食品業界におけるCIP(クリーンインプレイス)システム:回転スプレーボールの選び方は?
- 目次
- 1.はじめに:なぜスプレーボールの選択が洗浄効率とコンプライアンスに直接影響を与えるのか
- 2.CIPシステムにおける主要なクリーニングパラメータ
- 2.1 衝撃力:頑固な残留物を除去するためのコアインジケーター
- 2.2 カバレッジ:死角の清掃を避ける
- 2.3 流量と洗浄時間の工学的トレードオフ
- 3.スプレーボールタイプ比較:静的スプレーボールとダイナミック回転ヘッド
- 3.1 静電気スプレーボール
- 3.2 ダイナミック回転スプレーヘッド
- 3.3 パフォーマンス比較表
- 4.材料選択と運用寿命分析
- 4.1 ボールボディ素材:316Lステンレススチール vs ポリマー素材
- 4.2 ベアリング材料:セラミック vs PEEK vs シリコンカーバイド
- 4.3 サービスライフ経済計算例
- 5.異なるタンク用途の選定決定行列
- 5.1 タンクサイズと残渣タイプによる選択
- 5.2 特殊応用シナリオ選択推奨事項
- 6.設置および保守における一般的なミス
- 6.1 インストールエラー
- 6.2 メンテナンスエラー
- 6.3 清掃効果の検証のための現場試験
- 7.よくある質問
- Q1: なぜ回転式のスプレーヘッドは低流量で回転しないのですか?
- Q2: 316Lのステンレス製スプレーボールはどのくらいの温度に耐えられますか?
- Q3: スプレーボールの交換が必要なタイミングをどう判断すればいいですか?
- Q4: 高圧水鉄砲はCIPスプレーボールの代わりに使えますか?
- Q5: 必要なスプレーボールの数をどう計算すればいいですか?
- 8.結論と行動提言
- 次のステップ
目次
- はじめに:なぜスプレーボールの選択が洗浄効率とコンプライアンスに直接影響を与えるのか
- CIPシステムにおけるキークリーニングパラメータ
- スプレーボールタイプ比較:静的スプレーボールと動的回転ヘッド
- 材料選択とサービスライフ分析
- 異なるタンク用途のための選択決定行列
- 設置およびメンテナンスにおける一般的なエラー
- 【よくある質問】(#7-よくある質問)
- 【結論および行動提言】(#8-結論および行動提言)
1.はじめに:なぜスプレーボールの選択が洗浄効率とコンプライアンスに直接影響を与えるのか
食品・飲料、乳製品、製薬業界において、CIP(クリーンインプレイス)システムの効果は製品の安全性、規制遵守、生産効率に直接関係しています。当社の現場適用経験に基づくと、CIPの洗浄失敗の40%以上は、スプレーボールの選択が誤ったことに起因しています。例えば、流量不足による盲点、衝撃力不足でタンパク質や脂肪の残留物を除去できない、またはベアリングの摩耗による回転破損などが原因です。
このガイドは、プロセスエンジニアや保守管理者が以下の問題を解決するのに役立ちます。
- タンクのサイズと残留物タイプに基づいて適切なスプレーボールの選定方法?
- 静的スプレーボールと動的回転ヘッドにはそれぞれ利点がある条件はどのような場合?
- どちらがより経済的か:316LのステンレスベアリングかPEEKベアリングか?
- 流量試験を通じて洗浄範囲を確認する方法?
2.CIPシステムにおける主要なクリーニングパラメータ
2.1 衝撃力:頑固な残留物を除去するためのコアインジケーター
洗浄効果の物理的な本質は、液体の衝撃力が残留物とタンク壁の結合を切断できるかどうかにあります。衝撃力は流量と噴霧速度の両方によって決まります。
F = ρ × Q × V
ここで:
- F = 衝撃力(N)
- ρ = 液体密度(kg/m³、水約1000)
- Q = 流量(m³/s)
- V = 噴霧速度(m/s)
食品業界のCIPアプリケーションでは、通常以下のことを推奨しています:
- 軽い残留物(例:シロップ、果汁):衝撃力≥0.5 N/cm²
- 中残留物(例:乳製品、ビール):衝撃力≥1.0 N/cm²
- 重い残留物(例:チーズ、チョコレート、肉用タンパク質):衝撃力≥2.0 N/cm²
よくある誤解は、圧力を上げることで洗浄の効果が飛躍的に向上するというものです。実際には、流量と圧力の平方根関係(Q ∝ √P)により、圧力を2バールから8バールに上げても流量は2倍にしかならず、エネルギー消費は4倍になります。
2.2 カバレッジ:死角の清掃を避ける
タンク清掃において、カバー率とはスプレーボールの噴射軌道によってタンク壁がどれだけの割合で覆われているかを指します。静的スプレーボールは360°カバーを達成するために複数穴設計に依存していますが、垂直方向の「シャドウゾーン」も存在します。動的回転ヘッドは、タンク壁全体の機械的回転スキャンにより理論上95%+の被覆率を実現します。
主な補償要素:
- 設置高さ:タンク底より高すぎるスプレーボールは底部への衝撃力が不足します
- 噴霧角度:ほとんどの垂直タンクに適した60°–80°の噴霧角
- 回転速度:速すぎると単位面積あたりの洗浄時間が不足し、遅すぎると洗浄サイクルが長くなります
2.3 流量と洗浄時間の工学的トレードオフ
FDAおよびEHEDG(欧州衛生工学設計グループ)のガイドラインによると、CIPの洗浄サイクルは通常、プレリンス(2〜5分)、苛性洗浄(10〜20分)、中間洗浄(3〜5分)、酸洗い(任意、5〜10分)、最終すすぎ(5〜10分)などが含まれます。
現地データによると、流量を50L/minから100L/minに増やすことで洗浄時間を約30%短縮できますが、水消費量と暖房コストは100%増加します。1日3+回の高頻度洗浄用途では、ダウンタイムを減らすために高流量の回転ヘッドを優先してください。1日1回の清掃を行う低頻度用途では、適度な流量で長時間の清掃時間の方が経済的です。
3.スプレーボールタイプ比較:静的スプレーボールとダイナミック回転ヘッド
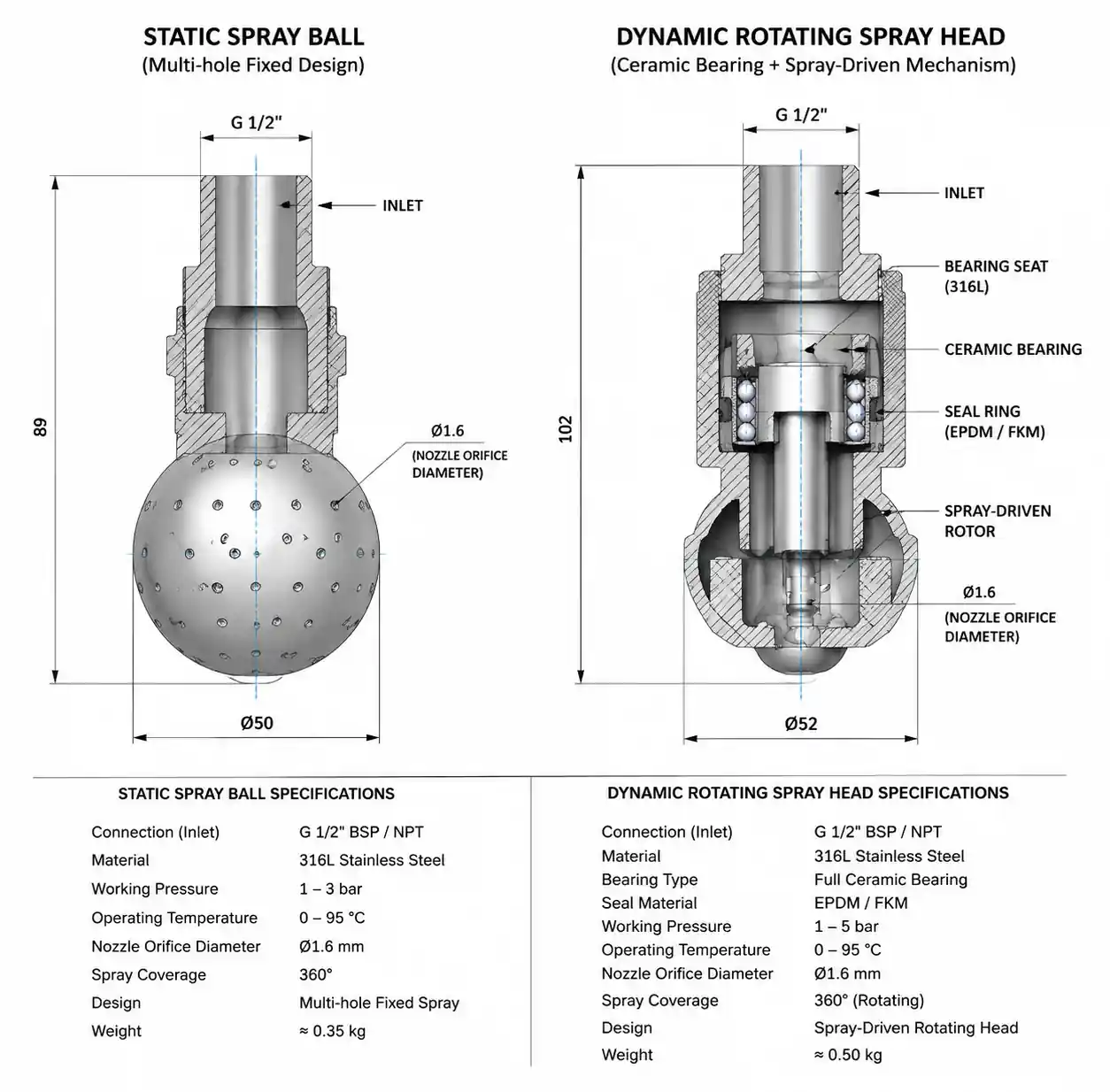
3.1 静電気スプレーボール
静止スプレーボールは、可動部品を持たず、構造も単純な複数の固定オリフィスを通じて全方向に噴霧を実現します。
利点:
- 機械的摩耗がなく、メンテナンスコストも極めて低い
- 詰まりリスクが低い(大きなオリフィス設計、通常≥ mm)
- 高温・高圧環境に適合(140°Cおよび10+バールに耐えられる)
- 初期投資コストが低い(動的回転ヘッドの約1/3〜1/2)
欠点:
- カバー範囲が限られている(通常70%〜85%)、複雑なタンク構造物には死角が存在します
- 分散した衝撃力、頑固な残留物に対する効果の低下
- 同じ洗浄効果を得るにはより高い流量が必要(通常30%〜50%多い)
適切なシナリオ:
- 直径2メートル<タンク
- 溶けやすい残渣(例:シロップ、塩水、軽い飲み物)
- シンプルな内部タンク構造(攪拌機、バッフル、その他の障害物なし)
- 1サイクルあたりの残留物を最小限に抑えた高頻度洗浄
3.2 ダイナミック回転スプレーヘッド
動的回転ヘッドは噴霧反作用力やギアドライブを利用して360°回転を実現し、ノズルは渦巻き軌道でタンク壁をスキャンします。
利点:
- 高いカバレッジ(95%+まで到達可能)、攪拌機、バッフル、その他の複雑な構造物を効果的に清掃します
- 集中した衝撃力:静的スプレーボールの単位面積衝撃強度の2〜3倍
- 流量の低減(同じ洗浄効果で20%〜40%の水を節約可能)
- 直径3メートルの大型タンク(>
欠点:
- ベアリングの摩耗問題:粒子や硬水がベアリングの破損を加速させる
- メンテナンスコストが高くなる(回転機構の定期的な点検が必要)
- 初期投資コストが高い
- 最低流量要件:回転を閾値以下(通常15〜25 L/min)以下で開始できない
適切なシナリオ:
- 直径3メートル>大型タンクまたは原子炉
- 頑固な残渣(乳製品、肉、チョコレート、でんぷん)
- 攪拌器、ジャケット、バッフルなどのタンク内部障害物
- 厳格な衛生基準(例:3-A、EHEDG認証)を遵守する必要がある
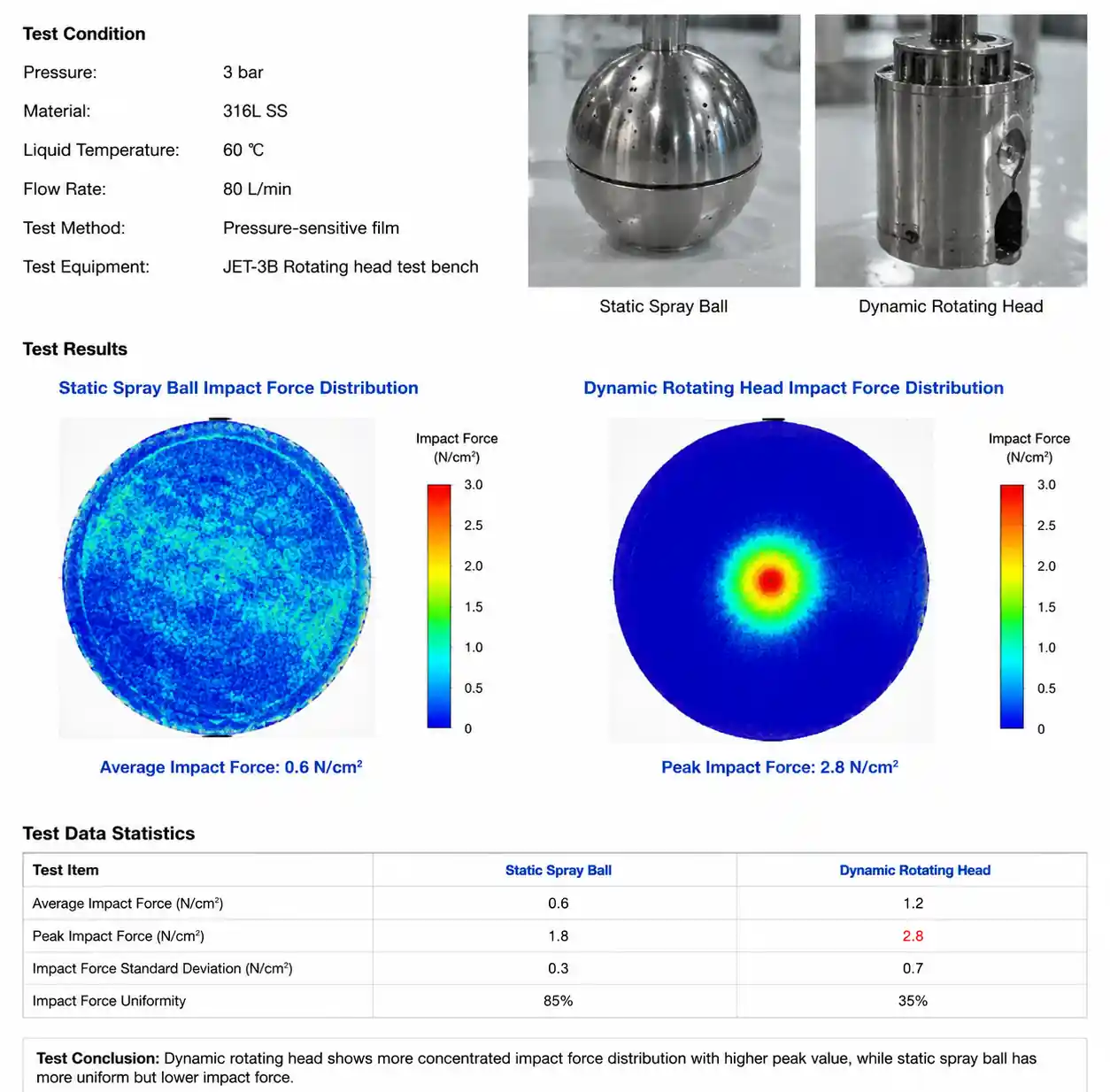
3.3 パフォーマンス比較表
| パラメータ | 静的スプレーボール | 動的回転ヘッド | 工学的意義 |
|---|---|---|---|
| カバレッジ | 70%–85% | 95%+ | 複雑な内部構造に適した回転ヘッド |
| 衝撃力(同じ流れ) | 0.5–1.0 N/cm² | 1.5–3.0 N/cm² | 回転ヘッドはタンパク質と脂肪残留物の取得に著しく優れています。 |
| 推奨フロー | 60–150 L/min | 40–100 L/min | 回転ヘッドは20%〜40%の水を節約します |
| スタートアッププレッシャー | 1.5バール | 2.5–3.5バー | 回転ヘッドは回転を駆動するためにより高い圧力が必要です |
| メンテナンスサイクル | 6〜12ヶ月のオリフィス摩耗チェック | 3〜6ヶ月のベアリングチェック | 回転ヘッドはより頻繁なメンテナンスが必要です。 |
| サービスライフ(食品グレードの水) | 5〜8歳 | 3〜5年(軸受材料依存) | 静的ボールは寿命が長い |
| 初期コスト(相対的) | 1x | 2.5–3.5x | 回転ヘッドROIは、節水と清掃時間の短縮による評価が必要です。 |
表の解釈: この表は、エンジニアがスプレーボールの種類を素早く選別するのに役立ちます。直径2メートルで軽い残渣を持つタンク<には、静的スプレーボールがメンテナンスコストの低く寿命が長く、明確な利点を提供します。大型発酵または混合タンク>直径3メートルで1日2+回洗浄可能な場合、動的回転ヘッドは初期投資が高くても、洗浄サイクルの短縮(ダウンタイム短縮)と流量の減少(水・暖房コストの節約)により、通常18〜24ヶ月以内にコストを回収します。
4.材料選択と運用寿命分析
4.1 ボールボディ素材:316Lステンレススチール vs ポリマー素材
316Lステンレススチール(AISI 316L):
- 優れた耐食性、pH 2〜12の洗浄剤に耐えられる
- 高温耐性(140°C SIP滅菌に耐えられる)
- 表面粗さ Ra ≤ 0.8 μm、3-A衛生基準に準拠
- すべての食品および医薬品用途に適している
PEEK(ポリエーテルエーテルケトン)またはPPS(ポリフェニレン硫酸化物):
- 軽量化、回転慣性を低減
- 316Lを超える化学的耐腐食性(強アルカリおよび塩化物に耐えられる)
- やや低い耐熱(通常≤120°C)
- 316Lより約50%〜80%高いコスト
- 極端な腐食環境(例:高濃度塩素アルカリ洗浄)に適しています
当社の現場データによると、標準的なCIP条件(1%–2% NaOH、55–65°C)下では、316Lのステンレス鋼ボールボディ寿命は通常5年以上です。頻繁な高温SIP(121°C蒸気滅菌)を伴う医薬品用途では、PEEK材料が熱応力割れを避けるためにより適しています。
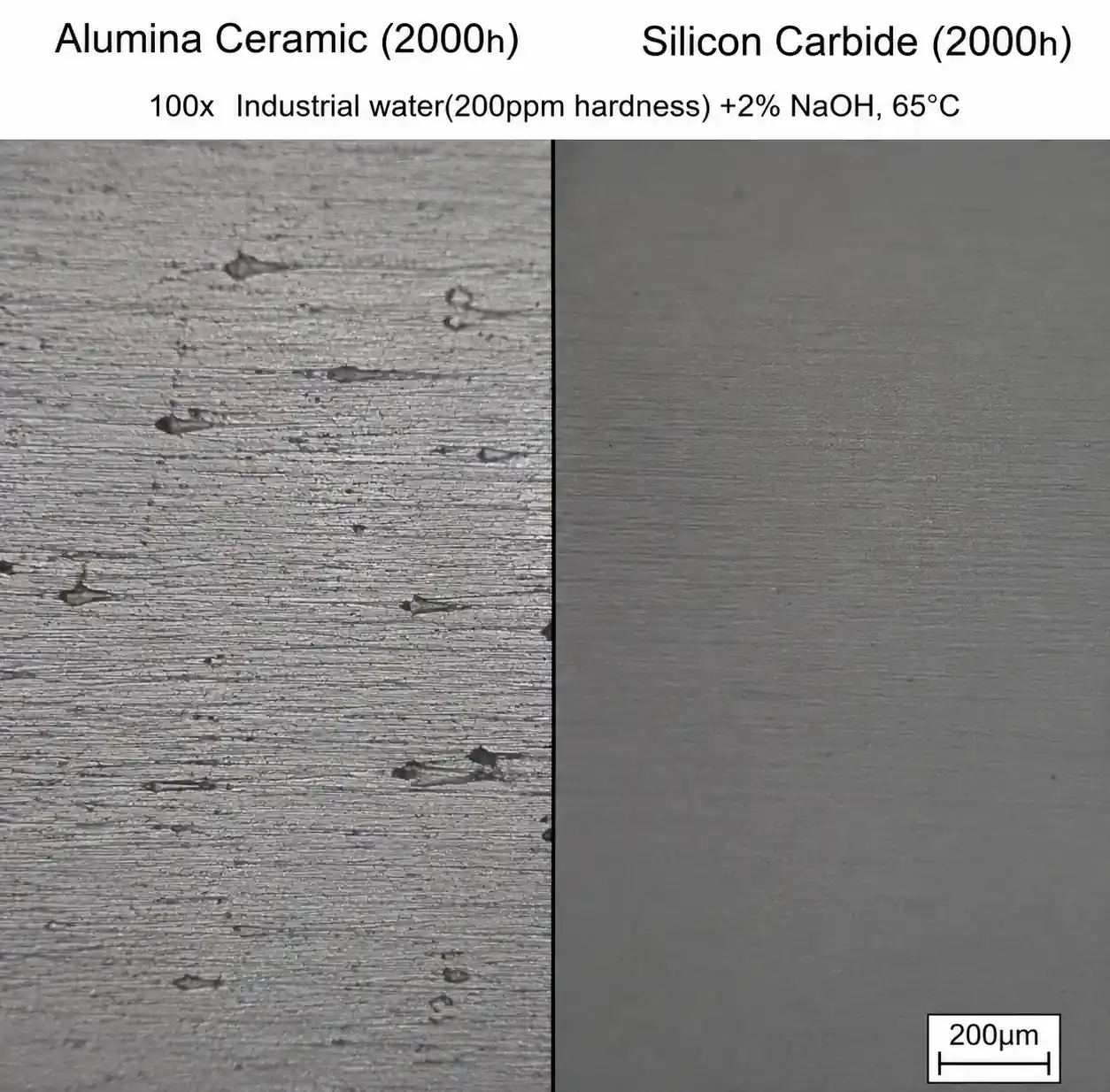
4.2 ベアリング材料:セラミック vs PEEK vs シリコンカーバイド
回転式スプレーヘッドの寿命の中核となるボトルネックはベアリングです。主流の3つの軸受材料の現場性能を比較しました。
| ベアリング材料 | 硬度(HV) | 相対寿命 | コスト倍 | 適切な水質 | 典型的な故障モード |
|---|---|---|---|---|---|
| アルミナセラミック(アル₂O₃) | 1200–1500 | 1x(基準値) | 1x | 軟水 | 粒子の擦れ、ひび割れ |
| PEEK プラスチック | 30–40 | 0.6–0.8x | 0.7x | 軟水 | 摩耗、高温変形 |
| 炭化ケイ素(SiC) | 2400年–2800年 | 3–5x | 3–4x | 硬水、懸濁固形物 | 脆性破壊(衝撃荷重) |
| 316Lステンレススチール | 150–200 | 0.3–0.5x | 0.5x | 推奨されません(急速着用) | ピッティング、摩耗 |
表の解釈: この表はベアリング材料選択の主要な意思決定ツールです。重要なのは「相対寿命」と「コスト倍」の比率です:
- アルミナセラミックはコストパフォーマンスの基準であり、標準的な食品CIP用途の90%(軟水、TDS<200 ppm)に適しています。
- 炭化ケイ素はセラミックの3〜4倍の価格ですが、硬水や懸浮固体環境では3〜5倍の寿命を持ち、総所有コスト(TCO)と同等かそれ以下、交換ダウンタイムも短くなります
- PEEKは低コストですが寿命が短く、予算制約がある低周波清掃(1日2回<)にしか適していません
- 316Lステンレス鋼ベアリングは安価ながらCIP化学環境下で非常に速く摩耗し、通常6〜12ヶ月で交換が必要で推奨されません
4.3 サービスライフ経済計算例
例えば、乳製品工場の5000リットルの混合タンクを1日3回、動的回転ヘッドで清掃すると仮定します。
オプションA:アルミナセラミックベアリング
- 初期費用:€800
- 期待寿命:18ヶ月
- 交換1件あたりの労働コスト:€150
- 3年間の総費用:€800 + 2×(€800 + €150) = €2700
オプションB:シリコンカーバイドベアリング
- 初期費用:€2400
- 期待寿命:60ヶ月
- 交換1件あたりの労働コスト:€150
- 3年間の総費用:€2400(交換不要)
結論: 高周波洗浄用途において、初期投資は3倍のものの、3年間のTCO(総消費コスト)が11%低く、計画された2回の停止を削減します。
5.異なるタンク用途の選定決定行列
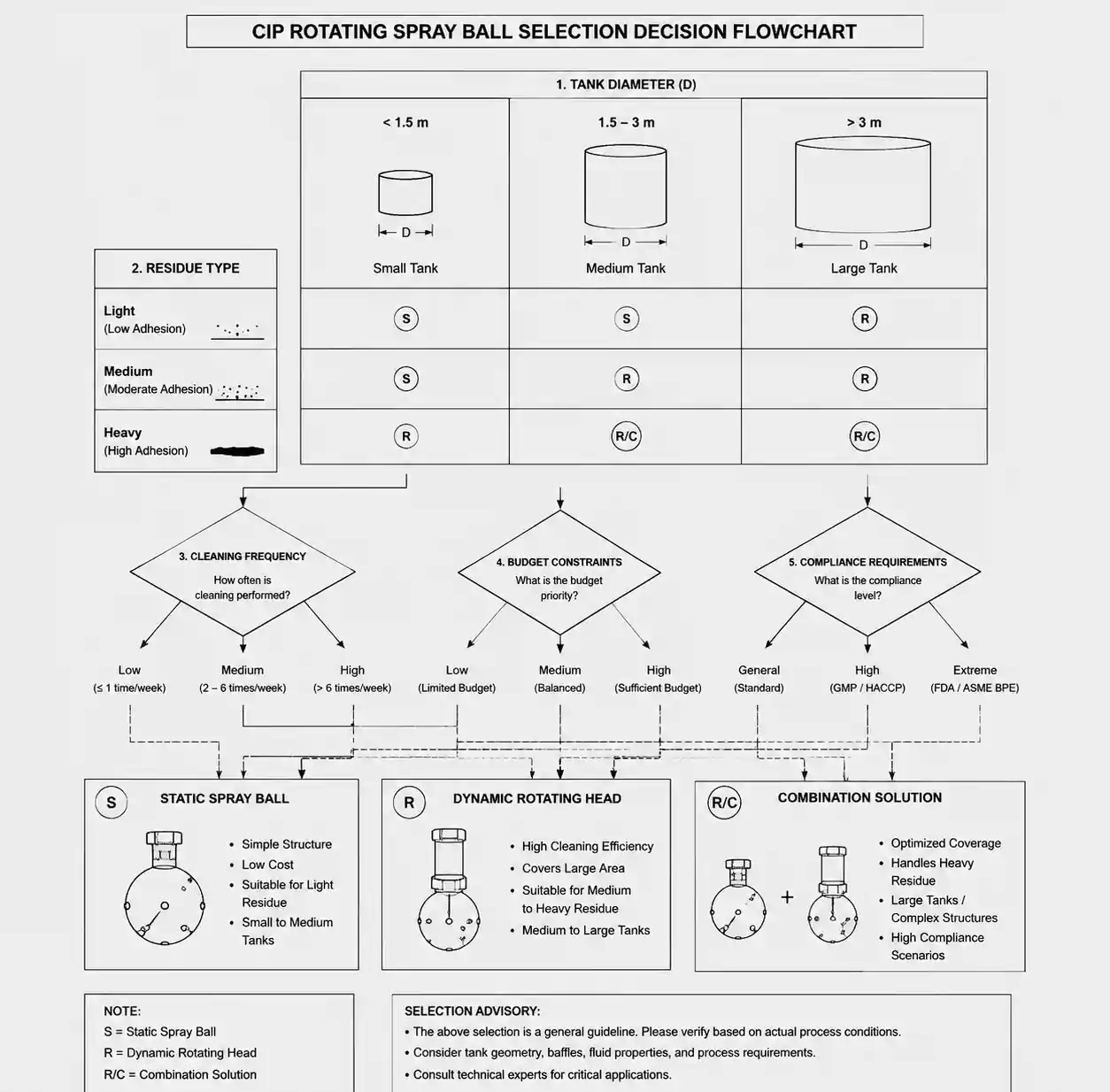
5.1 タンクサイズと残渣タイプによる選択
| タンク直径 | 残留タイプ | 推奨スプレーボールタイプ | 推奨フロー | 推奨圧力 | ベアリング材料(該当する場合) |
|---|---|---|---|---|---|
| < 1.5m | ライト(ジュース、シロップ) | 静的スプレーボール | 40–60 L/min | 2–3小節 | 該当なし |
| < 1.5m | 中(ビール、乳製品飲料) | 静的スプレーボール | 60–80 L/min | 3–4バール | N/A |
| 特大水槽>10m | 残留物は | 固定回転スプレーガン+トップ回転ヘッドの組み合わせ | 300+ L/min | 5–8小節 | 炭化シリコン |
意思決定論理:
- 直径<1.5m、軽〜中程度の残留物:タンクに複雑な攪拌構造がない限り、静的スプレーボールが最も経済的な選択肢です。2. 直径1.5〜3m:これは「グレーゾーン」であり、洗浄頻度と残留物の頑固さを包括的に評価する必要があります。高タンパク質・脂肪残留物を含む1日3回の洗浄を1日3回行った≥場合、回転するヘッドは洗浄時間を短縮して迅速に効果を得ます。3. 直径>3m:静的スプレーボールのカバー範囲と衝撃力不十分で回転ヘッドを使用しなければなりません;直径8メートルのタンク>単一回転ヘッド流量要求が高すぎる(>300 L/min)場合は、2〜4個の平行回転ヘッドを採用するか、固定回転スプレーガンと組み合わせるべきです
5.2 特殊応用シナリオ選択推奨事項
発酵タンク(ビール、ワイン、バイオ医薬品):
- 動的回転ヘッドの優先(円錐形底面と冷却ジャケットにより盲点が生じる)
- ベアリング材料:シリコンカーバイド(頻繁に酸アルカリ交互洗浄)
- タンク底固定ノズルと組み合わせて円錐形区域の清掃を行う
乳製品貯蔵タンク(牛乳、ヨーグルト、チーズスラリー):
- 動的回転ヘッド必須(タンパク質や脂肪は高い衝撃力を必要とする)
- 推奨デュアルヘッド構成:上部回転ヘッド+サイドウォール静電スプレーボール(ジャケットクリーニング強化)
- 温度制御:苛性ウォッシュ温度65–75°Cでタンパク質変性硬化を回避
チョコレートまたは高粘度製品タンク:
- 動的回転ヘッド+溶解前処理(まず50〜60°Cの熱水で軟化)
- 流量要求量が30%〜50%増加
- 手動ブラッシングアシスト(超高粘度残留物)を検討する
医薬品滅菌タンク(WFI洗浄):
- 3-A/EHEDG認証済み回転ヘッドに準拠しなければなりません
- PEEKまたは316L電解研磨ボールボディ(表面粗さRa≤0.4μm)を優先する
- SIP滅菌(121°C、30分)をサポート
6.設置および保守における一般的なミス
6.1 インストールエラー
エラー1:設置高さが高すぎて底部衝撃力が不足する
現象:上部および中間のタンク壁は清潔ですが、底部と円錐形部分に残留物が残っています。
根本原因:スプレーボールが底から遠すぎて、底に到達した液体の速度が減衰した。ベルヌーイの方程式によると、噴霧距離が1メートル増えるごとに衝撃力は約15%〜25%減少します。
是正措置:
- 垂直タンクの場合、スプレーボールの設置高さは以下を満たす必要があります:H ≤ 0.7 × D(Dはタンク直径)
- 円錐形底タンクの場合は、補助側壁または底ノズルを追加してください
- 流量および圧力試験を用いて実際のカバレッジを確認する(下記6.3節)
エラー2:配管のサイズが小さいことで圧力が失われる
現象:ポンプの出口圧力は4バール、スプレーボールの入口圧力は2.5バール、回転ヘッドの速度が不十分または始動できない。
根本原因:パイプの内径が小さすぎるか、パイプが長すぎることで摩擦抵抗が過剰になる。圧力損失計算(ダーシー・ワイスバッハ公式):
ΔP = f × (L/D) × (ρV²/2)
ここでfは摩擦係数、Lはパイプ長、Dはパイプ直径です。
是正措置:
- 流量100 L/minの場合、パイプ内径は≥ DN40(1.5インチ)であるべきです。
- 流量200 L/minの場合、パイプ内径はDN50(2インチ)≥
- パイプライン設計はエルボーとバルブを最小化すべきです(それぞれの90°エルボーは直線パイプ直径約30分に相当)
エラー3:不適切なネジ穴シールによる漏れやベアリングの水の侵入
現象:スプレーボール接続部が数週間以内に滴る、またはベアリングが故障する。
根本原因:食品グレードのシーラントが使われていないか、締めすぎて糸が損傷する。
是正措置:
- FDA認証の食品グレードシーラント(PTFEテープやシリコーンガスケットなど)を使用すること
- メーカー推奨トルク(通常15〜25 N·m)に従う
- ガスケットの経年劣化を定期的にチェック(ゴム製ガスケットは12〜18ヶ月ごとに交換)
6.2 メンテナンスエラー
エラー4:回転速度を定期的に監視しなかったため、クリーニング失敗
現象:清掃プログラムは通常通り動作しますが、清掃効果が徐々に低下します。
根本原因:ベアリングの摩耗により回転速度が30%〜50%低下しますが、流量計や圧力計は正常です。
是正措置:
- 回転速度の基準データ(新しいボール設置時の回転数記録)を確立する
- 四半期ごとの回転の目視検査またはストロボによる回転数測定
- 回転速度が基準値の70%を下回った場合、ベアリング交換を計画します
エラー5:硬水または未ろ過水の使用でベアリングが加速する
現象:予想寿命のわずか1/3〜1/2。
根本原因:硬水中のカルシウムとマグネシウムイオンが軸受面に堆積し摩擦を増加させること;懸濁粒子は「三体摩耗」を形成します。
是正措置:
- CIP供給水の総硬度は<100 ppm(CaCO₃として)であるべきです
- CIP供給ラインに5〜10μmフィルターを設置
- 軟水やRO水(医薬品グレードの用途)を検討する
6.3 清掃効果の検証のための現場試験
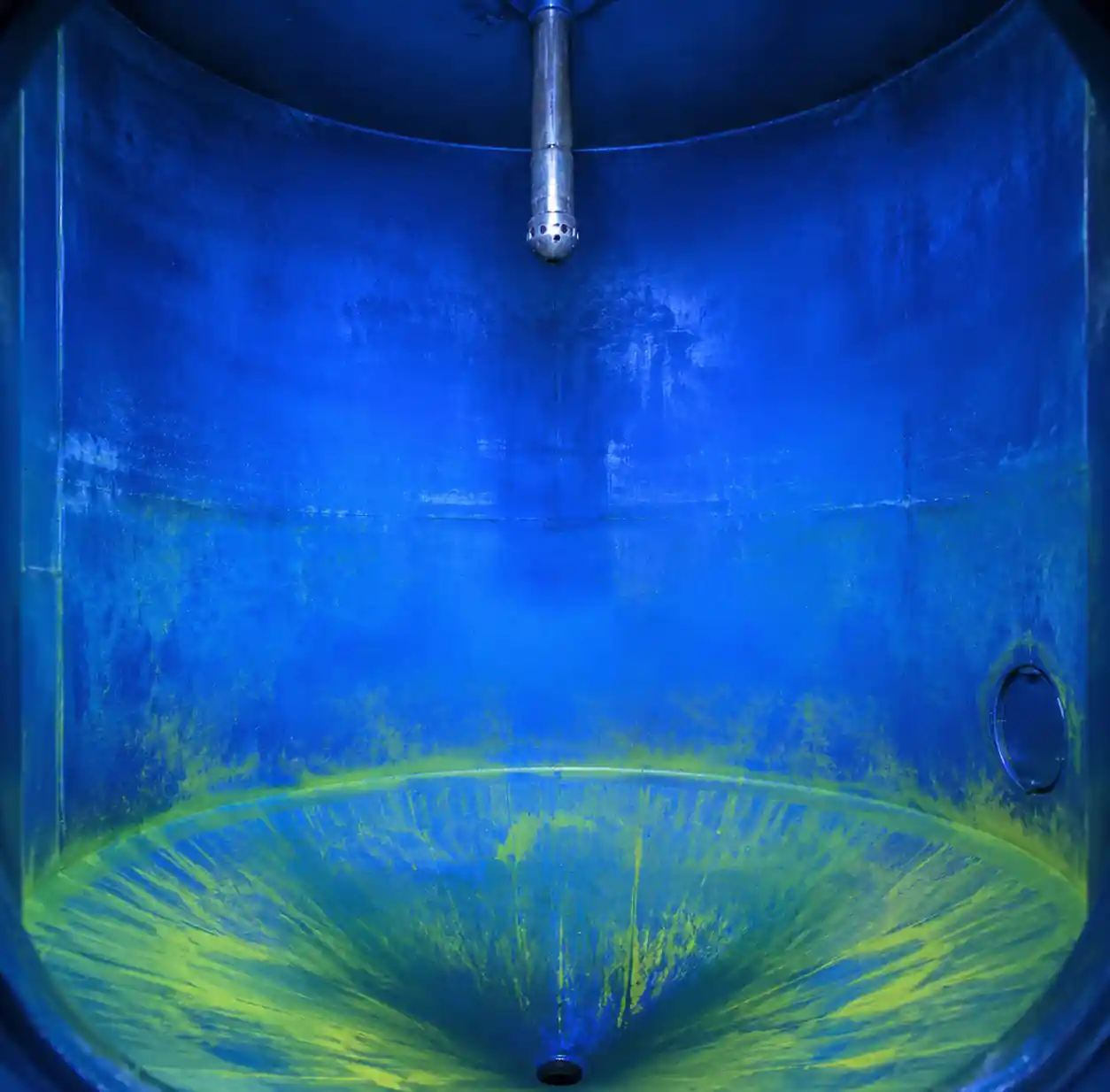
方法1:リボフラビン(ビタミンB2)トレーサー検査
ステップ:
- タンク内にリボフラビン溶液(100 ppm)を噴霧
- 標準CIPプログラムを実行する
- 365nmのUV光を使ってタンク壁を検査します。リボフラビン残留物は黄緑色蛍光を放出します
- カバレッジ = (非蛍光面積/総面積) × 100%
ターゲット:95%≥カバレッジは許容範囲です。
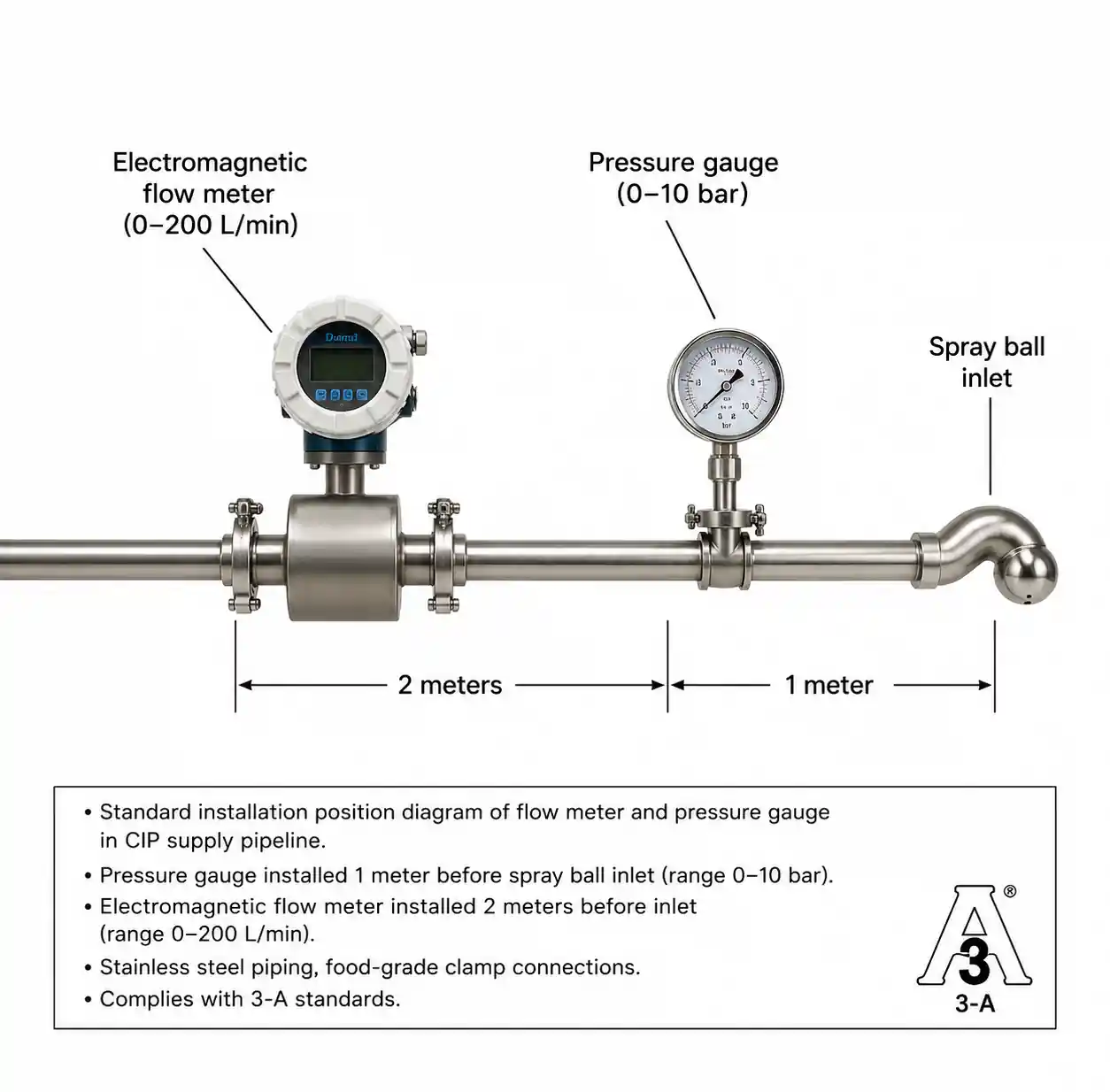
方法2:流量と回転速度の検証
スプレーボール入口に流量計と圧力計を設置し、記録してください:
- 実際の流量は設計価値±10%を満たしているか?
- 実際の圧力は15%±設計価値を満たしているか?
- 回転ヘッド回転数は3回転(モデル依存)≥か?
もし偏差がある場合は、配管の詰まり、ポンプの摩耗、バルブの設定などを確認してください。
7.よくある質問
Q1: なぜ回転式のスプレーヘッドは低流量で回転しないのですか?
回転ヘッドはスプレー反作用力によって駆動され、ベアリング摩擦トルクを克服するために最小流量閾値(通常15〜25 L/min)が必要です。CIPシステム流量が調整可能であれば、以下を確実にしてください:
- 起動フェーズは圧力を急激に上昇させ、通常2.5〜3バールの最小起動圧力に到達します。
- 徐々の圧力上昇を避ける(ベアリングの「誤始動」摩耗の原因)
- 部分的な配管詰まりの確認
Q2: 316Lのステンレス製スプレーボールはどのくらいの温度に耐えられますか?
316Lの材料自体は少なくとも300°Cに耐えられますが、ガスケットやベアリング材料が制約となります。
- EPDMゴムガスケット:最大120°C(CIPに適)
- PTFEガスケット:最大200°C(SIP蒸気滅菌に適)
- PEEKベアリング:最大連続使用120°C
- セラミックベアリング:140°C+に耐えられます
SIP製薬の頻繁な用途には、全金属またはセラミックベアリング+PTFEシール溶液を選択してください。
Q3: スプレーボールの交換が必要なタイミングをどう判断すればいいですか?
主な故障指標:
- 回転ヘッドが回転しなくなるまたは回転速度が大幅に低下(<2 RPM)- オリフィスの摩耗による流量増加>20%(流量計で確認)
- 漏れ:接続部やベアリングシールでの持続的な滴下
- 洗浄効果の低下:ATP検査または微生物学検査が失敗した場合
予防的な交換の推奨事項:
- 静的スプレーボール:3〜5年ごとにオリフィスの摩耗をチェック
- 回転ヘッドセラミックベアリング:18〜24ヶ月ごと
- 回転ヘッドシリコンカーバイドベアリング:4〜5年ごとに
Q4: 高圧水鉄砲はCIPスプレーボールの代わりに使えますか?
高圧水鉄砲(>100バール)は強い衝撃力を持ちながらも、以下の問題を抱えています。
- 手動操作を要求し、労働集約度が高く、自動化要件を満たしていない
- 密閉タンクや危険区域への立ち入り禁止
- 洗浄の一貫性が低い(操作者の技術による)
- CIP自動化に関するFDA/EHEDGの要件に準拠していない
高圧水鉄砲は、攪拌機のブレードやバルブなどの分解部品の清掃にCIP補助としてのみ適しています。
Q5: 必要なスプレーボールの数をどう計算すればいいですか?
直径>5メートルの大型タンクでは、単一のスプレーボールのカバー範囲が制限されています。計算式:
N = (π × D × H) / A_effective
ここで:
- N = スプレーボールの数
- D = タンク直径(m)
- H = タンクの高さ(m)
- A_effective = 単一スプレーボールの有効カバー範囲(m²、モデル依存、通常15〜30m²)
例:直径8メートル、高さ10メートル、表面積≈251 m²の垂直タンク。1つのボールが20 m²をカバーする場合、約13個のスプレーボールが必要です。実際の用途では、上部2〜3個の回転ヘッド+サイドウォール、複数の静止スプレーボールの組み合わせが一般的に使われます。
8.結論と行動提言
回転スプレーボールの選択はCIPシステムの最適化において重要な要素であり、清掃効率、コンプライアンス、運用コストに直接影響します。このガイドから、プロセスエンジニアや保守管理者は以下の核心ポイントを習得する必要があります。
-
選択決定ツリー:タンク直径<静的スプレーボール→軽い残留物を含む2m;動的回転ヘッド>→直径3mまたは重い残渣;直径1.5〜3mの「グレーゾーン」は洗浄頻度とTCOの包括的な評価が必要です。
-
ベアリング材料が寿命の鍵:標準用途ではアルミナセラミック(最適なコストパフォーマンス)、ハードウォーターまたは高周波洗浄を選び、炭素シリコン(TCO)を選び、316Lステンレス製ベアリングの使用は避けてください。
-
設置と保守は見落とせません:設置高さH≤0.7D、パイプ内径が流量要件に合致(100L/minでDN40、200L/minでDN50使用)、四半期ごとの回転速度と流量の監視。
-
清掃効果の確認:リボフラビンUV検査でカバー率≥95%)、ATP検査で微生物残留<10 RLUを確認。
次のステップ
CIPシステムの評価やアップグレードを行う場合、以下のことを推奨してください:
- 既存のスプレーボール構成を監査する:実際の流量、圧力、回転速度が設計値を満たしているかどうかを測定する
- TCO評価:高頻度洗浄用途では、回転ヘッド水の節約とダウンタイムの削減によるROIを算出します
- アプリケーションエンジニアリングサポートをリクエストする:タンクのサイズ、残留物タイプ、洗浄頻度を提供し、カスタマイズされた選択と流量計算を行う
- 洗浄効果試験に応募:重要なタンクに対してリボフラビントレーシングまたはATP検証を行う