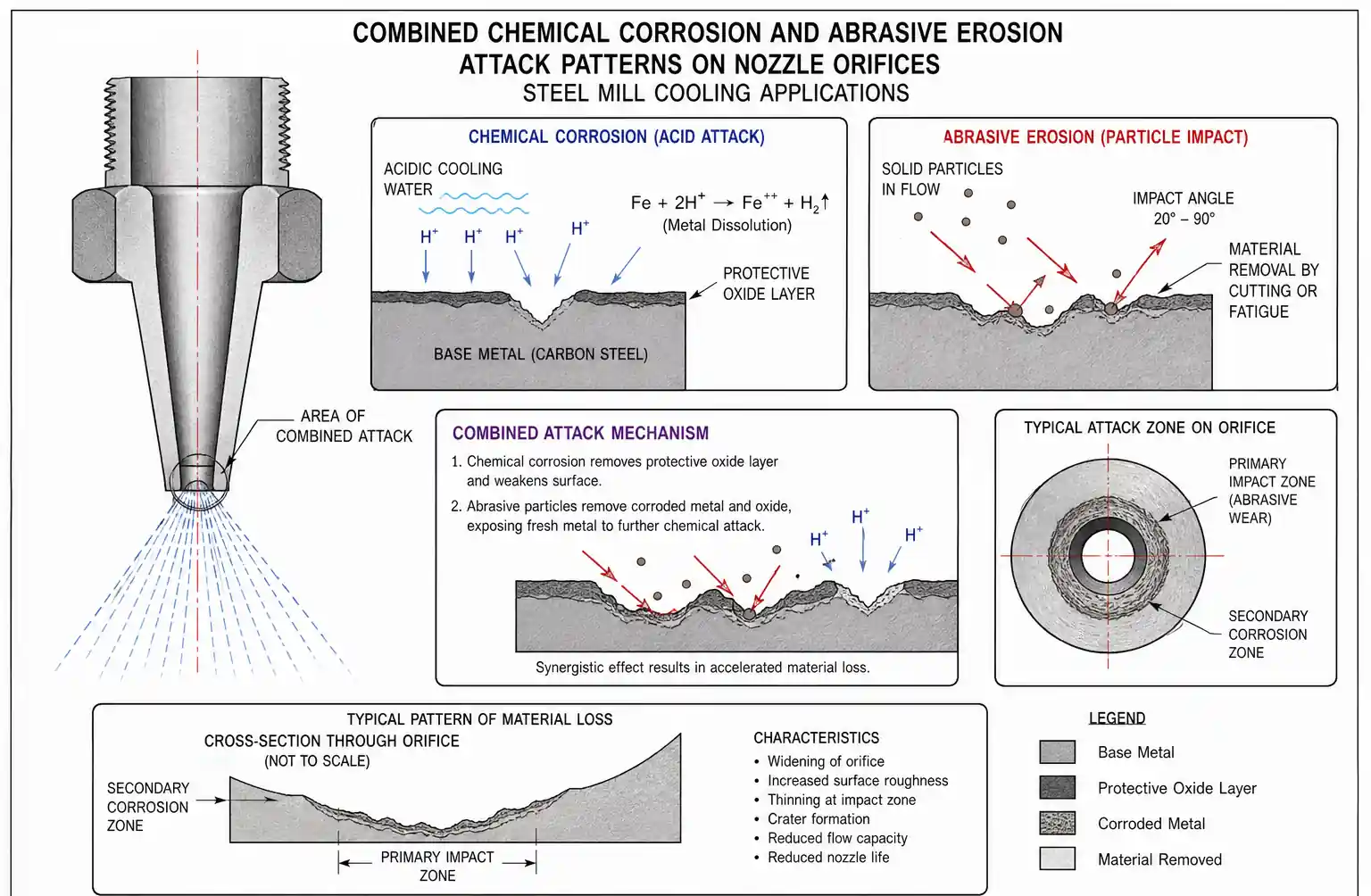
ステンレス鋼の生産冷却システムは、ノズルを3つの同時攻撃機構にさらします。
化学腐食: 酸性冷却水(通常は残留酸、硫酸、塩酸、硝酸、濃度0.5〜5%)が金属表面を攻撃します。腐食速度は温度と指数関数的関係を示します。オーステナイト系ステンレス鋼ノズルの場合、水温を40°Cから80°Cに倍にすることで腐食浸透率を3〜4倍に増加させることができます。
侵食腐食: 高速噴霧(典型的なノズル出口速度15–30 m/s)と懸濁した酸化鉄粒子(50–200ミクロン、濃度100–500 ppm)が組み合わさることで、機械的摩耗が発生し、保護酸化層が再形成されるよりも速く除去されます。加速摩耗試験では、200ppm研磨剤を含み、60 PSIで動作する316個のステンレスノズルが、わずか720時間の運転で8〜12%のオリフィス拡大を示しました。
熱衝撃: 600–800°Cで鋼材に噴霧するノズルが水供給が25–40°Cのままであり、熱循環が発生し脆性材料に微細亀裂を引き起こし、オーステナイト合金の粒間腐食を加速させます。
2.2 臨界環境パラメータ
ノズル材料を指定する際には、以下の4つのパラメータを定量化する必要があります。
| パラメータ | 鋼材冷却の典型的な範囲 | 材料選択への影響 |
|---|---|---|
| スプレー媒体のpH | 1.5–3.5(ピッキングセクション)、5.5–7.5(二次冷却) | pH <3は炭素鋼を排除し、最低316L必要 |
| 動作温度 | 水は25〜60°Cで噴射;鋼表面 400–900°C | 200°Cを超えるとプラスチックが排除されます。熱衝撃には延性材料が必要 |
| 研磨性のある内容 | 50–500 ppm酸化鉄、スケール粒子 | 200ppmを超える場合は硬化材料(セラミック、カーバイド)が必要です。 |
| 動作圧力 | 30–120 PSI(2–8バール) | 圧力が高いほど侵食速度が増加します。80 PSI以上のカーバイド推奨研磨剤付き |
よくある工学的誤りは、研磨成分を考慮しずにpHのみに基づいて材料を指定することです。pH 2.8環境向けに指定された316本のステンレス製ノズルが、クリーン酸性ミストで18ヶ月間持続しましたが、同じ酸に150 ppmスケール粒子が含まれる場合、6ヶ月以内に故障する例が見られました。
3.ノズル材料比較:酸性条件下での性能
3.1 材料分類と耐腐食性
鋼製冷却ノズルに一般的に指定される6つの材料は、3つの性能段階に分類されます。
ティア1 – 基本耐食性(pH 5–7、低研磨性):
- 304ステンレス鋼:中性またはやや酸性の冷却水に適しています。pH4を下回ると急速に劣化します
- 316/316Lステンレス鋼:中程度の酸耐性を持つ業界標準;低研磨剤でpH 3〜7に適している
Tier 2 – 酸耐性および耐摩耗性が強化されている(pH 2–6、中程度の研磨性):
- ハステロイ C-276:ニッケル・モリブデン・クロム合金;優れた耐酸性を持つが、耐摩耗性は限られている
- セラミック(アルミナ95–99.5%):優れた酸性と中程度の耐摩耗性;熱衝撃による脆性
ティア3 – 極端な環境(pH 1.5–4、高研磨、熱循環):
- 炭化ケイ素:非常に高い硬度(2500 HV)と酸性不活性性;耐摩耗性は最高ですが脆いです
- タングステンカーバイド:最も難しい選択肢(1500–1800 HV);優れた耐久性を持ちながらも中程度の酸耐性(pH2以下では適さない)
3.2 定量的パフォーマンス比較
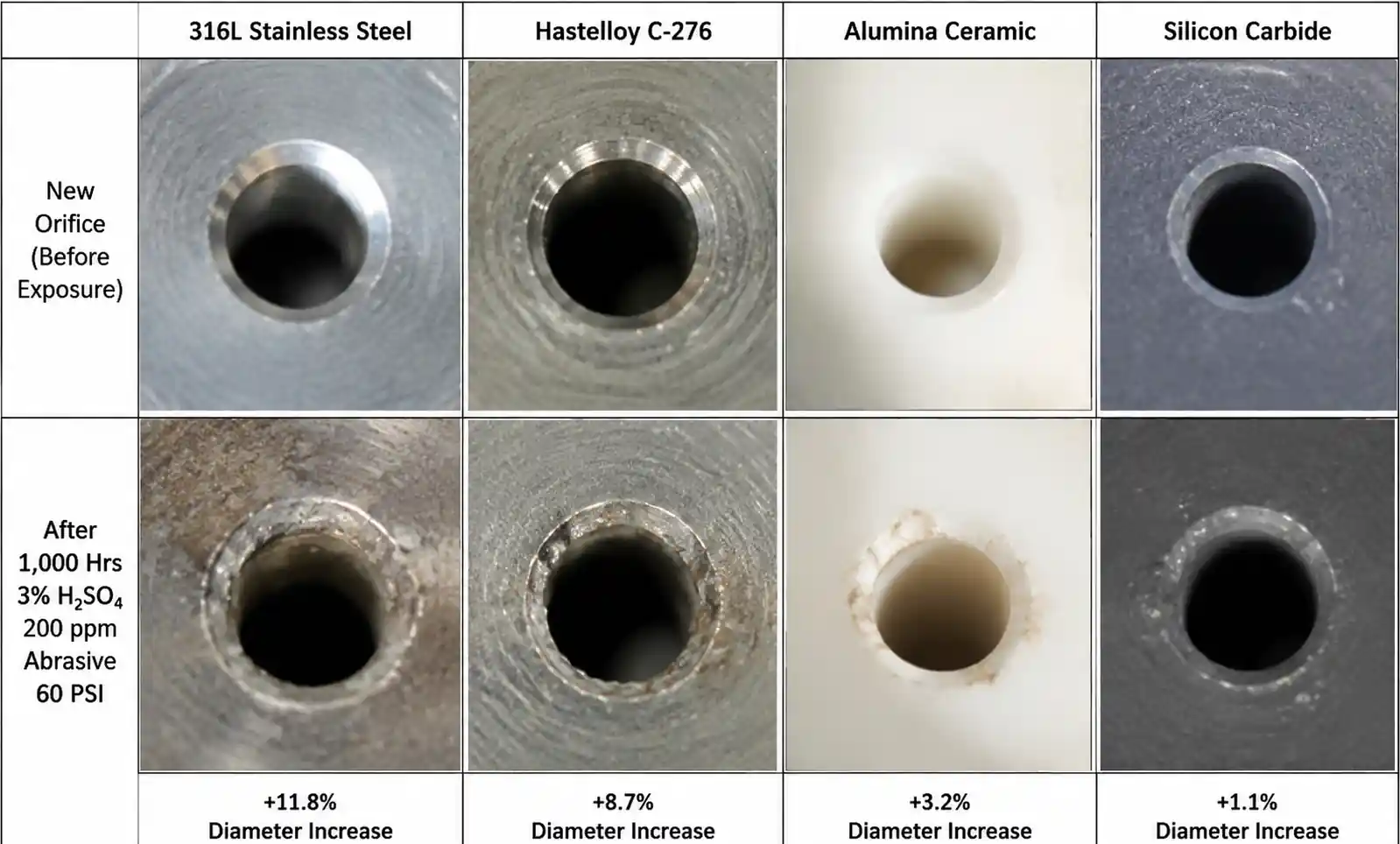
ASTM G31浸漬試験および3つのヨーロッパ製鉄所の現場検証データに基づいています:
| 素材 | 60°C(mm/年)における3% H₂SO₄の腐食速度 | 研磨摩耗率(オリフィス拡大、%/1000時間) | 相対コスト(316L = 1.0) | 典型勤続期間(月数) |
|---|---|---|---|---|
| 304 SS | 0.45–0.62 | 6–8% | 0.85 | 6–9 |
| 316L SS | 0.18–0.25 | 5–7% | 1.0 | 12–18 |
| ハステロイ C-276 | 0.02–0.04 | 4–6% | 8.5 | 36–48 |
| アルミナ99% | <0.01 | 2–3% | 3.2 | 24–36 |
| 炭化シリコン | <0.01 | 0.8–1.2% | 4.5 | 48–60 |
| タングステンカーバイド | 0.08–0.12* | 0.5–0.9% | 6.0 | 36–48 |
*タングステンカーバイドは、コバルト結合剤の溶解によりpH2以下で腐食が加速します。
このデータから得られる重要なエンジニアリングの洞察:
炭化シリコンは、酸と研磨剤の複合環境で316Lの5〜6倍の耐用年数を持ちますが、初期費用は4.5倍高いです。交換作業コスト(ノズル交換あたり180〜250ドル、ダウンタイムを含めると)を考慮すると、シリコンカーバイドは36か月間で総所有コストを40〜50%削減します。
ハステロイC-276は、その延性が熱衝撃の亀裂を防ぐ純酸環境(低研磨性)で優れています。しかし、高研磨性の冷却ゾーン(>200 ppmスケール)では、セラミックがそれを大幅に上回る性能を示します。
316Lは、特に熱衝撃が最小限<、pH>4、研磨含有量100ppmの二次冷却ゾーンにおいて経済的な選択肢として依然として優れています。
4.材料選択を左右する工学的パラメータ
4.1 pH-温度-研磨剤選択マトリックス
材料選択は単一のパラメータに頼ってはなりません。pH、温度、研磨剤含有量の相互作用により、異なる材料性能ゾーンが形成されます。180+の製鉄所設置をカバーするアプリケーションエンジニアリングデータベースから、これらのゾーンを実用的な意思決定マトリックスにマッピングしました。
意思決定フレームワーク:
ゾーン1 – 温暖な環境(pH 5–7、T < 80°C、研磨性< 100 ppm): 推奨素材:316Lステンレススチール 理由:コストパフォーマンスが高く、十分な腐食余裕が求められること。12〜15か月で5〜7%のオリフィス拡大が予想され、予測可能な交換スケジューリングが可能になります。
ゾーン2 – 中程度の酸(pH 3–5、T < 100°C、研磨性100–300 ppm): 推奨材料:アルミナセラミック(純度95–99%) 理由:優れた酸耐性と良好な摩耗性能。脆性のため急速な熱サイクル(>50°C/分)の用途は避けてください。
ゾーン3 – 酸性が高く、研磨性が高い(pH 1.5–3.5、T変動、研磨性>300 ppm): 推奨材料:シリコンカーバイド 理由:維持する材料のみ極端な複合攻撃で36か月で<2%のオリフィス拡大。脆性のため、メンテナンス中の衝撃損傷を避けるために適切な取り付けが必要です。ゾーン4 – 純酸性、低研磨性(pH 1.5–3、T< 90°C、研磨剤<50 ppm): 推奨材料:Hastelloy C-276 理由:優れた延性によりひび割れを防ぎます;セラミックスの経済性が高い研磨環境では過剰に対応。ゾーン5 – 極端な熱衝撃(鋼表面T > 700°C、噴射水<40°C): 推奨材料:延性を求めるなら316L SSまたはHastelloy 理由:セラミックは腐食に強いものの、熱衝撃による微細亀裂は壊滅的な故障を引き起こすためです。延性材料は弾性変形を通じて熱応力を吸収します。
4.2 流量安定性を材料選択基準として
ノズルオリフィスの拡大は冷却の均一性と水の消費に直接影響します。連続鋳造の二次冷却システムでは、設計の±8%以内の流量を維持することがビレット内の亀裂形成を防ぐために重要です。
現場測定からの物質特異的流量ドリフト率:
| 素材 | 12か月後の流量変化(60 PSI、3% H₂SO₄、200 ppm研磨剤) |
|---|---|
| 316L SS | +18–24%(直径6–8%増加による) |
| ハステロイ C-276 | +12–15% |
| アルミナ99% | +6–9% |
| 炭化シリコン | +2–4% |
このデータは、多くの製鋼所がシステム設計段階で冷却水流量を20〜25%過剰に指定し、避けられない316Lノズル摩耗を補正する理由を示しています。より経済的な方法は、シリコンカーバイドノズルを指定し、流量マージンを5%に抑える設計で、ポンプのサイズ、エネルギー消費、水処理能力を削減することです。
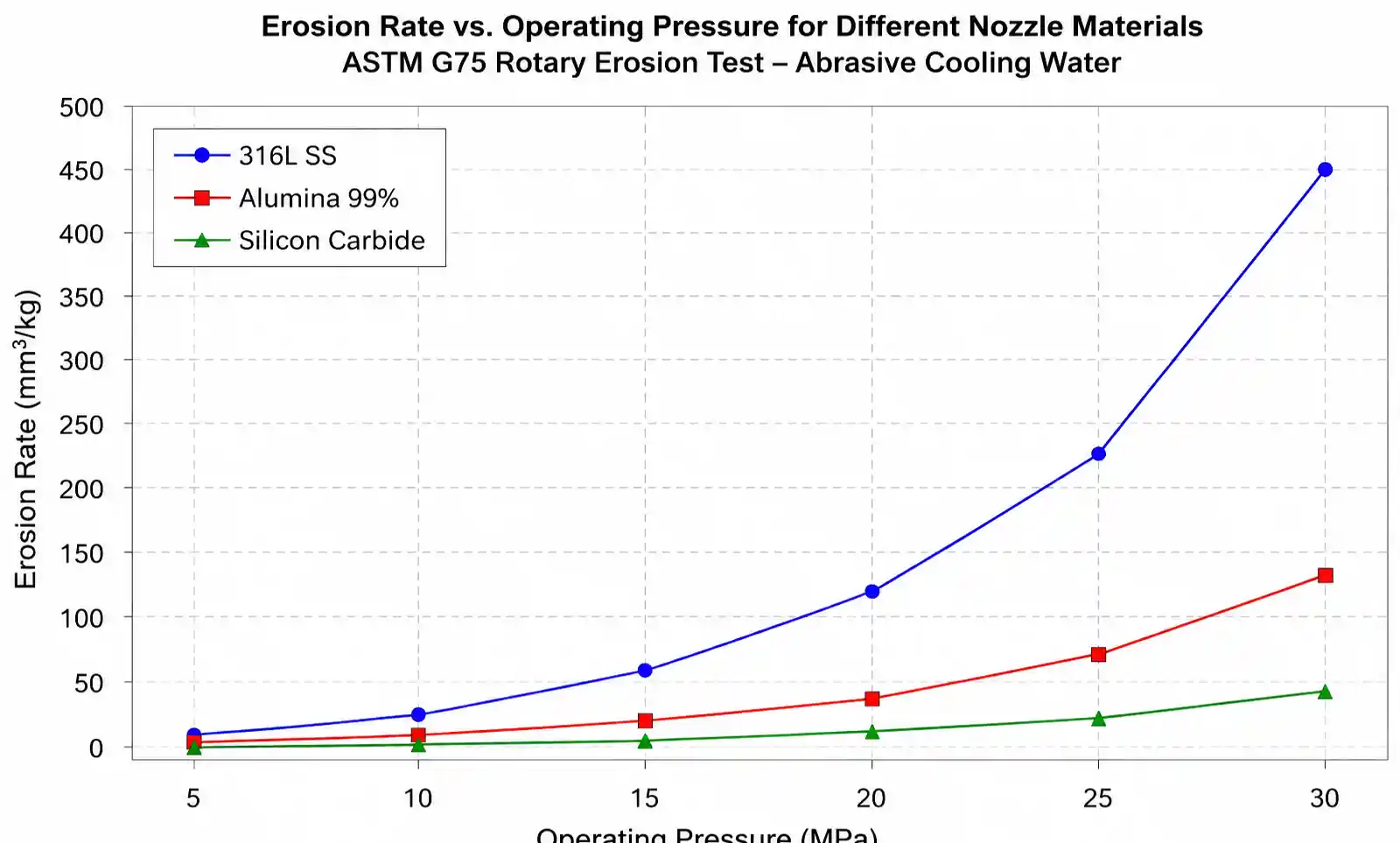
4.3 圧力低下と侵食速度
運転圧力と侵食速度の関係は非線形です。浸食はおおよそ次の通りです:
侵食速度∝(速度)²·⁵
つまり、噴霧圧力を40〜80 PSIに倍にすると速度は約1.4倍増加しますが、侵食速度は約1.4²·⁵≈1.9倍増加します。
実践的なガイドライン:
- 80 PSI以上の圧力で研磨含有量>150 ppm)の場合、酸濃度が中程度(pH 4–5)であってもセラミックやカーバイド材料は経済的に正当化されます。
- システム圧力を100 PSIから60 PSIに下げ、ノズル数の増加や噴霧角度の最適化によってカバー範囲を維持した場合、材料コストの節約効果が追加ノズルコストを上回る可能性があります。
- ドイツの自動車用鋼鉄メーカーとの協力により、ヘッダー圧力を90 PSIから65 PSIに低減し、24本のアルミナノズルから32本の316Lノズルに切り替え、年間ノズルコストを31%削減しつつ冷却の均一性を向上させました。
5.総所有コスト:材料選択経済学
5.1 ライフサイクルコストモデル
単価のみでノズルを指定すると、経済的に最適とは言えません。適切なTCO分析には、初期コスト、交換頻度、交換作業、システムのダウンタイム、摩耗による水消費の増加などの二次コストを含める必要があります。
24か月比較(16ノズル冷却ヘッダー)の仮定:
- 運行スケジュール:年間6,000時間(250日、24時間運転)
- 交換作業:交換あたり4時間 @ 修理料金85ドル/時間 = イベントあたり340ドル
- ダウンタイムコスト:1時間あたり1,200ドルの生産損失(製鉄所としては控えめ)
- 水道費用:1,000ガロンあたり0.08ドル
- 平均ノズル流量:3.2 GPM @ 60 PSI(設計条件)
5.2 比較費用分析
| 素材 | 単位コスト($/ノズル) | 置換間隔(月) | 24か月後の交代 | 初期コスト(16ノズル) | 交換材料費用 | 労働コスト | ダウンタイムコスト | 余剰水道費用* | 合計24か月費用 |
|---|---|---|---|---|---|---|---|---|---|
| 316L SS | 18ドル | 12 | 1 | $288 | $288 | $340 | 1,200ドル | $1,840 | $3,956 |
| ハステロイ C-276 | $153 | 36 | 0 | $2,448 | $0 | $0 | $0 | $460 | $2,908 |
| アルミナ99% | 58ドル | 24 | 0 | $928 | $0 | $0 | $0 | 690ドル | $1,618 |
| 炭化シリコン | 81ドル | 48+ | 0 | $1,296 | $0 | $0 | $0 | 230ドル | $1,526 |
*年間6,000運転時間と仮定して、期間中の平均開口部拡張から算出された余剰水コスト。
主要な財務洞察:
シリコンカーバイドは316Lの4.5倍の価格にもかかわらず、24か月の最低TCOを達成しています。交換サイクルを1回省くことで、労働費とダウンタイムで1,540ドル節約でき、優れた耐摩耗性により316Lと比べて1,610ドルの水消費が削減されます。
ハステロイC-276は、その延性がセラミックの亀裂を引き起こす熱衝撃破壊を防ぐ純酸環境でのみ経済的に有効です。鋼製冷却に典型的な研磨環境では、アルミナや炭化ケイ素の方が経済的に優れています。
予算制約のある運用やメンテナンスが容易にアクセスできるアプリケーションにおいては、316Lは交換期間が計画されたメンテナンス停止と一致すれば、予期せぬダウンタイムコストを排除する有効な手段となります。
5.3 損益分岐点分析
316Lからシリコンカーバイドへのアップグレードはいつ回収されるのか?
増分投資:$81 - $18 = $63/ノズル ×16ノズル=$1,008
交換回避による年間節約:
- 材料費:$288
- 労働:340ドル
- ダウンタイム:$1,200
- 余剰水:$1,380
- 年間総節約額:$3,208
返済期間:1,008 ÷ 3,208 = 3.8ヶ月
連続運転と高いダウンタイムコストを伴う製鋼所冷却用途では、プレミアム材料は通常4〜6ヶ月以内に回収を達成します。
6.鋼製冷却ゾーンの用途別の推奨事項
6.1 ピッキングライン冷却(pH 1.5–2.5、高酸)
環境: 硫酸または塩酸ミストとの直接接触、温度40〜80°C、硫酸鉄結晶からの中程度の研磨成分。
推奨材料: ハステロイC-276またはカーバイドシリコン
理由: ここは最も化学的に攻撃的なゾーンです。316Lは急速なピッティング腐食により3〜6ヶ月以内に故障します。ハステロイは純酸環境に優れています。研磨含有量が100ppmを超える場合や熱循環がある場合には、炭化シリコンが好まれます。アルミナセラミックは避けてください。酸が低純度グレード(<99%)で結晶境界に沿って浸透すると壊滅的な故障が記録されています。
ノズルタイプ:ガススクラビング用のフルコーンまたはホローコーン;ストリップ表面冷却用のフラットファン。典型的な噴霧角度:60〜90°。
現場例: ポーランドのステンレス鋼製ミルが、HClピッキング部門で304個のSSノズル(4〜5ヶ月間稼働)をハステロイC-276に交換しました。38か月後、流量の劣化はわずか6%で、ノズルの交換は必要ありませんでした。3年間の総節約:32ノズルシステムで18,400ドル。
6.2 連続鋳造二次冷却(pH 5–7、中程度の研磨性)
環境: 比較的中性の冷却水(pH 6.5–7.2でスケール阻害剤を含む場合あり)、温度は30–50°C、研磨剤含有量はミルスケールから80–200 ppm。
推奨素材: 316Lステンレスまたはアルミナセラミック
理由: 腐食が主な故障モードではなく、スケール粒子による侵食が支配的です。316Lは<120 ppmの研磨材に適しています。その閾値を超えると、アルミナは中程度のコストプレミアムで2〜3倍の耐用年数を提供します。熱衝撃は最小限で、噴霧水や鋼の表面は徐々に温度変化が起こるためです。
ノズルタイプ: 平らなファンノズル(噴霧角度40〜80°)で、ビレット表面に均一な水膜を使います。柔らかい部分を避けるためには適切な重なりが不可欠です。
間隔計算の例: 65°フラットファンノズル、60 PSIの場合、スプレー幅W = 2 × H ×タン(65°/2)、ここでH = スタンドオフ距離。 H = 200 mmでは、W = 2 × 200 ×タン(32.5°)≈255 mm。 30%の重なりの場合:ノズル間隔=0.7 × 255 = 中心間178 mm。
6.3 ホットストリップミルのデスケール(pH 4–6、非常に高圧、極度の研磨性)
環境: ミルスケール除去には高圧水(1,500–3,000 PSI / 100–200 bar)、温度50–70°C、研磨料300–600 ppm。
推奨材料: タングステンカーバイドまたはシリコンカーバイド(硬度が最重要)
理由: 極端な作動圧力は80〜120 m/sの出口速度を生み出し、激しい侵食を生み出します。10%のオリフィス拡大でも、許容できない圧力低下と不完全なスケール除去を引き起こします。これらの条件下でオリフィス形状を維持するのはカーバイド材料のみです。pH>3にはタングステンカーバイドが好まれます。コバルト結合剤の腐食を防ぐためにpH3以下の炭化ケイ素を使うこと。
ノズルタイプ: フラットファンで、狭い噴霧角度(15〜25°)で高い衝撃力を持つ。開口部の大きさは通常1.2〜2.0 mmです。
一般的な故障モード: 取り付け時のトルク不適切なためカーバイドインサートの亀裂、または急速なバルブサイクルによるウォーターハンマーによる亀裂。必ずトルクレンチ(M10ねじは8〜12 N·m)を使い、上流にはパルスダンパーを取り付けてください。

7.設置および保守のベストプラクティス
7.1 材料性能最大化のための設置ガイドライン
最も高価なノズル素材でも、施工時に応力集中器や汚染が入ると性能が劣ります。これらの現場実証済みの手法は、ノズル寿命を30〜40%延ばします:
適切なネジシーラントの選択:
- 316LおよびハステロイねじノズルにはPTFEテープ(3〜4巻き)を使用すること
- セラミックおよびカーバイドノズルの場合、除去時の擦り傷を防ぐために高温の抗固着ペースト(ニッケルまたは銅系)を使用します
- 亜鉛や鉛を含むパイプドープは絶対に使用しないでください。これらはガルバニクス腐食を加速させます
トルク仕様: セラミックやカーバイドノズルはもろく、過度のトルクでひび割れが生じます。推奨値:
- 1/8インチNPT:4–6 N·m(35–50 lb·in)
- 1/4インチNPT:8–12 N·m(70–105 lb·in)
- 1/2インチNPT:18–24 N·m(160–210 lb·in)
わずか30%の過剰トルクで微細な亀裂が発生し、熱循環によって数週間で破損を引き起こす可能性があります。
プレフラッシュ: 新しいノズルを取り付ける前に、供給ヘッダーをフル稼働圧力で5〜10分間フラッシュし、溶接スラグ、ねじ山チップ、スケールを取り除きます。私たちは、設置の破片が新しいカーバイドノズルに詰まり、作業者が高圧で詰まりを除去しようとした際に即座にオリフィスが詰まり、ひび割れが生じた事例を数十件記録しています。
ストレーナーメッシュのサイズ: セラミックノズルやカーバイドノズルの上流に100メッシュ(150ミクロン)ストレーナーを設置してください。大きな粒子は起動時の過渡現象でオリフィスの縁を欠くことがあります。316Lとハステロイの場合は、40メッシュ(400ミクロン)で十分です。
7.2 予知保全および交換基準
流量監視: 重要な冷却ゾーンに流量計を設置し、流量と圧力を毎月追跡してください。一定圧力で流量が>12%増加した場合、ノズル交換は経済的に正当化されます(水費と冷却の不均一性が交換コストを上回ります)。
16ノズルヘッダーで年間6,000時間、3.2 GPMの設計フローの場合:
- 流量増加12% = ノズルあたり+0.38 GPM = 合計+6.1 GPM
- 年間過剰水量 = 6.1 GPM × 60分/時 × 6,000時間≈219万ガロン
- 0.08ドル/1,000ガロン:年間廃棄物=175ドル
ノズル交換費用が90ドル(材料+1ノズルあたりの労務)の場合、ほとんどの設置で流量が約10%増加した時点で損益分岐点が発生します。
視覚検査間隔:
- 316Lおよびハステロイ:6か月ごと(ピッティング、オリフィス伸長、ネジ山腐食の有無を確認)
- セラミックスおよびカービッド:12か月ごと(欠け、ひび割れ、熱的損傷を示す変色のチェック)
予備部品戦略: セラミックおよびカーバイドノズルはリードタイムが長いため(4〜8週間、金属ノズルは1〜2週間)、25%の予備在庫を維持してください。重要な冷却ゾーンについては、予期せぬ停電時に迅速に交換できるように、完全なヘッダーセットを1セット備蓄しておきましょう。
7.3 一般的な材料関連の故障のトラブルシューティング
| 症状 | 合理的な理由 | 解 |
|---|---|---|
| 急速ピッティング(3〜6ヶ月以内) | 実際のpHに対する耐食性の不足 | 供給水だけでなくノズルの位置で実際のpHを測定してください。停滞ゾーンはpH3〜4まで下がることがあります。素材をアップグレードしましょう。 |
| 割れたセラミックインサート | 過圧または熱衝撃 | トルク手順を確認してください。熱衝撃の場合はハステロイに切り替えるか、スプレー温度差を縮小してください。 |
| 流量は一部のノズルでのみ増加します。不均一な研磨分布 | ヘッダー配管の侵食が局所的な乱流を生じていないか確認し、内部バッフルを再設計するか、ノズルをカーバイドにアップグレードするか | |
| 穴詰まり | 過大なストレーナーメッシュまたは塩分の沈殿 | ストレーナーメッシュのサイズを150ミクロンに減らします。カルシウム/鉄塩の沈殿を確認—水処理の調整が必要かもしれません |
| 除去時の糸のむきつき | 異質金属接触やアンチカスト | 糸には必ずアンチサイズ(詰まり防止剤)を使いましょう。同じ材料のねじ(例:316Lマニホールドの316Lノズル)への切り替えを検討してください。 |

8.FAQ
Q1: 同じ冷却ヘッダーに異なるノズル材料を混ぜてもいいですか?
A: はい、ただし注意が必要です。材料の混合は、最も劣化した地域のみを対象としたレトロフィットプロジェクトで一般的です。異種材料間の金属同士の直接接触を避けてください(例:炭素鋼マニホールドのハステロイノズル)—これにより腐食を加速させるガルバニックセルが生成されます。アイソレーションワッシャーを使うか、マニホールドねじにエポキシを塗り付けてください。また、すべてのノズルが運転圧力で同じ流量係数であることも確認してください。そうしないと、フローのバランスが崩れてしまいます。
Q2: 実験室検査なしで、自分の環境が「高研磨性」かどうかどうやって判断すればいいですか?
A: 実用的な現場テストです。同じヘッダーにセラミックノズル1つと316Lノズル1つを並べて取り付けます。3ヶ月後にはピンゲージでオリフィス直径の変化を測定します。316Lが>4%の拡大を示し、セラミックは<1.5%であれば、研磨剤含有量はシステム全体でセラミックやカーバイドを正当化するのに十分高いです。両者が同じように劣化する場合、酸腐食が優勢となり、ハステロイの方がコスト効率が良いかもしれません。
Q3: セラミックノズルは特別な清掃手順が必要ですか?
A: はい、金属ブラシやスクレーパーをセラミックの穴に使わないでください。これにより微小な欠けが亀裂の起点となります。超音波洗浄(40kHz、5%クエン酸溶液で10〜15分)または柔らかいナイロンブラシを使いましょう。頑固なカロイの沈着物には、10%リン酸に30分間浸してからよくすすいでください。
Q4: PVDFやPEEKのようなポリマーノズルの温度制限はどのくらいですか?
A: PVDFは135°C、PEEKは250°Cまで定格ですが、これらの制限は機械的応力を前提としていません。600〜900°Cのスプレー接触面で鋼筋冷却用途では、反射放射熱がポリマーの限界を超えることが多いです。たとえスプレー水が40°Cでも。 直接鋼製冷却用途にはポリマーノズルの使用は推奨していません。これらは鋼温が250°C未満で、距離が500mmを超える予冷ゾーンにのみ適しています。
Q5: 水の硬度は材料選択にどのような影響を与えるのか?
A: 硬水(>200 ppm CaCO₃)は、特にpH>7で水温が60°C>場合、カルシウムスケールの形成によってオリフィスの詰まりを加速させます。 これはすべての材料に平等に影響します。解決策は水処理(軟化またはポリリン酸塩注入)であり、材料のアップグレードではありません。ただし、水を処理できない場合は、より大きなオリフィス(≥2.0 mm)のノズルを指定し、より高い流量を受け入れてください。大きなオリフィスは詰まりが少なくなります。
Q6: 侵食されたセラミックノズルやカーバイドノズルは修理できますか?
A: いいえ、侵食や腐食によって材料は永久に除去されます。オリフィスの損傷は元に戻せません。流れを回復するために詰まった穴をドリルで取り除く「緊急修理」は避けてください。これによりスプレーパターンが破壊され、通常はセラミックに亀裂が生じます。唯一経済的な修理方法は、ノズルの取り外し可能なインサート(大型オリフィス設計で一般的)を完全交換することです。
Q7: 耐酸ノズルの噴霧角度はどのくらい指定すべきですか?
A: スプレー角度の選択は、素材ではなく被覆の形状に依存します。しかし、より広い噴霧角(>80°)は、研磨環境において開口部と縁の侵食速度がやや高くなります。材料の限界(例:316Lを境界条件に押し込む)場合は、噴霧角度を80°から65°に減らし、ノズルを増やすことを検討してください。これによりノズルあたりの応力が減少し、寿命を20〜30%延ばすことができます。
Q8: プレミアム素材へのアップグレードでROIがどれくらい早く見られるでしょうか?
A: 当社のTCO(セクション5)モデルに基づくと、ダウンタイムコストが高い連続運転の場合、通常4〜6ヶ月で回収が見込めます。計画的なメンテナンスウィンドウを持つバッチ運用では、予期せぬダウンタイムコストが低いため、回収期間が10〜14ヶ月に及びます。重要な要因は材料費ではなく、ダウンタイムの回避です。生産損失が1時間あたり800ドルを超えた場合、プレミアム資材はほぼ6ヶ月以内に回収されます。
9.結論
ステンレススチール製造における冷却ノズルの材料選択は、万人に当てはまる決定ではありません。最適な選択は、pH、温度、研磨剤含有量、運転圧力、経済的制約の相互作用を体系的に評価することから導かれます。