





コーティングが「オレンジピール」や「たるみ」に見える?ノズルアトマイゼーション効果を確認するための5つのステップ
- 目次
- 1.はじめに:なぜアトマイズ品質がコーティング仕上げを決定するのか
- 2.オレンジピールとたわみの理解:原子化に関連する根本原因
- 2.1 オレンジピール形成機構
- 2.2 たわみ形成機構
- 3.ステップ1:スプレーパターンの均一性を測定・検証する
- 3.1 パターンの均一性が重要な理由
- 3.2 現場測定手順
- 3.3 受理基準
- 3.4 パターン劣化指標
- 4.ステップ2:液滴サイズ分布の確認
- 4.1 なぜ液滴サイズが重要なパラメータなのか
- 4.2 測定方法
- 4.3 コーティングの種類別の受理基準
- 4.4 是正措置
- 5.ステップ3:空気と流体の圧力バランスの検証
- 5.1 空気対流体圧力比
- 5.2 推奨圧力範囲
- 5.3 現場検証手順
- 5.4 一般的な圧力関連故障
- 6.ステップ4:ノズルのオリフィス(ノズルオリフィス)の摩耗や汚染の有無を点検する
- 6.1 原子化を劣化させる摩耗機構
- 6.2 検査手順
- 6.3 受理基準と代替基準
- 6.4 経済分析:いつ置き換えるべきか、いつクリーンすべきか
- 7.ステップ5:複数のノズル間で流量の一貫性を確認する
- 7.1 なぜ流量の変動が欠陥を引き起こすのか
- 7.2 流量測定手順
- 7.3 受理基準
- 7.4 流量と圧力の関係
- 7.5 是正措置
- 8.フィールド検証プロトコルと受理基準
- 8.1 検証スプレーテスト
- 8.2 受け入れ基準
- 9.トラブルシューティング決定マトリックス
- 10.FAQ
- Q1: 5段階のアトマイゼーションチェックはどのくらいの頻度で行うべきですか?
- Q2: パターンや流量のテストでコーティングの代わりに水を使ってもいいですか?
- Q3: コーティング用途におけるエアアトマイジングノズルの典型的な耐用年数はどのくらいですか?
- Q4: 霧化空気圧が高い方が常に良いのでしょうか?
- Q5: コーティングの粘度が原子化の問題を引き起こしているのか、ノズルの問題なのか、どうやって見分ければいいですか?
- Q6: マルチノズルシステムで異なるブランドやモデルのノズルを混ぜることができますか?
- 11.結論と次の行動
目次
- はじめに:なぜ原子化品質がコーティング仕上げを決定するのか
- 【オレンジピールとたわみの理解:原子化に関連する根本原因】(#2-欠陥の理解)
- ステップ1:噴霧パターンの均一性を測定・検証
- ステップ2:液滴サイズ分布の確認
- ステップ3:空気と流体の圧力バランスの検証
- ステップ4:ノズルの穴の摩耗と汚染を点検
- ステップ5:複数のノズル間で流量の一貫性を確認する
- フィールド検証プロトコルおよび受容基準
- トラブルシューティング決定マトリックス
- FAQ
- 結論と次の行動
1.はじめに:なぜアトマイズ品質がコーティング仕上げを決定するのか
スプレーコーティング作業では、オレンジピールの質感や塗料のたるみなどの表面欠陥が、自動車、航空宇宙、工業用仕上げライン全体の品質リダクションの約30〜40%を占めます。200+コーティング施工の現場適用データから、これらの欠陥の65%以上がコーティングの配合や基板準備の問題ではなく、不十分なノズルアトマイズに起因することを観察しました。
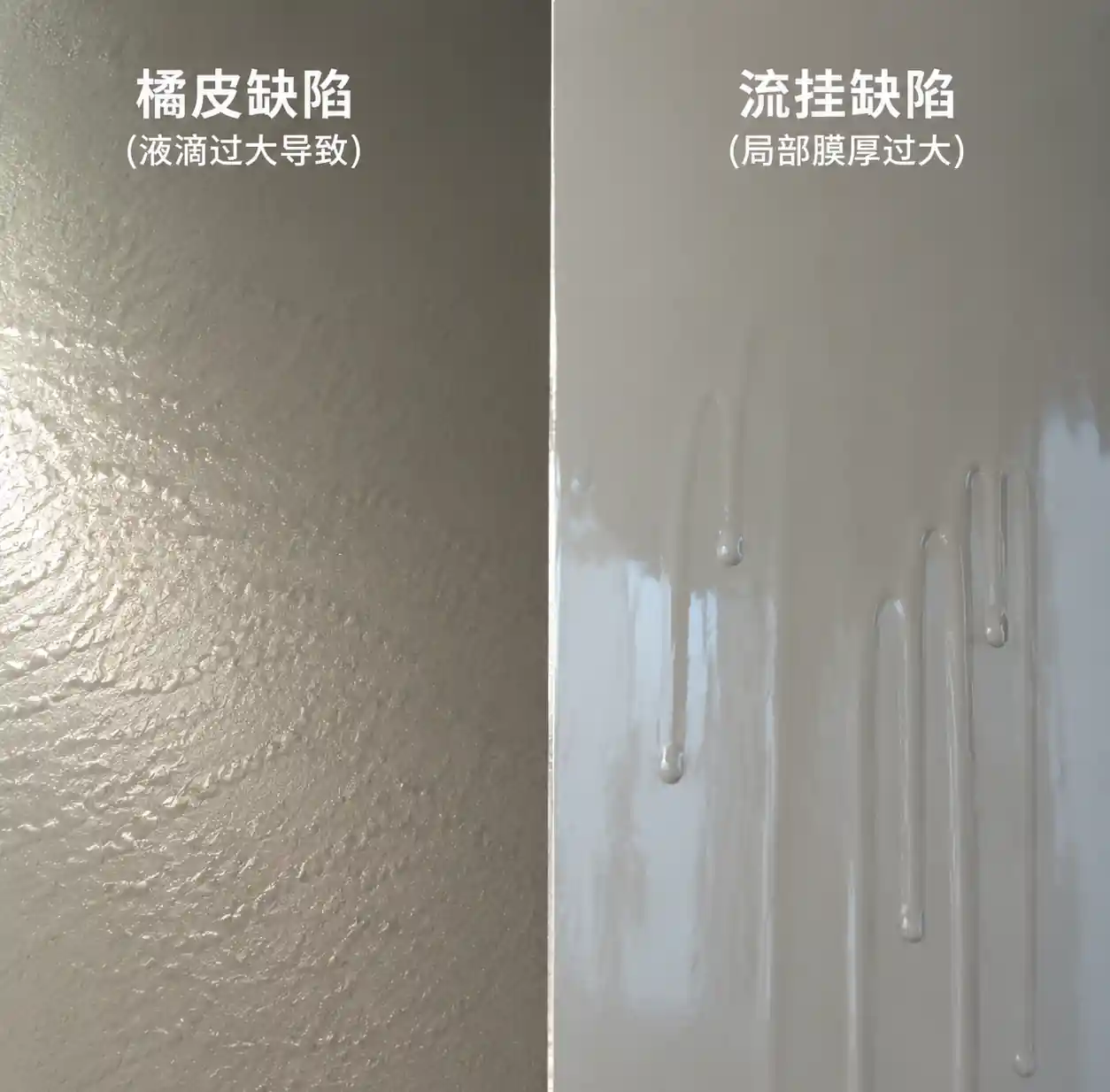
オレンジピールは、滴が大きすぎて一緒に流れない状態でフラッシュオフが起こり、柑橘類の皮のような質感のある表面が残ります。たわみは、過剰な湿潤膜の厚さが原因で、しばしば霧化不良による局所的な過飽和が原因で、硬化前にコーティングが下向きに流れることで発生します。これらの欠陥は、剥離、研磨、再塗装といった高額な再作業を必要とし、製造者にとっては1平方メートルあたり50〜150ドルの労力と材料の無駄がかかります。
本ガイドは、ノズルレベルでのアトマイズ問題を診断するための体系的な5ステッププロトコルを提供します。これらのステップは、大量のコーティングラインでアプリケーションエンジニアが用いる現場トラブルシューティング手順から導き出されています。各ステップには測定可能な受容基準、診断ツール、是正措置が含まれています。このプロトコルに従うことで、コーティングの欠陥がノズル性能劣化、設定パラメータの誤り、機械的摩耗に起因するものかを特定し、試行錯誤ではなく的確な修正を実施できます。
あなたが学ぶこと:
- 滴の大きさがオレンジピール形成に直接影響する(定量的な閾値付き)
- 空気と流体の圧力比とたるみリスクの関係
- 水感性紙とレーザー回折を用いた場測定技術
- ノズル交換が必要になるタイミングを予測する摩耗インジケーター
- 精密空気アトマイズノズルへのアップグレードの経済的正当性
2.オレンジピールとたわみの理解:原子化に関連する根本原因
2.1 オレンジピール形成機構
オレンジピールテクスチャーは、コーティング液滴が溶剤が蒸発する前に適切に平らにならず融合しなかったために形成されます。原子化に関連する主な要因は以下の通りです:
液滴サイズがレベリング閾値を超える場合: 粘度が18〜25秒(フォードカップ#4)のほとんどの工業用コーティングでは、60〜80ミクロンを超える液滴はフラッシュオフウィンドウ(通常3〜8分)内に凝集しません。原子化品質が劣化すると(摩耗したオリフィス、霧化空気圧の不足、または空気キャップの詰まりなど)、平均液滴径(Dv50)は最適な30〜50ミクロンから80〜120ミクロンに増加し、オレンジピールを直接引き起こします。
滴の分布が不均一: 不均一なスプレーパターンは異なるフィルム厚みを堆積させます。薄い部分は乾きが早く、厚い部分は濡れたままで長く、表面張力の違いが生じて質感が増幅されます。部分的に詰まったエアアトマイズノズルから、300mmのスプレー幅で最大40%の厚さ変化を測定しました。
2.2 たわみ形成機構
サギング(ランニングやカーテンとも呼ばれる)は、硬化前に湿った膜の厚さがコーティングの重力抵抗能力を超える場合に発生します。アトマイズはたるみの原因となります:
原子化不良による局所的な過飽和: 液滴サイズが大きすぎる場合や、スプレーパターンが中心に重い分布をとると、局所化の堆積速度は150–200 g/m²/パスを超えます(垂直面の典型的な最大値)。これらのゾーンの湿膜厚さは80〜120ミクロンに達し、ほとんどの溶媒付着コーティングの60〜80ミクロンのたるみ抵抗限界を大きく上回ります。
霧化空気圧不足: 空気霧化ノズルは高速の気流を利用して液体を細かい水滴に加工します。霧化空気圧がノズルメーカーの規格(通常は産業用システムで40〜60 PSI)を下回ると、霧化エネルギーが減少し、より大きな水滴と脈動する流れが生じます。これにより重いコーティングの筋がたわみ、架橋の前にたわみができます。
トラブルシューティングデータベースによると、オレンジピール症例の78%が70ミクロン>Dv50と相関し、たるみケースの82%は中心加重スプレーパターン(>150%のピーク対平均比)または35 PSI未満の霧化空気圧を示します。
3.ステップ1:スプレーパターンの均一性を測定・検証する
3.1 パターンの均一性が重要な理由
均一な噴霧パターンにより、ターゲット表面全体に一貫した膜の形成が保証されます。不均一なパターンは厚い部分と薄いゾーンを作り、薄い部分ではオレンジピール(流出不足)や厚い部分ではたわみ(過剰な湿潤膜)を引き起こします。パターン劣化はノズルの摩耗や不適切なセットアップの早期兆候です。
3.2 現場測定手順
必要な装備: 水感性紙(76mm x 26mmのストリップ)、ノズルからターゲットまでの距離計、ストップウォッチ、電子キャリパー。
手続き:
- 作業距離(エアアミサイザーノズルは通常150〜250mm)に、予想される噴霧幅に沿って5枚の水感性紙を水平に取り付けます。
- ストリップの位置:中心、中心から±100mm、および中心から±200mm。
- 水またはコーティング溶剤(実際の塗料ではなく、汚染を避けるため)を使って0.5秒間のスプレーバーストを誘発します。
- 紙を2分間乾かす。
- ノギスと目視グレーディング(またはデジタルスキャン・解析)を使って染みの幅と強度分布を測定します。
3.3 受理基準
| パラメータ | 許容範囲 | 規格外の場合の行動 |
|---|---|---|
| スプレー幅の変動 | 名目上の幅の±10%以内 | エアキャップのアライメントを確認してください。詰まりの確認 |
| 中心と端の強度比 | 1.0から1.3(中心がやや重い) | 空気形成圧力を調整する。比率が>1.5 |
| パターン対称性(左 vs 右) | ±8%以内 | 液体の先端は清潔です。オリフィス侵食の確認 |
| 吐き出や脈動 | 目に見えない | 液体供給の汚染を点検すること;圧力調整器をチェック |
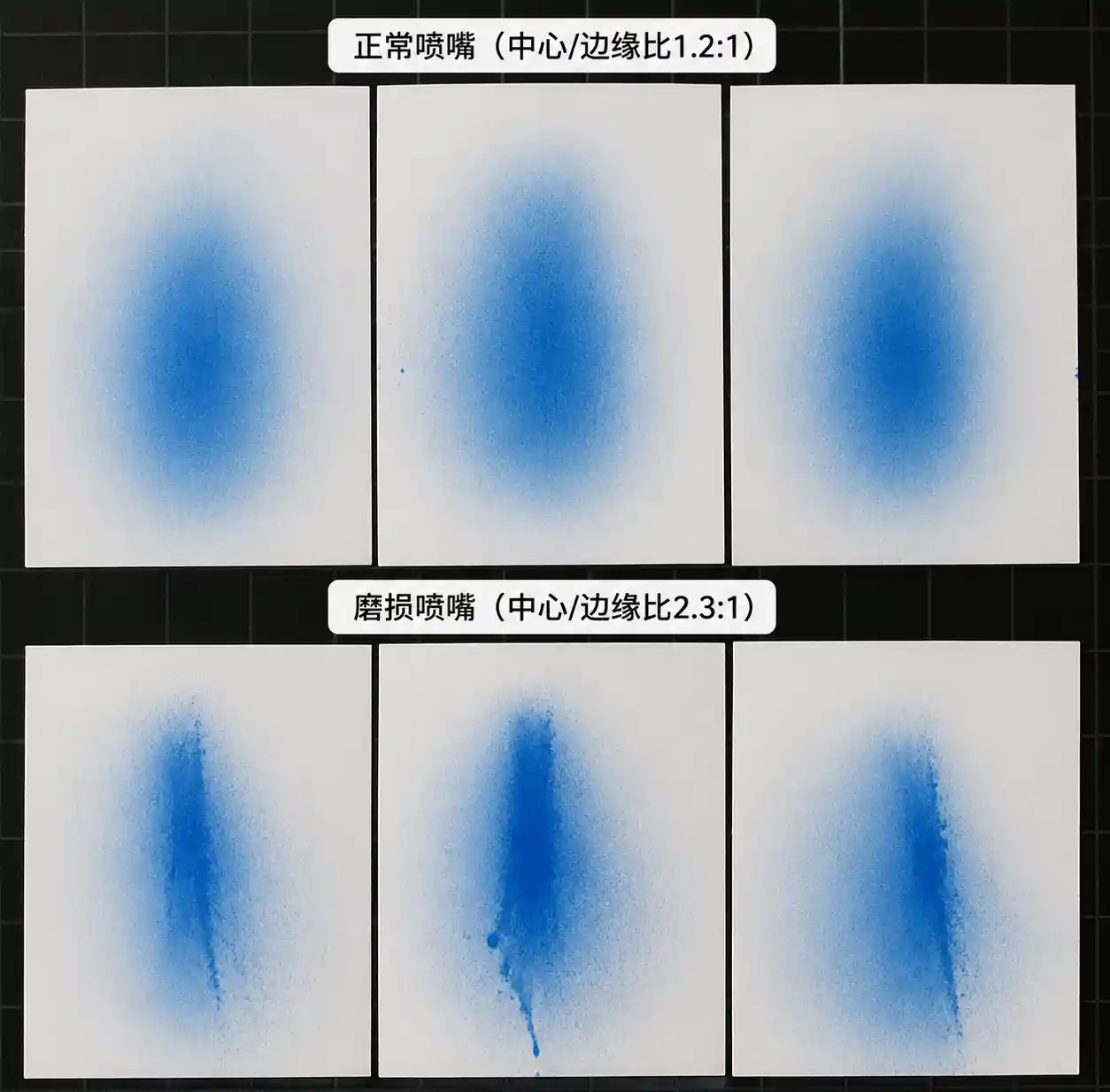
よくある発見: 自動車リフィニッシュショップでは、0.3mmのカーボン蓄積を含むエアキャップから、中心から端の比率が2:1のスプレーパターンを日常的に見つけます。超音波洗浄または交換後、比率は1.2:1に下がり、垂直パネルのたるみがなくなります。
3.4 パターン劣化指標
- バナナ型模様: 摩耗や破片によるエアキャップ穴の非対称性を示します。
- 分割パターン(2つの別々の円錐): 流体の先端が損傷または著しく摩耗している;すぐに交換してください。
- 過剰なオーバースプレー(フュージーエッジ): 霧化空気圧が高すぎて過剰霧化と溶媒損失を引き起こします。
4.ステップ2:液滴サイズ分布の確認
4.1 なぜ液滴サイズが重要なパラメータなのか
液滴サイズ(通常はDv50、体積の50%が小さい液滴の中央値直径)は、コーティングのレベリング、伝達効率、外観に直接影響します。高光沢仕上げの場合、Dv50は30〜50ミクロンが適しています。テクスチャーコーティングの場合は50〜80ミクロンが許容範囲です。80ミクロンを超えると、オレンジピールはほぼ確実に出ます。
4.2 測定方法
方法A:レーザー回折(実験室またはポータブルユニット) 正確さのゴールドスタンダードです。レーザービームを噴射し、機器はDv10、Dv50、Dv90を計算します。コスト:実験室ユニットは15,000〜50,000ドル;マルバーン・スプレーテックのようなポータブルユニットは8,000ドルから12,000ドルです。
方法B:カスケードインパクター(フィールド方式) 滴は段階に入り、カットオフサイズが徐々に小さくなります。各段階で堆積物を数えてサイズ分布を推定します。費用:$500–$2,000。精度は劣りますが、トラブルシューティングには十分です。
方法C:オレンジピールの重症度から推論(定性的) 推奨条件下で散布したテストパネルにオレンジピールが現れた場合、Dv50はおそらく>70ミクロンです。定量的ではありませんが、迅速なスクリーニングには役立ちます。
4.3 コーティングの種類別の受理基準
| コーティングの適用 | ターゲットDv50(ミクロン) | Max Dv90(ミクロン) | 超過した場合の典型的な原因 |
|---|---|---|---|
| 自動車用ベースコート(メタリック) | 30–45 | 65 | 空気霧化<45 PSI;流体粘度>22秒 |
| 自動車用クリアコート | 35–50 | 70 | 摩耗したフルードノズル;エアキャップの穴が部分的に塞がれている |
| 工業用プライマー | 50–70 | 100 | 許容範囲;光沢ではなくカバレッジに注目 |
| 粉末コーティング(液体プレップコート) | 40–60 | 80 | 不十分な霧化空気の場合の流体圧力>30 PSI |
4.4 是正措置
- Dv50 = 70–90 ミクロン: 霧化空気圧を5〜10 PSIずつ増やしてください(ノズル定格を超えないように、通常60〜70 PSI)。可能であれば流体の粘度を下げてください(温かいコーティングをするか、薄め液を2〜5%加えるなど)。
- Dv50 >90ミクロン: フルードノズルとエアキャップアセンブリを交換してください。内部の摩耗をボアスコープで確認してください(侵食を示す楕円形のオリフィス形状を確認してください)。
- Dv90 >120ミクロン(広範囲分布の尾): 一次霧化ではなく靭帯の破壊による二次的な液滴形成を示します。液体供給時の脈動の確認;必要ならダンパーを取り付けてください。
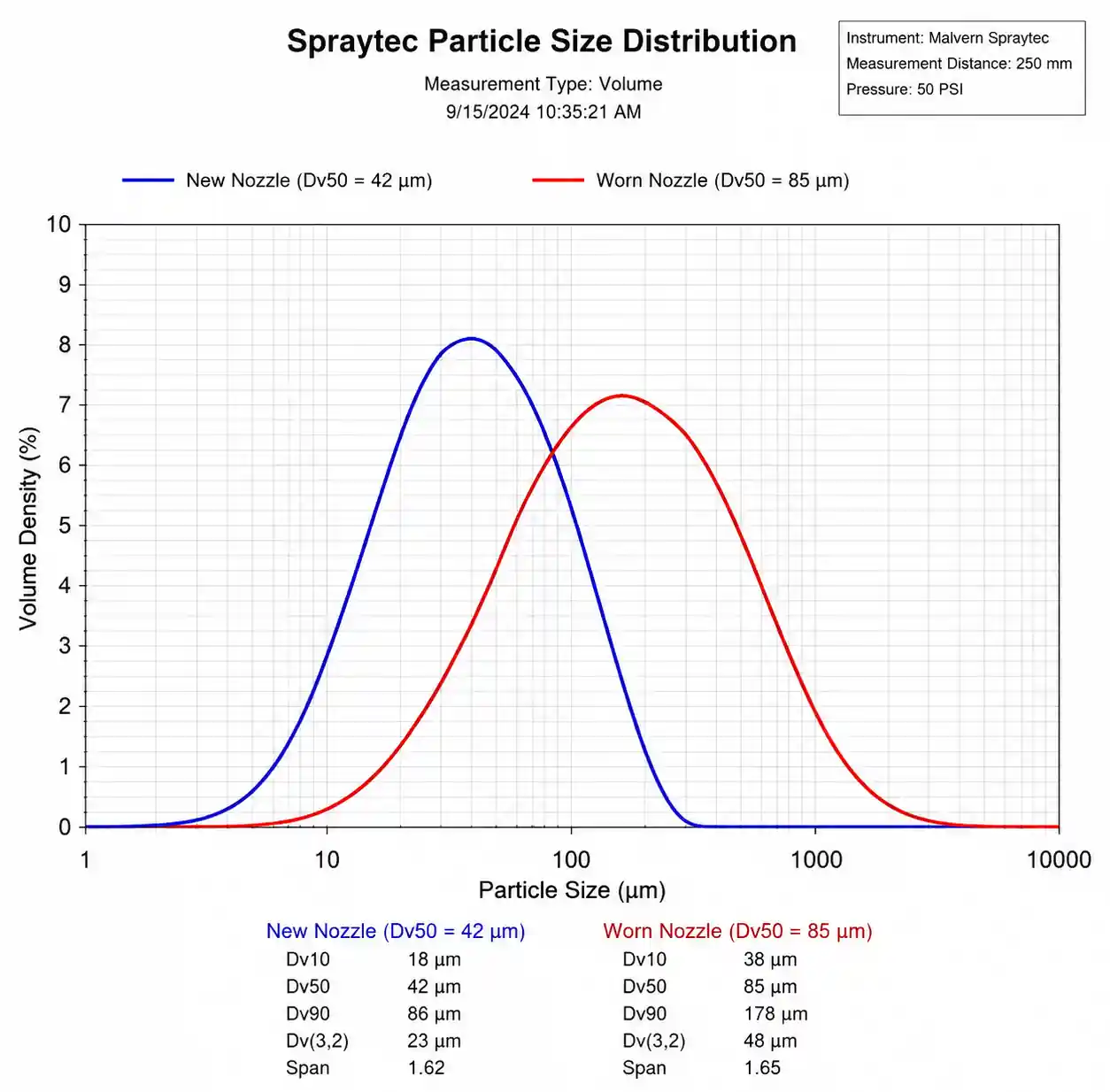
高固形ウレタンコーティングの経験から、摩耗した標準エアキャップから精密加工されたステンレス鋼キャップへのアップグレードにより、Dv50は85ミクロンから42ミクロンに減少し、コーティング配合を変えることなくオレンジピールの欠陥を90%削減できました。
5.ステップ3:空気と流体の圧力バランスの検証
5.1 空気対流体圧力比
エアアトマイズングノズルは、高速空気からの運動量の伝達を利用して液体の流れを水滴にせん断します。霧化品質は絶対圧だけでなく、空気と流体の圧力比に依存します。最適な比率はノズル設計によって異なりますが、一般的なガイドラインが適用されます。
5.2 推奨圧力範囲
| ノズルタイプ | 流体圧力(PSI) | 空気圧(PSI)の霧化 | 空気:流体比 | 不均衡の場合の結果 |
|---|---|---|---|---|
| 外部ミックス(サイフォンフィード) | 0–5(重力または真空) | 40–60 | 該当(空気優勢) | 低気:大きな水滴、吐き出す |
| 外部混合(圧力供給) | 8–15 | 40–60 | 3:1から6:1まで | 比率が低い:アトマイズが悪い;高比:過剰なオーバースプレー |
| 内部混合(HVLP) | 10–25 | 0.5–10 | 0.2:1から1:1へ | 高流体圧力と低気圧:浸水、たわみ |
| 内部混合(エアレスアシスト) | 500–1500(無気圧ポンプ) | 20–40(アシストエア) | 0.02:1から0.08:1 | アシストなしの空気:粗いスプレー、テール |
5.3 現場検証手順
必要な機器: 校正済みの圧力計(0–100 PSI、±1 PSI精度)、ゲージの汚れ防止のためのインラインフィルター。
手続き:
- ノズル入口に直接圧力計を設置(300mm以内)し、供給ライン圧力ではなく実際に供給圧力を記録する。
- スプレーガンを作動させ、定常状態の圧力を記録する。
- ノズルメーカーのデータシート仕様と比較してください。
- 噴霧時の圧力低下(供給ラインの狭さやフィルターの詰まりを示す)を確認。
5.4 一般的な圧力関連故障
ケース1:製造中に霧化空気圧が55 PSIから38 PSIにドリフトする 根本原因:複数の銃を同時に稼働させるにはコンプレッサー容量が不十分;圧力調整器のダイアフラムが着用されている。 結果:Dv50はシフトが進むにつれて45ミクロンから82ミクロンに増加します。オレンジピールは後の作品にも登場します。 訂正:エアレシーバータンクを大きく(80ガロンから240ガロンに)にアップグレードしてください。レギュレーターは毎年交換してください。
ケース2:フルードフィルターの詰まりによりフルード圧力が35 PSI(仕様は12 PSI)に急上昇 結果:過剰な霧化空気はそれを補うことができず、スプレーは脈動し、間欠的に大きな水滴が流れ、筋や垂れ下がる。 訂正:直列流体圧力リリーフバルブを15 PSIに設定して取り付けてください。毎日のフィルター点検を実施しましょう。

6.ステップ4:ノズルのオリフィス(ノズルオリフィス)の摩耗や汚染の有無を点検する
6.1 原子化を劣化させる摩耗機構
ノズルオリフィスは3つのメカニズムで摩耗します:侵食的摩耗(コーティング内の研磨粒子)、腐食性摩耗(攻撃的な溶剤や触媒)、そしてキャビテーション損傷(急速な圧力変動)。摩耗はオリフィスを拡大させ、流量を増加させ、設計された流れプロファイルを乱し、これらすべてが原子化を劣化させます。
6.2 検査手順
目視検査(40〜60時間ごとに):
- スプレーガンのノズルアセンブリを取り外します。
- 適切な溶剤でよくすすぐ。
- 10倍のジュエラーズルーペまたはデジタル顕微鏡(50〜200倍倍)を使って以下を観察します:
- オリフィスエッジの鋭さ(摩耗したエッジは丸みを帯びているように見える)
- オリフィス形状(円形で、摩耗すると楕円形または三角形の歪みが生じる)
- オリフィス内線の表面仕上げ(滑らかか穴あきか)
- エアキャップ穴(カーボンの蓄積や塗装の残留物の確認)
寸法測定(200時間ごとまたは摩耗が疑われる時):
- ピンゲージまたは光学比較器を使ってオリフィス直径を測定する。
- 新しいノズル仕様(流体チップは通常1.0〜2.5mm)と比較してください。
- 文書の直径増加。
6.3 受理基準と代替基準
| ノズルコンポーネント | 許容条件 | 置き換え | コーティングへの影響 |
|---|---|---|---|
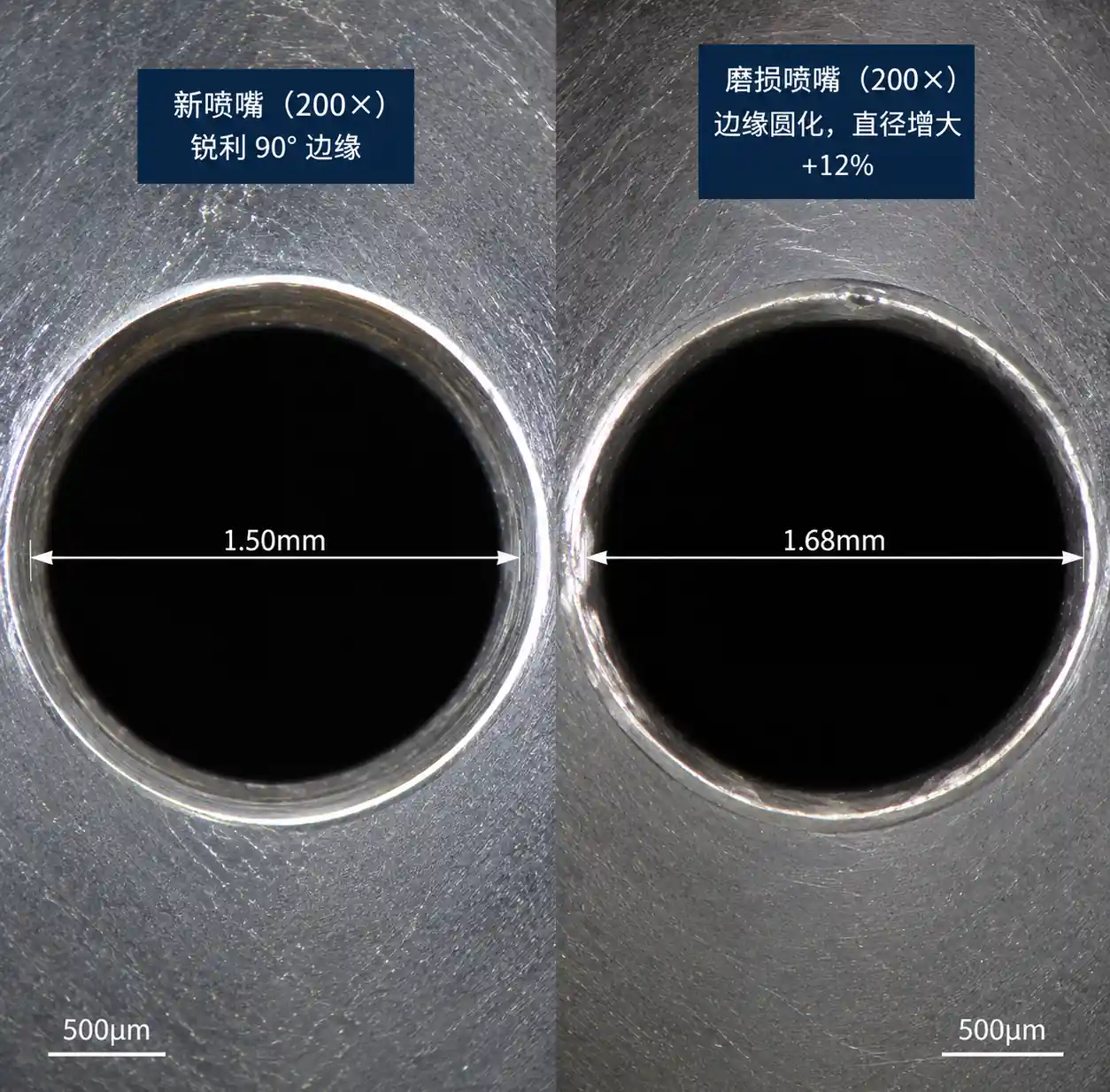
| 流体ノズルのオリフィス直径 | 名目上の+5%以内 | >+10%(例:1.5mmスペックで>1.65mmまで着用) | 流量は20〜30%増加します。液滴の大きさが増大します。オレンジピール |
| 流体ノズルエッジの鋭さ | 鋭く、シャープな90°エッジ | 目に見える丸みを帯びている(半径>0.1mm) | 流れは乱流になります。スプレーはパルセートを発します。不安定なフィルム |
| エアキャップホール | きれいで、目に見える堆積物なし | >30%の穴が制限を示す | パターンは非対称になります。中道中心の分布;中央がたるんでいる |
| エアキャップホーンのアライメント | 対称で曲がらない | 曲がったりずれたり >1mm | バナナ型の模様;片側厚さ変化 |
6.4 経済分析:いつ置き換えるべきか、いつクリーンすべきか
洗浄手順:ノズル特化溶剤を用いた超音波浴で15〜20分、その後圧縮空気で吹き出す。乾燥した塗料やカーボンなどの柔らかい堆積物を除去するのに効果的です。コスト:労働と溶剤の洗浄サイクルあたり2〜5ドル。
交換コスト: 精密空気霧化ノズルアセンブリは、標準の真鍮で80ドルから研磨コーティング用のカーバイドチップ付きで600ドルまで幅があります。
損益分岐点計算:
- ノズル摩耗による欠陥率:8〜12%(現地データより)
- 新しいノズルによる欠陥率:1〜3%
- 欠陥部品あたりの再作業コスト:50ドル〜150ドル(自動車ボディパネル)
- 生産量:週500部品
200ドルのノズル交換の場合、2〜4つの部品を再加工するだけでリターンが発生します。推奨事項: 大量作業では400〜600時間ごとにフルードノズルを交換すること;空気キャップは800〜1000時間ごとに交換されます。低生産または高価値部品(航空宇宙分野)では、間隔を30%短縮します。
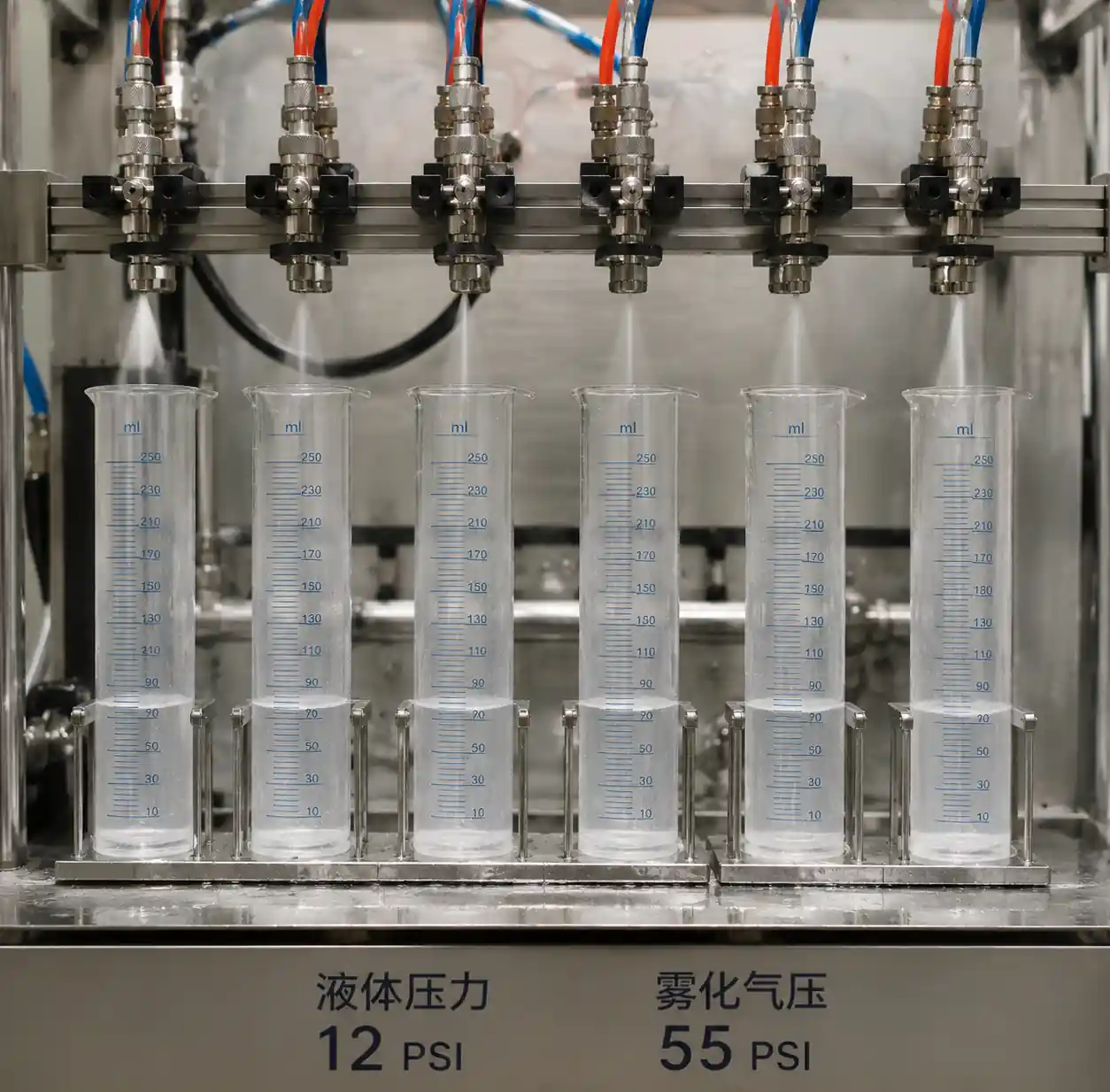
7.ステップ5:複数のノズル間で流量の一貫性を確認する
7.1 なぜ流量の変動が欠陥を引き起こすのか
複数のノズルを持つ自動噴霧システム(レシプロケーターや複数の銃を持つロボット)では、ノズル間の流量の違いがフィルムの形成に不均一をもたらします。同じ圧力でノズルAが280 mL/min、ノズルBが190 mL/分を供給すると、薄膜の厚さは30〜50%変動し、薄い部分ではオレンジピールができ、厚い部分ではたわみが生じます。流量のドリフトは摩耗や詰まりの兆候でもあります。
7.2 流量測定手順
必要な機材: 目盛りシリンダー(250–500mL)、ストップウォッチ、キャッチ容器。
手順(マルチノズルシステム用):
- システムを通常の作動圧力(流体と霧化空気の両方)に設定する。
- 各ノズルごとに、目盛りシリンダーに正確に30秒間スプレーします。
- 記録的な体積(mL)。
- 流量を計算します:Q = 体積 ÷ 時間(mL/min)。
- すべてのノズルで変動係数(CV)を計算します:CV = (標準偏差/平均) × 100%。
7.3 受理基準
| システムタイプ | 受理可能な履歴書 | 行動(超過した場合) |
|---|---|---|
| 手動スプレーブース(1〜2挺) | CV <ガン間8% | アウトライヤーノズルの清掃または交換 |
| ロボットマルチガンシステム(10+ノズル) | CV <3% | CVが>5%(経年ドリフト)の場合は全ノズルをバッチ交換 |
7.4 流量と圧力の関係
固定オリフィスを持つエアアトマイズノズルの場合、流量は以下の通りです: Q ≈ K × √P
ここでKは流量係数(ノズル設計特有)、Pは流体圧力です。
例: 10 PSIで250 mL/minを供給するノズルは以下の通りです: Q 20 PSI = 250 × √(20/10) = 250 × 1.41 = 353 mL/min
20 PSIでの実際の流量が310 mL/min(本来353 mL)であれば、ノズルが部分的に詰まっているか摩耗しています。実際の流量が420 mL/minの場合、オリフィスは摩耗で拡大しています。
7.5 是正措置
- 個々のノズル流量>+平均から15%: 直ちに交換;おそらくオリフィスの摩耗でしょう。
- 個々のノズル流量は平均から<-15%まで: 分解して清掃;流量が回復しなければ、交換します。
- すべてのノズルが高流量を示します: システム圧力が仕様より高く、レギュレーターの再調整。
- すべてのノズルで流量が少ないように: 供給ラインの制限、フィルターの詰まり、ポンプの故障を確認しましょう。
最近の家電コーティングラインでの設置監査では、6つのレシプロケーターノズルでCV = 18%(範囲:180–310 mL/min)が確認されました。最も逸脱した3つのノズルを交換した後、CVは4.2%に低下し、コーティング厚の均一性は±35ミクロンから±12ミクロンに向上し、オレンジピールやたわみの欠陥が解消されました。
8.フィールド検証プロトコルと受理基準
5つの診断ステップを完了し、必要な修正(洗浄、圧力調整、ノズル交換)を行った後、テストパネルを使ってアトマイゼーションシステムの検証を行い、生産を再開します。
8.1 検証スプレーテスト
基材: 生産部品と同じ表面処理(例:プライミング鋼、清掃アルミニウム)で5つのテストパネルを準備します。
スプレーパラメータ: 生産用コーティング、生産圧力、生産噴霧距離、重なりを用いてください。
手続き:
- パネルごとに1回の塗装(典型的な生産厚さ、例:湿潤50〜70ミクロン)をスプレーします。
- 生産スケジュールごとにフラッシュオフを許可すること。
- 生産スケジュールごとの硬化。
- オレンジピールやたるみの有無を24時間以内に評価してください。
8.2 受け入れ基準
| 欠陥の種類 | 測定方法 | 許容レベル | リジェクトレベル |
|---|---|---|---|
| オレンジピール | 標準(例:BYK-Gardner波状スキャンやビジュアルレーティングカード)との視覚的比較 | グレード1–3(マイナーテクスチャ) | グレード4–5(はっきりとしたテクスチャー) |
| たるみ | 目視検査;キャリパーで走行長を測る | 目に見えるたるみはなく、存在する場合は<2mm) | >5mm; 複数のサル位置 |
| 膜厚の均一性 | 1パネルあたり5点のドライフィルム厚さ計 | 平均=25–35ミクロン(60ミクロン湿潤時);CV <12% | CV >15%)任意のポイント>45ミクロンまたは<20ミクロン |
5パネルすべてが合格すれば、制作を再開します。もしパネルが故障した場合は、ステップ1から診断を繰り返してください。
9.トラブルシューティング決定マトリックス
このマトリックスを使って、観察された症状に基づいて最も可能性の高い根本原因を迅速に特定します:
| 症状 | 最も可能性の高い根本原因 | 確認のための診断ステップ | 是正措置 |
|---|---|---|---|
| オレンジピールは一部に均一に広がる | 液滴サイズが大きすぎる(Dv50 >70 μm) | ステップ2:Dv50を測定する | 霧化空気圧を上げる;流体の粘度を低減すること;摩耗したノズルの交換 |
| オレンジの皮が中心にあり、滑らかな縁 | 中心重の噴霧パターン | ステップ1:パターンテストでセンター:エッジが表示>1.5:1 | エアキャップの清掃・交換;空気のシェイピング調整 |
| 垂直面でのたわみ | 過剰な局所フィルム厚(>80μm湿潤) | ステップ1:パターンテスト;ステップ5:流量が高い | 流体圧力を下げる;噴霧距離を拡大すること;擦り切れている穴の確認 |
| 断続的な吐き出し/筋状の発生 | 脈動する流れか汚染 | ステップ3:圧力変動;ステップ4:詰まりの確認 | 圧力ダンパーを設置します。クリーンなフルードフィルター;破損したらチェックバルブを交換してください |
| シフト中にコーティング欠陥が悪化する | 圧力ドリフト(コンプレッサー容量またはレギュレーター故障) | ステップ3:1時間のランで圧力を監視する | エアレシーバーのアップグレード;レギュレーターを置き換える;空気漏れの確認 |
| 部品の一部に欠陥がある(多ノズルシステム) | ノズルごとの流量変動 | ステップ5:履歴書 >8% | アウトライヤーノズルを交換し、CV>5% |
10.FAQ
Q1: 5段階のアトマイゼーションチェックはどのくらいの頻度で行うべきですか?
A: 大量生産(週>40時間)の場合、毎月または200運転時間ごとに完全な診断を行います。量が少ない場合は四半期ごとで十分です。欠陥が増えたらすぐに診断してください。
Q2: パターンや流量のテストでコーティングの代わりに水を使ってもいいですか?
A: 水はステップ1(パターン均一性)およびステップ5(流量測定)に許容されます。これらの試験は機械的性能を測定するためです。ただし、ステップ2(液滴サイズ)では、実際のコーティングか粘度と表面張力が一致する流体を使う必要があります。これらの特性は霧化に大きく影響します。
Q3: コーティング用途におけるエアアトマイジングノズルの典型的な耐用年数はどのくらいですか?
A: 真鍮またはステンレス鋼の流体ノズル:非研磨コーティングで400〜800時間使用。カーバイドチップノズル:研磨コーティング(例:高固形エポキシ、亜鉛リッチプライマー)で2000〜4000時間。エアキャップは適切に清掃すれば×流体ノズルよりも2〜3長持ちします。
Q4: 霧化空気圧が高い方が常に良いのでしょうか?
A: いいえ。過剰な霧化空気(ほとんどのノズルでは>70 PSI)が過剰に霧化を引き起こし、液滴が細かくなりすぎて(<20ミクロン)、ドライスプレー(基板に到達する前に溶媒が早期に蒸発)、過剰なオーバースプレー損失(60–70%ではなく30–40%の転送効率)、そして乾燥粒子の流出不良によるオレンジピールが発生します。メーカーの仕様に従ってください。
Q5: コーティングの粘度が原子化の問題を引き起こしているのか、ノズルの問題なのか、どうやって見分ければいいですか?
A: ステップ2(液滴サイズ測定)を2つの粘度レベル(生産粘度と10%薄め)で実施します。もしDv50が粘度を下げて著しく改善(>20%減少)なら、根本原因はノズルではなくコーティングのレオロジーである可能性が高いです。粘度に関係なくDv50が高すぎると、ノズルが摩耗しているかサイズが合わないということです。
Q6: マルチノズルシステムで異なるブランドやモデルのノズルを混ぜることができますか?
A: おすすめしません。異なるノズル設計は、同じ圧力でも流量係数、噴霧角度、液滴サイズ分布が異なります。これにより流量とフィルムの構成にばらつきが生じます(ステップ5では高電圧化)。重要な用途には、同じメーカーと生産バッチのマッチングセットを使用してください。
11.結論と次の行動
コーティング作業におけるオレンジピールやたわみの欠陥はストレスでコストもかかりますが、ノズルレベルで霧化性能を体系的に診断すれば防ぐことや修正が可能です。このガイドで示された5段階のプロトコル(パターン均一性試験、液滴サイズ測定、圧力検証、オリフィス検査、流量検証)に従うことで、根本原因を特定し、試行錯誤に頼るのではなく的確な修正を実施できます。
主なポイント:
- 70ミクロンを超える液滴サイズ(Dv50)は、高光沢コーティングでオレンジピールがほぼ確実に実現します。
- ピーク対平均比>1.5:1の中心重噴霧パターンは局所的なたわみを引き起こします。
- 霧化空気圧が40 PSI未満に移動すると、霧化品質が40〜60%劣化します。
- 流体ノズルのオリフィス摩耗は直径わずか+10%で、流量を20〜30%増加させ、Dv50を30〜50%増加させます。
- 複数のノズル間での流量変動(CV>5%)により、許容できない膜厚の不均一性が生じます。
推奨される次の行動:
-
基準値を確立する: 現在のシステムに対して5段階の診断をすべて実施し、その結果を記録してください。この基準値を活用すれば、時間経過による劣化を追跡し、メンテナンスの必要性を予測できます。
-
予防保守の実施: ノズル点検は40〜60時間ごとにスケジュールしてください。流体ノズルは400〜600時間ごと(またはオリフィスの摩耗が+10%を超える場合は)交換してください。100〜150時間ごとに空気キャップを清掃してください。
-
圧力供給の調整: 供給ライン圧力だけでなく、各ノズル入口にインライン圧力計を設置し、リアルタイムで供給される圧力を監視します。圧力の変動>5%)にアラームを設置してください。
-
精密ノズルへのアップグレード: 現在のノズルが標準の真鍮やアルミニウムなら、精密加工されたステンレス鋼やカーバイドチップノズルへのアップグレードを検討してください。初期コストは2〜5×高く、使用寿命は3〜6×長く、原子化の一貫性は劇的に向上しています。
-
アプリケーションエンジニアリングサポートに連絡: 持続的なアトマイゼーション問題については、ノズルメーカーのアプリケーションエンジニアに相談してください。主要なサプライヤーの多く(Spraying Systems、Graco、Binks、SATA)は、現地監査、噴霧パターン解析、ノズル選択最適化サービスを提供しています。
技術的なサポートが必要ですか? コーティングの欠陥が発生し、この診断プロトコルの実装にご相談が必要な場合や、ご自社のコーティングシステムに合わせたノズル選択についてご相談の場合は、フィールドアプリケーションエンジニアリングチームまでご連絡いただき、無料のスプレーシステム監査を受けてください。