





自動温度制御システムがスマートノズルと統合され、冷却精度を向上させる方法
目次
- 序論:冷却精度において積分が重要な理由
- スプレー冷却における臨界温度制御パラメータ
- スマートノズル技術:リアルタイム流量と噴霧調整
- 統合アーキテクチャ:センサー、コントローラー、作動ノズル
- 作業例:鋼ビレット冷却温度制御
- [パフォーマンス比較:従来型と統合型スマートシステム](#6-パフォーマンス比較-従来型 vs-統合型スマートシステム)
- 一般的な積分エラーとフィールドソリューション
- FAQ
- 結論
1.はじめに:冷却精度において統合が重要な理由
連続鋼圧延、半導体ウェハー加工、データセンター熱管理において、目標温度を±2〜5°C内に保つことは贅沢ではなく、冶金的または信頼性の要件です。従来の固定流量スプレー冷却システムはオープンループで動作し、リアルタイムの熱負荷に関係なくあらかじめ設定された流量を提供します。製品の処理能力が変動したり、周囲温度の変化や上流加熱の変動が起こると、固定システムは過冷(水やエネルギーの無駄)または過冷(品質欠陥や設備損傷のリスク)になります。
スマートノズルと統合された自動温度制御システムがこのループを閉じます。表面温度やプロセス温度を継続的に測定し、冷却デューティギャップを計算し、ノズル流量、噴霧角度、または液滴サイズをリアルタイムで調整します。現場実装データによると、統合システムは手動設定点調整と比べて温度変動を60〜75%削減し、可変負荷用途では水消費を20〜40%削減し、不要な高圧運転を減らしてノズルの使用寿命を延ばすことがわかりました。
このガイドでは、自動温度制御システムがスマートノズルとどのように通信するか、異なる冷却シナリオに最適なノズル作動方法、統合冷却システムのサイズ、設置、トラブルシューティング方法について説明します。理論的な概要よりも、実用の設計ステップや実際のフィールドデータに焦点を当てています。
2.スプレー冷却における臨界温度制御パラメータ
2.1 冷却速度と熱流束
スプレー冷却は、熱い表面から液体膜への対流熱移動と、液滴蒸発による蒸発冷却の2つのメカニズムで熱を除去します。冷却速度は以下に依存します:
- 単位面積あたりの流量(L/min/m²): 流量が高いほど熱の除去が増えますが、水の使用量も増加します。
- 液滴サイズ(Dv0.5): より小さい液滴(50〜200ミクロン)は蒸発の表面積を最大化します。より大きな液滴(400〜800ミクロン)は、より高い衝撃力と液体膜の被覆力をもたらします。
- 衝撃速度: ノズル圧力と噴霧角度から導き出されます。高速が高いほどフィルムの更新が改善されますが、飛び散りが生じることがあります。
- 表面温度と接近: ライデンフロスト点(鋼に水がかかる場合通常200〜300°C)は、核状沸騰から膜沸騰への移行を示します。それ以下では液体接触は安定します。その上には蒸気膜が表面を断熱し、冷却効率を劇的に低下させます。
よくある誤りは、流量を倍にすると冷却速度が2倍になると考えてしまうことです。実際には、表面が完全に濡れてしまうと、追加の流れは収穫逓減をもたらします。赤外線熱マッピングによると、600°Cの鋼板上の流量を10 L/min/m²から20 L/min/m²に増加させることで、フィルム厚が輸送制限の領域に達するため、冷却が100%ではなく約40%改善します。
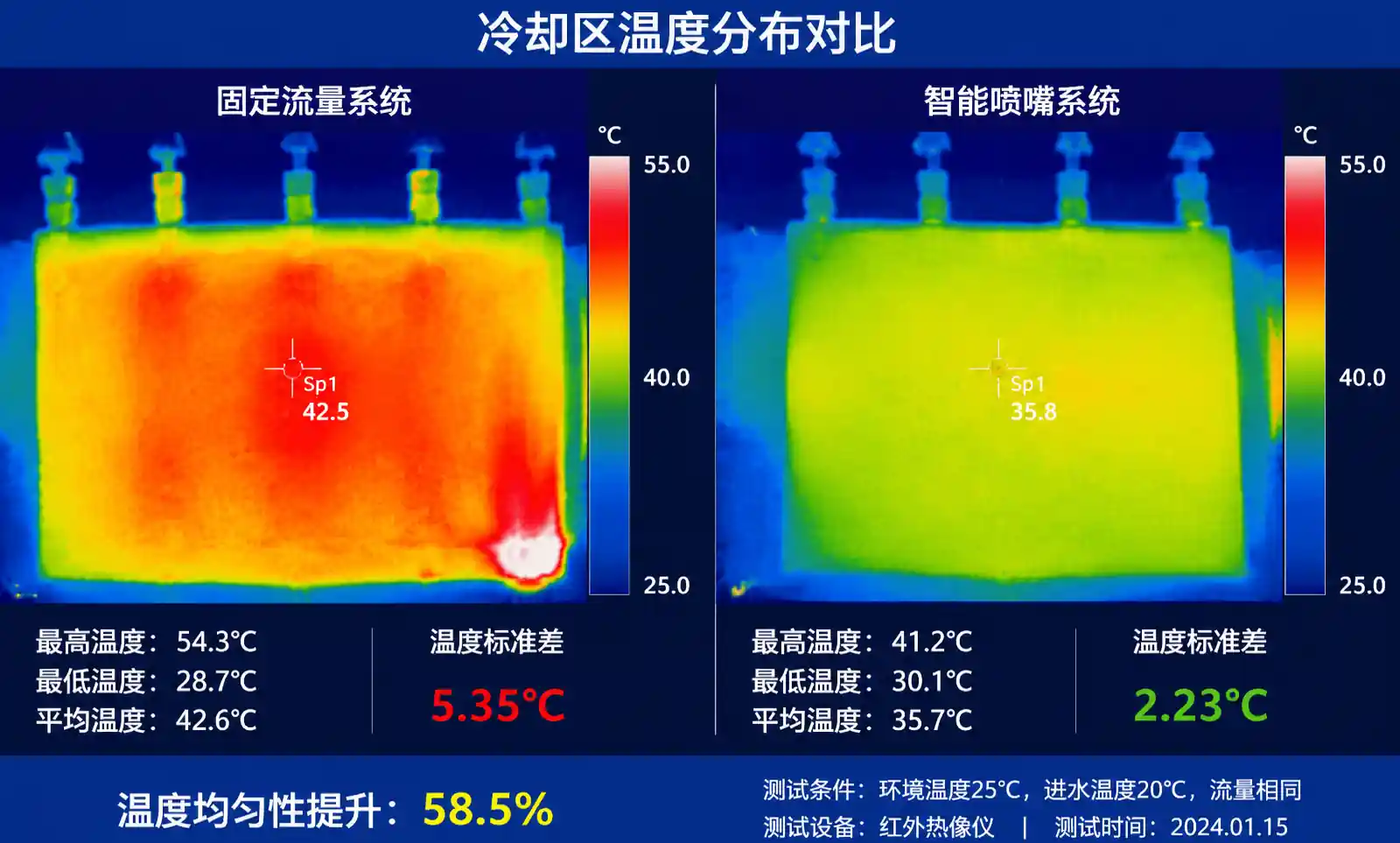
2.2 温度均一性と勾配制御
連続鋳造や熱処理のような用途では、局所的な温度勾配が熱応力や反りを引き起こします。噴霧の均一性、つまり水滴がターゲット全体にどれだけ均等に分布するかは、総流量と同じくらい重要です。均一性は、水に感応性のある紙グリッドやパターネーターグリッド上で測定される水分布の変動係数(CV)によって定量化されます。
スマートノズルは以下の方法で均一性を向上させます:
- 可変噴霧角度調整: ターゲットが近いときはコーンを広げ、遠くにいると狭くなります。
- ゾーン流量制御: マルチゾーン冷却ベッドでノズルグループを独立に変調します。
- パルススプレー: ノズルをミリ秒単位で交互にオン・オフし、瞬時のカバーを滑らかにします。
自動制御システムは複数の点(通常は冷却ゾーン全体で3〜9個の熱電対)で温度を測定し、局所的な熱流束の不均衡を計算します。コントローラーは個々のノズル流量や圧力を調整し、温度プロファイルを平坦化します。
2.3 応答時間とシステムラグ
温度制御の精度は、センサー検出と冷却応答の間の遅延であるシステム遅延によって制限されます。主な遅延原因には以下が含まれます:
- センサー遅延(0.5〜3秒): 製品または非接触式の熱電対に埋め込まれ、スポットサイズで平均される。
- コントローラ計算遅延(0.1〜0.5秒): PIDループの計算およびアクチュエータへの通信。
- バルブ作動遅延(0.3〜2秒): 空気圧またはステッピングモーターバルブがある位置から別の位置へ移動する。
- 油圧遅延(0.2–1秒): バルブからノズルまでの圧力波の配管伝播時間。
- 熱拡散遅延(2〜10秒): 測定点から冷却された表面層への熱伝導。
システムの総遅延は3〜15秒が一般的です。高速で動く製品(例:5 m/sの鋼筋)では、5秒の遅延があるため、制御作用は温度測定地点から25メートル下流に適用されます。高度なシステムは、製品速度、上流加熱、既知の冷却曲線に基づいて将来の温度を推定する予測的フィードフォワード制御を用いて遅延を補正します。
3.スマートノズル技術:リアルタイム流量と噴霧調整
3.1 作動方法:圧力変調と機械的流量制御
スマートノズルは主に3つの方法で冷却出力を調整します。
| アクチュエーション法 | メカニズム | 流量範囲 | 応答時間 | 圧力安定性 | 典型的なコスト乗数 |
|---|---|---|---|---|---|
| 圧力変調(サーボバルブ) | 上流側の比例弁は供給圧力を調整し、ノズル流量はQ = k√P | 10:1のターンダウン | 0.3–1秒 | 不良(同じマニホールド上の他のノズルに圧力リップルが影響を与える) | 1.5–2x |
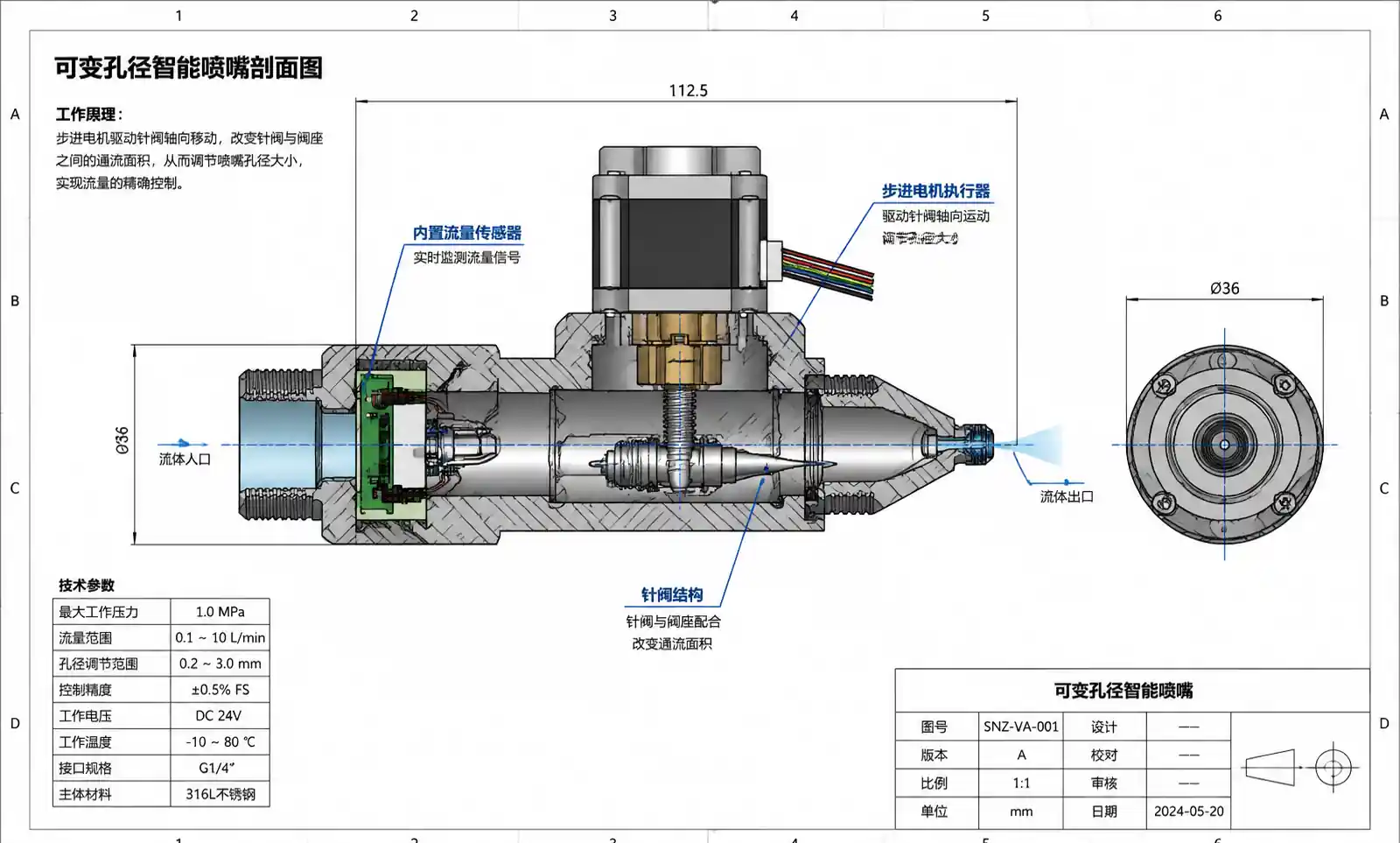
| 可変オリフィス(ニードルバルブ) | 内部針が開口部に引っ込めるか進むか | 20:1のターンダウン | 0.5–2秒 | 優秀(供給圧力に依存しない) | 3–5x |
| ロータリーベーンまたはアイリス機械式ベーンは有効開口面積を変えるために回転します。15:1ターンダウン | 0.8–2秒 | 素晴らしい | 4–6x | ||
| オン/オフパルス(ソレノイド) | 可変デューティサイクル付きラピッドサイクル(10–50 Hz) | 100:1の有効 | 1パルスあたり0.05–0.2秒 | 優秀(固定動作圧力) | 1.2–1.8x |
圧力変調は最もシンプルで安価ですが、クロストークの問題があります。つまり、1つのノズルの圧力を変えるとマニホールド内の他のノズルすべてに影響が出ます。単一ゾーンやグループ制御には適していますが、個別ノズルの変調には適していません。
可変オリフィスノズルはステッピングモーターまたは圧電アクチュエーターで内部の針を動かします。これらは真の独立制御を提供し、流量範囲全体で一定の噴霧角度と水滴サイズを維持します。しかし、アクチュエーターは機械的な複雑さや摩耗ポイントを増やします。製鋼環境での摩耗試験によると、アクチュエータシールは清浄水で8,000〜15,000時間持ちますが、スケールを含んだ再生水では2,000〜5,000時間しか持たず、<100ミクロンまでのろ過が必須です。
パルスオン/オフノズルはコスト効率の良い代替手段として台頭しています。高速ソレノイドバルブは20〜50 Hzでノズルのオン/オフをサイクルし、コントローラーは望ましい平均流量を得るためにデューティサイクル(開閉時間の割合)を調整します。50Hzでデューティサイクル20%の場合、ノズルは20msごとに4ms開きます。ノズルは開いた状態で一定圧力で動作するため、噴霧特性は一定のままです。人間の目は~15Hz以上の周波数を連続的に認識するため、パルススプレーは一定に見えます。この方法は優れたターンダウン(最大100:1)、迅速な応答、そしてバルブのスロットリングによる摩耗を回避します。その代償として、ソレノイドスプリングやシートの疲労が起こり得るため、5,000万回のサイクル対応の高品質なソレノイドが推奨されます。
3.2 統合センサーとフィードバック
真の「スマート」ノズルはセンサーをノズル本体または取り付けブロックに直接埋め込みます:
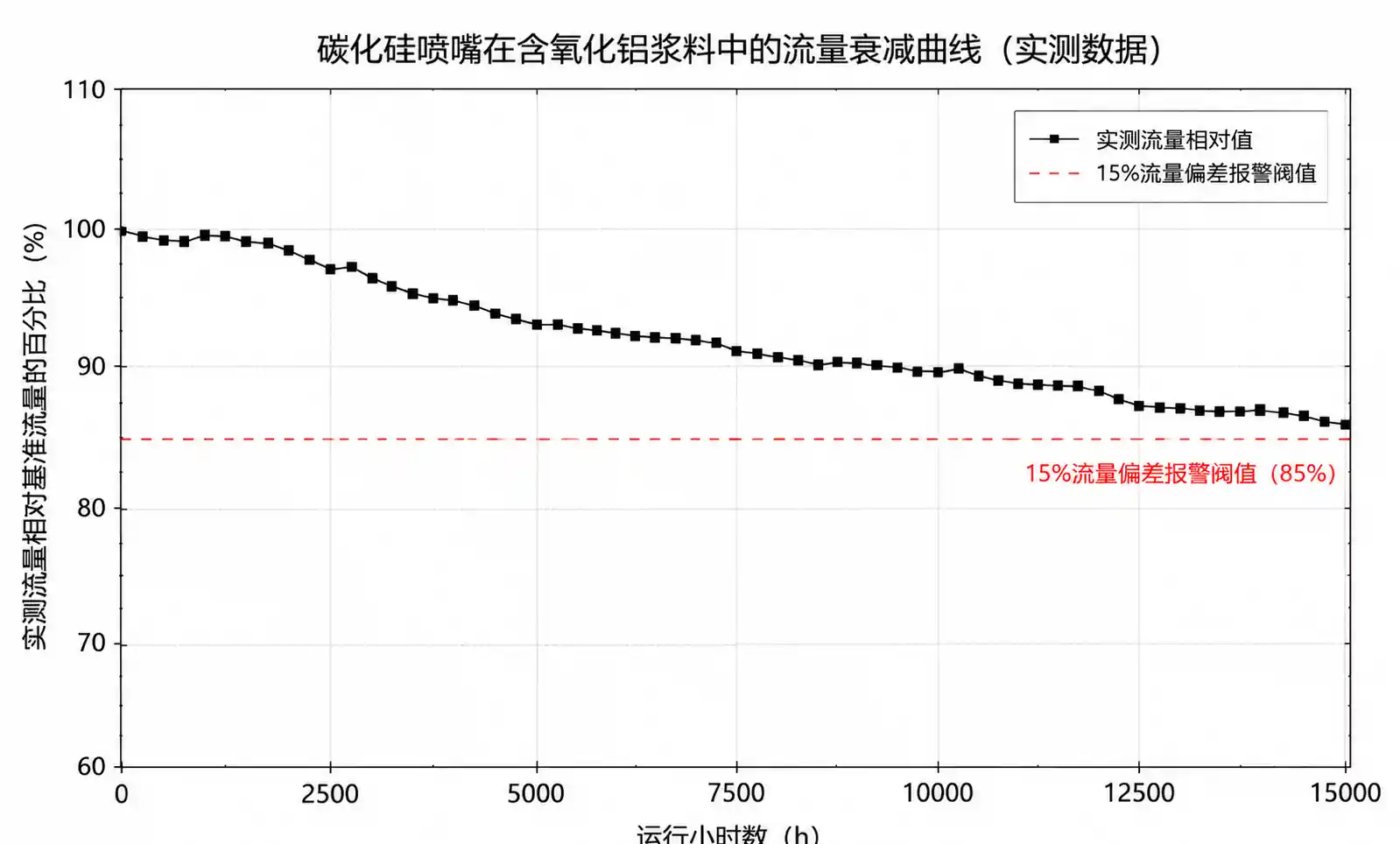
- 流量計(タービンまたは磁気): 詰まりやオリフィスの摩耗を検出するために実際の流量を測定します。一定圧力で20%の流量低下は摩耗によるオリフィス拡大を示します。
- 圧力トランスデューサー: 局所圧力を監視してバルブのコマンドを確認し、マニホールドの詰まりを検出します。
- 温度センサー(熱電対またはRTD): ノズルに入る冷却水温度を測定する。これは粘度や表面張力によってスプレー特性がシフトされるため重要である。
これらのセンサーは温度コントローラーにフィードバックされ、クローズドループ検証を可能にします。例えば、コントローラーがバルブに60%開くよう指示しても、流量計が予想流量の40%しか報告しない場合、システムは詰まりアラームを発し、自動的に圧力を上げたり冗長なノズルに切り替えたりできます。
3.3 液滴サイズ変調(アドバンストシステムズ)
一部の用途では、液滴の大きさを変えることで冷却効率が動的に向上します。2流体のアトマイズノズルは、圧縮空気と液体を混合し、空気と液体の比率(ALR)を調整し、液滴の大きさを50ミクロン(高ALR)から300ミクロン(低ALR)に変えます。細かい水滴は500°C以上の蒸発冷却を最大化します。粗い水滴は300°C以下の液体フィルムの被覆性を向上させます。
空気消費はトレードオフであり、200ミクロンの中央値液滴サイズで100L/minの霧化スプレーを生成するには、4〜6バールで約150〜250L/minの標準空気が必要です。大きな冷却ゾーンでは、圧縮機のエネルギーコストが水のポンプコストを上回ることがあります。高付加価値製品(チタン、スーパー合金)や水不足が空気エネルギーの損失を正当化する場合のみ、動的ALR調整を推奨します。
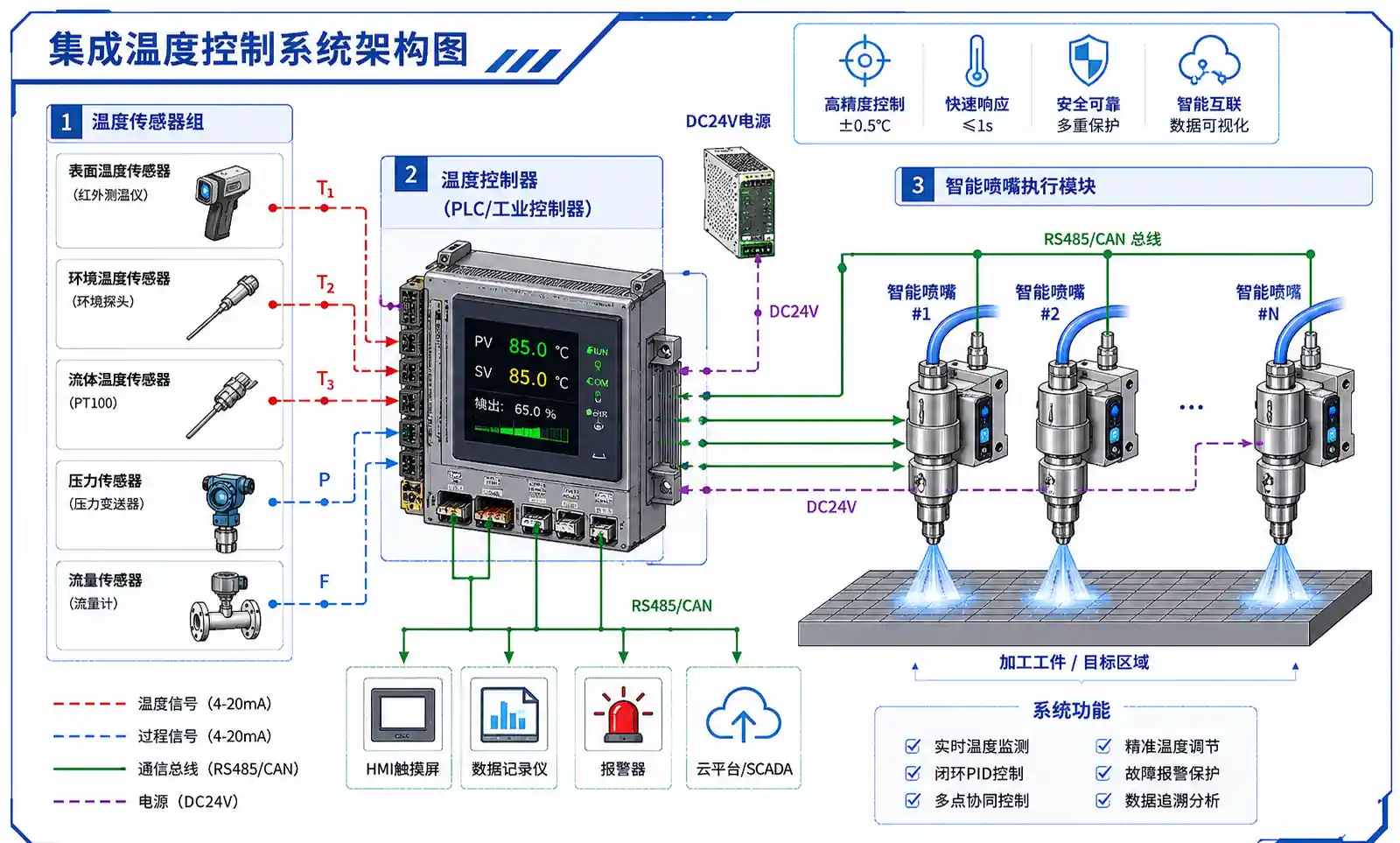
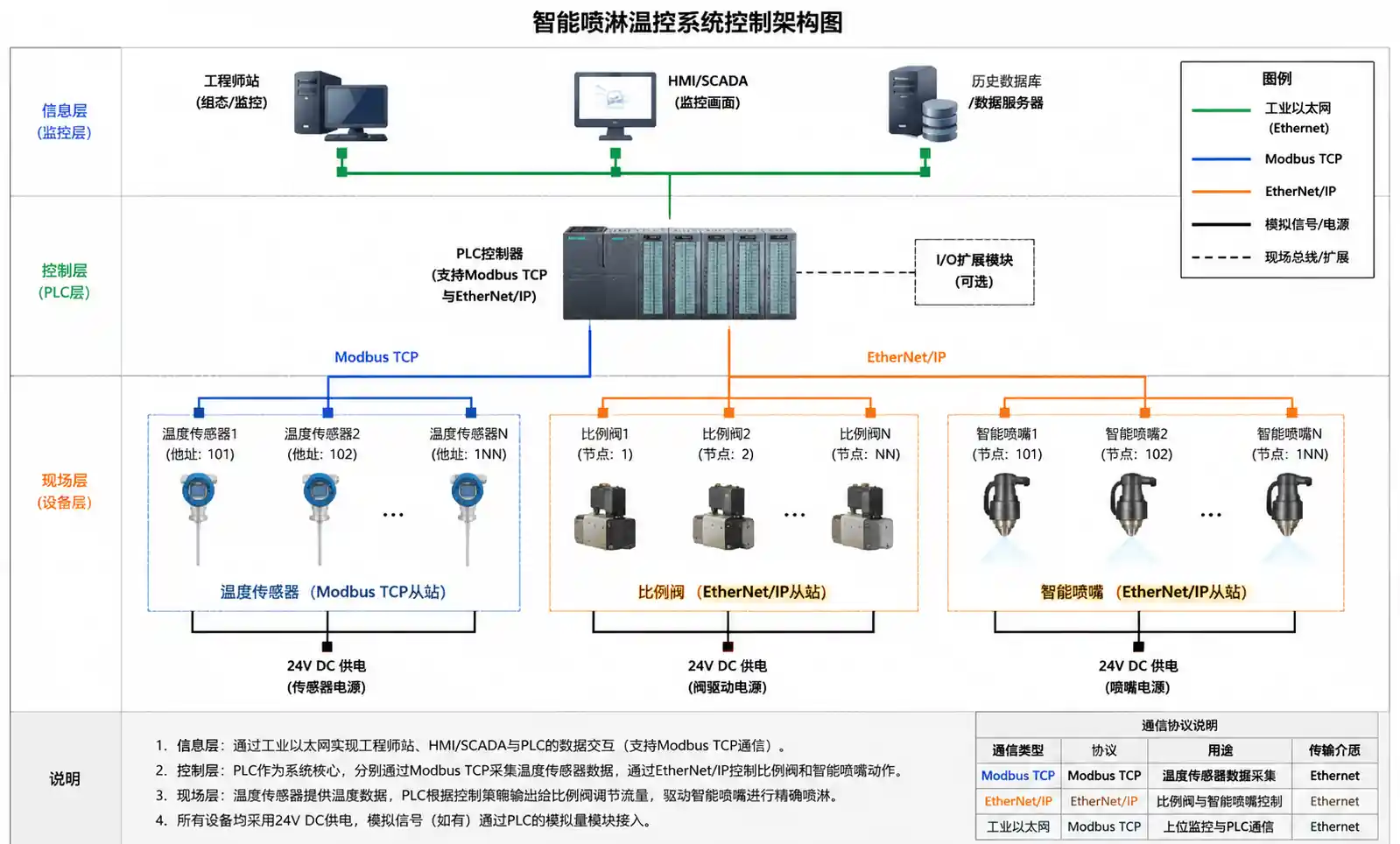
4.統合アーキテクチャ:センサー、コントローラー、作動ノズル
4.1 システムブロック図
典型的な統合型自動温度制御+スマートノズルシステムは以下の通りです:
- 温度センサー: 熱電対(<1100°C用はK型またはN型)、赤外線火熱計(>600°C用は非接触)、または空間温度マッピング用の熱画像カメラ。
- 中央PLCまたは温度コントローラー: PIDまたはモデル予測制御アルゴリズムを実行し、産業用プロトコル(Modbus TCP、EtherNet/IP、PROFINET)を介してアクチュエーターと通信します。
- 作動制御バルブまたはスマートノズル: 4–20 mAまたはデジタルコマンドを受け取り、流量や噴霧パターンを調整します。
- 流量および圧力センサー: クローズドループ検証のためのフィードバックを提供します。
- HMI(ヒューマンマシンインターフェース): リアルタイムの温度、流量、アラーム状態を表示し、手動設定ポイントのオーバーライドが可能です。
- データロギング: プロセス最適化および予測保守のための時系列データを記録する。
制御ループはシステムの遅延に応じて1〜10Hzで動作します。高速ループ(10Hz)は薄く高速に動く製品に適しています。より遅いループ(1Hz)は厚いビレットやバッチ処理に適しています。
4.2 通信プロトコルとレイテンシー
古いシステムはシンプルさのために4〜20 mAのアナログ信号を使用していました。現代のシステムは、多変数制御(流量+圧力+温度を1つのメッセージで)および診断のためにデジタルプロトコルを好む。典型的な遅延:
| プロトコル | 典型的なレイテンシ(PLCからアクチュエータへの変換) | 最大ノード | 配線 |
|---|---|---|---|
| 4–20 mAアナログ | 50–200ミリ秒 | ワイヤーペアにつき1本 | デバイスごとの専用ペア |
| Modbus RTU(RS-485) | 20–100ミリ秒 | 32–247 | デイジーチェーンバス |
| Modbus TCP(イーサネット) | 10–50ミリ秒 | 1000年代 | スター/リングイーサネット |
| イーサネット/IP | 5–20ミリ秒 | 1000年代 | スター/リングイーサネット |
| PROFINET IRT | 1–5ミリ秒 | 1000年代 | スター/リングイーサネット |
2〜10秒の熱遅延がある冷却システムでは、Modbus RTUの遅延も無視できるほどです。高速用途(連続鋳造、レーザー処理)では、PROFINET IRTのような決定性イーサネットプロトコルの恩恵を受けます。
4.3 制御戦略:PID vs. フィードフォワード vs. モデル予測制御
PID(比例積分微分)制御は業界標準です。コントローラーは以下の基準に基づいてバルブ位置を計算します:
- P(比例): ターゲット温度と測定温度の誤差。
- I(積分): 時間経過による累積誤差(定常状態のオフセットを除去)。
- D(微分): 温度変化率(オーバーシュートを予測)。
PIDは安定したプロセスには適していますが、大きな負荷乱れや非線形冷却曲線には苦労します。PIDゲイン(Kp、Ki、Kd)のチューニングは試行錯誤やオートチューニングアルゴリズムが必要です。一般的な場の問題は、温度が設定値から遠く離れた場合(例:起動時)における積分巻き上げであり、積分項が最大出力に蓄積され、温度が設定値に近づくとオーバーシュートが生じます。アンチ巻き上げ論理は出力が飽和すると積分項をリセットします。
フィードフォワード制御は測定可能な攪乱(製品速度、上流温度、周囲温度)に基づく予測項を追加します。例えば、連続鋳造では、鋳造速度を10%上げるには(経験的冷却曲線から)約12%多くの冷却水が必要であることをコントローラーは認識しています。フィードフォワードは即座にバルブ調整を指示し、PIDは残留誤差を修正します。フィードフォワードはPID単独と比べて沈殿時間を50〜70%短縮しますが、正確なプロセスモデルが必要です。
モデル予測制御(MPC)は冷却過程の動的モデル(熱伝達方程式、熱慣性、水理遅延)を用いて、10〜60秒間の将来の温度を予測します。バルブの軌道を最適化し、温度誤差と制御負荷(バルブの動き)を最小限に抑えます。MPCはマルチゾーン制約(例:最大総流量、最小個別ゾーン流量)をPIDよりもうまく処理します。そのトレードオフとして計算負荷とチューニングの複雑さが発生します。MPCは高付加価値用途(航空宇宙合金熱処理)に導入しますが、ほとんどの産業用冷却ではPID+フィードフォワードを採用しています。
5.作業例:鋼ビレット冷却温度制御
5.1 応募要件
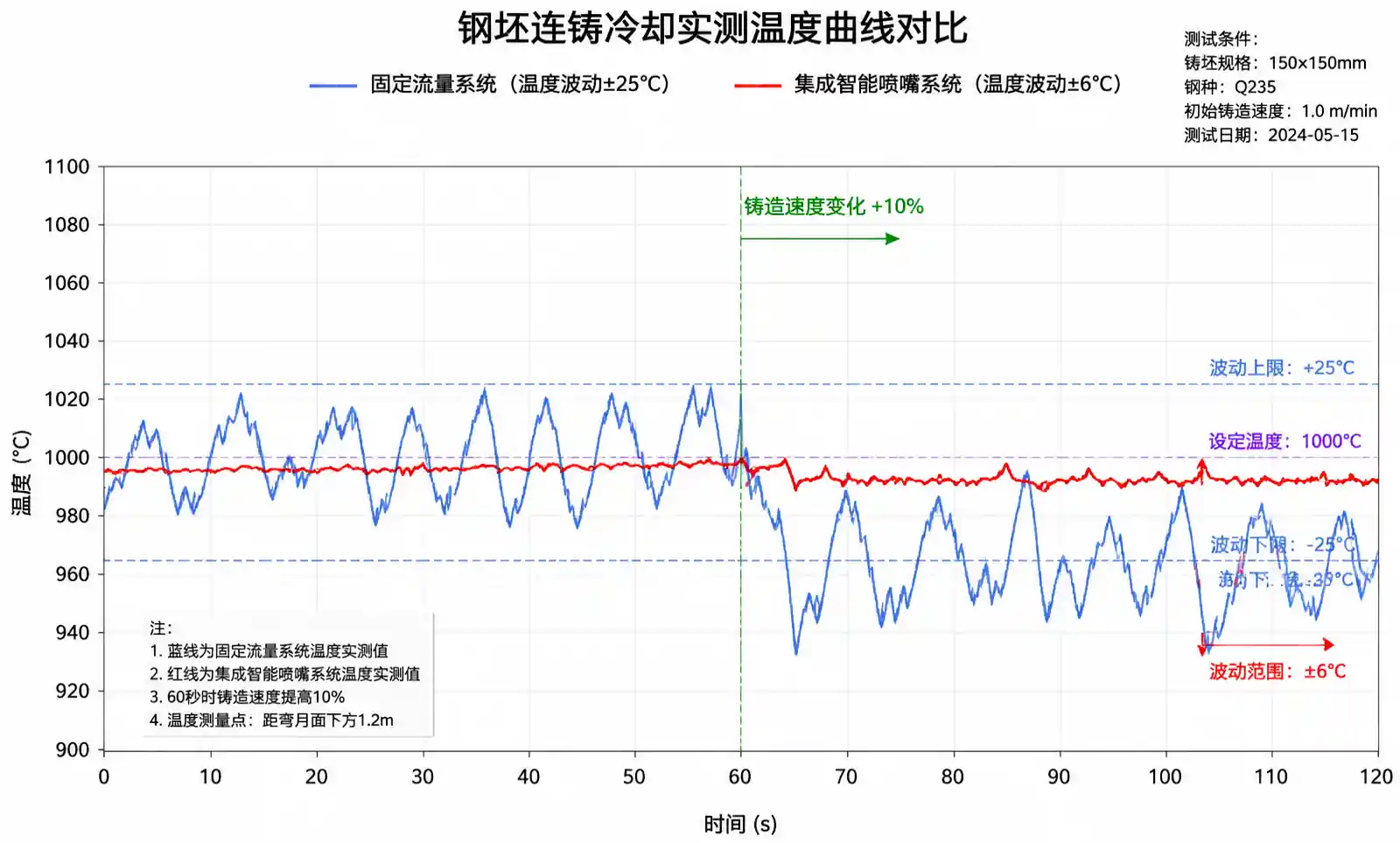
シナリオ: 連続鋳造プラントは150mm×150mmの鋼ビレットを12メートル/分で生産します。型から出る温度は約1000°Cで、ビレットは切断前に20メートルの冷却床を通過します。切断点の目標表面温度は750 ± 10°Cで、ひび割れのない適切なせん断を確保します。740°C以下で過冷却されると脆性破壊が生じます。760°Cを超える過冷却はせん断変形を引き起こします。
課題:
- 鋼材のグレード変化(炭素含有量0.1〜0.6%)は熱伝導率と熱容量を変化させます。
- 鋳造速度はレードルの回転タイミングに応じて±15%変動します。
- 周囲の気温は季節によって10〜35°C変動します。
- 固定流量システムは過渡期に30〜50°Cオーバーシュート/アンダーシュートします。
5.2 システム設計
温度測定: 6本のタイプK熱電対がビレット表面から5mm下に埋め込まれ、冷却ベッドに沿って3メートルごとに配置されています。さらに赤外線パイロメーターが切断点(制御ターゲット)の表面温度を測定します。
冷却ノズル: 18個のフルコーン油圧ノズル(ゾーンごとに6個、ゾーン3個)で、噴霧角度は60°、オリフィスは1.2mmです。各ノズルは比例空気圧弁(Cv = 0.8、供給圧力3–8バール)によって供給されます。ノズルはビレットの上1.2メートルに取り付けられ、隣接するノズル間で30%の重なりを持つ約0.8メートルの噴霧幅を提供します。
管理ゾーン: 20メートルのベッドは3つのゾーンに分かれています:
- ゾーン1(0–6 m):高い冷却速度、目標は950°C→850°C。
- ゾーン2(6–14 m):中程度の冷却速度、目標850→780°C。
- ゾーン3(14–20 m):細かいトリム、目標780→750°C。
各ゾーンにはキャスト速度からフィードフォワードする独立したPIDコントローラーがあります。
流量計算:
12 m/minのビレット速度では、滞在時間=20 m / (12 m/min) = 1.67分=100秒。
熱除去の必要性(ビレット表面冷却のみを仮定した簡略化):
- ビレット表面積 = 4 × 0.15 m × 20 m = 12 m²
- 温度低下 = 1000 – 750 = 250°C
- 鋼材の熱容量≈600 J/kg/°C、密度≈7800 kg/m³
- ビレット断面積 = 0.15 × 0.15 = 0.0225 m²
- 質量流量 = 0.0225 m² × 12 m/min / 60 = 0.0045 m³/s = 4.5 kg/s
- 熱除去 = 4.5 kg/s × 600 J/kg/°C × 250°C ≈ 675 kW
冷却効率が60%(熱が内部に留まる40%)と仮定すると、水蒸発エンタルピー≈2300 kJ/kg: 水蒸発率≈675kW×0.6 / 2300 kJ/kg ≈0.18 kg/s = 10.8 L/min
総水供給(流出を含む):~25–30 L/min、18ノズルに分散 = 1.4–1.7 L/min(基準点)。
各ノズルは4〜6バールで動作し、比例弁は流量20%から100%の間で調整されます(ターンダウン5:1)。
5.3 コントロールチューニング
フィードフォワード:キャスターPLCからのキャスト速度信号は基準流量に比例してスケールします。速度が12から13.2 m/min(+10%)に増加すると、フィードフォワードはすべてのゾーン流量を+10%増加させます。
PIDトリム(ゾーン3、最終トリムゾーン):
- Kp = 0.5(1°C誤差あたり0.5%のバルブ変化)
- Ki = 0.02(50秒間の積分作用)
- Kd = 2.0(温度1°C/sあたり2%のバルブ変化を想定)
アンチゼンドアップは、バルブの権限を±10%に制限します。
結果: 試運転後、切断点の温度ばらつきは±25°C(固定流量ベースライン)から±6°C(統合制御)に低下しました。スピードランプ時の水消費量は18%減少しました。このシステムは、カーボンのグレード変化(0.2%から0.4%まで)を15秒以内に補正し、手動調整時の90+秒と比べて効果的でした。
6.性能比較:従来型と統合型スマートシステム
6.1 温度制御精密
| メートル法 | 固定流量システム | 手動バルブ調整 | 統合スマートノズルシステム |
|---|---|---|---|
| 温度変動(±°C) | ±20–40 | ±10–20 | ±3–8 |
| 荷重変更後の沈殿時間(秒) | 120–300 | 60–120 | 15–40 |
| オペレーター介入頻度 | 30〜60分ごとに | 10〜20分ごとに | レア(アラームのみ) |
| グレード変更適応 | 手動検索+バルブ調整(5〜10分) | 手動調整(2〜5分) | 自動(10–30秒) |
| 規格外製品レート3–8% | 1–3% | <0.5% |
14の鋼鉄およびアルミニウム設置における顧客データから、統合システムは熱排出率を平均65%削減し、製品表面仕上げ(クエンチクラックの減少、スケールの接着性の減少)を測定可能に改善しました。
6.2 水とエネルギー消費
| 応用 | 固定流量水使用量(L/min) | 統合システム水使用量(L/min) | 貯蓄(%) | 省エネ(ポンプ+暖房、kW) |
|---|---|---|---|---|
| 連続鋳造(12 t/h鋼) | 180 | 125 | 31% | 8.5 |
| アルミニウム押出焼入れ | 65 | 48 | 26% | 2.8 |
| データセンターラック冷却 | 220 | 145 | 34% | 12.0 |
| 産業用熱処理ライン | 95 | 72 | 24% | 4.2 |
水の節約は、低負荷時の過剰噴霧を排除し、手動のオン/オフ切り替え時に失われる水の減少から得られます。省エネには、ポンプ出力の削減(遠心ポンプでは流量は出力³に比例する—流量減少30%=~66%の電力削減)と、再循環システムにおける冷却水加熱の削減が含まれます。
6.3 メンテナンスとノズル寿命
流量・圧力監視を備えた統合システムにより、予知保全が可能になります。一定圧力での徐々の流量低下はオリフィスの摩耗を示します。通常、以下の通りです:
- 固定圧力システム: ノズルは四半期ごとに定期点検され、しばしば早期に交換されたり、長時間運転されすぎて品質ドリフトを引き起こします。
- 統合システム:実際の摩耗(流量偏差>15%)に基づいてノズルを交換し、平均使用寿命を30〜50%延長します。詰まりは数時間ではなく数分で検出され、製品の欠陥を防ぎます。
しかし、作動ノズルは機械的な複雑さを増します。スマートノズルのステッピングモーターや圧電アクチュエーターは摩耗ポイントです。現地データによると、アクチュエータのMTBF(平均故障間隔)は水質やデューサイクルによって8,000〜20,000時間です。適切なろ過(<100ミクロン)と定期的なシール潤滑が非常に重要です。
7.一般的な積分ミスとフィールドソリューション
7.1 ミス:制御バルブのサイズが狭すぎてターンダウンが悪い
症状: 低流量で温度が変動します;バルブは完全に閉じた状態と10%開いた状態の間を「ハンティング」します。
根本原因: 比例弁Cvはノズル流量範囲に対して大きすぎる。開口部が低い(<15%)では、流れの分解能が低く、摩擦でスリップを引き起こします。
解決策: バルブCVは、バルブ開口率40〜70%で正常な動作流量が発生するように設計する必要があります。0.5–3 L/minを必要とするノズルには、Cv = 1.0ではなく0.1–0.2≈ Cvを用いてください。すでに設置されている場合は、下流に固定オリフィスを追加して動作範囲をシフトしてください。
7.2 ミス:温度センサーの設置が冷却ゾーンから遠すぎる
症状: システムの反応が遅い;ランプ中は温度が変動します。
根本原因: 熱電対は実際の噴霧ゾーンから5+メートル上流または下流に位置し、測定遅延が10〜20秒と熱拡散遅延を引き起こします。
解決策: 各冷却ゾーンの中心から1〜2メートル以内にセンサーを設置します。移動する製品の場合、移動時間を考慮して下流にセンサーを設置します(センサー位置=噴霧位置+product_speed × response_time)。
7.3 ミス:負荷変化に対するフィードフォワード補償がない
症状: 製品の速度や品位が変わるたびに温度が変動します±20〜30°C、PIDが十分に調整されていても。
根本原因: PIDは温度誤差が出た後にのみ反応します。冷却が調整される頃には、その乱れはゾーン全体に広がっています。
解決策: フィードフォワードを実装する:キャスト速度、上流温度、または製品グレードの信号をコントローラーに送る。予想される冷却要求の変化を計算し、すぐにバルブを調整してください。PIDは残留誤差をカットします。フィードフォワード利得は経験的に調整可能で、0.8–1.0(予想変化の80〜100%)から始め、残差誤差に基づいて調整します。
7.4 誤り:油圧マニホールドの圧力低下とクロストークの無視
症状: 一方のノズルの圧力変調バルブを調整すると、隣接するノズルの流量に影響が出ます。
根本原因: すべてのノズルは高い圧力降下を持つ共通のマニホールドを共有しています。一方のバルブが開くとマニホールド圧力が下がり、他のノズルを通る流量が減少します。
解決策: マニホールドの圧力損失はノズル作動圧力の<10%であるべきです。6バールノズルの場合は、マニホールドΔPを0.6バール<保ちます。より大きなマニホールド径を使用するか、各ノズルに個別の圧力補償バルブを設置してください。あるいは、供給圧力の変化に鈍感な可変オリフィスノズルに切り替える方法もあります。
7.5 ミス:クローズドループフロー検証なし
症状: コントローラーは70%の流量を指示しますが、実際の冷却性能は不安定です。ノズルのオリフィスは摩耗で30%拡大していますが、システムは検知していません。
解決策: 流量計を設置するか、ノズル内蔵センサーを使用すること。アラーム閾値を設定:命令された流量と測定された流量が>15%分岐した場合、メンテナンスアラートを発動します。同じゾーンで圧力を上げたり、冗長なノズルに切り替えたりして自動的に補正します。
8.FAQ
Q1: 既存の固定流量冷却システムにスマートノズルを後付けできますか?
はい、ただし中程度の機械的・電気的な作業を期待してください。あなたは以下のことをする必要があります:
- 各ノズルまたはノズルグループの上流に比例制御弁(空気圧または電気)を設置します。
- まだ設置されていない場合は温度センサー(熱電対または発熱計)を追加します。
- センサーとバルブをPLCまたは温度コントローラーに配線します。
- 制御ループのコミッショニング(PIDの調整、アラームの設定)。
改修費用は通常、新システム費用の30〜50%です。水・エネルギーの節約と品質改善による回収は、連続したプロセスで通常12〜24か月かかります。
Q2: 効果的な温度制御に必要な最小ターンダウン比率は?
ほとんどの用途では、5:1ターンダウン(例:1ノズルあたり1〜5 L/min)で十分です。ターンダウン比率が高い(10:1または20:1)は、負荷の幅が大きいバッチ処理や複数製品ラインで役立ちます。パルス式オン/オフノズルは、スロットリング損失なしに50:1以上の有効ターンダウンを実現できます。
Q3: 自動化システムでノズル詰まりはどう対処するのか?
三層防御:
- ろ過: 制御弁の上流にある100ミクロンストレーナー。高固形水用の自動逆流ストレーナー。
- 流量監視: 流量の20%低下を検知し、オペレーターに警告を発します。
- 冗長性: 重要なゾーンに10〜20%の予備ノズルを設置;コントローラーはプライマリが詰まると自動的にバックアップに切り替わります。
自己洗浄ノズル(内部スクレーパーやパルスバックフラッシュ付き)は、重度に汚染された水には利用可能ですが、コストと複雑さが増します。
Q4: 作動式スマートノズルにはどのくらいの水質が必要ですか?
- 粒子: <100マイクロメートル(インラインストレーナーで十分)。
- 硬度: <150 ppm CaCO₃ アクチュエータシールのスケール蓄積を防ぐため。
- pH: 6.5–8.5(この範囲外ではシール劣化が加速します)。
- 塩化物: < 250 ppm(ステンレス湿潤部品)、< 50 ppm(炭素鋼)。
適切にろ過・処理されれば、リサイクルされたプロセス水は許容されます。極めて過酷な環境(高固形物スラリーや腐食性化学物質)では、アクチュエータ用の別の清浄な水供給が推奨されます。
Q5: スマートノズルアクチュエーターはどのくらいの頻度でメンテナンスが必要ですか?
クリーンウォーター用途では、アクチュエータシールやモーターの寿命は10,000〜20,000時間(連続1.5〜3年)です。メンテナンスには以下が含まれます:
- シール交換(1〜2年ごと)。
- アクチュエーターモーターベアリング潤滑(年次)。
- 流量計の校正点検(年次)。
過酷な環境やリサイクル水の場合は、間隔を50%減らしましょう。ファクターアクチュエータ交換コスト(1ノズルあたり約200ドル〜500ドル)を総所有コストに含みます。
Q6: モデル予測制御(MPC)は複雑さの増加に見合うのか?
ほとんどの産業用冷却用途において、PID+フィードフォワードはエンジニアリングコストの20%で90%の性能を提供します。MPCがコスト効率的になるのは、以下の場合です:
- 多ゾーン相互作用が強い(あるゾーンを調整すると他にも大きな影響を与える)。
- 厳格な制約(最大総水流量、任意の区域における最小圧力)が存在する。
- 製品価値は非常に高く(航空宇宙、半導体)、1〜2°Cの改善も重要です。
PID + feedforwardから始め、3万ドルから10万ドルのMPCソフトウェアとチューニングコストに見合う測定可能な品質や収量向上が見合う場合のみMPCへのアップグレードを推奨します。
9.結論
自動温度制御システムとスマートノズルの統合により、スプレー冷却は固定されたオープンループプロセスから動的で精密に制御された動作へと変貌します。リアルタイム温度感知、適応流量変調、クローズドループ検証の組み合わせにより、温度変動を60〜75%削減し、水の使用量を20〜40%削減し、負荷の過渡期や製品変化時の無人運転を可能にします。