





高粘度のコーティングが噴霧しない?高流量ノズル選択における重要な考慮点
- 目次
- 1.はじめに:なぜ高粘度コーティングが標準ノズルに挑戦するのか
- 2.高粘度応用における流れダイナミクスの理解
- 2.1 レイノルズ数と層流体制
- 2.2 圧力-フロー関係の逸脱
- 2.3 原子化エネルギーの要件
- 3.高粘度流体の臨界ノズルパラメータ
- 3.1 オーリフィス直径(最も重要)
- 3.2 スプレーアングル
- 3.3 流量容量
- 3.4 内部流路通路設計
- 3.5 接続タイプとフィードパス
- 4.高流量ノズルタイプ:性能比較
- 4.1 油圧式フラットファンノズル
- 4.2 エアアシスト式エアレスノズル
- 4.3 フルコーンおよび中空コーンノズル
- 4.4 パフォーマンス概要表
- 5.オリフィスのサイズと圧力要件
- 5.1 最小開口サイズの計算
- 5.2 プレッシャー選択のトレードオフ
- 5.3 「ダブルプレッシャー」罠の回避
- 6.高粘度研磨コーティングの材料選択
- 6.1 摩耗率比較
- 6.2 脆性故障リスク
- 7.よくある設置および運用上のミス
- 7.1 アンダーサイズフィードマニホールド
- 7.2 粘度に対する温度影響の無視
- 7.3 粘性コーティングのための水性フローチャートの使用
- 8.ステップバイステップの選考プロセス
- ステップ1:要件を定義する
- ステップ2:最小開口径の計算
- ステップ3:ノズルタイプを選択する
- ステップ4:営業時間に基づいて素材を選択する
- ステップ5:圧力と流量容量の確認
- ステップ6:設計マニホールドと間隔
- 9.FAQ
- Q: コーティングがスプレーしない場合は圧力を上げてもいいですか?
- Q: エアアシストレスエアレスは運用コストにどれくらい影響しますか?
- Q: なぜ水でテストするとスプレーパターンが良く見えるのに、実際のコーティングではひどいのですか?
- Q: ノズルはどのくらいの頻度で交換すべきですか?
- Q: 同じノズルを複数のコーティング配合に使ってもいいですか?
- Q: 詰まった高流量ノズルを掃除する最良の方法は何でしょうか?
- 10.結論と次の行動
- 次の行動
目次
- はじめに:高粘度コーティングが標準ノズルに挑戦する理由
- 高粘度応用における流れダイナミクスの理解
- 高粘度流体の臨界ノズルパラメータ
- 高流量ノズルタイプ:性能比較
- オリフィスサイズと圧力要件
- 高粘度研磨コーティングの材料選択
- よくある設置および運用上のミス
- 段階的な選考プロセス
- FAQ
- 結論と次の行動
1.はじめに:なぜ高粘度コーティングが標準ノズルに挑戦するのか
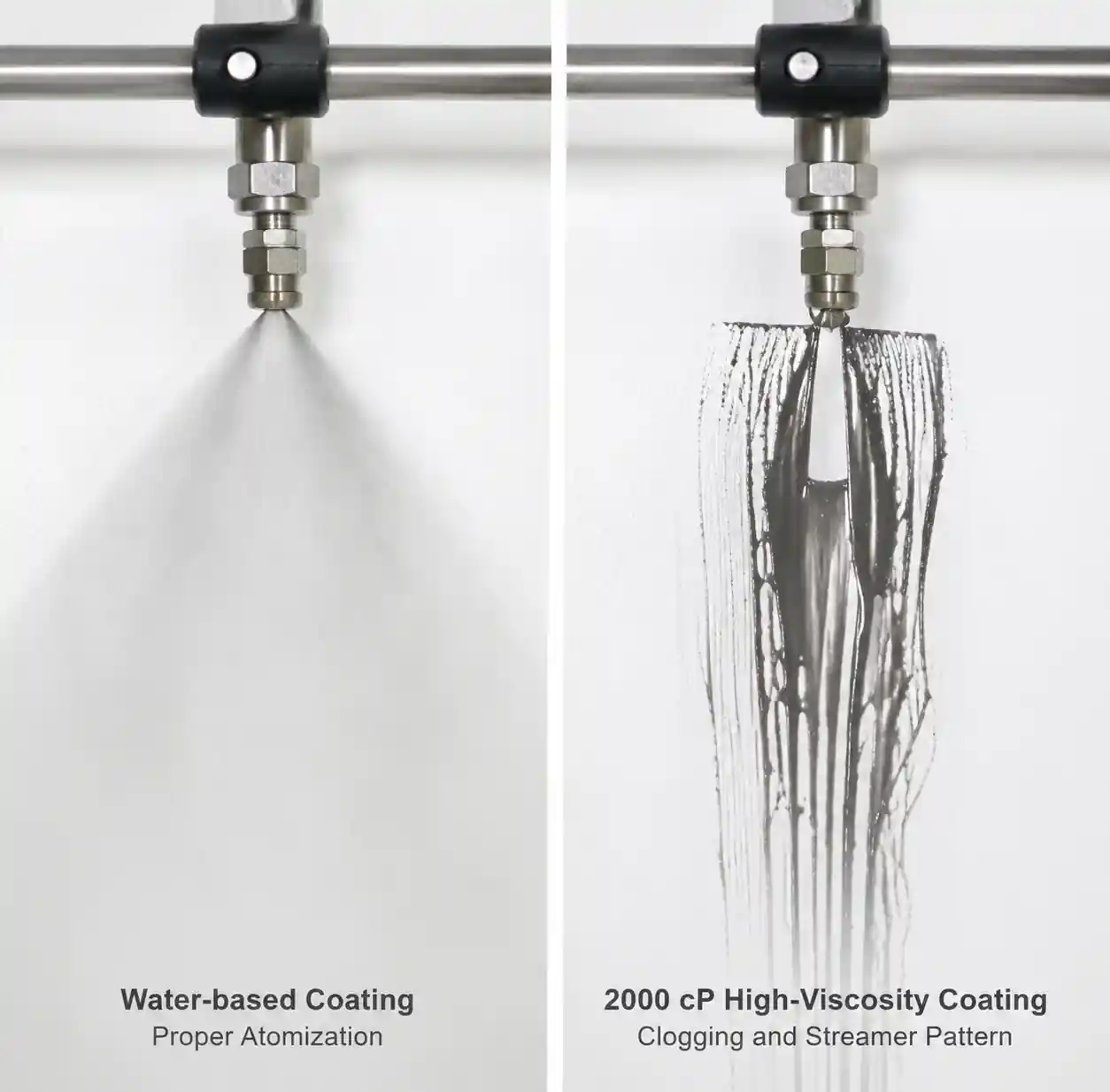
もしコーティングの失敗で、材料が噴霧しなかったり、供給ラインに逆流したり、カバーパターンが不安定になったりしたことがあるなら、粘度範囲のノズル選択が不十分である可能性が高いです。高粘度コーティングは、通常500 cP(センチポイズ)以上、特に2,000 cPを超えるもので、水性や低粘度流体とは根本的に異なるノズル設計を必要とします。
自動車コーティングライン、産業用ロールコーティングシステム、保護コーティング作業の現場作業では、常に3つの故障モードが確認されます:目標圧力での完全な流れ詰まり(流体が霧化しない)、深刻なパターン歪み(均一なファンではなく楕円形または筋状)、そして狭いオリフィスを強制することでの早期ノズル摩耗です。各故障は生産時間の損失、無駄な資材、そして中規模の作業で通常2,000ドルから8,000ドルを超える再作業コストを意味します。
このガイドは、流体力学の原理に基づく工学レベルの選定基準、複数ノズル構成からの性能比較データ、オリフィスサイズ決定の経済的分析を提供します。粘度と望ましい流量から最小オリフィス径を計算する方法、特定のコーティングに合ったエアアシストと油圧アトマイーションの比較、仕様を超えてオリフィスを拡大しない耐摩耗性材料の選択、そして有効流量容量を30〜50%減少させる3つの最も一般的な設置ミスを避ける方法を学びます。
達成できること:この記事の終わりまでに、最大5,000 cPまで確実にスプレーコーティングし、スプレー幅全体でパターンの均一性を±10%以内に保ち、研磨または充填コーティングの配合で予測可能な使用寿命を提供するノズルを指定する繰り返し可能な方法が手に入ります。
2.高粘度応用における流れダイナミクスの理解
2.1 レイノルズ数と層流体制
標準的な油圧スプレーノズルは、オリフィス内で乱流(レイノルズ番号 Re > 4,000)を前提とし、これが液滴に分解するために必要な不安定性を生み出します。高粘度流体では、レイノルズ数が劇的に減少します。
Re = (ρ × v × D) / μ
ここで:
- ρ = 流体密度(kg/m³)
- v = 開口部を通る速度(m/s)
- D = オリフィス直径(m)
- μ = 動粘度(Pa·s)
粘度2,000 cP(2.0 Pa·s)、密度1,200 kg/m³のコーティングが1.5 mmのオリフィスを通って3 m/sで流れると、Re ≈ 2,700となり、層状領域にしっかりと位置します。層流は霧化した噴霧ではなく、一貫した液体流を生み出します。この粘度でRe > 4,000に達するには、より高い速度(非現実的な圧力を必要とする、しばしば150バール/2,175 psiを超える)か、より大きなオリフィス径が必要で、これにより液滴サイズが増え、コーティング品質が損なわれる可能性があります。
2.2 圧力-フロー関係の逸脱
標準的なノズル式Q = K√Pは、粘度の影響が無視できるニュートン流体を仮定しています。高粘度コーティングの場合、実際の流量は予測値より15〜40%逸脱します。理由は以下の通りです:
- 粘性抵抗が支配的開口入口および狭窄静脈領域の圧力低下
- 非ニュートン的挙動(せん断薄化またはチキソトロピック)とは、開口部を通るせん断速度を伴う効果的な粘性変化を意味する
- 塗り詰め塗り(顔料、充填剤)における壁滑りは、流れを部分的に回復する潤滑層を形成します
エポキシコーティング(1,500〜3,000 cP)を用いた圧力流試験では、同じ圧力で水で校正されたK値と比較して25〜35%の流量減少を測定しました。つまり、水用に開発されたメーカーのフローチャートは粘度補正係数を提供しない限り、信頼性を信頼して使うことはできません。ほとんどのフローチャートは含まれていません。
2.3 原子化エネルギーの要件
許容される液滴サイズ(コーティング用途では通常50〜200ミクロン)を得るには、新たな液体表面積を作るために表面エネルギーが必要です。粘性流体の場合、このエネルギーは以下のものから得られます:
- 油圧圧力エネルギーをオリフィス出口で運動エネルギーに変換
- エアシアストまたはエアレスエアアシストノズルにおけるエアせん断エネルギー
- ロータリーアトマイザーにおける機械的エネルギー(ここでは扱いません)
必要なエネルギーは表面張力や粘度によってスケールします。2,000 cPのコーティングは×同じ液滴サイズの分布を得るために約4〜6多くの原子化エネルギーを必要とします。このため、高粘度コーティングは流量だけでは必要ない場合でも、専門的なノズル設計や空気補助が必要なことが多いのです。
3.高粘度流体の臨界ノズルパラメータ
高粘度コーティング用のノズルを選ぶ際、性能を左右する5つのパラメータが支配的です。
3.1 オーリフィス直径(最も重要)
実用的な最小オリフィス直径は粘度と許容圧力によって決まります:
D_min ≈ 0.15 × (μ / ρ)^0.3
この経験的関係(コーティング業界の慣行に基づく)は、2,000 cPのコーティングにおいて、過剰な圧力要求を避けるためにオリフィス径は少なくとも1.8〜2.0 mmであるべきであることを示唆しています。より小さくすると100バール(1,450 psi)を超えてしまい、標準的なコーティングポンプの対応を超え、ホース接続の安全性に懸念が生じます。
3.2 スプレーアングル
高粘度流体は同じノズル形状で水よりも狭い噴霧角を生み出します。「水付き80°」と定格されたノズルは、通常2,000 cPのコーティングで55〜65°の回転を供給します。この角度削減は次のことを意味します:
- ノズル通過あたりのカバー幅の縮小
- ノズル間隔の縮小(通常20〜30%近い)
- 間隔を調整しない場合のストリークパターンの可能性
ロールコーティングやフラットパネル用途では、通常65〜80°の定格角を水に対して指定しますが、高粘度コーティングでは有効角度が50〜65°となります。ただし、適切な重なり合いで均一な被覆に十分な量です。
3.3 流量容量
コーティング用の高流量ノズルは通常、作動圧力下で2〜20 L/min(0.5〜5.3 GPM)の範囲です。流量の選択は以下に依存します:
- ウェブ速度または基質移動率(m/min)
- ターゲットコーティング厚さ(湿潤フィルムの厚さ(ミクロン単位)
- ノズルあたりのカバレッジ幅
- マニホールド内のノズル数
よくある誤りは、全体のシステム容量だけで流量を選び、個々のノズル速度が粘性コーティングを霧化するには低すぎると気づくことです。各ノズルは粘度に見合った速度で動作し、通常1,000〜3,000 cPのコーティングで8〜15 m/sの出力速度を要求します。
3.4 内部流路通路設計
高流量ノズルは主に3つの内部形状を用います。
- 直径オリフィス: 最もシンプルでコストが低く、粘性流体に対して最も高い圧力要求と最も低い霧化品質
- ベンチュリまたは収束通路: 圧力要求を20〜30%削減し、流れの安定性を向上させる。ほとんどの高粘度用途で標準的な選択肢です
- 乱流チャンバー設計: プレスワールチャンバーは回転エネルギーを生み出し、原子化が良好ですが、粘度の変化により敏感です
1,500 cPを超えるコーティングには、ベンチュリまたは乱流チャンバー設計を強く推奨します。追加コスト(通常1ノズルあたり15〜40ドル)は、ポンプサイズの削減とエネルギー消費で回収されます。
3.5 接続タイプとフィードパス
しばしば見落とされがちですが、供給ラインからノズルへの接続が追加の流れ抵抗を生み出します。高粘度流体の場合:
- フルポート接続(直径短縮なし)
- 肘の数や方向転換を最小限に抑える
- 大きな入口通路を持つノズル(最小直径1.5×のオリフィス)を指定すること
- ねじ切り側接続ではなく背面からノズルを供給するマニホールドブロック設計を考える
私たちは、実際には1/8インチNPTアダプターの上流で50〜70%の流量制限があった「ノズル問題」をいくつか診断しました。
4.高流量ノズルタイプ:性能比較
4.1 油圧式フラットファンノズル
| パラメータ | 高粘度での性能 |
|---|---|
| 粘度の範囲 | 最大3,000 cP(品質アトマイズの実用上限~2,000 cP) |
| 典型流量 | 40–100バールで2–12 L/min |
| 液滴サイズ(Dv50) | 150–400ミクロン(粘度が大きく増加) |
| 噴霧角保持 | 悪い:水位角度の60–75% |
| 圧力要件 | 最高:許容される原子化のために60–120バール |
| アトマイズ品質 | 1,500 cP未満は良好から良好;2,500 cPを超える貧弱 |
| ノズルあたりのコスト$25–$80(セラミックまたはカーバイドインサート) | |
| 最適な応用 | 中程度の粘度コーティング、広網コーティング、液滴サイズの変動が許容される |
油圧式フラットファンノズルは、楕円形のオリフィスや内部ベーンを通して流体を押し込み、平らなシートを作り出します。粘度が上がるとシートはよりコヒーク(破砕しにくく)になり、その結果、より大きな液滴と狭い噴霧角度が生まれます。2,000 cPを超えるコーティングでは、許容される霧化を得るために通常80〜100バール(1,160〜1,450 psi)が必要で、これは標準的なコーティングポンプの限界を追及します。
現場観察: 自動車プライマーの適用(1,800 cP)では、同じノズルと圧力で水から実際のコーティングに切り替えた際、スプレー幅が300mmから210mmに減少しました。これにより、重なりを維持するためにノズル間隔を250mmから180mmに縮小する必要がありました。
4.2 エアアシスト式エアレスノズル
| パラメータ | 高粘度での性能 |
|---|---|
| 粘度の範囲 | 最大8,000 cP(ほとんどの設計における実用的な制限) |
| 典型流量 | 30–80バール流体+2–4バール空気で1–8 L/min |
| 液滴サイズ(Dv50) | 50〜150ミクロン(油圧単独より大幅に優れている) |
| 噴霧角保持 | 良好:定格角度の80–95% |
| 圧力要件 | 中程度:30–80バール流体(空気が霧化を補助) |
| アトマイズ品質 | 3,000+cPでも優れています。 |
| ノズルあたりのコスト$120–$350(デュアルフィードマニホールドが必要) | |
| 最適な応用 | 高粘度コーティング、精密なアトマイズ、自動車、航空宇宙、高級仕上げ |
エアアシスト無気(AAA)ノズルは、油圧圧力(30–80バール)と、開口部から注入される低圧空気(2–4バール)を組み合わせています。気流が流体をせん断し、霧化を劇的に改善します。この技術により、同じ液滴サイズで油圧のみの霧化と比べて必要な流体圧力を40〜60%削減します。
主な利点: AAAノズルは、製造中の温度変化によりコーティング粘度が変動しても±30%の粘度が変わっても、一定の噴霧パターンを維持できます。空気の流れは粘度の変化を補います。
主な欠点: 圧縮空気供給が必要で(通常1ノズルあたり4バールで0.5〜1.5 m³/分)、インフラコストと複雑さが増します。
4.3 フルコーンおよび中空コーンノズル
一般的に、以下のような理由から、高粘度コーティング用途には推奨されません。
- 高粘度抵抗を生み出す内部渦巻きチャンバー
- 充填されたコーティングで詰まりやすい小さな流れ通路
- 円形パターンでウェブやパネルコーティングのジオメトリに適さない
例外:一部の特殊なロールコーティングアプリケーターは、カーテンコーティングに修正された中空円錐形設計を用いており、円形パターンをシートに広げてからウェブに接触させます。
4.4 パフォーマンス概要表
| ノズルタイプ | 最大実用粘度 | 原子化品質(1–5) | 圧力要件 | インフラストラクチャの複雑性 | 典型的な費用 |
|---|---|---|---|---|---|
| 油圧フラットファン | 2,000 cP | 3 | 高(80–120バール) | 低 | $25–$80 |
| 油圧フラットファン(大きなオリフィス) | 3,500 cP | 2 | 非常に高く(100–150バール) | 低 | $35–$95 |
| エアアシスト無気圧8,000 cP | 5 | 中程度(30–80バール) | ハイ(空気システム) | $120–$350 | |
| エアレス(大きな開口部) | 5,000 cP | 2–3 | 高値(100–150バール) | 低 | $45–$120 |
原子化品質スケール:1=靭帯/流の不良、5=優秀(均一な液滴分布)
この表の後:1,500〜3,000 cPの範囲のほとんどの工業用高粘度コーティング用途では、ポンプが80〜100バールを供給できる場合は、大口(2.0〜3.0 mm)の油圧フラットファンノズルから評価を開始することをお勧めします。アトマイズ品質が不十分(目に見える筋、過剰なオレンジピール、300ミクロンを超える液滴サイズ)の場合は、エアアシスト式エアレスにアップグレードしてください。AAAによる圧力低下により、通常はポンプのダウンサイジングが可能で、3年間の機器寿命で追加されたノズルコストの40〜60%を相殺できます。
5.オリフィスのサイズと圧力要件
5.1 最小開口サイズの計算
与えられたコーティング粘度と望ましい流量に対して、最小オリフィス径は以下から推定できます:
D_min = √(8 × Q × μ / (π × ΔP × C_d))
ここで:
- D_min = 最小開口径(m)
- Q = 希望流量(m³/s)
- μ = 動粘度(Pa·s)
- ΔP = 利用可能な圧力降下(Pa)
- C_d = 流量係数(粘性流量の場合~0.6–0.7)
例:
- 目標流量:6 L/min = 0.0001 m³/s
- 粘度:2,000 cP = 2.0 Pa·s
- 利用可能な圧力:80バール = 8,000,000 Pa
- C_d ≈ 0.65
D_min = √(8 × 0.0001 × 2.0 / (π × 8,000,000 × 0.65)) ≈ 0.00222 m = 2.2 mm
この計算は、オリフィスの最小値が2.2mmであることを示唆しています。実際には、粘度の変化やオリフィスエッジのコーティング蓄積に余裕を与えるために2.5mmを指定します。
5.2 プレッシャー選択のトレードオフ
| 圧力範囲 | 利点 | 欠点 | 推奨用途 |
|---|---|---|---|
| 30–50バール(435–725 psi) | 標準的なコーティングポンプ;ゴムホースに安全;操作しやすい | 非常に大きな開口部(3〜4 mm)が必要です。1,500 cPを超える霧化不良 | 低価格帯のコーティングや、液滴サイズが重要でない接着剤 |
| 60–100バール(870–1,450 psi) | 良い妥協点:2.0〜2.5mmのオリフィスによる適切な霧化;妥当なポンプコスト | 強化ホースが必要;安全性の考慮事項 | 1,500〜3,000 cPの工業用コーティングで最も一般的な選択肢 |
| 100–150バール(1,450–2,175 psi) | より小さな開口部を可能にし、より良い原子化 | 高価な高圧ポンプ;安全上の懸念;シールや継手の摩耗が加速する | 高級仕上げ塗装、航空宇宙応用 |
| 150+ バール(2,175+ psi) | 高粘度でも優れた原子化 | 非常に高価な装備です。重要な安全要件;急速な部品摩耗 | 専門分野の申請のみ;通常、エアアシストへの切り替えの方がコスト効率が良い |
この表の後:ほとんどの高粘度コーティング作業における「スイートスポット」は70〜90バールです。この圧力範囲では、最大2,500 cPのコーティングに2.0〜2.5 mmのオリフィスを設けることができ、中価格帯のコーティングポンプ($3,000〜$8,000)と連携し、標準的な高圧ホースと適切なマニホールド設計以外に特別な安全装備は必要ありません。
5.3 「ダブルプレッシャー」罠の回避
よくある誤解ですが、60バールでコーティングがスプレーしなければ、120バールに倍増すれば直ります。現実:
- 流量増加は√2 = 1.41×のみ増加(41%増加、100%増加ではありません)
- オリフィスが粘度に対して小さすぎると圧力が高まり、せん断熱が増加し、コーティングの劣化を招く可能性があります
- 100バールを超える圧力は、特に充填コーティングの場合、摩耗を大幅に加速させます
もしコーティングが目標圧力で十分に噴霧できない場合、正しい解決策は通常大きなオリフィスであって、高圧ではありません。同じ70バール圧力で1.5mmのオリフィスから2.5mmのオリフィスに切り替えた結果、機能しないシステムが仕様内で稼働する生産ラインに変わったケースを数多く見てきました。
6.高粘度研磨コーティングの材料選択
高粘度コーティングには、しばしば研磨性の充填剤(TiO2、シリカ、酸化アルミニウム、亜鉛など)が含まれており、これがオリフィスを侵食します。摩耗によりオリフィスの直径が大きくなると、流量が増加し、噴霧パターンが歪みます。材料の選択は、予測可能な使用寿命のために非常に重要です。
6.1 摩耗率比較
| 素材 | 硬度(HV) | 相対的な着用ライフ* | コストマルチプルとステンレス | 典型的な運用期間 | ベストアプリケーション |
|---|---|---|---|---|---|
| 303 ステンレススチール150–200 | 1×(基準線) | 1× | 200〜400時間 | 水性で非研磨性コーティングのみ | |
| 硬化440Cステンレス | 550–600 | 3–×4 | 1.5× | 600〜1,600時間 | 低〜中程度の研磨含有量 |
| タングステンカーバイドインサート | 1,400–1,600 | 12–18× | 4–6× | 2,400〜7,200時間 | 中程度から高研磨性コーティング |
| カーバイドシリコン(SiC) | 2,400–2,600 | 25–40× | 6–8× | 5,000〜16,000時間 | 研磨剤含有量が高い;TiO2満載に非常に優れています。 |
| サファイア(Al2O3) | 2,000–2,200 | 30–50× | 10–15× | 6,000〜20,000時間 | 最も耐摩耗性が高い;プレミアムアプリケーション |
*相対的な摩耗寿命は、15% TiO2充填エポキシコーティングを2,000 cP、80バール圧力、2.5 mmのオリフィスで試験 使用寿命は、オリフィスの拡大により流量が増加するまでの時間>15%)
この表の後:摩耗試験からの重要な洞察:総所有コストは、約1,500時間以上の稼働時間を超えるセラミック材料に有利です。炭化シリコンノズルは6×高いものの、持ち時間は25〜40〜40×長く、運転時間あたりのコストは実際にはステンレス鋼よりも75〜85%低くなります。連続的または大量のバッチコーティング作業では、セラミックノズルは3〜8ヶ月で回収が可能です。
6.2 脆性故障リスク
セラミックス材料(タングステンカーバイド、シリコンカーバイド、サファイア)は脆いです。以下から失敗を記録しています:
- 定格圧力を超える圧力スパイク(例:ポンプのキャビテーションサージ、バルブのスラム)
- 熱衝撃(急激な温度変化>40°C)
- 取り付けのオーバートルク(クラッシュインサート)
- 洗浄時の衝撃(部品の落下、高圧水ジェット)
推奨される手順: セラミックノズルについては、最大作動圧力の115%に設定された圧力解放弁を設置し、トルクレンチ(1/4インチNPTセラミックインサートノズルに典型的な12〜15 N·m)を使用し、保守スタッフに適切な取り扱いを指導してください。
7.よくある設置および運用上のミス
性能不振のコーティングシステムに関する現場サービスからの報告から、最も多い3つのエラーを紹介します。
7.1 アンダーサイズフィードマニホールド
問題点: ノズルのサイズは十分ですが、供給するマニホールドが小さすぎます。1/2インチのNPTマニホールドは6つの6 L/min(合計36 L/min)を供給し、マニホールド内で30〜40%の圧力損失を生み出し、最後のノズルで圧力が不足します。
解決策: マニホールド内径は総流量時の<5%の圧力損失に対応すべきです。高粘度コーティングの場合、これは通常以下のことを意味します:
- 最大20 L/minまで:マニホールド最低3/4インチ
- 20–50 L/min 合計:1インチマニホールド
- 50–100 L/min 合計:1-1/4インチまたは1-1/2インチマニホールド
マニホールド圧力タップを使って、ノズルの最初位置と最終位置の圧力を測定します。マニホールド全体で圧力差が5バールを超える場合は、サイズアップしてください。
7.2 粘度に対する温度影響の無視
コーティングの粘度は温度によって劇的に変化します。20°Cで2,000 cPの典型的なエポキシコーティングは、30°Cで800 cP、40°Cで500 cPの場合があります。 これは次のことを意味します:
- コーティング温度の変動により、噴霧パターンが一日を通して変化します
- 1交代のパターンは3交代のパターンと一致しない
- 夏/冬の演奏バリエーション
解決策: 直列温度監視装置を設置し、(a) 熱交換器でコーティング供給を±°Cまで温度制御するか、(b) 粘度変動を補正するエアアシストノズルを使用する。投資10万ドルを超えるほとんどの生産塗装ラインには温度制御が組み込まれるべきです。
7.3 粘性コーティングのための水性フローチャートの使用
ノズルメーカーは水を使った流量対圧力のチャートを公開しています。これらのチャートを2,000 cPコーティングに直接適用すると、流量が25〜40%予測不正確になり、誤ったノズル選択が起こります。
解決策: 製造元に粘度補正された流量データを請求するか、設置時に実際のコーティングを用いて自社で流量試験を行うこと。通常、各バッチから3つのノズルをターゲット圧力の80%、100%、120%で実際のコーティングでテストし、結果を平均して生産校正のための基準流量を決定します。
8.ステップバイステップの選考プロセス
ステップ1:要件を定義する
文書:
- コーティング粘度範囲(最小および最大期待値)
- スプレー塗布時のコーティング温度
- ノズルあたり必要な流量(L/min)
- 必要なカバレッジ幅
- 基板の種類と移動速度
- 許容される液滴サイズ範囲
- コーティング配合(研磨剤充填量、粒子サイズ)
ステップ2:最小開口径の計算
セクション5.1またはメーカーガイドラインの公式を用いて、粘度と目標圧力範囲に合った最小オリフィスを決定してください。
ステップ3:ノズルタイプを選択する
意思決定ツリー:
- 粘度<1,500 cP: 標準油圧フラットファン、1.8–2.5 mmのオリフィス - 粘度 1,500–3,000 cP: 大口の油圧フラットファン(2.0–3.0 mm)またはアトマイズ品質が問題の場合はエアアシスト式の無気圧 - 粘度 3,000–5,000 cP: エアアシスト式無気圧推奨 - 粘度>5,000 cP: エアアシスト式無気圧または代替塗布方法(ロールコーティング、カーテンコーティング)を検討
ステップ4:営業時間に基づいて素材を選択する
- 年間500時間< 硬化ステンレス鋼許容 - 年間500〜2,000時間: タングステンカーバイドのコスト効率 - >年間2,000時間: 炭素化シリコンまたはサファイアの最低総コスト
ステップ5:圧力と流量容量の確認
コーティングポンプがすべてのノズルに必要な圧力×総流量を供給できるか確認してください。ラインやマニホールドの圧力損失のマージンを20%含めてください。
ステップ6:設計マニホールドと間隔
- 粘度調整後の噴霧角度から噴霧幅を計算する
- 目標噴霧距離で30〜50%の重なりをノズル間隔に設定
- マニホールドのサイズ<5%降下 - ノズルの最初と最後のノズルに圧力計タップを設置 ### ステップ7:フル生産前に流量試験を行う: - コーティングで動作圧力下の実際の流量を測定 - スプレーパターンと水性試験を比較 - 必要に応じて間隔を調整 - 摩耗モニタリングのための基準流量設定 ### ステップ8:週15%の摩耗モニタリング流量記録を設定する。流量が増加>15%に達したらノズル交換を計画パターンの品質が劣化する前に。
9.FAQ
Q: コーティングがスプレーしない場合は圧力を上げてもいいですか?
いいえ、圧力は平方根関係(Q ∝ √P)によってのみ流量を増加させます。もしオリフィスが粘度に対して小さすぎると、圧力が高くなると過度なせん断加熱が発生し、霧化の問題を解決せずに摩耗を加速させます。正しい解決策:より大きなオリフィス。
Q: エアアシストレスエアレスは運用コストにどれくらい影響しますか?
圧縮空気の価格は施設によりますが、通常1m³あたり0.02〜0.04ドルです。1 m³/minの空気を0.03ドル/m³で使用した場合、運用コストは1時間あたり1.80ドルです。これはコーティング材料費用(通常1時間あたり15ドルから80ドル)や労働力に比べれば無視できるほどです。実際のコストはインフラにあります。空気供給、配管、ろ過、そして多管の複雑さです。
Q: なぜ水でテストするとスプレーパターンが良く見えるのに、実際のコーティングではひどいのですか?
水は1cPです。コーティングは1,500〜3,000 cPです。粘度はアトミゼーション品質、噴霧角度、滴のサイズに劇的な影響を与えます。ノズル選定を最終決定する前に、必ず実際のコーティングで運転温度でテストしてください。
Q: ノズルはどのくらいの頻度で交換すべきですか?
流量を監視してください。流量がベースラインから15%増加した>交換は、オリフィスの摩耗がパターンの均一性に影響を与え始めていることを示します。研磨コーティングを施したステンレス鋼の場合、200〜400時間かかることもあります。陶器の場合、5,000〜15,000時間です。
Q: 同じノズルを複数のコーティング配合に使ってもいいですか?
粘度が±30%以内で、充填剤の種類が互換性がある場合に限ります。材料を変えずに非研磨性から研磨性コーティングに切り替えると、ノズルの寿命は劇的に短くなります。1,000 cPから2,500 cPのコーティングに切り替えると、スプレーパターンが変わり、十分なアトマイズが妨げられる可能性があります。
Q: 詰まった高流量ノズルを掃除する最良の方法は何でしょうか?
生産洗浄時:操作圧力2〜3×で溶媒で逆フラッシュ。深層洗浄の場合は、適切な溶媒で超音波洗浄を15〜30分間行います。ワイヤーや工具で機械的にオリフィスを掃除してはいけません。これにより精密なエッジが損傷し、スプレーパターンが台無しになります。超音波洗浄で流れが戻らなければ、ノズルを交換してください。
10.結論と次の行動
高粘度コーティングを成功裏に噴霧するには、オリフィスサイズ、圧力、ノズル内部形状、材料選択を適切に考慮する必要があります。最も一般的な故障原因は、コーティングが噴霧しないかパターンが悪くなることであり、通常は圧力不足ではなく、粘度の狭さによるオリフィスの問題です。
主なポイント:
-
【オリフィス直径が重要なパラメータです。 2,000 cPコーティングの場合、水性ノズルと比べて大きく見えても、最低2.0〜2.5 mmのオリフィスを指定してください。
-
70〜90バールの圧力範囲は、ほとんどの高粘度工業用コーティングにおいて実用的な最適なポイントであり、霧化品質と機器コスト・安全性のバランスを取っています。
-
空気補助による無気圧技術は、油圧のみ設計よりもはるかに優れた原子化を実現し、8,000+ cPまで能力を拡張しますが、その代償としてインフラは増加します。
-
材料の選択が総所有コストを決定する。 連続運転中の研磨コーティングにおいて、セラミック材料(カーバイドケイ素、タングステンカーバイド)は、初期購入価格が4〜8時間高くても×1時間あたり75〜85%のコスト削減を実現しています。
-
粘性コーティングの選択に水性フローチャートは絶対に使用しないでください—実際の流量は25〜40%低くなり、ノズル仕様が小さくなります。
次の行動
即時: ブルックフィールド粘度計または同等の機器を使い、実際の噴霧温度(室温ではなく)でコーティング粘度を測定してください。生産バッチの粘度範囲を記録してください。
既存のスプレー問題のあるシステムについて:まず3つの点を確認してください:(1) ノズルの実際の作動圧力(ポンプ圧力だけでなく)、(2) マニホールドの圧力降下(第1ノズルから最終ノズルへの圧力降下)、(3) 第5節の粘度ガイドラインに対するオリフィス直径。
新しいシステム設計の場合: マニホールド設計を最終決定する前に、実際のコーティングを使ったサンプルノズルで実験室でのスプレーテストを行いましょう。目標粘度の±20%で試験し、期待される変動に関わる性能を検証します。
サポートが必要ですか? コーティングの配合、基板、品質要件に特化したノズル選択については、コーティング機器の供給業者またはノズルメーカーに連絡してください:スプレー温度でのコーティング粘度、必要なカバー率(m²/min)、許容される液滴サイズ範囲、年間運用時間などを記載してください。可能であれば、コーティングサンプルでフローテストを依頼してください。