





コールドローリングエマルジョンスプレー:ノズル選択がストリップ形状制御に与える影響
学べること: 油圧ノズル設計、スプレーパターンの均一性、流量特性が冷間圧延ミルにおける熱クラウン制御、エッジ波防止、平坦性許容性に直接どのように影響するか。
目次
- 序論:なぜノズル選択が形状制御に重要なのか
- ストリップ形状に影響を与える臨界スプレーパラメータ
- 冷間圧延用途のノズルタイプ比較
- 流量分布と熱クラウン管理
- 材料選択と形状安定性への摩耗影響
- 設置位置とメンテナンスのベストプラクティス
- 一般的な形状制御問題のトラブルシューティング
- FAQ
- 結論と次のステップ
1.はじめに:なぜノズル選択が形状制御に重要なのか
現代の冷間圧延工場では、±10 I単位(平坦度偏差)以内にストリップの平坦度を維持するには、ワークロールの正確な熱管理が必要です。エマルジョンスプレー冷却は、圧延中の総熱除去の60〜75%を占めており、ノズルの選択は形状制御において最も重要な要素の一つでありながら、しばしば見落とされがちです。
自動車用鋼材を加工するタンデム冷間ミルでの現場経験から、不適切なノズル選択が3つの持続的な形状欠陥に寄与していることが観察されました。
- センターバックルまたはエッジウェーブ ロールバレル幅にかけて冷却液分布が不均一であることが原因
- 中間ゾーンでの流量密度不足によるクォーターバックル
- 熱応答の不均一によるゲージ遷移時のフラットネス不安定性
本ガイドでは、噴霧角度、液滴サイズ、流量の均一性、ノズルの摩耗がワークロールの熱クラウン、そして最終的にはストリップ形状にどのように影響するかを説明し、これらの問題に対処します。ミル構成、乳剤濃度、平坦度の許容範囲要件に基づく選定基準を提供します。
一般的なノズルガイドとの違い: 特に油圧スプレー特性と形状アクチュエーターの効果の関係に焦点を当てています。実際の圧延工場データから導き出された流量計算、熱クラウンモデリング、メンテナンススケジュールの実例が見られます。
2.ストリップ形状に影響を与える臨界スプレーパラメータ
冷間圧延の形状制御はワークロールの熱膨張管理に依存します。ノズルの役割は、可変冷却材ゾーンを通じて意図的に熱クラウンを調整しつつ、均一に熱を除去することです。4つの噴霧パラメータがこれに直接影響します:
2.1 流量と圧力の関係
乳化流は標準的な水理方程式に従います:
Q = K × √P
ここで:
- Q = 流量(L/min)
- K = ノズル流量係数(オリフィス形状に特化)
- P = 供給圧力(バー)
形状制御の重要な洞察:圧力を倍増させることで流量はわずか1.41/×増加し、2×ではありません。この非線形関係は、ノズルの摩耗を補正したり、ゾーンの冷却強度を調整したりする際に重要です。実際には、多くの工場が圧力を上げて冷却能力を回復しようとしますが、これは収穫逓減を生み、摩耗を加速させます。
典型的な6ハイタンデムミルワークロール冷却システム(バレル長1,800mm)の場合:
- 各スプレーヘッダーには60〜80個のノズルが必要です
- 目標流量密度:ロール幅1メートルあたり15〜25 L/min
- 作動圧力範囲:3〜6バール(圧力が高いと液滴の影響が増えるが、ミス損失も増加)
2.2 噴霧角度と被覆の均一性
噴霧角度は隣接するノズル間の重なりジオメトリを決定します。冷間圧延乳剤システムの場合:
- 狭い角度(40–60°): ロール回転によって生じる空気バリアの通過が改善されるが、より狭いノズル間隔が必要だ
- 広角(80–110°): カバーしやすいが、高速のローリング速度(>1,200 m/min)での気流による偏向に弱い
現場データ: 自動車用シートミルで1,400 m/minで動作し、110°から65°のフラットファンノズルに切り替えると、狭い噴霧パターンが空気境界層をより効果的に貫通するため、エッジ波の変動が18%減少しました。
均一カバレッジのオーバーラップ式:
間隔 = (2 × h × tan(α/2)) × 0.7
ここで:
- h = ノズルからロールまでの距離(通常150〜250mm)
- α = 噴霧角
- 0.7 = オーバーラップ係数(30%のオーバーラップで乾燥ストリークを防ぐ)
2.3 液滴サイズ分布
液滴の大きさは熱伝達効率と乳化油の運搬に影響を与える:
- 粗い水滴(300–600μm): 衝撃力が高く、ロール表面の濡れが良く、ミスト発生が最小—冷間圧延に推奨されます
- 細かい水滴(<200μm): 熱伝達のための表面積は大きいが、空気の流入や油の濃度ドリフトが起こりやすい
私たちはレーザー回折(MalvernまたはSympatecシステム)を用いて液滴サイズ分布を測定します。重要な指標はDv50(液滴の中央値直径)です。
形状に重要な理由: 細かいミスティングは、接触前に液滴が蒸発するため、ロール幅全体で乳剤濃度が不均一になります。これにより熱伝達係数が不均一になり、平坦制御モデルでは補償できない予測不能な熱クラウン変動が生じます。
推奨冷間圧延乳剤用Dv50範囲(油濃度3–5%):250–450μm

2.4 衝撃力とロールの表面濡れ
ワークロールと共に回転する空気境界層を押しのけるには十分な衝撃力が必要です。衝撃が不十分だと湿水が不完全で局所的なホットスポットが発生します。
ノズルあたりの衝撃力は次のように推定できます:
F ≈ ρ × Q × v
ここで:
- ρ = 乳剤密度(~1,000 kg/m³)
- Q = 体積流量(m³/s)
- v = 衝突点でのジェット速度
5バールの噴霧圧力で、ロール表面から200mm離れた65°フラットファンノズルで、典型的な衝撃力は1ノズルあたり2〜4Nです。これは最大1,500 m/minまでの速度に十分です。
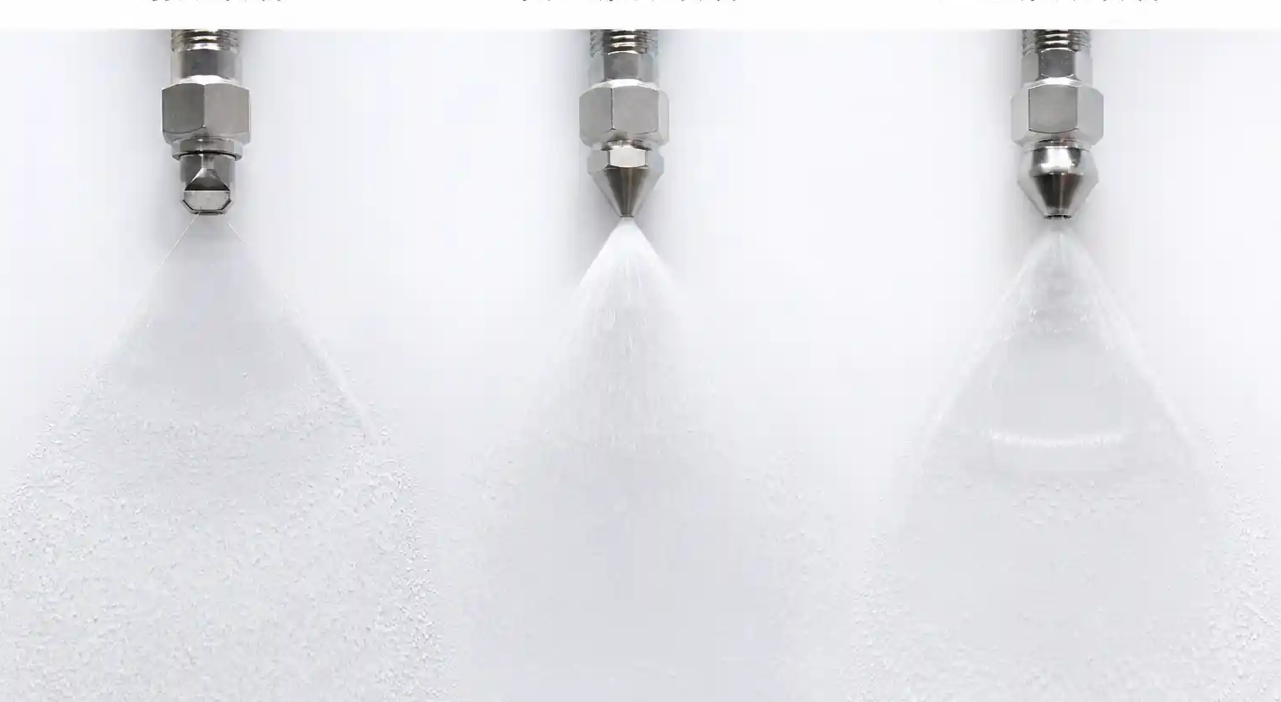
3.冷間圧延用途のノズルタイプ比較
すべてのノズルタイプが冷間圧延エマルジョンスプレーに適しているわけではありません。ミル現場の経験に基づく性能比較は以下の通りです:
| ノズルタイプ | スプレーパターン | 液滴サイズ範囲(Dv50) | 幅を横断した流れの均一性 | 詰まり耐性 | 形状制御の適合性 |
|---|---|---|---|---|---|
| 油圧フラットファン | 楕円面 | 250–500μm | 優秀(±5%の変動) | 良好(100μmにフィルターされた場合) | 優先 – 均一なカバレッジ、予測可能なエッジ定義 |
| フルコーン | 円形立体円錐 | 200–600μm | 中程度(±12%の変動) | とても良い | 非臨界ゾーンで許容範囲;ロール幅全体で均一性が低い |
| ホローコーン | 円形環状 | 150–400μm | 悪い(±中心/エッジ差20%) | よし | 推奨されません – ドーナツパターンは熱クラウンの不均一さを生みます |
| 空気アトマイズ | 細かい霧 | 50–150μm | 素晴らしい | 中程度(二重流体複雑性) | 避けてください – 過度の霧吹き、油量の不安定性 |
| 螺旋フルコーン | 渦巻きする固体円錐 | 300–700 μm | 良好(±8%の変動) | 素晴らしい | 汚染リスクの高いヘッダーゾーンに適しています。 |
推奨事項: 65–80°の噴霧角度を持つ油圧式フラットファンノズルは、以下のような性能を持つため、ワークロール乳剤冷却の業界標準です:
- ロールバレル幅にかかる均一な流量分布
- ゾーン制御のための予測可能な噴霧エッジ境界
- 霧吹きを最小限に抑えるための十分な水滴サイズ
- メンテナンスの複雑さが低い(単一流体設計)
よくあるミス:タンク洗浄用にフルコーンノズルを使用すること。これらはロールフェイスヘッダーに沿って直線的に配置されると、円形の噴霧パターンを生み出し、隙間や過剰な重なりを生み出し、正弦波流の分布が直接熱クラウンの変化につながります。
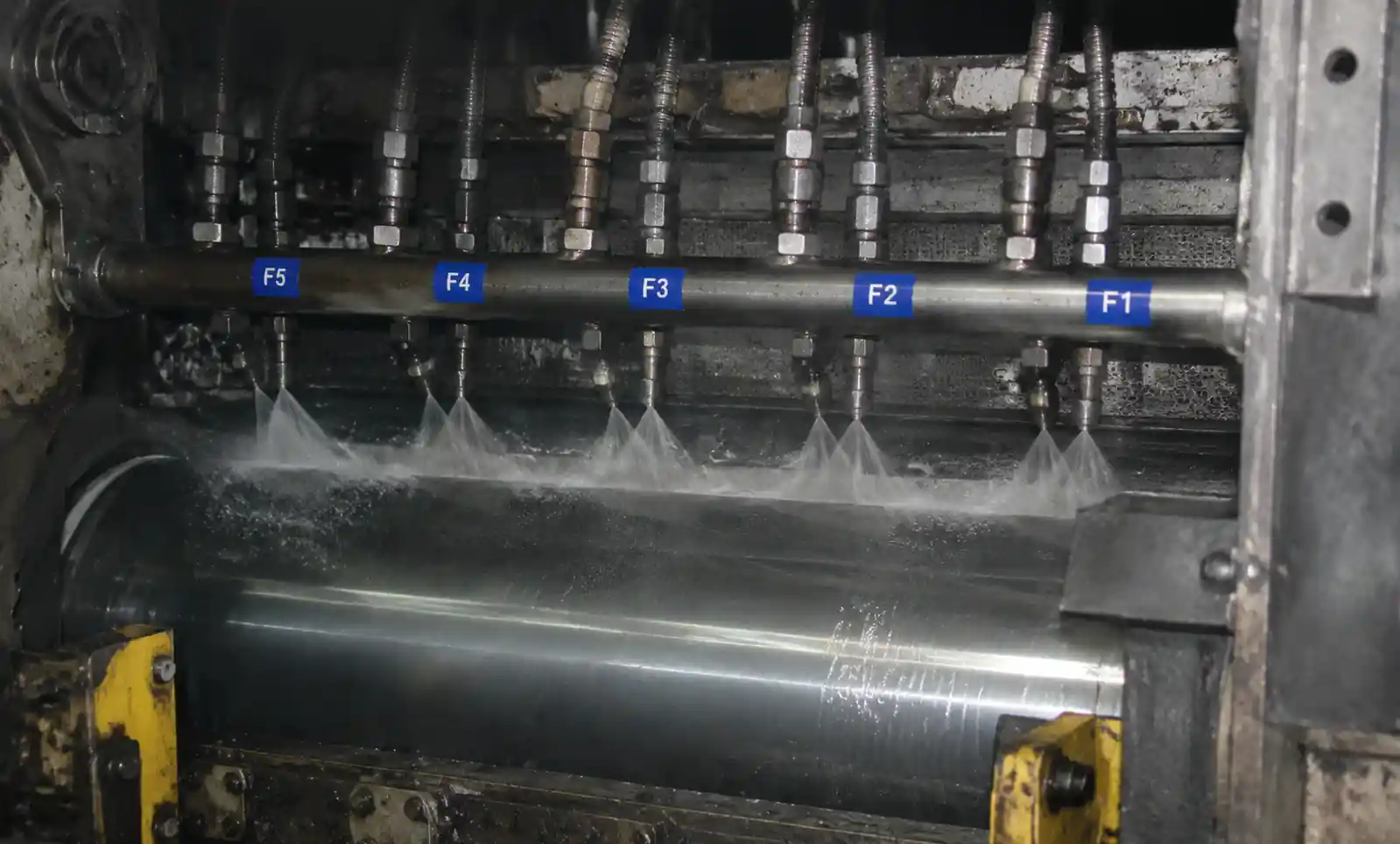
4.流量分布と熱クラウン管理
ワークロールの熱クラウン開発は冷却分布に基づく予測可能なパターンに従います。現代のミルでは、通常ロール幅に3〜5ゾーンのマルチゾーンスプレーヘッダーが用いられ、熱クラウンを意図的に調整しています。
4.1 サーマルクラウンの基礎
作業ロールの熱膨張は以下の通りです。
ΔD = α × D₀ × ΔT
ここで:
- ΔD = 直径変化
- α = 熱膨張係数(鋼の場合、~11 × 10⁻⁶ /°C)
- D₀ = 元のロール直径
- ΔT = 温度上昇
定常状態圧延中の平均温度上昇が40°Cの典型的な直径600mmのワークロールの場合:
ΔD = (11 × 10⁻⁶) × 600mm × 40°C = 0.264mm
この熱クラウンは以下によって相殺または制御されなければなりません。
- ワークロール曲げ(機械式)
- 中間ロールシフト(機械式)
- 冷却材ゾーン流量変調(熱的 – ノズル選択が重要な部分)
4.2 ノズル間隔とゾーン制御解像度
ゾーン冷却の効果は、隣接するゾーン間で明確な熱境界を設けることに依存します。これには以下が必要です:
- ゾーン内均一性: <±各ゾーン内の流量変動3%
- ゾーン間分離: ゾーン間のスプレー重なりが最小限(ゾーン幅の<10%)
実例 – 5ゾーンスプレーヘッダー設計:
ミル構成:
- 作業ロール銃身幅:1,600mm
- ゾーン分布:センターゾーン(400mm)+中間ゾーン2つ(各300mm)+エッジゾーン2つ(各300mm)
- 目標流量密度:20 L/min / m
選択ノズル:フラットファン 65°、K = 0.45 L/min/√bar
4バールの作動圧力で:
- ノズルあたりの流量 = 0.45 × √4 = 0.9 L/min
ノズル間隔の計算:
- 200mmスタンドオフ距離:間隔=(2 × 200mm ×タン(32.5°))× 0.7 = 178mm
- ノズル数1メートル = 1,000mm / 178mm ≈ 5.6 → 6ノズル/メートル
- 実際の流量密度 = 6 × 0.9 = 5.4 L/min / m / / ヘッダー (×4 ヘッダー = 21.6 L/min 合計 1 メートル) ✓
4.3 流量均一性測定
私たちは、キャッチカップテストを用いた四半期ごとの流量分配監査を推奨します。
- ロール幅に100mm間隔で収集トレイを配置します
- スプレーシステムを30秒間作動圧力で実行します
- 各トレイに集められた体積を測定する
- 変動係数(CV = 標準偏差/平均)を計算します
目標性能:
- ゾーン内CV:<5% - ゾーン間意図的な変動:最大±30%まで制御可能 現場観察: 研磨乳剤で>8,000時間のノズルを稼働させるミルでは、CVが4%から15%に増加し、冷却材ゾーン調整に対する形状反応が予測不能になります。
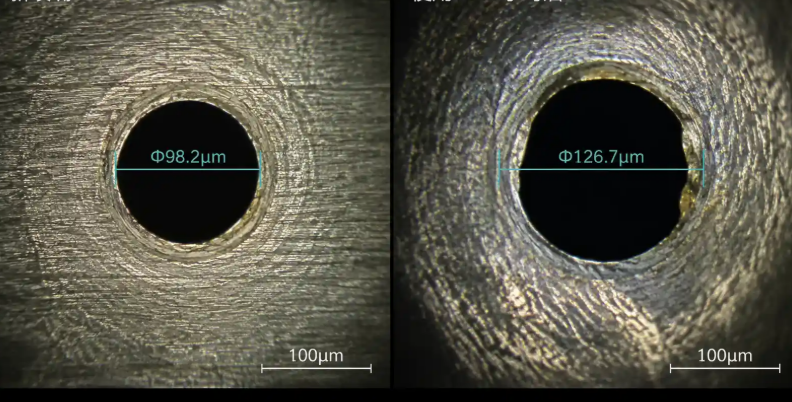
5.材料の選択と摩耗が形状安定性に与える影響
冷間圧延乳剤システムにおけるノズル摩耗は、再循環冷却材中の研磨粒子(ミルスケール微粒やロール摩耗の破片)により避けられません。摩耗は以下のように現れます:
- 口頭の拡大 →流量の増加
- 噴霧角度の狭まり →カバレッジの減少
- 非対称摩耗 →スプレーパターンが歪む
これら3つとも形制御性能を直接低下させます。
5.1 材料性能比較
| 素材 | 硬度(HRC) | 相対的な摩耗寿命 | コスト倍 | 耐摩耗性 | 推奨用途 |
|---|---|---|---|---|---|
| 硬化ステンレス鋼(316) | 28–32 | 1×(基準線) | 1× | 中庸 | 低汚染乳剤、<3,000時間間隔許容 |
| 陶器(アルミナ99%) | 85–88 | 8–12× | 4–6× | 素晴らしい | 作業ロールヘッダーの標準選択;寿命のバランスとコスト |
| 炭化シリコン | 90–95 | 15–20× | 8–12× | 優秀 | 高汚染環境または延長された交換間隔 |
| タングステンカーバイド | 88–92 | 12–18× | 10–15× | 素晴らしい | SiCの良い代替品ですが、圧力スパイクに対して脆くなります |
5.2 形状制御への摩耗影響
事例研究: 自動車用露出パネル(厚さ0.7mm、±10 I単位平坦度公差)を生産する5スタンドのタンデムミルは、6,000時間の運転後に形状不安定性が増加しました:
- 平均ノズルオリフィス摩耗:直径+15%増加
- ノズルあたりの流量増加量:+23%(流量はオリフィス面積に比例し、圧力降下の変化で調整)
- ゾーン内流量CV:4.2%から14.8%へ増加
- 形状制御応答:エッジ波補正効果が30%減少
根本原因: ノズル間の摩耗率が不均一で(一部は8%、他は22%)が、ミルの熱クラウンモデルの仮定と合致しなくなった流れ分布パターンを生み出しました。
実装済みソリューション:
- ステンレスからアルミナセラミックノズルへの切り替え(寿命8×)
- 2,000時間ごとにフロー監査プロトコルを確立
- 平均摩耗が流量増加+10%を超えた場合、ゾーン全体を交換
経済的正当化:
- セラミックノズルは5×高価ですが8×長持ちします
- 形状に関連したプライムグレードから商業グレードへの格下げ回避:120ドル/トン ×40トン/日=4,800ドル/日
- 返済期間:3週間
5.3 代替戦略
2つのアプローチがあります。
個別交換: 流量測定値が公称値の+12%を超えた場合はノズル交換
- メリット:初期費用の低減
- 短所:新しいノズルと摩耗したノズルが混ざり合い、流量の不均一性が生じる
ゾーン交換: 平均摩耗が+10%に達した時点で、ゾーン内のすべてのノズルを同時に交換する
- 長所:ゾーン内の均一性を維持する
- デメリット:イベントごとの再調達コストが高い
推奨事項: 中央および中間ゾーン(形状に重要)はゾーン交換が必要で、エッジゾーンは個別交換が可能。
6.設置位置と保守のベストプラクティス
適切なノズル設置はスプレー性能に直接影響します。修正したよくある設置エラー:
6.1 スタンドオフ距離
最適射程: ノズル先端からロール面まで150〜250mm
- 近すぎる(<150mm): 噴霧パターンが完全に形成されていない。ロール振動によるノズル衝撃損傷のリスク - 遠すぎる(>300mm): 過剰な水滴減速;気流が噴霧パターンを逸らす;霧吹きの増加
測定方法: 設置および四半期ごとの点検時に、各ヘッダーの3か所で深度計を使ってスタンドオフ距離を確認してください。
6.2 スプレー角度の整列
ノズルは以下の位置に合わせる必要があります:
- 軸方向: ロール軸に垂直なスプレーファン(±2°公差)
- 放射状:※ ロールの接点を狙ったスプレー中心線(円周方向ではなく)を狙う
現地観測: 軸方向の位置合わせが5度ずれると、有効被覆幅が12%減少し、局所的なホットバンドや形状の歪みとして現れる乾燥筋が発生します。
6.3 ヘッダー取り付け剛性
スプレーヘッダーは、振動による位置変更を防ぐために剛性的に取り付けられなければなりません。私たちは以下のミルを見てきました:
- 支持ブラケットが不十分で、油圧圧下で3〜5mmのヘッダーたわみが生じます
- ミル運転による振動により、数か月にわたりヘッダーが徐々に回転すること
- 結果:スプレーパターンが徐々にずれ、説明のつかない形状のずれが生じましたが、オペレーターはモデルの調整で補正し、根本原因を隠しました
解決策:600mm間隔で振動を抑えるブッシングを備えた溶接マウントヘッダーブラケット。
6.4 ろ過要件
冷間圧延乳剤システムは、以下を含む冷却液を循環させます:
- ミルスケールの微細(10–100μm)
- ロール摩耗デブリ(5–50μm)
- トランプオイルとフロック剤
最小ろ過量: >0.8mmのオリフィス径の油圧フラットファンノズルに対して絶対100μmのフィルター
推奨ろ過量: ノズル寿命の最適化のために50μm;流量圧を維持するための自動バックフラッシュフィルター
6.5 メンテナンススケジュール
| 課題 | 頻度 | 受理基準 |
|---|---|---|
| 目視検査(詰まり、物理的な損傷) | 日次(オペレーターチェック) | 目に見える破片なし、ノズル本体は無傷 |
| 流量分配監査(キャッチカップテスト) | 2,000時間の稼働時間ごとに | ゾーン内CV <8% |
7.一般的な形状制御の問題のトラブルシューティング
7.1 症状:冷却材ゾーンの調整に反応しないエッジ波
ノズル関連の可能性のある原因:
-
エッジゾーンノズルの不均一な摩耗
- 診断:各エッジノズルからの流量を測定;>15%の変動があるか確認してください
- 解決策:すべてのエッジゾーンノズルを同時に交換する
-
高速でのスプレーパターンの偏向
- 診断:エッジ波の強度が転がる速度に伴う増加を確認
- 解決策:スプレー角度を狭くするノズル(80°から65°)に切り替えるか、浸透力を高めるために噴霧圧力を上げる
-
ストリップエッジでのカバー不足
- 診断:水に敏感な紙検査で端に乾燥ゾーンが見られます
- 解決策:ノズル間隔を狭めるか、補助的なエッジノズルを追加する
7.2 症状:ゲージ切り替え時のセンターバックル
ノズル関連の可能性のある原因:
-
中心ゾーンでの熱応答遅延
- 診断:中心ゾーンの流量密度が中間ゾーンより有意に低い
- 解決策:センターゾーンノズル数と流量の検証;必要に応じてセンターゾーンの圧力を上げます
-
霧吹きによる熱伝達の不均一
- 診断:作業ロールの周囲に見える霧雲;乳剤濃度ドリフト
- 解決策:噴霧圧力を下げるか、より粗い水滴を生成するノズルに切り替える(オリフィスサイズを拡大)
7.3 症状:コイル長にまたがる平坦度の変動
ノズル関連の可能性のある原因:
-
断続的なノズル詰まり
- 診断:時間経過による流量の変化;改善されたろ過が一時的に問題を解決します
- 解決策:ろ過を50μmにアップグレード;乳剤汚染源の検査
-
冷却材供給における温度サイクル
- 診断:噴霧圧力が変動する;乳剤温度は±5°Cで変化します
- 解決策:ノズルに直接関係するものではありませんが、噴霧性能に影響を与えます。冷却材系の温度を安定化させる
7.4 診断フローチャート
形状欠陥が現れる ↓ 冷却材ゾーンの調整効果が薄れてきているのでしょうか? ↓ はい フロー分布監査を実施 ↓ CV>ゾーン内で8%? ↓ はい 個々のノズル流量を測定してください ↓ ノズル間で15%>差は? ↓ はい → 摩耗したノズルの交換(ゾーン交換推奨) ↓ それでも反応は悪い? ↓ 噴霧角度の整列とスタンドオフ距離を確認してください ↓ ずれ>3°、または距離外? ↓ はい → ヘッダーの再調整と水敏感紙テストで検証

8.FAQ
Q: 同じスプレーヘッダー内で異なるノズルタイプを混ぜることはできますか?
A: おすすめしません。ノズルの種類によって噴霧パターンや液滴の大きさが異なり、流量が一致しても冷却は均一ではありません。1つのヘッダーにつき1種類のノズルを使い、できればロール上の全ヘッダーに通じて使うのが良いでしょう。
Q: ノズルの摩耗が形状制御に影響を与えているかどうか、それとも他の要因に影響しているかはどうやって判断すればよいのでしょうか?
A: フロー分布監査を実施してください。ゾーン内変動係数が8%を超える場合や、ノズル流量が名目より>12%上回る場合、ノズル摩耗が原因である可能性があります。また、形状の問題と前回のノズル交換以降の稼働時間との相関も確認してください。
Q: 熱を除去するには、より高いスプレー圧が常に良いのでしょうか?
A: いいえ。圧力が高いと流量がわずかに増加します(平方根関係を思い出してください)が、それもまた以下の通りです:
- 霧吹きにくく細い水滴を生成します
- ノズル摩耗を加速させる
- 乳剤発泡を引き起こすことがあります 3〜6バールに最適化;8バールを超えることは、コールドロール用途において実質的な効果をもたらすことはほとんどありません。
Q: 作業ロールとバックアップロール冷却に同じノズルを使うべきでしょうか?
A: 必ずしもそうとは限りません。バックアップロールは異なる熱管理要件があり、ストリップに直接接触せず回転速度も遅くなります。多くのミルでは、幅全体の均一なカバーが重要でないため、バックアップロールには広角のフルコーンノズルを使用しています。
Q: ノズルの摩耗はどのくらいの速さで形状制御に影響しますか?
A: それは徐々に進みます。中程度の汚染を持つ典型的な乳剤環境では:
- 最初の2,000時間:影響最小、摩耗<5% - 2,000〜5,000時間:測定可能な摩耗(5–10%)、形状制御補償は依然有効 - 5,000〜8,000時間:著しい摩耗(10–20%)、形状応答の低下、ダウングレードリスクの増加 - >8,000時間:重度の摩耗(>20%)、予測不能な形状挙動
汚染レベルが高まるとタイムラインは圧縮されます。
Q: ノズルを交換せずに形状制御性能を回復できますか?
A: 一時的に、流量損失を補うためにスプレー圧力を上げることで使いますが、これにより摩耗が加速し、他の問題を引き起こします。唯一の恒久的な解決策はノズル交換です。これは、磨耗したミルベアリングをロールフォースで補正しようとするようなもので、症状は一時的に隠せますが、根本的な機械的な問題は避けられません。
9.結論と今後のステップ
ノズルの選択とメンテナンスは、冷間圧延の形状制御に直接影響を与え、以下の3つのメカニズムを通じて行われます。
- 流量の均一性が熱クラウンの予測可能性を決定する
- スプレーパターンの形状がゾーン冷却解像度に影響を与える
- 摩耗率が長期的な形状制御の安定性を決定します
形状制御性能を維持するために最も重要な行動:
即時(すでに実装されていない場合):
- 現在のノズルタイプが適用要件(油圧フラットファン、推奨65–80°の噴霧角度)に合致しているか確認
- ベースラインを確立するためのフロー分布監査の実施
- ろ過の適切性の確認(最低100μm、できれば50μm)
短期(3ヶ月以内):
- 四半期ごとのフロー監査スケジュールを実施
- ノズル交換基準の設定(平均摩耗時のゾーン交換>10%)の確立
- 現在ステンレス鋼を使用している場合のセラミックへの材料アップグレードを評価する
長期的には:
- ノズル性能追跡を形状制御データシステムに統合
- 営業時間と汚染レベルに基づく予測的な交換スケジューリングを策定する
- 重要な形状ゾーンの自動流量監視システムの検討
経済的影響: 体系的なノズル管理を導入する工場は以下の通りです:
- 形状に関連する格下げを15〜25%削減
- 適切な材料選択によりノズルの使用寿命を30〜40%延長
- 平坦度の一貫性が20〜30%改善