





コーティング厚さ制御におけるエアアトマイジングと油圧アトマイゼーションの違い
精密スプレーコーティング(https://www.nozzle-intellect.com/application/precision-spray-coating-nozzles-solutions-for-uniform-coverage-waste-reduction/10.html)では、フィルム厚が10μmずれるたびに15〜30%の材料廃棄や再作業コストが発生する可能性があります。 B2B調達の意思決定者や生産エンジニアとして、アトマイズシステムを選ぶ際の核心的なトレードオフは明確です:
-
エアアトマイジングは優れた細かさと低流量の精密制御を実現します
-
油圧アトマイゼーション(エアレス) 高速カバレッジのための高圧出力を提供します
これら2つの技術は、コーティング厚さ制御の精度、適用範囲、総所有コスト(TCO)において体系的に異なります。本記事では、技術パラメータ、応用シナリオ、経済的パフォーマンスにおける違いを分解し、データ駆動型選択を支えます。
特集スニペット概要: 空気アトマイチングは5–50μmの精密薄いコーティングに適した10–50μmの超微細な液滴を生成し、油圧アトマイゼーションは50–300μmの厚さの薄膜に対して50–300μmの液滴を生成します。前者は±3μmの制御精度を達成し、後者は40〜60%高いカバレッジ効率を実現します。
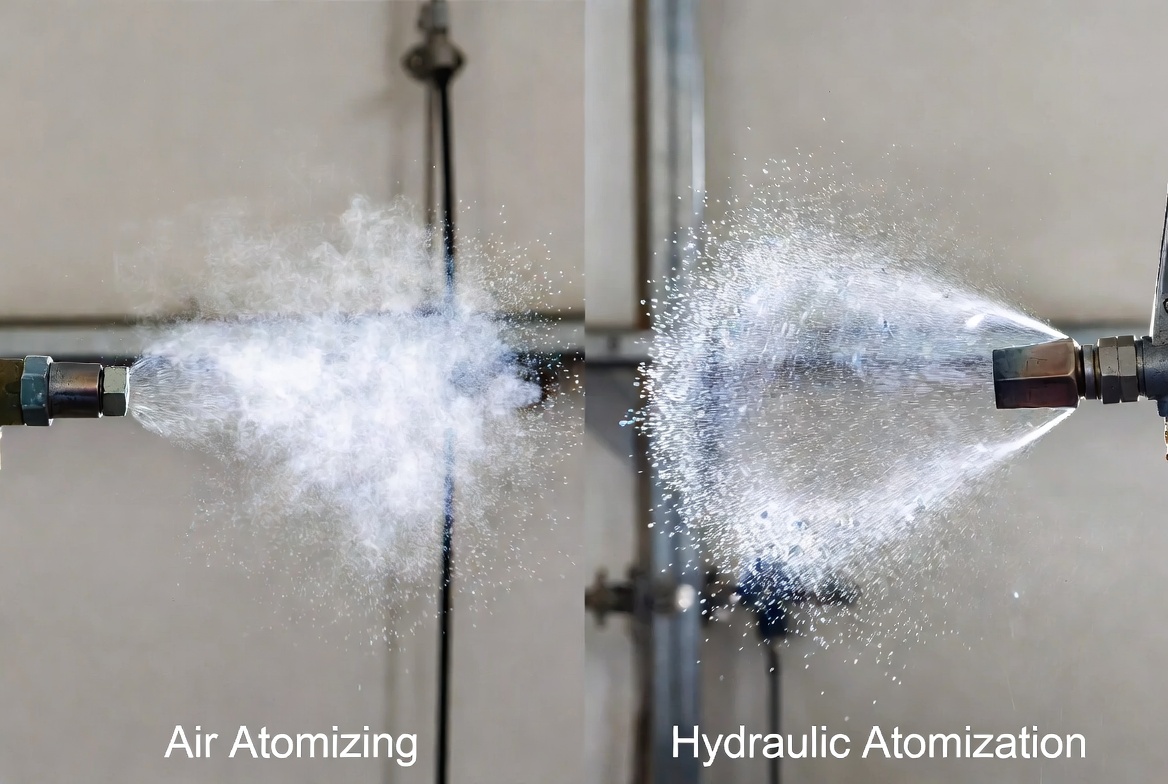
空気アタマイジング:低圧精密アプローチ
エアアトマイジングノズルは圧縮空気(通常0.5〜6バール)を使って液体塗料を細かい滴状にせん断します。液滴の直径は通常10〜150μm*の範囲で、精密システムでは中央値サイズは20〜40μmに達します。
主な特徴:
-
低運転圧力(液体:0.1–4バール、空気:1–6バール)
-
独立調整可能な空気-液体比
-
非常に低い衝撃力(0.5–1.5 N/cm²)
-
高い輸送効率(HVLPシステムで65〜85%)
「空気の速度が低いため、スプレー雲が柔らかくなり、コーティング材料の跳ね返りが減少します。」— 米国特許番号#5,284,299
油圧アトマイゼーション:高圧効率アプローチ
油圧(無気)氪化は、高圧流体(30〜200バール、最大400バール)を小さなオリフィスに押し込み、せん断と乱流によって霧化を生み出します。
主な特徴:
-
高圧(30–200+ bar)
-
圧縮空気は不要
-
高流量(1〜10 L/min 1ノズルあたり)
-
強い衝撃力(2.0–8.0 N/cm²)
- 0.1. 空気アタマイジング:低圧精密アプローチ
- 0.2. 油圧アトマイゼーション:高圧効率アプローチ
- 1. 厚さ制御精度比較
- 1.1. 厚さ偏差によるコスト影響
- 1.2. 空気アトマイゼーション精度優位
- 1.3. 油圧アトマイゼーション特性
- 2. キーパラメータ比較
- 3. フィルム厚さ選択行列
- 4. 業界ケーススタディ
- 4.1. ケース1:自動車用ホイール
- 4.2. ケース2:航空宇宙内装パネル
- 4.3. ケース3:家具製造
- 5. FAQ
- 5.1. コーティングの厚さの違いは何が決めるのか?
- 5.2. 両方の方法は組み合わせられるのでしょうか?
- 5.3. 油圧システムは空気アトマイズの精度を達成できるのか?
- 6. 結論
- 6.1. 次の場合にエアアトマイゼーションを選択してください:
- 6.2. 以下の場合に油圧アトマイズを選択する:
厚さ制御精度比較
厚さ偏差によるコスト影響
コーティング欠陥の60%以上は厚さ制御の問題に関連しています。
-
20μmのオーバーコーティングは年間塗装コストを18〜25%増加させる可能性があります
-
自動車用車の再加工はコーティングコストの8–15%を占めます
空気アトマイゼーション精度優位
空気システムは閉ループ流量調整の下で±3μmの膜厚制御精度を実現します。
最適な用途:
-
薄いコーティング(5〜30μm)
-
光学/電子コーティング
-
多層機能コーティング
-
低い[衝撃力]を必要とする複雑な形状(https://www.nozzle-intellect.com/blogDetail/what-is-nozzle-effective-impact-force-prevent-paint-waste/13.html)
制限事項:
-
大きな表面での処理量が低くなる
-
空気の質(水分/油)に敏感
-
高固性塗料では粘度調整が必要
油圧アトマイゼーション特性
油圧システムは通常、安定した条件下で±10–15μmの精度を実現します。
最適な用途:
-
厚塗層(80–300μm)
-
高粘度材料(>2000 cP)
-
大面積工業用コーティング
課題:
-
圧力感度(非線形厚さ応答)
-
ノズルの摩耗は流量の安定性に影響します
-
エッジの薄化にはオーバーラップ補償が必要
キーパラメータ比較

| パラメータ | エアアトマイジング | 油圧アトマイゼーション(エアレス) |
|---|---|---|
| 作動圧力 | 液体 0.1–4 バール / 空気 1–6 バール | 30–200+ bar |
| 液滴サイズ | 10–150 μm(Dv50: 20–50 μm) | 50–500μm(Dv50: 100–250μm) |
| 厚さ精度 | ±3–5 μm | ±10–15 μm |
| 最適フィルム厚 | 5–80μm | 50–500μm |
| 転送効率 | 65–85% | 35–55% |
| インパクトフォース | 0.5–1.5 N/cm² | 2.0–8.0 N/cm² |
| 粘度範囲 | <500 cP | 50–5000 cP |
| カバレッジ速度 | 5–15 m²/分 | 20–60 m²/分 |
| 空気の必要性 | 必須 | 必須ではありません |
フィルム厚さ選択行列
| フィルム厚み | 推奨方法 | 応用 | 主要な管理要因 |
|---|---|---|---|
| 5–20 μm | エアアトマイジング | 電子機器、光学コーティング | 衝撃力制御、正確な流量調整 |
| 20–50 μm | エアアトマイジング | 自動車、家電 | クローズドループ流量制御、環境安定性 |
| 50–100μm | ハイブリッド | 工業用プライマー | コストと精度の最適化 |
| 100–200μm | 油圧 | 海洋、鉄骨構造 | 圧力校正、ノズル摩耗モニタリング |
| 200–500μm | 油圧(ヘビーデューティ) | 沖合、パイプライン | 加熱、粘度低減 |
業界ケーススタディ

ケース1:自動車用ホイール
油圧式から精密空気霧化への切り替えによる減少:
-
厚さ偏差:±15 μm → ±4 μm
-
塗料廃棄物:-32%
-
リワーク率:-85%
ケース2:航空宇宙内装パネル
空気アトマイゼーションにより基質の損傷を防ぎました:
-
衝撃力を0.6 N/cm²に減少
-
厚さCV < 2.5%
-
マイクロクラックゼロ
ケース3:家具製造
油圧と空気の比較:
-
油圧式:高速(サイクルタイムの57%優位性)
-
空気:材料効率が48%向上
-
空気システムは速度が遅いにもかかわらず総コストを抑えること
FAQ
コーティングの厚さの違いは何が決めるのか?
液滴の大きさと運動エネルギー分布。空気システムはより細かい水滴を発生させ、複数回の通過が必要です。油圧システムは1回の通過でより厚い層を堆積させます。
両方の方法は組み合わせられるのでしょうか?
はい。ハイブリッドプロセス(エアベースコート+油圧トップコート)は、自動車OEM製造で広く使われています。
油圧システムは空気アトマイズの精度を達成できるのか?
部分的にしか。クローズドループ圧力制御とオンライン厚さ監視により、限られた条件下で±8μmを実現可能としています。
結論
空気アトマイゼーションと油圧アトマイゼーションの選択は、基本的に以下のトレードオフです:
-
精密(エアアトマイジング)
-
スループット(油圧アトマイズ)
次の場合にエアアトマイゼーションを選択してください:
-
厚さ要件 ≤ ±5 μm
-
フィルム厚 5–80 μm
-
高価値コーティング
-
感度基板
以下の場合に油圧アトマイズを選択する:
-
膜厚>100μm
-
生産量が多い
-
高粘度コーティング
-
超細制御よりも速度重視