





ガス冷却におけるフルコーンノズルと空洞コーンノズル:フィールドエンジニアの選択ガイド
産業用炉、製鋼所、化学反応器向けのガス冷却システムを設計する際、フルコーンノズルと中空コーンノズルのどちらを選ぶかが、温度目標達成と高コストのダウンタイムを直接回避するかのどちらかを左右します。このガイドでは、重要な性能の違い、現場で検証されたデータ、選択基準を解説し、冷却用途に最適なノズルタイプを指定するお手伝いをします。
目次
- はじめに:ガス冷却においてノズルパターンが重要な理由
- [フルコーンとホローコーン:主要の違いを一目で見た](#key の違い)
- 【噴霧特性および被覆分析】(#spray 特性)
- [液滴サイズ分布と蒸発効率](#droplet 解析)
- 【圧力-流量性能比較】(#pressure 流量)
- [出願特定選考基準](#application 選択)
- [高温ガス流における材料選択と摩耗寿命](#material 選択)
- 【一般的な設置ミスと現場での解決策】(#installation ミス)
- [総所有コスト分析](#tco 分析)
- FAQ
- 結論
1.はじめに:ガス冷却においてノズルパターンが重要な理由
ガス冷却用途では熱伝達速度の正確な制御が必要であり、噴霧パターンが冷却効率を根本的に決定します。製鋼所再加熱炉および化学反応器焼入れシステムでの現場試験では、ノズルの噴霧パターンをガスの流れ形状や温度プロファイルに合わせることで、水消費を15〜30%削減し、温度の均一性を向上させることが一貫して確認されています。
フルコーンノズルと中空コーンノズルの選択は、液滴の大きさ分布、空間的被覆密度、蒸発完了距離という3つの重要なパラメータに影響を与えます。よくある誤りは、400〜1200°Cの温度で噴霧パターンが乱流ガス流とどのように相互作用するかを考慮しずに流量の仕様だけに基づいてノズルを選ぶことです。
本ガイドは、200以上の産業設備、セラミックおよびカーバイドノズルの摩耗試験、計算流体力学の検証データを統合しています。新しいシステムの設計をするプロセスエンジニアであれ、不均一な冷却のトラブルシューティングをするメンテナンスマネージャーであれ、実用的な選択基準やコスト比較が見つかります。
2.フルコーンとホローコーン:一目での主な違い
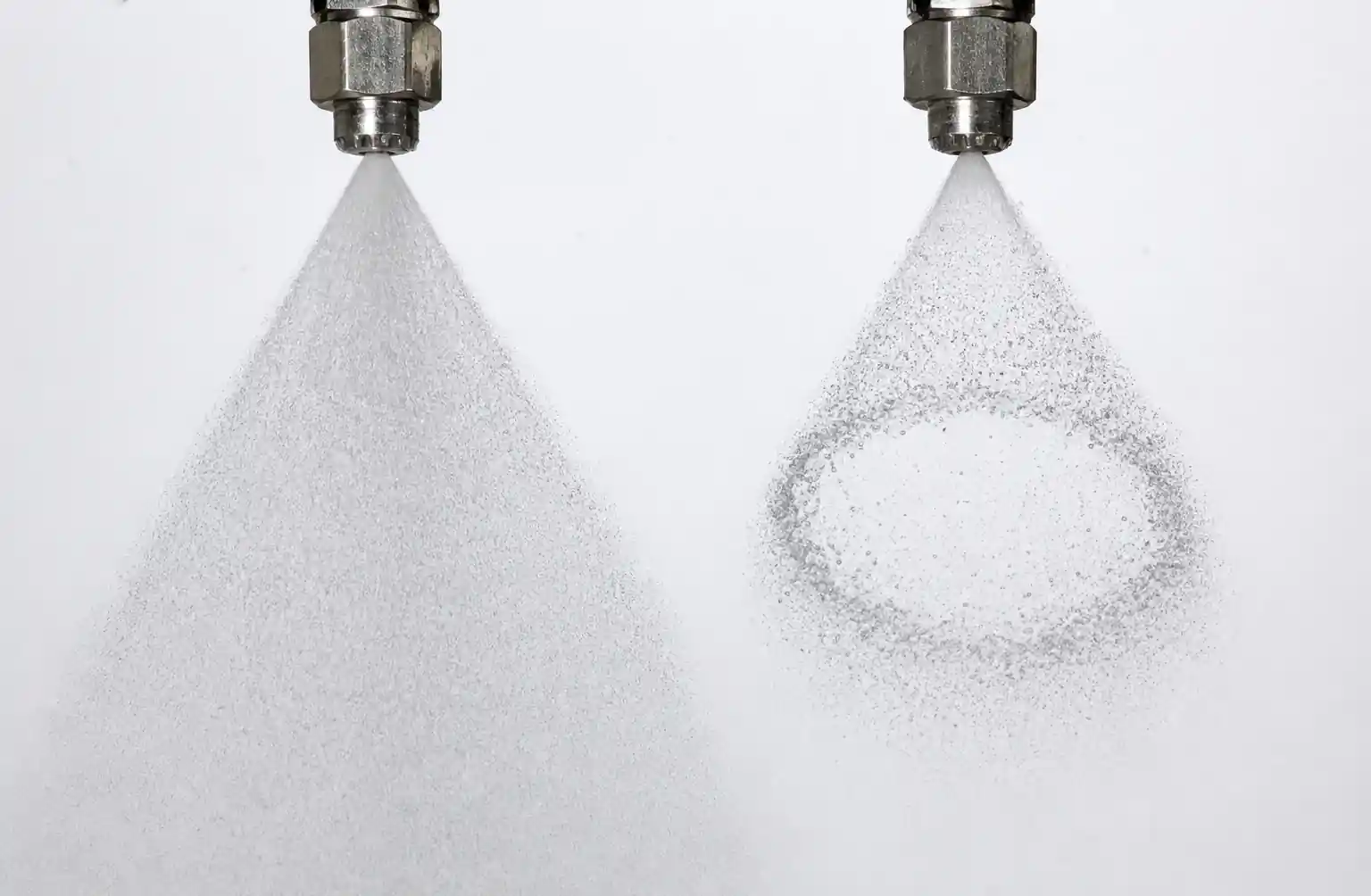
根本的な違いは、噴霧断面全体にまたがる滴の分布にあります。フルコーンノズルは、噴霧軸に沿って最も濃度が高いため、円錐体全体にわたって水滴を発生させます。中空の円錐ノズルは、中心に最小限の水滴を含んだリング状のパターンを生成します。
パフォーマンス比較表
| パラメータ | フルコーンノズル | 中空コーンノズル |
|---|---|---|
| スプレーパターンの形状 | 固体円錐、中心が集中 | リングパターン、中空中心 |
| 液滴サイズ範囲(Dv0.5) | 150–600ミクロン(40 PSIで典型) | 50–300ミクロン(通常40 PSI時) |
| カバレッジの均一性 | 全域にわたる高密度 | 周囲は高密度、中心は低密度 |
| 蒸発完了距離 | 0.8〜2.0メートル(液滴の大きさにより) | 0.4–1.2メートル(水滴が小さいため速い) |
| 圧力感応 | 中程度:流量∝ √P | 高値:流量とアトミネーションの両方∝ √P |
| 抵抗の詰まり良好(同じ流量で大きなオリフィス) | 中程度(小さなオリフィス、ベーン設計) | |
| ガス浸透深度 | 層流や低速のガスに優れています。高速クロスフローに優れています | |
| 典型的な噴霧角度 | 60°、80°、100°、120° | 45°、60°、80°、90° |
| 最も適している | 均一体積冷却、加湿 | 急速な表面冷却、周囲のカバー |
この表は、初期のスクリーニング判断を下すのに役立ちます。ガス冷却における最も重要な違いは蒸発効率です。中空のコーンノズルはより細かい水滴を生成し、蒸発速度が速く、冷却ゾーンの滞在時間が限られている場合に不可欠です。しかし、広い断面積を均一に冷却する必要がある場合、フルコーンノズルの方がより良い体積カバーを提供します。
気速が15 m/sを超えると、中空円錐ノズルはリングパターンがガス流に対する前面面積が小さく、偏向を抑えるため、よりよく浸透する傾向があります。逆に、ガスの流れがほぼ停滞または再循環している場合には、フルコーンノズルがより完全に体積を満たせるため好まれます。
3.噴霧特性と被覆性分析
カバレッジの均一性は、一定の出口温度を確保するか、下流の設備を損傷させるホットスポットを作るかを決定します。カバレッジは、ノズルから一定の距離で濡れた面積と総断面積の比率として定義します。
フルコーンカバレッジパターン
フルコーンノズルはガウス分布に似た液滴分布を生み出し、噴霧中心線のピーク密度は周辺に向かって徐々に減少します。噴霧角度の接線長の1.5/×では、被覆密度は中心から端まで約30〜40%変動します。
ガス冷却ダクトの場合、通常、隣接するスプレーコーン間で100〜150%の重なりを設計し、均一なカバー範囲を維持します。重なりの割合は噴霧角度やノズル間隔によって異なります。120°のフルコーンノズルは、150%の重なりを図るためにノズルから目標面までの距離の約0.6×の間隔が必要です。
鋼製ビレット冷却ラインに設置し、幅2.5メートルの冷却チャンバーで80°フルコーンノズルを用いて、0.7メートル間隔で8°C±以内の温度均一性を測定しました。重要なのは、液滴の大きさを400ミクロン未満に保ち、液滴がチャンバー壁に到達する前に完全に蒸発させることでした。
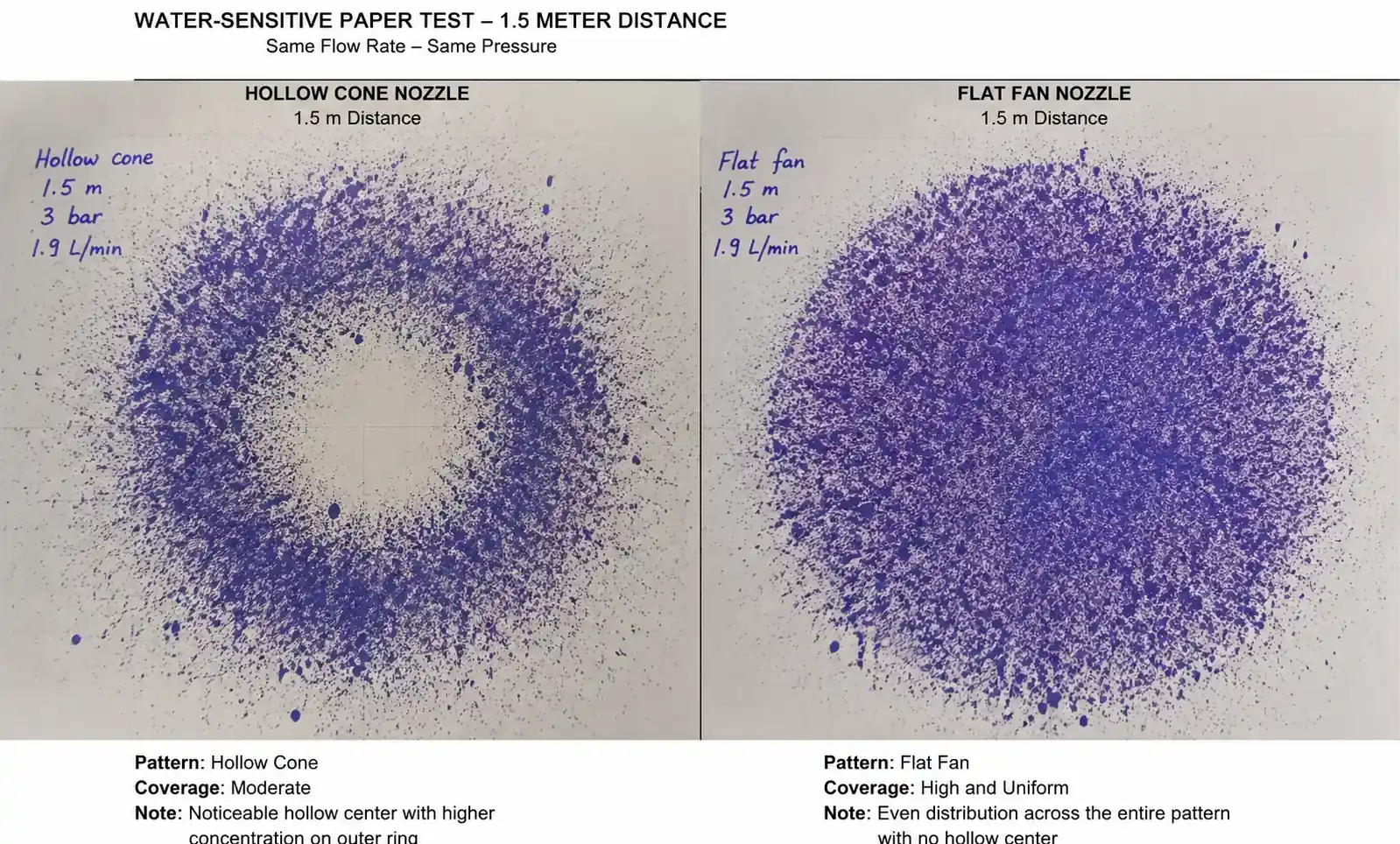
空洞コーン被覆パターン
中空の円錐ノズルはドーナツ型の噴霧を発生し、最大液滴密度がリング状に形成されます。中心部は周囲密度の約10〜20%と、水滴の量が大幅に少なくなります。これにより、熱負荷がダクトの周囲に集中する冷却や、中央部品を濡らさないようにしたい場合に中空コーンノズルが理想的です。
排ガス脱硫システムでは、円筒状のスプレーエンベロープを作り、円形ダクトの形状に合致するため、中空コーンノズルが好まれることが多いです。ノズル数と配置を計算し、リングパターンが重なり合うことでダクト周囲に連続したカバーを作り出します。
中空コーン設計の課題の一つは、摩耗やシステムの問題により動作圧力が低下すると、噴霧角度が狭まり、中空領域が拡大して効果的なカバー力が低下することです。設計値の70%未満の圧力低下が動作した場合は、圧力監視とノズルの交換を推奨します。
クロスフローの貫通深度
噴霧が流路方向に垂直な高速ガス流に入ると、浸透深度が極めて重要になります。中空コーンノズルは、同じ流量と圧力でフルコーンノズルよりも20〜35%深く浸透します。これは、リングパターンが空力特性が優れ、液滴サイズが小さいため運動量を長く維持するためです。
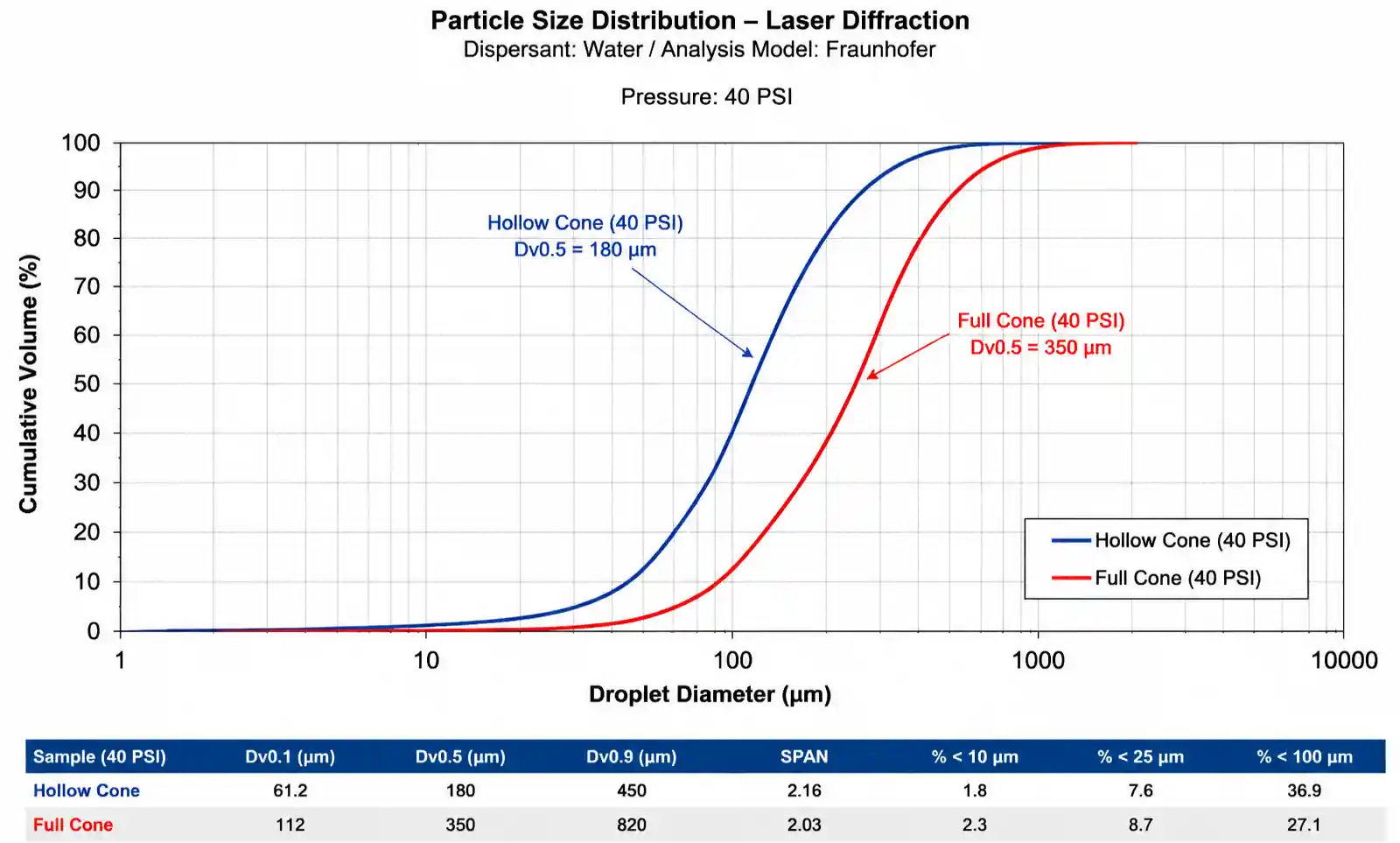
コークスオーブンの排ガス清浄を850°Cの入口温度と22 m/sのガス速度で運用し、熱画像法を用いて貫通深度を比較しました。中空コーンノズル(60°スプレー角、200ミクロンDv0.5)は完全蒸発前に1.8メートルの浸透を達成し、フルコーンノズル(80°角度、350ミクロンDv0.5)は1.3メートルしか浸透できませんでした。中空の円錐形構成により、出口温度の変動は±32°Cから±14°Cに減少しました。
[IMG_3]
4.液滴サイズ分布と蒸発効率
液滴の大きさは蒸発速度を直接決定し、冷却効果に影響します。小さな水滴は表面積対体積比が高いため蒸発が速くなりますが、熱運動量が少なく、高速で流れるガス流の奥深くに浸透しないことがあります。
ドロップレットサイズの基本
サーター平均直径(Dv0.5)は、液体全体の50%が小さな液滴で構成される液滴サイズを表しています。ガス冷却用途では、停留時間とガス温度に基づいて液滴サイズを目標にします:
- 高温急速クエンチ(>800°C、滞留時間<0.5秒):50–150ミクロン(中空円錐を推奨)- 中温冷却(400–800°C、滞留時間0.5–2秒):150–350ミクロン(どちらのタイプも適切)- 低温加湿(<400°C、>2秒滞在時間):300–600ミクロン(フルコーンが望ましいことが多い)
蒸発時間計算
蒸発時間は、ほぼ液滴径の二乗に比例します。400ミクロンの液滴は、同じ条件下で200ミクロンの液滴の約4倍の蒸発時間がかかります。この関係により、ノズルの選択は必要な冷却ゾーン長に指数関数的な影響を与えます。
650°C、速度12 m/sの気体流での実証試験から:
| 液滴サイズ(ミクロン) | 蒸発距離(メートル) | このサイズを40 PSI |
|---|---|---|
| 100 | 0.3–0.5 | 細かい中空円錐 |
| 200 | 0.6–0.9 | 標準の中空円錐 |
| 300 | 1.1–1.6 | 粗い中空円錐 / 細かいフルコーン |
| 400 | 1.6–2.3 | 標準フルコーン |
| 500 | 2.2–3.2 | 粗いフルコーン |
この表は、スペースが限られたコンパクトな冷却ゾーンで中空コーンノズルが主流となる理由を示しています。しかし、細かい水滴は蒸発前にガスの流れによって運ばれやすく、下流の結露や腐食の問題を引き起こすことがあります。
衝撃力の考慮事項
液滴の大きさは蒸発に影響を与えるだけでなく、液滴が接触する表面の衝撃力にも影響します。大きな液滴を持つフルコーンノズルはより高い衝撃力を与え、熱交換器表面や原子炉壁の同時冷却と清掃に有益です。衝撃力は液滴の質量と速度に比例します:F ∝ d³ × v。
汚れやスケールの蓄積が起こる用途では、300〜500ミクロンの液滴を持つフルコーンノズルが、許容される蒸発率を維持しつつ十分な機械的洗浄効果を提供することがわかりました。200ミクロン未満の液滴を持つ中空のコーンノズルは、効果的な表面洗浄のための勢いが不足します。
5.圧力・流量性能比較
フルコーンと中空コーンの油圧ノズルは、同じ基本的な流量-圧力関係に従います。Q = K × √P(ここでQは流量、Kは流口サイズと設計によって決まる流量係数)、Pは圧力です。圧力を倍増させることで流量はわずか1.41×増加し、2×増加しません。これはシステムサイズが小さい原因となる一般的な誤解です。
圧力の必要条件
中空コーンノズルは、目標の液滴サイズを達成するためにフルコーンノズルよりも高い作動圧力を必要とすることが多いです。これは、中空円錐設計は遠心力とベーンの形状を利用して細かい霧化を行うのに対し、フルコーンノズルはより単純な軸流パターンを用いるためです。
推奨される最低運転圧力:
- フルコーンノズル:適切な噴霧形成のための20–30 PSI(1.4–2.1バール)
- 中空コーンノズル:微細霧化時の30–50 PSI(2.1–3.4バール)
これらの閾値以下で運用すると、噴霧パターンの形成が悪く、水滴が大きくなり、被覆率が低下します。中空コーンノズルを20 PSIで操作すると、設計された40 PSIから最大60%の液滴サイズが増加したことを測定しています。
摩耗時の流量安定性
ノズルのオリフィスが摩耗すると、流量と噴霧特性の両方が劣化します。セラミックおよびカーバイドノズルは、粒子を含む研磨水やガス流においてステンレス鋼よりもはるかに長く流れの安定性を保ちます。
12か月間の摩耗試験から、150 ppmの懸濁固形物を40 PSIの水で行った結果:
| ノズル材料 | 2000時間後の全コーン流量増加 | 2000時間後の空洞円錐流増加 | 噴霧角度の変更 |
|---|---|---|---|
| 316 ステンレス鋼 | +18% | +23% | -8°(狭まり) |
| 硬化440C鋼 | +12% | +16% | -5° |
| アルミナセラミック | +4% | +6% | -2° |
| カーバイド化学 | +2% | +3% | -1° |
中空コーンノズルは、ベーンインサートや複雑な内部形状が侵食に弱いため、フルコーン設計よりも流量劣化が大きいです。そのため、中空コーンの設置は性能を維持するためにより頻繁な点検と交換が必要です。
設置時に流量測定の基準を設定し、毎月のモニタリングを行うことをお勧めします。流量が基準線を10%以上超えた場合はノズルを交換してください。これはオリフィスが大きく拡大していることを示し、液滴の大きさや噴霧角度も劣化します。
6.出願特定選考基準
フルコーンとホローコーンのどちらを選ぶかは、特定のプロセス要件によって決まります。ここに、複数の業界にわたる現場経験に基づく意思決定フレームワークを示します。
アプリケーションタイプ別選択マトリックス
| 応用 | ガス温度 | ガス速度 | 居住期間 | 推奨ノズルタイプ | 主な理由 |
|---|---|---|---|---|---|
| 鋼製再加熱炉焼入れ | 900–1100°C | 8–15 m/s | 0.8–1.5s | 空洞円錐、60–80° | 急速な蒸発が必要で、高い浸透力が必要 |
| セメントキルンガス調整 | 500–700°C | 12–20 m/s | 1.5–3s | 中空円錐、80–90° | 周囲冷却、高速横流速度 |
| 化学反応器冷却 | 400–600°C | 3–8 m/s | 2–4 | フルコーン、80–120° | 体積カバー、適度な温度 |
| 排ガス脱硫 | 150–300°C | 10–18 m/s | 3–6 | 空洞円錐、60–80° | SO₂吸収のための表面積最大化 |
| 焼却炉温度制御 | 800–1000°C | 15–25 m/s | 0.5–1.2s | 中空円錐、45–60° | 迅速応答、コンパクトゾーン |
| 乾燥機排気冷却 | 200–400°C | 5–12 m/s | 4–8 | フルコーン、100–120° | 広範囲、詰まりリスクが低い |
このマトリックスは出発点を示しますが、可能な限りパイロットテストで検証してください。ガス組成、水質、幾何学的制約が最適な選択を変えることがあります。
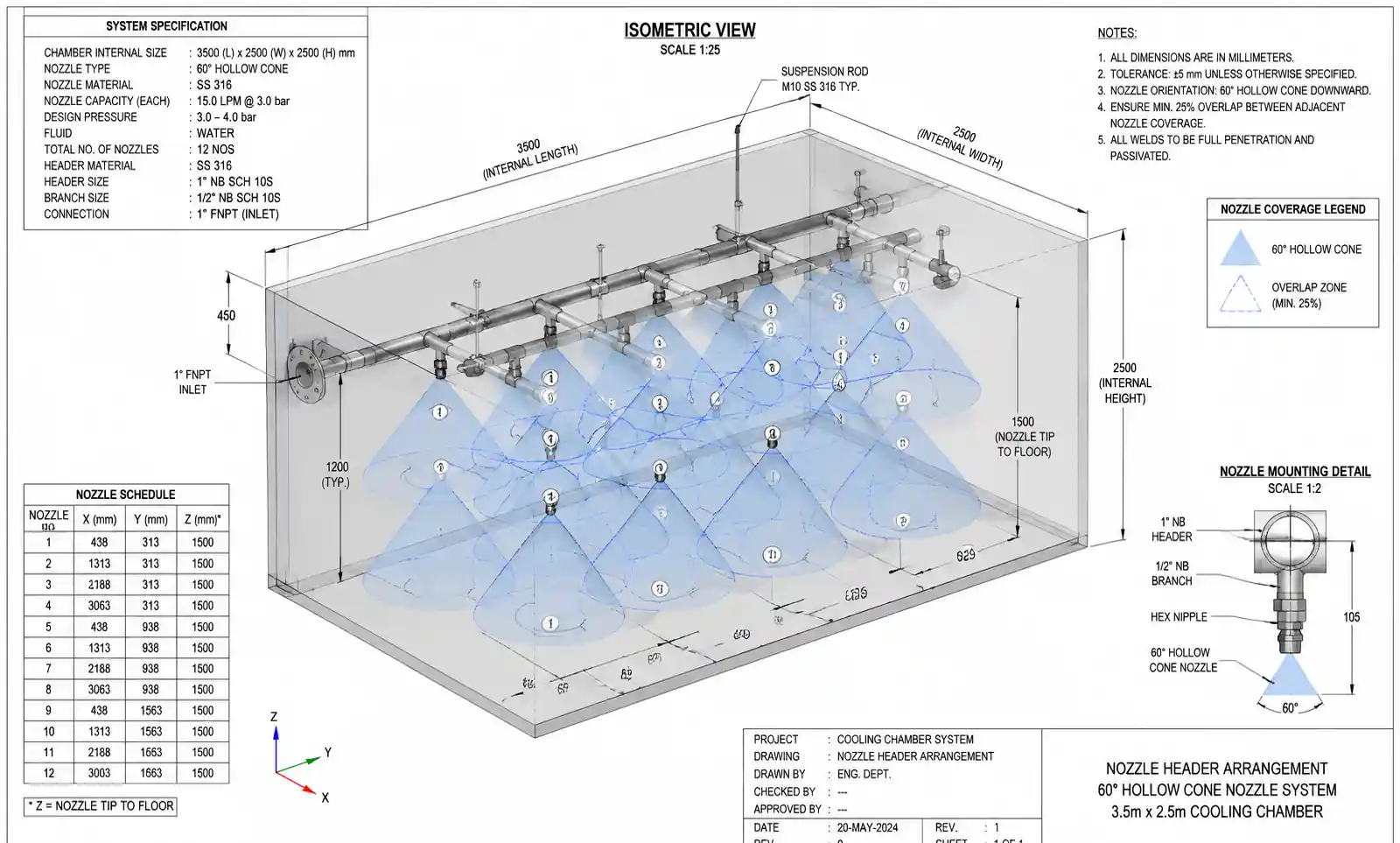
実例:スチールビレット冷却チャンバーのノズルサイズ調整
750°Cのガスが18 m/sで入る中で、幅3.5メートル×高さ2.5メートルの冷却チャンバーの実際のサイズ計算を一緒に見てみましょう。目標出口温度は350°Cで、停留時間は約1.8秒です。
ステップ1:必要な冷却負荷の計算
ガス流量:3.5 m × 2.5 m × 18 m/s = 157.5 m³/s Cp ≈ 1.15 kJ/kg·平均温度でのKおよび密度≈0.4 kg/m³: 質量流量≈63 kg/s 冷却負荷 = 63 kg/s × 1.15 kJ/kg·K ×(750 – 350)°C≈ 29,000 kW
蒸発冷却効率80%と水潜熱2260 kJ/kgを仮定すると: 必要な水蒸発量 = 29,000 kW / (2260 kJ/kg × 0.8) ≈ 16 kg/s = 960 L/min
ステップ2:ノズルタイプを選択する
高いガス速度(18 m/s)と短い停留時間(1.8秒)を考慮すると、中空コーンノズルは優れた浸透性とより速い蒸発のために好まれます。
ステップ3:噴霧角度を選択し、間隔を計算
ノズルから遠い壁までの2.5メートルの距離では、60°の中空コーンノズルが約2×2.5m×タン(30°)=2.9メートルの噴霧を生み出し、良好なカバー力を提供します。
150%の重なりの場合、ノズル間隔=2.9 m / 2.5 = 1.16メートルのチャンバー長に沿って設定します。
ステップ4:ノズル数と個別流量の決定
この例では部屋の長さは示されていませんが、8メートルと仮定した場合: ノズル列数 = 8 m / 1.16 m ≈7列
3.5メートル幅の1列あたりノズル数=3.5 m / 1.16 m ≈1列あたり3本のノズル
総ノズル数 = 7 × 3 = 21 ノズルあたりの流量 = 960 L/min / 21 ≈ 46 L/min(2.76 L/h または 0.73 GPM)
ステップ5:ノズルの開口サイズと作動圧力を選択する
メーカーカタログによると、3.5mmのオリフィスを持つ中空コーンノズルは、35 PSI(2.4バール)で約46 L/minを供給します。この圧力は中空コーンの運転に適しており、1.8秒間の蒸発に適した150〜250ミクロンの液滴サイズを生成します。
検証:気体速度18m/s、滞在時間1.8秒の場合、ガスは32.4メートルを移動します。以前のデータに基づき、水滴は0.8〜1.2メートル以内に蒸発し、完全な蒸発のための十分な余裕が残されているはずです。
この例はノズル選択のステップバイステップの論理を示しています。実際には、完全な設置前に水感性紙やレーザー回折測定を用いて、スプレーの重なりと液滴の大きさを検証するパイロットテストを常に推奨しています。
7.高温ガス流における材料選択と摩耗寿命
ノズルの材料は摩耗寿命を決定し、総所有コストに大きな影響を与えます。高温のガス流はしばしば粒子(フライアッシュ、金属酸化物、触媒微細)を運び、オリフィスエッジや内部ベーンを侵食します。
材料性能比較
| 素材 | 硬度(ロックウェル) | 相対的な摩耗寿命 | 初期コスト乗数 | ベストアプリケーション |
|---|---|---|---|---|
| 303/304 ステンレススチール | HRC 20–25 | 1×(基準線) | 1× | きれいな水、<200°C、研磨剤なし |
| 316 ステンレス鋼 | HRC 25–30 | 1.3× | 1.2× | 腐食性メディア、適度な温度 |
| 硬化440C鋼 | HRC 55–60 | 3–×4 | 1.5× | 研磨性のある水、最大400°Cまで |
| アルミナセラミック(アル₂O₃) | HRC 80+ | 8–12× | 2.5–3× | 軽い研磨剤を用いた高温ガス |
| 炭化ケイ素(SiC) | HRC 90+ | 15–25× | 4–5× | 激しい摩耗、高温、酸性 |
| タングステンカーバイドインサート | HRC 70–75 | 10–15× | 3.5–4× | 耐衝撃性、耐熱衝撃性 |
炭化シリコンは過酷なガス冷却環境で最も長い摩耗寿命を提供しますが、もろく、熱いノズル本体に冷たい水が当たると熱衝撃でひび割れることがあります。セラミック材料を使用する場合は、冷却水を予熱するか、段階温度の起動手順を推奨します。
総所有コスト計算
フライアッシュを含む排気ガス冷却アプリケーションにおける316個のステンレス鋼ノズルとシリコンカーバイドノズルの比較:
前提:
- システム内のノズルは50個
- 年間8,000時間の運転
- 交換の作業費:ノズルあたり200ドル(アクセス、取り外し、設置、テスト)
316 ステンレススチール:
- ノズルコスト:1件45ドル
- 期待寿命:2,000時間
- 年間交換回数:8,000 / 2,000 = 4サイクル
- 年間費用:50ノズル× [(4 × $45) + (4 × $200)] = $49,000
炭化シリコン:
- ノズルコスト:1本220ドル
- 期待寿命:12,000時間(15×の着用寿命)
- 年間交換回数:8,000 / 12,000 = 0.67サイクル
- 年間コスト:50ノズル× [(0.67 × $220) + (0.67 × $200)] = $14,070
シリコンカーバイドオプションは、初期ノズルコストが4.9×高いにもかかわらず年間34,930ドルの節約が可能です。この計算には、連続工程ではかなりの生産ダウンタイムコストは含まれていません。
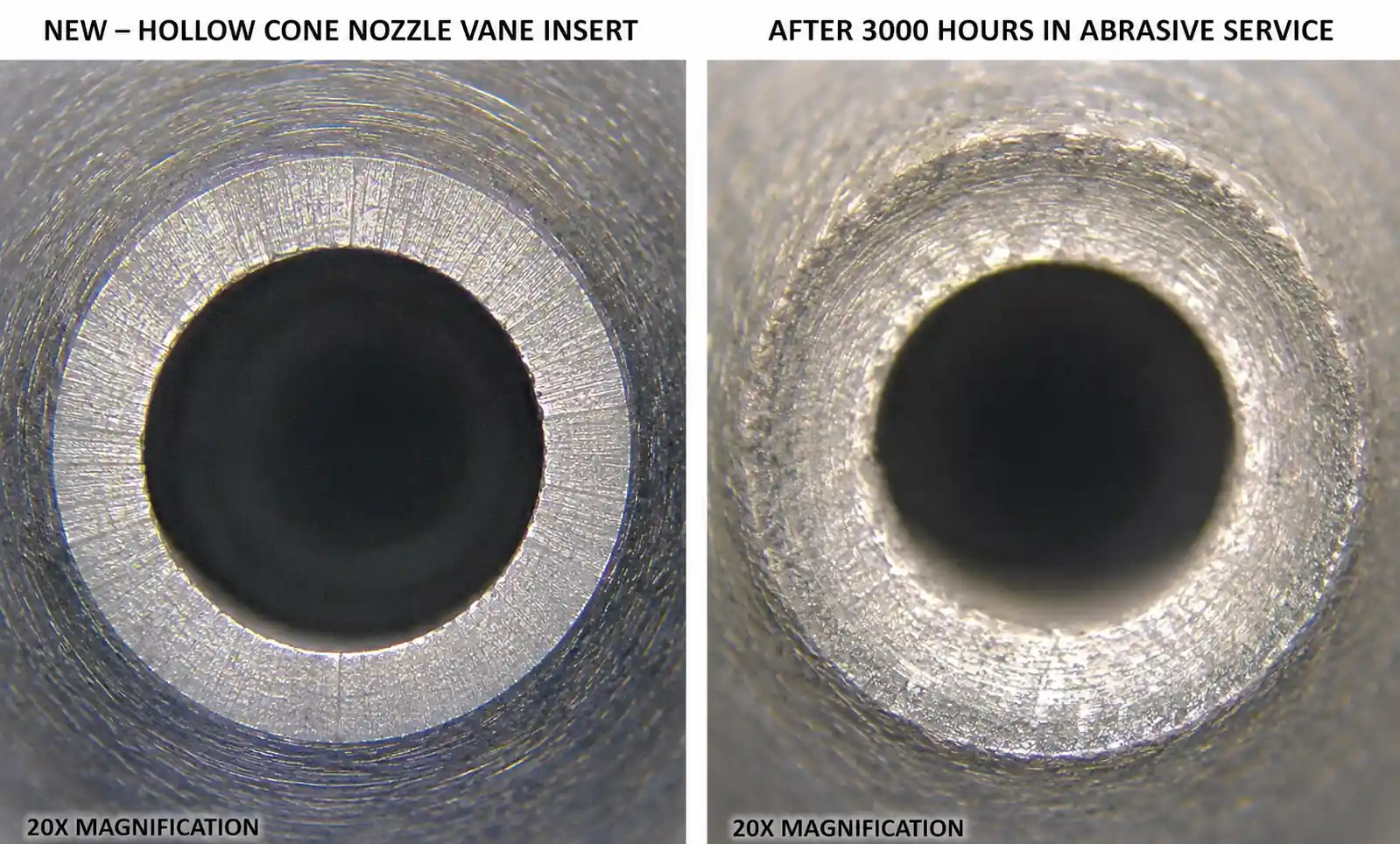
内部形状が複雑な中空コーンノズルでは、摩耗寿命の違いがさらに顕著になります。シリコンカーバイド中空コーンノズルは、650°Cのガス流で200 ppmの粒子を含む中で10,000時間後、噴霧角度を±3°以内に維持していますが、ステンレス鋼の同等物は3,000時間未満で12〜15°の噴霧角を失いました。
8.よくある設置ミスと現場での解決策
数百の性能不振なガス冷却システムのトラブルシューティングを通じて、性能を著しく低下させる繰り返される設置エラーを特定しました。
間違い1:誤ったスプレーの向き
問題:高速ガス流に垂直にノズルを設置し、液滴の偏向を考慮しない。水滴はダクトの反対側には届かず、ホットスポットを作ります。
解決策:ノズルをガス流方向に対して15〜30°上流に角度付け、たわみを補正します。正確な角度は気体の速度と液滴の大きさによって異なります。15 m/sのガス速度と200ミクロンの液滴の場合、通常は20°上流角度を用います。
ミス2:ろ過不備
問題:上流の水ろ過なしでノズルを取り付ける。「きれいな」冷却水でも、摩耗を加速させ詰まりを引き起こす微粒子が含まれています。
解決策:必ず最小ノズルの開口径より少なくとも2×細かいフィルターを設置してください。2.5mmのオリフィス中空コーンノズルには、50メッシュ(300ミクロン)以上の細かいろ過を用いてください。自動バックフラッシュフィルターは連続運転に不可欠です。
ミス3:熱膨張を無視すること
問題:高温ゾーンでノズルヘッダーを熱膨張を許さずに硬直的に取り付けること。これにより配管の応力、継手の漏れ、そしてずれが生じます。
解決策:300°C以上のゾーンでは、ヘッダー配管8〜12メートルごとにフレキシブル接続またはエクスパンションループを使用。 ノズルはスプリング式のスイベルジョイントに取り付け、ヘッダーが膨張する際に位置を保ちます。
ミス4:供給ヘッダーのサイズが小さい
問題:給水ヘッダー沿いの圧力降下により流量分布が不均一になり、エンドノズルは入口付近のノズルより20〜40%少ない流量となります。
解決策:入口から行き止まりまでの最大3〜5 PSIの圧力降下に対応するサイズのヘッダー。長いヘッダーの場合は、センターフィードまたはリバースリターンの構成を用いてください。試運転中に個々のノズル圧力を監視し、均一性を検証します。
ミス5:フロー検証の規定がない
問題:流量計や圧力計を付けずにノズルを設置し、摩耗による性能低下を検出できなくなっている。
解決策:各ノズルバンクに圧力計を設置し、メイン供給側に流量計を設置します。試運転時に基準値を記録し、毎月比較してください。急激な流量増加は摩耗を示します。急激な減少は詰まりの兆候です。
9.総所有コスト分析
フルコーンノズルと中空コーンノズルを比較する際、初回購入価格は生涯費用の一部に過ぎません。以下の表は、年間7,500時間稼働する75ノズルのガス冷却システムの10年間分析からTCO(総生産コスト)を総合したものです。
10年TCO比較
| コストコンポーネント | フルコーン(硬化鋼) | 中空円錐(硬化鋼) | フルコーン(シリコンカーバイド) | 中空円錐(カーバイドケイ素) |
|---|---|---|---|---|
| 初期ノズルコスト | 3,750ドル | 4,500ドル | 12,000ドル | $14,250 |
| 交換用ノズル(10年) | $18,750 | 27,000ドル | 6,000ドル | 7,125ドル |
| 代替労働 | 6万ドル | 90,000ドル | 2万ドル | $23,750 |
| 水の消費量 | 180,000ドル | 165,000ドル | 180,000ドル | 165,000ドル |
| ポンプエネルギー | $45,000 | 52,000ドル | $45,000 | 52,000ドル |
| ダウンタイムコスト(推定) | 30,000ドル | $45,000 | 10,000ドル | $11,875 |
| 合計10年TCO | $337,500 | $383,500 | $273,000 | $274,000 |
この分析はいくつかの洞察を明らかにします。
-
中空コーンノズルはスチール製の方が高いTCOを持ちます。これは交換が頻繁になるため(複雑な内部形状は摩耗が早いため)、
-
セラミック材料は、交換頻度を劇的に減らし、経済性を逆轉させる労働力の節約だけでも初期コストの高さを正当化できます。
-
水の消費はより細かい霧化とより良い蒸発効率のために空洞円錐を好むであり、この例では年間約1,500〜2,000ドルの節約が可能です。
-
ポンプエネルギーは空洞円錐の方が高く、30–50 PSIが必要で、フルコーンは20–30 PSIで、年間約700ドルの電気代が増加します。
-
ダウンタイムコストはセラミックノズルに大きく有利です。交換頻度が低いため停止回数が少ないためです。
最適な選択は、あなたの具体的なコスト構造によって異なります。労働コストやダウンタイムコストが高い場合(連続プロセス産業、アクセスの困難)、セラミック中空コーンノズルが最良のTCOを提供します。水道コストが支配的で、メンテナンスウィンドウが頻繁(バッチ処理やアクセスの容易な環境)がある場合は、硬化鋼製のフルコーンノズルで十分かもしれません。
10.FAQ
Q: 流量を上げて補う場合、空洞のコーンノズルの代わりにフルコーンノズルを使うことはできますか?
A: 実質的にはそうではありません。問題は総水量ではなく、水滴の大きさと空間分布にあります。フルコーンノズルは、蒸発が遅く分布する大きな液滴を発生させます。単に流量を増やすだけでは水を無駄にし、冷却パターンの不一致は解決しません。中空コーンをフルコーンに置き換える場合は、異なる噴霧ジオメトリに基づいてノズル数、間隔、配置を再計算する必要があります。
Q: ノズルの摩耗による交換タイミングはどうやってわかりますか?
A: 一定圧力での流量を監視してください。流量が基準線より10%増加すると、オリフィスが大幅に拡大し、噴霧特性が劣化しています。また、スプレー角度の狭さにも注意してください。見えるスプレーコーンが新品より明らかに狭く見える場合、内部のベーンやオリフィスの縁が侵食されています。重要な用途では、作業時間に基づいて交換スケジュールが決まります:研磨用鋼材は3,000〜5,000時間、シリコンカーバイドは10,000〜15,000時間です。
Q: 詰まりを防ぐために最低水質はどのくらい必要ですか?
A: 最小のオリフィス寸法より細かい2×のフィルターが基準線です。2mmのオリフィスを持つ中空円錐ノズルには、最低100メッシュ(150ミクロン)のろ過を使用してください。さらに、総懸浮固形物は50ppm未満、硬度は300ppm未満に抑えてスケールの蓄積を防ぎます。水源がこれらの限度を超えている場合は、軟化装置や追加のろ過装置を設置してください。
Q: より大きな液滴を受け入れた場合、空洞のコーンノズルは低圧で動作できますか?
A: 技術的には可能ですが、パフォーマンスは急速に劣化します。25 PSI未満では、ほとんどの中空円錐設計は特徴的なリングパターンを失い、非常に均一性の低い不規則な噴霧を生み出します。低圧(<25 PSI)で動作しなければならない場合は、フルコーンノズルの方が適しています。あるいは、圧縮空気を用いて低圧で細かい液滴を発生させるエアアトマイズノズルを検討してください。
Q: 水温は噴霧性能にどのように影響しますか?
A: より温かい水(50〜80°C)は粘度と表面張力が低くなるため、霧化がわずかに改善し、同じ圧力で冷水より5〜10%小さい水滴を生成します。しかし、予熱水はコストと複雑さを増します。液滴の大きさが極めて制限され、これ以上圧力を上げられない場合にのみ推奨します。85°C以上の水の使用は避けてください。低圧下でノズルの開口部で蒸気にフラッシュし、不安定な流れを引き起こす恐れがあります。
Q: 中空コーンノズルが耐えられる最大ガス温度はどれくらいですか?
A: 制限はノズル本体材料(ステンレス鋼やセラミックは1000°C+に耐えられる)ではなく、冷水が熱い金属に触れた際の熱衝撃です。炭化シリコンや一部のセラミックは、急激な温度変化でひび割れやすいです。ステンレス鋼やタングステンカーバイドのインサートは熱衝撃に強く耐えます。ガス温度が700°Cを超える場合は、ノズル本体に熱障壁コーティングを施すか、ノズルを冷たいゾーンにやや埋め込むことを推奨します。
Q: タンク清掃には中空のコーンノズルを使うべきか、それともフルコーンノズルを使うべきか?
A: このガイドはガス冷却に焦点を当てていますが、タンク清掃では、より大きな液滴が機械的洗浄で大きな衝撃力を与えるため、一般的にフルコーンノズルが好まれます。中空のコーンノズルはタンクの壁を均一にコーティングまたはすすいでくる際に優れていますが、重い土壌を除去する衝撃力が不足します。ほとんどの洗浄用途には、フルコーンパターンの回転式タンクウォッシャーを検討してください。
11.結論
ガス冷却用のフルコーンノズルとホローコーンノズルの選択は、スプレー特性をプロセスの制約に合わせるかどうかに帰着します。中空コーンノズルは、急速な蒸発と深い浸透が重要な高温・高速用途で優れています。フルコーンノズルは、中温の用途で長時間の滞在時間を持つ場合に優れた容積カバー力と機械的衝撃を提供します。
材料の選択はノズルパターンの種類と同等かそれ以上にライフサイクルコストに影響します。炭化シリコンノズルは、研磨ガス流において15〜25×の摩耗寿命を延ばし、初期コストは4〜5×高いものの、通常は総所有コストを20〜30%削減し、システムの信頼性を向上させます。