





スクラバーに適切なスプレーノズルを選ぶ方法
目次
- はじめに:なぜスクラバーノズルの選択が重要なのか
- [スクラバー性能の臨界噴霧パラメータ](#critical パラメータ)
- [ノズルタイプ比較:ホローコーン、スパイラル、フルコーン](4 #nozzle タイプ)
- 【材料選択および摩耗コスト分析】(#material 選択)
- スクラバー専用選考ガイドライン
- 【よくある設置およびメンテナンスミス】(#common ミス)
- 調達および供給の考慮事項
- FAQ
- 【結論と次の行動】(#conclusion)
1.はじめに:なぜスクラバーノズルの選択が重要なのか
ウェットスクラバーシステムにおいて、排ガスの脱硫、粒子除去、化学蒸気吸収のいずれにおいても、スプレーノズルは単なる部品ではありません。液体相と気相の主要な界面です。誤選されたノズルは気液接触効率を30〜50%低下させ、排出違反、液体再循環コストの増加、機器の摩耗加速につながります。
化学プラントや発電施設でのベンチュリスクラバーや詰め込みベッド吸収装置の現場運用経験から、私たちは3つの繰り返しの問題を目にしてきました。すなわち、ガス流に接触する前に蒸発する小径の水滴、十分な表面積が欠けて落ちる過大な水滴、そして研磨スラリーサービス中の急速なノズル侵食により噴霧パターンが数週間以内に変化すること。本ガイドでは、長期的なスクラバー性能を決定する工学的パラメータ、ノズルタイプのトレードオフ、材料選択ロジックを詳しく解説し、これらの課題に正面から取り組みます。
あなたが学ぶこと:
- 液滴サイズ分布が質量伝達効率に与える影響
- 均一なガスカバーのためのノズル数と間隔の計算方法
- ベンチュリ、スプレータワー、充填ベッドスクラバーに適したノズルタイプ
- 腐食性および研磨性使用のための材料選択
- 早期ノズル故障の検出と防止方法
2.スクラバー性能の臨界スプレーパラメータ
2.1 液滴サイズとサーター平均直径(SMD)
スクラバー効率は気液間面積の最大化にかかっています。小さな液滴は単位体積あたりの表面積を多く提供しますが、蒸発速度も速く、スクラバーからも同列されやすいです。ほとんどのベンチュリおよびスプレータワー用途では、ソーター平均直径(SMDまたはD₃₂)を200〜800ミクロンの範囲に目標としています。
- 細粒(200–400ミクロン): 高い表面積、化学吸収に理想的(SO₂、HCl、NH₃)。液体流量が十分でない限り、150°C以上の高温ガス流での蒸発リスク。
- 中型の液滴(400–600ミクロン): 粒子状のスクラビングと適度なガス冷却のバランスの取れた性能。同列のリスクが減ります。
- 粗い液滴(600〜1000ミクロン): 表面積は小さいが高速ガス流への浸透性が良い。乱流が分解を助けるベンチュリスクラバーに適しています。
ある排ガス脱硫の改修では、1000ミクロンの液滴(低圧で完全なコーンノズル)から400ミクロンの液滴(高圧で中空の円錐)に切り替えることで、SO₂除去効率が82%から94%に向上し、スクラビング段階を追加せずに規制基準を満たすことが可能となりました。
2.2 流量と圧力の関係
ノズル流量は平方根の法則に従います:
Q = K × √P
ここで:
- Q = 流量(GPMまたはL/min)
- K = ノズル流量係数(オリフィスのサイズと設計により依存)
- P = 圧力(PSIまたはバー)
つまり、圧力を倍増させると流量は1.41×増加するだけで、2×増加しません。よくある誤解は、ノズルのサイズが小さいのを補うために単に「圧力を上げる」と思い込むことです。実際には収穫逓減に陥り、ポンプのエネルギーコストは圧力に比例して線形に増加し、流量の改善はほぼ線形になります。
例えば、中空のコーンノズルは40 PSIで10 GPMと定格されており、80 PSIで約14.1 GPMの出力を得られます(20 GPMではありません)。スクラバーが1ノズルあたり20 GPMを必要とするなら、単に圧力を上げるだけでなく、もっと大きなオリフィスかノズル数が必要です。
2.3 噴霧角度と被覆の均一性
スプレー角度は、スクラバーダクトやチャンバーの断面全体をカバーするために必要なノズル数を決定します。一般的なスクラバーノズルは60°から120°の噴霧角度を提供します。
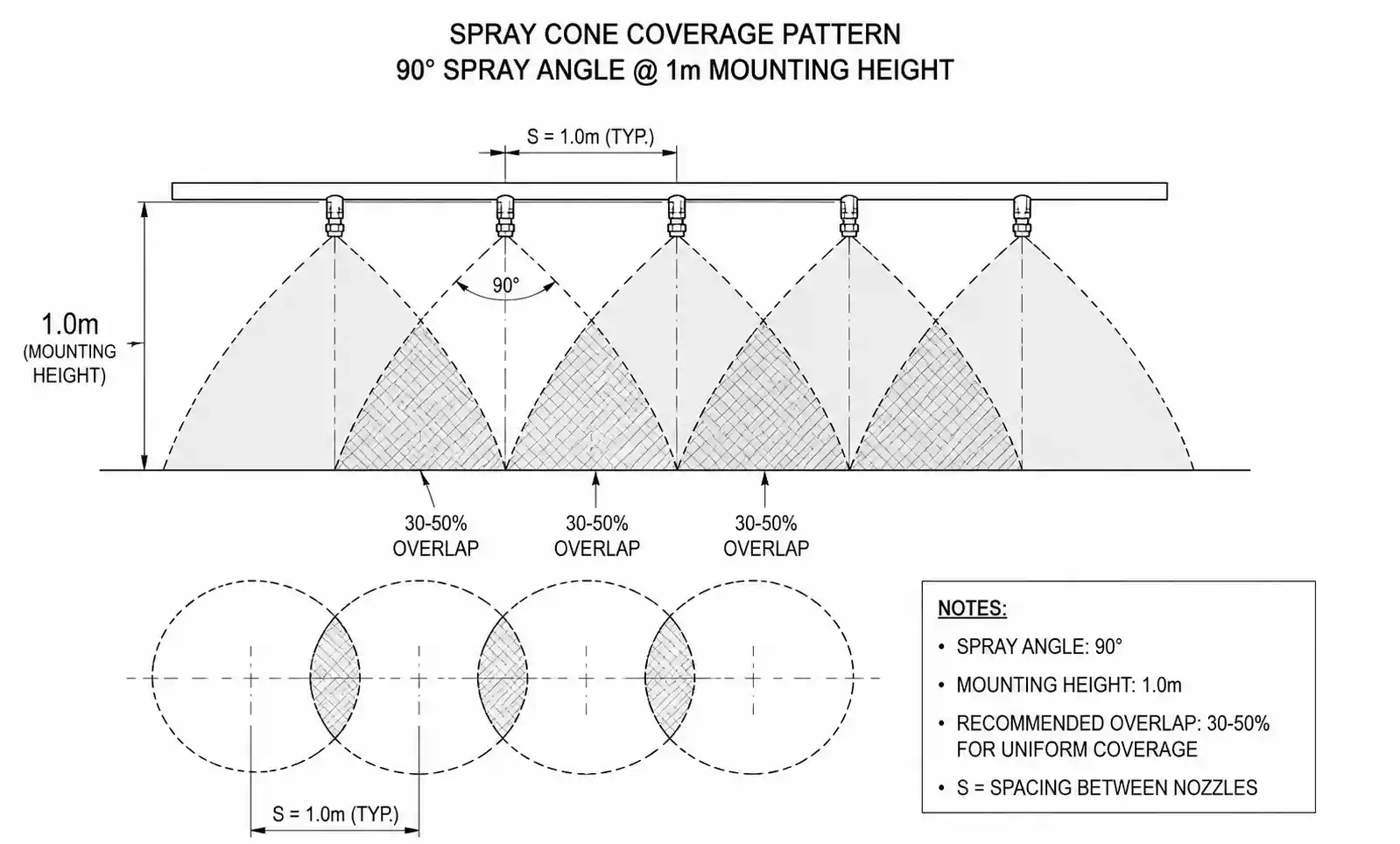
重なり計算: 乾燥した部分がないように、隣接する噴霧コーン同士は少なくとも30〜50%重なる必要があります。標的面の高さHに設置された90°の噴霧角を持つノズルの場合、噴霧直径Dはおおよそ次のようになります。
D = 2 × H × tan(45°) = 2H
スクラバーダクトの幅が2メートルで、ノズルがガス流の1メートル上に取り付けられている場合、90°の各ノズルはおよそ直径2メートルの円を覆います。均一なカバレッジを得るには、ノズルを1.3〜1.5メートル間隔で配置し(30〜50%の重なりを許容)、
2.4 液体対気体比(L/G)
これはスクラバー設計のマスターパラメータであり、通常は液体のリットル数/立方メートルのガス(L/m³)またはガロン/1000立方フィート(gal/1000 ft³)で表されます。一般的な範囲:
- 粒子洗剤: 0.5–2.0 L/m³
- 気体吸収(SO₂、HCl): 2.0–10 L/m³
- ベンチュリスクラバー: 0.5–1.5 L/m³(高速で低L/Gを補う)
必要なL/G比とガス流量が分かれば、総液体流量を計算し、ノズルの数とそれぞれの流量容量で割ることができます。
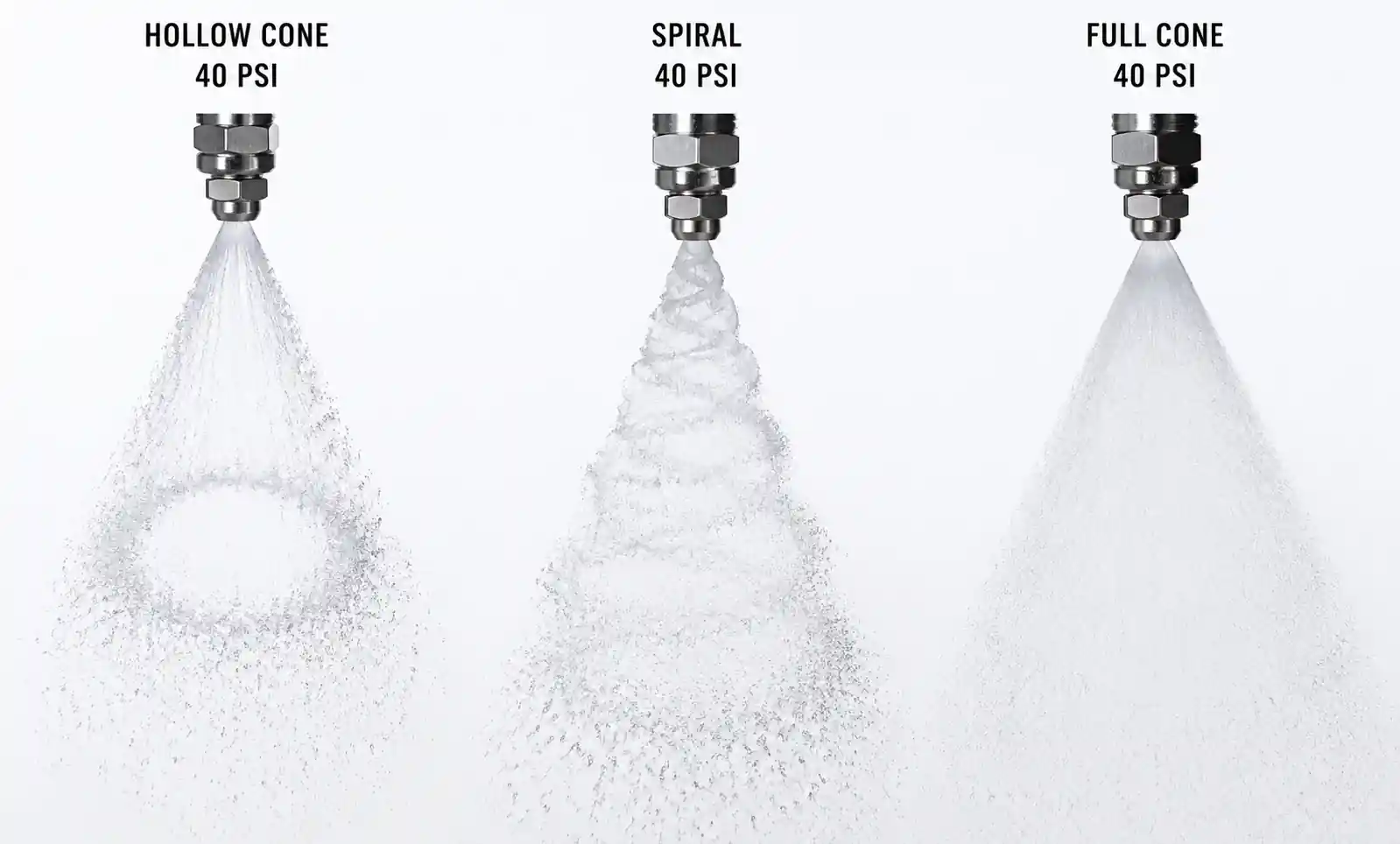
3.ノズルタイプ比較:中空コーン、スパイラル、フルコーン
すべてのスプレーパターンがスクラバーサービスに同じように作られているわけではありません。以下は異なるスクラバー構成間でのフィールド性能に基づく比較です。
| ノズルタイプ | スプレーパターン | 液滴サイズ範囲(SMD) | インパクトフォース | 詰まり耐性 | ベストアプリケーション |
|---|---|---|---|---|---|
| ホローコーン | 薄い円錐形シート | 200–600ミクロン | 中 | 低(小さな開口部) | ガス吸収、冷却塔、ベンチュリスクラバー |
| 螺旋(側線) | 渦巻きのあるソリッドコーン | 400–1200ミクロン | ハイ | 高(大きな自由通路) | 高固形物スラリーのスクラビング、大きな粒子状 |
| フルコーン | 一様分布 | 300–800ミクロン | 中〜高 | 中 | 充填ベッドスクラバー、均等液体の分配 |
| 空気アトマイズ | とても細い霧 | 50–200ミクロン | 低 | 非常に低い | 化学的吸収(HCl、NH₃)は圧縮空気を必要とします。 |
3.1 中空コーンノズル
これらは薄い液体シートを作り、細かい液滴に割れて表面積を最大化します。SO₂吸収用のスプレータワーでは、30〜60 PSIで動作する中空コーンノズルが、通常300〜500ミクロンの液滴を優れたガス接触で供給します。しかし、小さなオリフィス(通常3〜8mm)は、再循環液に石膏結晶やフライアッシュが含まれている場合、詰まりやすくなります。50〜100メッシュのインラインストレーナーと定期的なバックフラッシュを推奨します。
私たちのデータによると、石灰岩スラリーサービス(15%固形物)で6mmの中空円錐ノズルは、ろ過が不十分な場合、500〜800時間以内に流量の測定可能な減少を示します。症状は完全な詰まりではなく、スプレー角度が徐々に狭まり、スクラバー内にデッドゾーンができてしまうことです。
3.2 スパイラルノズル
スパイラルノズルは接線形の入口ポートを用いて渦巻き流を作り出し、より大きく均一な液滴を持つ固体の円錐形を作り出します。主な利点は、より大きな自由通路径(通常12〜25mm)であり、高固形物環境での詰まりに非常に強いことです。
10 g/Nm³の粒子状物質負荷で燃焼煙ガスを処理するベンチュリスクラバーでは、中空コーンノズルをスパイラルノズルに置き換え、メンテナンス期間を2週間から12週間に延長しました。その代償として、400ミクロンから800ミクロンへのドロップシフトがありましたが、ベンチュリ喉の高速ガスが追加の乱流と液滴の分解をもたらすため許容範囲でした。
3.3 フルコーンノズル
フルコーンノズルは液体をスプレーコーン全体に均等に分散させますが、中空のコーンは液体を周辺に集中させます。これにより、充填材上に均一な液体分布が重要な充填ベッドスクラバーに理想的です。分布が不均一になるとチャネルが流れ、効果的な梱包高さやスクラブ効率が低下します。
通常、逆流充填タワーにフルコーンノズルを用いてHCl吸収を行い、パッキング面の完全な湿潤を確保するために、パッキングから0.3〜0.5メートル上に80〜0.5メートルのスプレー角度で設置しています。
3.4 エアアトマイズノズル
これらのノズルは圧縮空気を使って液体を超微細な液滴(50〜200ミクロン)に砕き、可能な限り高い表面積を提供します。気相質量移動抵抗が制限される化学吸収には効果的ですが、圧縮空気コストがかかり、懸濁固体に対して非常に敏感です。
半導体ファブのアンモニアスクラバーに空気霧化ノズルを導入しており、水消費量が低く(合計5〜10 GPM)、液体は固体のないDI水です。スラリーや再循環プロセス水を扱う産業用スクラバーでは、エアアトマイズノズルは一般的に実用的ではありません。
4.材料選択と摩耗コスト分析
スクラバーサービスは非常に要求が高く、ノズルは腐食性液体(酸性、アルカリ性、塩化物が豊富)、フライアッシュ、石膏、石灰などの研磨固形物、高温に対処します。材料の選択は、保守コストやシステムの稼働時間に直接影響します。
| 素材 | 硬度(HV) | 相対的な摩耗寿命 | コスト乗数 | 耐腐食性 | ベストユースケース |
|---|---|---|---|---|---|
| 316 ステンレススチール | 180–220 | 1×(基準線) | 1× | 良好(pH 4–10) | 清潔な液体、低摩耗 |
| 硬化17-4 PH SS | 350–400 | 3–×4 | 2× | 素晴らしい | 中程度の摩耗、酸性サービス |
| カーバイドシリコン(SiC) | 2500–3000 | 10–15× | 8–12× | 優秀(非HF) | 高摩耗(スラリー)、長時間のメンテナンス間隔 |
| アルミナセラミック(Al₂O₃) | 1500–1800年 | 6–8× | 5–7× | 素晴らしい | 研磨性で衝撃の低い荷重 |
| タングステンカーバイド | 1500年–2000年 | 8–12× | 10–15× | 良質(強酸ではない) | 極度の摩耗、高圧 |
| PTFE / PFA | 50–60 | 該当なし(化学的のみ) | 2–3× | 優秀(すべてのpH) | 非常に腐食性があり、擦り傷なし |
4.1 経済的比較:ステンレス鋼とシリコンカーバイド
20ノズルの石灰岩スラリースクラバーの実際のコスト比較を見ていきましょう。
シナリオ:
- ノズル流量:40 PSIで15 GPM
- スラリー:石灰石20%、pH 5.5、50°C
- 運用時間:年間8,000時間
オプションA:316ステンレススチール
- ノズルコスト:1×$45 20 = $900
- このサービスでの観測された摩耗寿命:1200時間(スプレー角度が狭まり、流量が15%減少)
- 年間交換回数:8000 / 1200 ≈ 6.7サイクル
- 年間ノズルコスト:$900 × 6.7 = $6,030
- 交換作業(1サイクルあたり4時間、1時間75ドル):75ドル × 4 × 6.7 = 2,010ドル
- 年間総費用:$8,040
オプションB:シリコンカーバイド
- ノズルコスト:1×$480 20 = $9,600
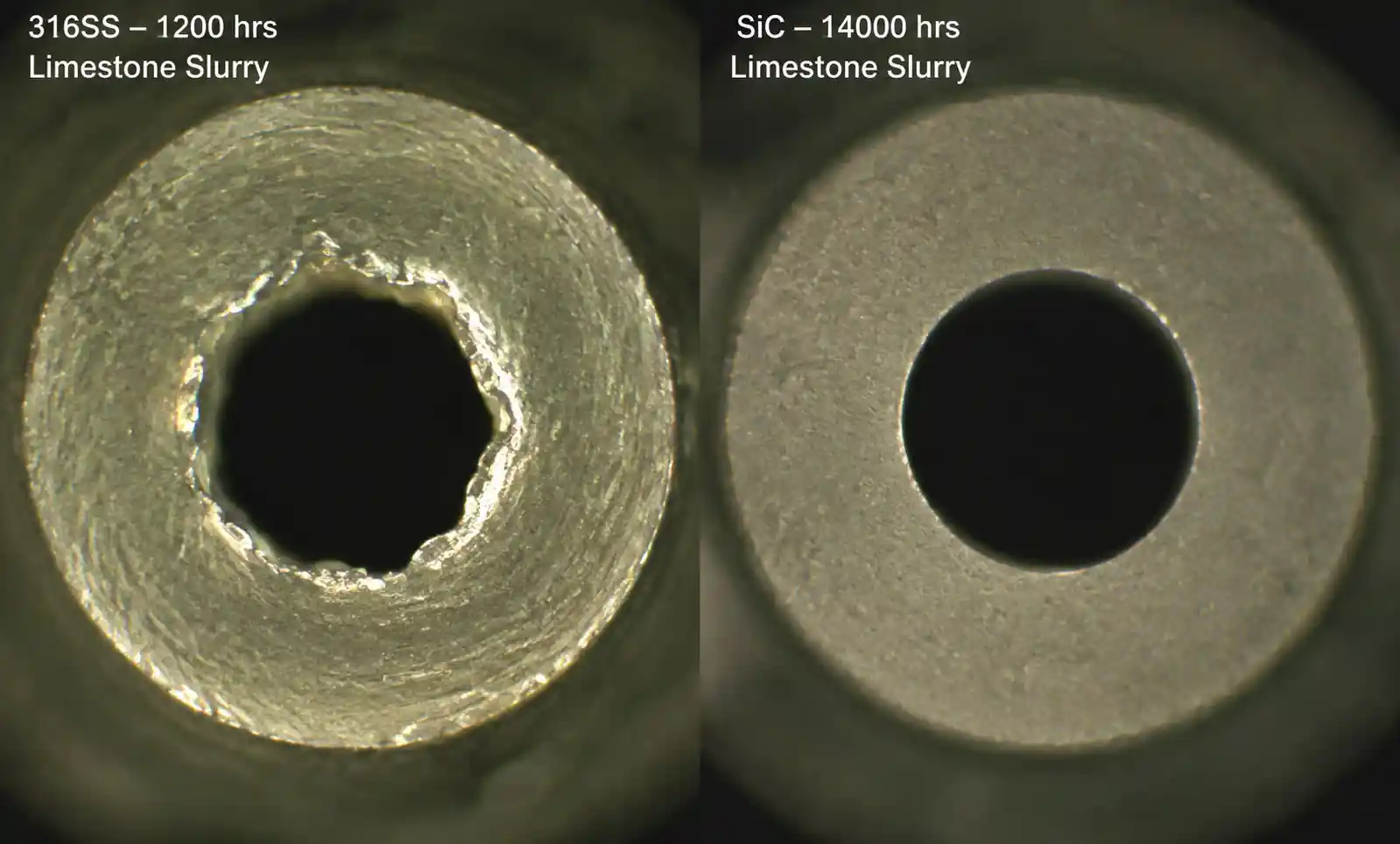
- 観測された摩耗寿命:14,000時間
- 年間交換回数:8,000台 / 14,000台≈0.57サイクル
- 年間ノズルコスト:$9,600 × 0.57 = $5,472
- 代替労働:75ドル × 4 × 0.57 = 171ドル
- 年間総費用:$5,643
結論: シリコンカーバイドは、単価が10×高いにもかかわらず、主にダウンタイムと労働力の削減により年間2,400ドルの節約を実現しています。回収期間はメンテナンスサイクル1回未満です。
4.2 腐食に関する考慮事項
材料の硬さだけが要因ではありません。排ガス脱硫(FGD)洗浄器では、再循環液体は酸性(pH 4–6)で塩化物を含みます。高塩化物FGD使用中にタングステンカーバイドノズルの加速腐食が観察されており、ピッティング破壊は6,000時間で発生しました。これは硬化ステンレス鋼と同等の規模です。炭化ケイ素とアルミナセラミックスははるかに優れた性能を示し、15,000時間経っても測定可能な腐食はありませんでした。
高酸性(pH <3)や強アルカリ(pH >12)では、PTFEライニングノズルまたはオールPFA構造が必要です。これらの材料は耐摩耗性がないことを前提としています。
5.スクラバー特有の選考ガイドライン
5.1 ベンチュリ・スクラバーズ
ベンチュリスクラバーは、喉部で60〜120 m/sのような高速ガスを高速で処理し、せん断力によって液体の滴を霧化することで高い効率を実現します。ノズルの選択は液滴のサイズに関してそれほど重要ではありません。速度が主に働きますが、詰まり抵抗が非常に重要です。
推奨ノズル:
- 12〜20mmの自由通過を持つ螺旋ノズル
- 作動圧力:20–50 PSI(ベンチュリ破壊が優勢であるため、許容圧力は低い)
- 材料:研磨粒子用に炭化ケイ素または硬化ステンレス鋼
よくある誤り: ベンチュリサービスで中空のコーンノズルを使用すること。高速ガスは薄いスプレーシートをたわみ、液体の分布が不均一でベンチュリ喉ライナーの侵食を引き起こすことがあります。
5.2 スプレータワースクラバー
スプレータワーでは、ノズルが細かい水滴を発生させ、タワー断面全体に均一なカバーを提供しなければなりません。液滴の分解を助ける高速ガスフローはないため、ノズルの性能が非常に重要です。
推奨ノズル:
- ガス吸収用の中空コーンノズル(SO₂、HCl)
- 作動圧力:300〜500ミクロンの液滴に対して40–80 PSI
- 噴霧角度:良好なカバレッジのために90〜120°
- L/G比率:典型的5〜10 L/m³
設計のヒント: ノズルは垂直方向に1〜2メートル間隔で、複数の水平バンク(2〜4段)に設置してください。これにより滞在時間が延び、一方の銀行が部分的に詰まった場合でも冗長性が提供されます。
5.3 パッキングベッドとトレイスクラバー
充填床スクラバーは、構造化またはランダムな詰め物の上に液体が流れることに依存し、気と液体の接触を最大化します。ノズルの役割は液体の分配であり、直接的なガス接触ではありません。
推奨ノズル:
- 均一分布用のフルコーンノズル
- 動作圧力:10〜30 PSI(低圧許容、均一性が重要)
- 噴霧角:80〜100°
- 梱包より0.3〜0.5m上に設置し、100%のカバーと50%の重なりを確保します
よくある間違い: ノズル数の指定が不足していること。ノズルが不足するとパッキングに乾燥した部分ができ、有効表面積が減少します。構造化詰めの場合は、0.3〜0.5 m²のパッキング断面ごとにノズル1本、ランダムパッキングでは0.5〜0.8 m²ごとに1本のノズルを推奨します。
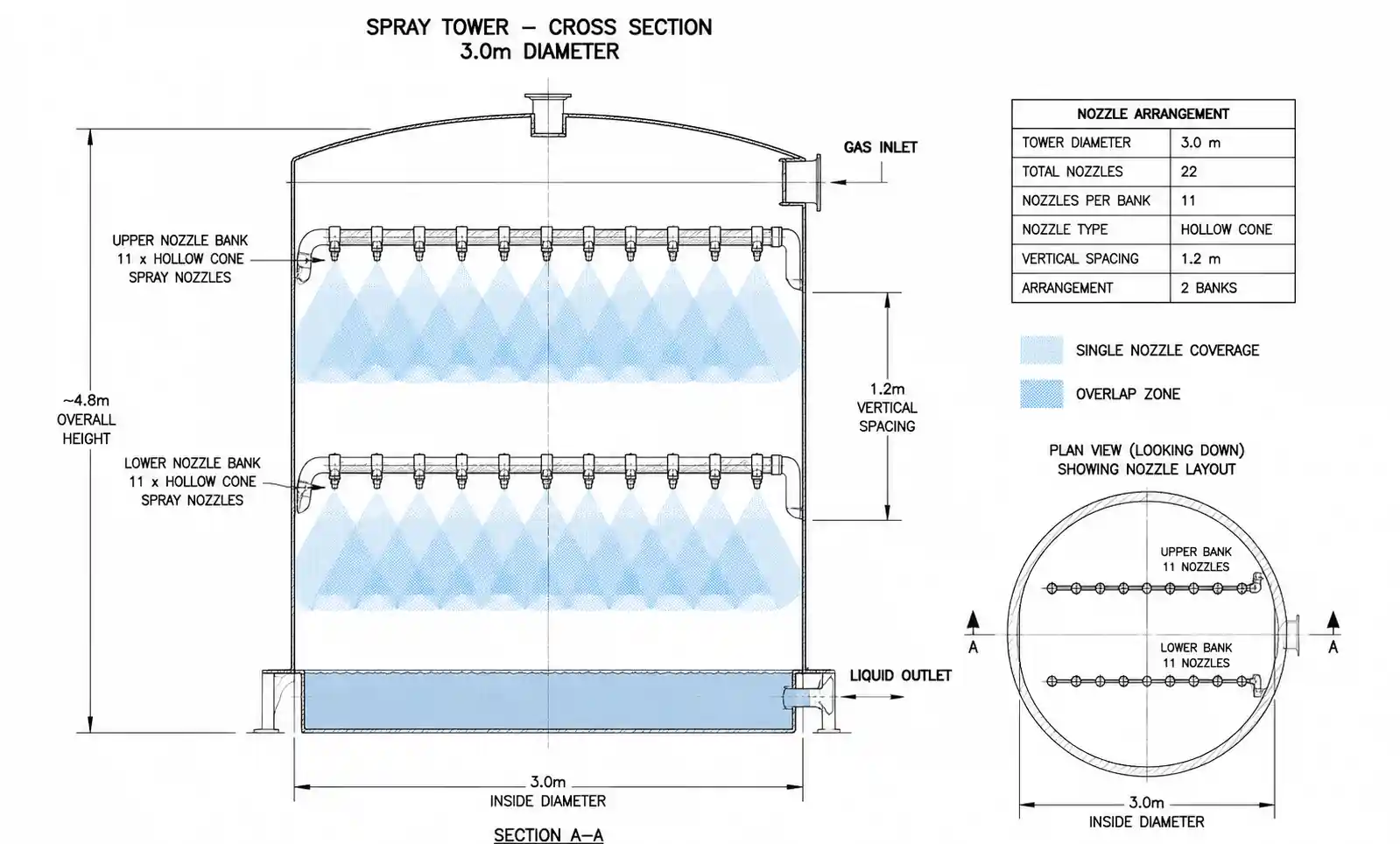
5.4 作業例:スプレータワーのノズル選択
与えられた:
- スクラバー直径:3メートル
- ガス流量:10,000 m³/hr
- 目標L/G比率:6 L/m³
- 必要なSO₂除去量:90%
ステップ1:総液体流量の計算 総液体流量 = 10,000 m³/hr × 6 L/m³ = 60,000 L/h = 1,000 L/min ≈ 264 GPM
ステップ2:ノズルタイプと作動圧力を選択する 細かい水滴には中空のコーンノズルを選びましょう。50 PSIでは、典型的な中空コーンノズルは300〜400ミクロンのSMDを供給します。
ステップ3:ノズル数の決定 ノズルモデルは12 GPM、50 PSIで定格されているものを選びます(メーカーのデータシートを確認してください)。 ノズル数 = 264 GPM / 12 GPM = 22 ノズル
ステップ4:カバレッジを確認する 90°の噴霧角度とガス入口面の1.5m上にノズルを取り付けた場合: 噴霧直径D = 2 × 1.5 m ×タン(45°)= 3 m
スクラバー断面積 = π × (3 m / 2)² = 7.07 m² ノズルあたりの面積(重なりが50%の場合)≈0.35 m² カバーに必要なノズル = 7.07 / 0.35 ≈20個のノズル
結論: 22個の中空コーンノズル(汚れの余裕を少し確保)を円形に配置されます。2つのノズルバンクに11ノズルずつ、縦に1.2メートル間隔で設置することで、滞在時間を延ばしましょう。
6.よくある設置およびメンテナンスのミス
6.1 誤ったノズル向き
ノズルの角度が合わないと、スプレーパターンの歪みや壁の衝突が起こります。垂直タワーで下向き噴霧するノズルでは、ノズル軸が真に垂直であることを確認してください。たとえ10°傾けても、3メートルの距離で噴霧パターンが0.5メートルずれ、乾燥ゾーンが生まれます。
ある化学工場では、ノズルが時間とともに緩み、振動で15〜20°回転したことが原因でスクラビング性能の低下を診断しました。ロックワッシャーを締め直し追加すると問題は即座に解決し、除去効率が78%から91%に向上しました。
6.2 不十分なろ過
スクラバー再循環ループはノズルの上流に十分なろ過が必要です。推奨事項:
- 中空コーンノズル(3–8mmのオリフィス): 50–100メッシュのストレーナーまたは自動バックフラッシュフィルター
- 螺旋ノズル(12–25mmの通路): 10–20メッシュのストレーナーが十分
事例研究: 石炭火力発電所のベンチュリスクラバーは当初、インラインろ過がなかった。中空のコーンノズルは3〜4日以内に詰まり、週に一度の停止で清掃が必要となりました。自動バックフラッシュフィルター(100メッシュ)を設置した後、ノズル寿命は6〜8週間に延び、予期せぬダウンタイムは85%減少しました。
6.3 摩耗モニタリングの無視
ノズルの摩耗は徐々に進行し、陰湿です。流量は10〜20%減少し、その後に目視で開口部の拡大が確認されます。噴霧角度が目に見えて狭まる頃には、効率はすでに大幅に低下しています。
ベストプラクティス: 流量監視プログラムを確立しましょう。各ノズルまたはマニホールドの流量を四半期ごとに測定・記録してください。流量が10%減少したり噴霧角度が15%狭まったら、ノズルを交換してください。完全な失敗を待ってはいけません。
重要なスクラバーには、各ノズルヘッダーに差圧トランスミッターを設置しています。ΔPが15%低下すると摩耗が示され、自動的にメンテナンス作業指示が発動します。
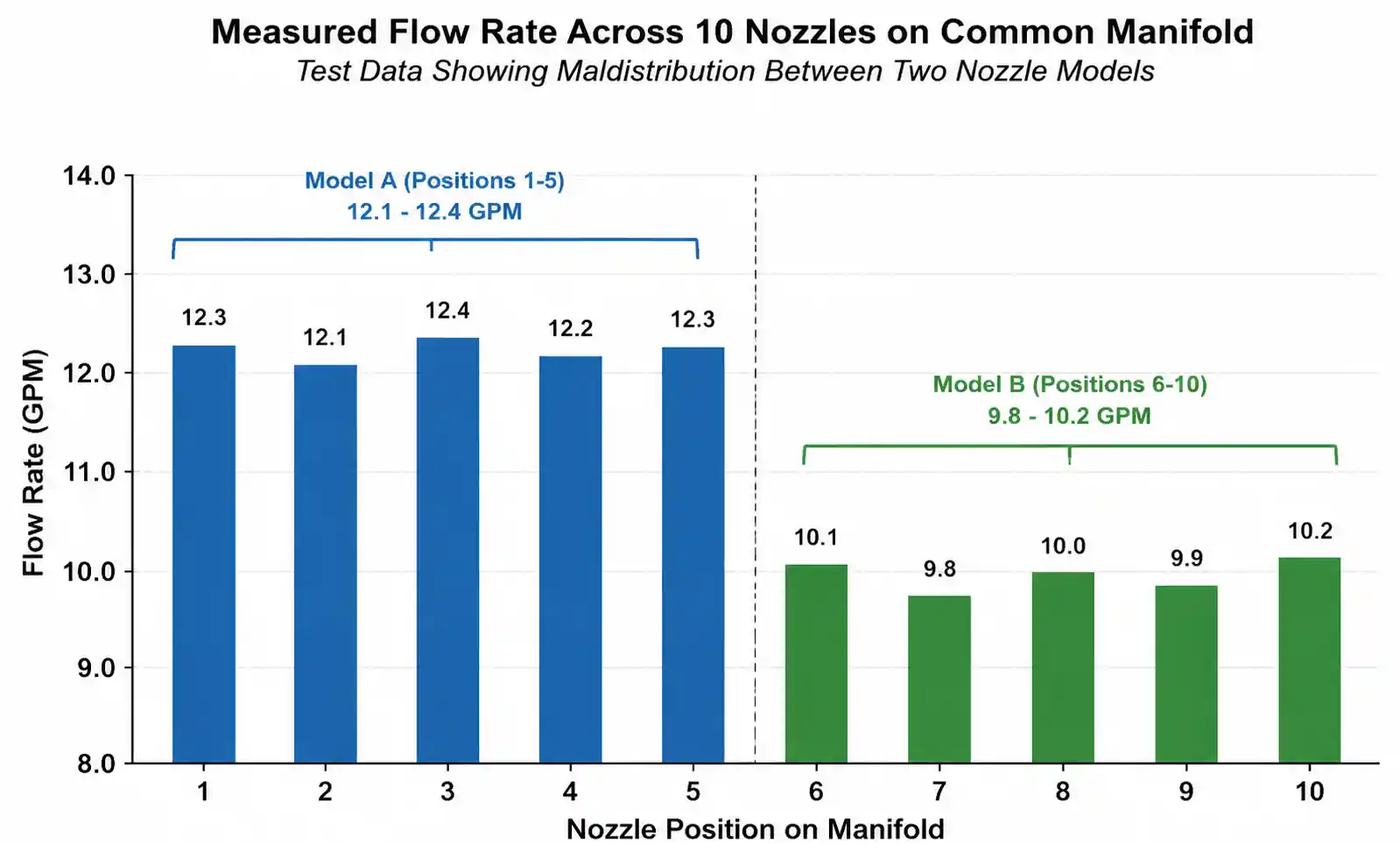
6.4 ノズルの種類またはモデルの混合
同じマニホールド上で異なるノズルモデルを使用すると、流量分布が不均一になります。もしあるノズルの圧力差が低いと、他のノズルの流れが奪われてしまいます。共通ヘッダーには必ず同じノズル(同じモデル、同じオリフィスサイズ、摩耗状態)を使いましょう。
7.調達と供給の考慮事項
7.1 OEMとアフターマーケットノズルの比較
純正機器メーカー(OEM)のノズルは通常、アフターマーケットの代替品より30〜50%高価ですが、より良いドキュメント、一貫した品質、そしてテストされた性能データを提供します。
OEMを使うタイミング:
- 初期設置または大規模な改修
- 性能に重要なアプリケーション(規制遵守)
- 認証済み噴霧パターンデータおよび液滴サイズ分布が必要な場合
アフターマーケットが許容される場合:
- よく特徴づけられたシステムでのルーチンな置換
- コスト駆動型の大量購入
- 性能マージンが広い非臨界スクラバー
主要要件: アフターマーケットノズルは流量と圧力、噴霧角度、液滴サイズ分布のテストデータを提供しなければなりません。寸法図面のみを提供する業者は避けてください。
7.2 リードタイムと在庫戦略
標準的なステンレス製ノズルは通常、1〜2週間のリードタイムで入手可能です。特殊な材料(カーバイドシリコン、タングステンカーバイド)は、特にカスタムのねじ径や流量の場合、リードタイムが8〜12週間かかることがあります。
推奨在庫:
- 設置ノズル数の20〜30%をステンレスノズル用の予備として保持
- セラミックノズル用に50〜100%の予備部品を保持(リードタイムが長く、脆い)
- ノズルを清潔で乾燥した状態で保管すること;取り付け前にオリフィスを点検してください
7.3 スレッド標準と互換性
ほとんどの産業用スクラバーノズルは標準的なパイプねじ山を使用します:1/4インチNPT、3/8インチNPT、1/2インチNPT、または3/4インチNPT。ヨーロッパの機器はBSPスレッドを使用することがあります。交換品を注文する前にネジの種類を確認してください。
ノズルタイプ(例:ホロウコーンからスパイラル)にアップグレードする場合は、新しいノズルのねじ接続やスプレー向きが同じか確認してください。ノズルの中にはオススレッドのものもあれば、メスのものもあります。糸軸に沿って噴霧するものもあれば、90°のスプレーもあります。
8.FAQ
Q1: ノズルが摩耗しているかどうかはどうやってわかりますか?
A: 一定圧力での流量を測定し、基準データやメーカーのデータと比較してください。10〜15%の低下は、著しい摩耗を示します。視覚的症状には、開口部の拡大、非対称の噴霧パターン、または噴霧角度の狭まりなどがあります。セラミックノズルの場合は欠けやひび割れがないか確認してください。
Q2: ノズル圧力を上げるだけでスクラバー効率を上げることはできますか?
A: ある程度までは。流量は圧力の平方根分に増加するため、圧力を倍にしても流量は1.41×になります。80〜100 PSIを超えると、ノズルの摩耗増加、ポンプエネルギーコストの増加、高速ガス流での噴霧の偏向のリスクもあります。もっと液体の流れが必要なら、ノズルを追加するか、大きなオリフィスを使うといいです。
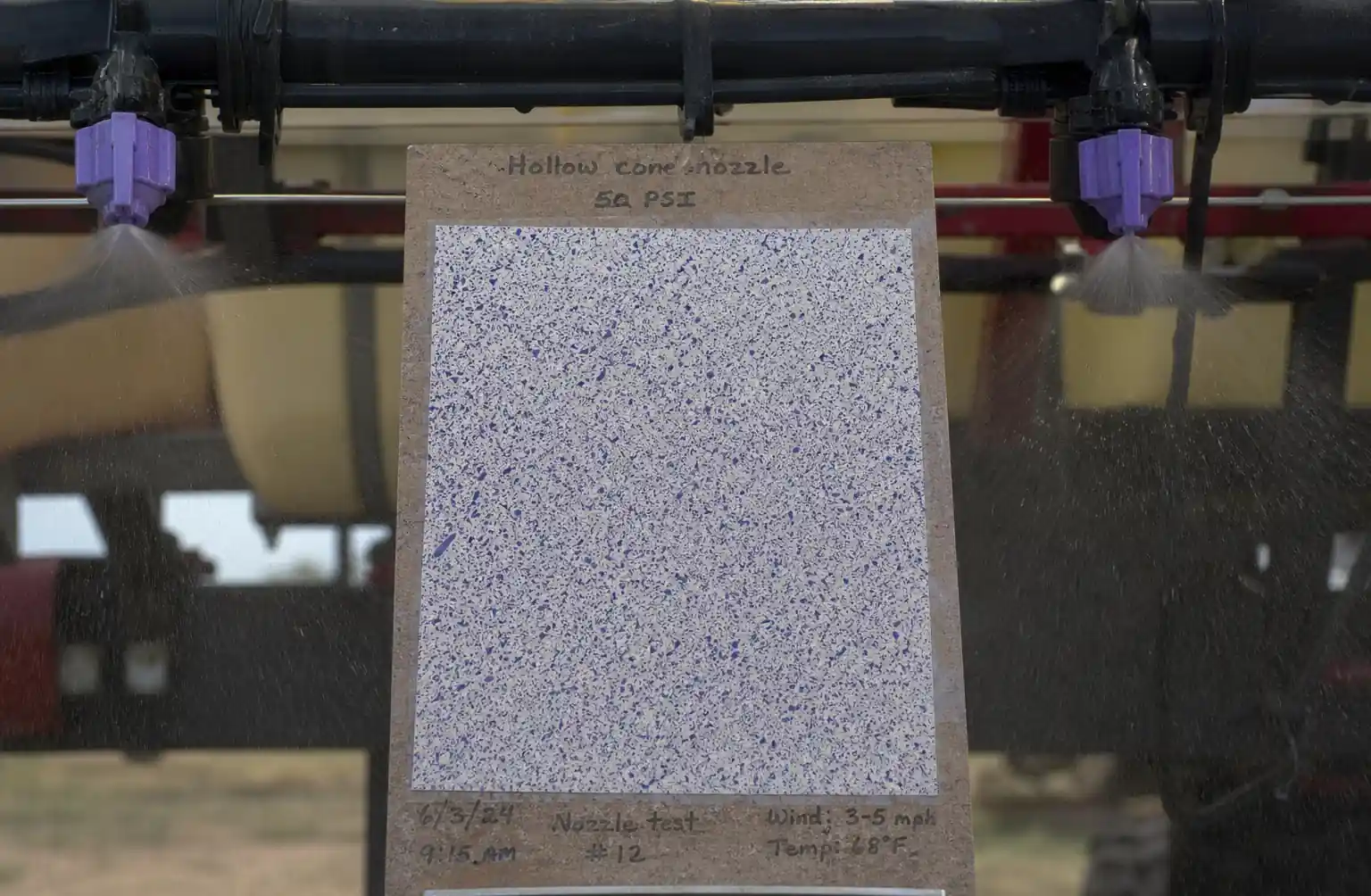
Q3: 流量は正常なのに、なぜスクラバーの性能が低下しているのでしょうか?
A: スプレーパターンを確認してください。部分的な詰まりや摩耗は、スプレー角度を変えたり、非対称なパターンを生み出し、総流量が正しくてもスクラバー内に乾燥ゾーンが残ることがあります。四半期ごとの噴霧パターン監査は、水質感応性のある紙や高速イメージングを使ったものを推奨します。
Q4: FGDスクラバーにはどのノズル素材を使うべきですか?
A: 石膏スラリーを含む湿潤石灰岩FGD(pH 5–6、固形物15–25%)の場合、炭化ケイ素が最もコスト効率の良い長期的な選択肢です。摩耗や酸性腐食の両方に強いです。普通のステンレススチールは避けてください。予算が許さない場合は、少なくとも硬化17-4 pHの使用をおすすめします。
Q5: スクラッバーノズルはどのくらいの頻度で交換すればいいですか?
A: それは材料やサービスの厳しさによります。ステンレススチールをきれいな水に入れる:1〜2年。スラリー入りのステンレス鋼:2〜6ヶ月。スラリー中の炭化ケイ素:2〜3年。固定された間隔ではなく流量監視を用いた条件ベースの補充プログラムを確立しましょう。
Q6: ベンチュリスクラバーにエアアトマイズノズルを使ってもいいですか?
A: 一般的には違います。エアアトマイズングノズルは固体を含まないクリーンな液体を必要とし、ベンチュリの高い気速がアトマイズングエアジェットを妨害します。ベンチュリスクラバーには油圧ノズル(中空コーンやスパイラルノズル)を使い続けてください。
Q7: スクラッバーノズルの最適なスプレー角度は何ですか?
A: スプレータワーや充填ベッドの場合、80〜120°で良好なカバー範囲と合理的なノズル数を確保します。ベンチュリスクラバーの場合:スプレーは狭い喉に注入されるため、60〜90°で十分です。広い角度では、同じカバー範囲を得るために低い取り付け高さが必要です。
9.結論
スクラバーに最適なスプレーノズルを選ぶことは、液滴の大きさ、流量容量、詰まり耐性、材料の摩耗寿命、コストをバランスさせる多変数の最適化課題です。最も一般的なミスは、ノズル数を過小に設定し(カバー範囲が悪くなる)、材料選択を無視し(急速な摩耗)、メンテナンスモニタリングの怠慢(性能の徐々の劣化を招く)です。