





製紙工場の布地洗浄における高圧ニードルノズルのメンテナンスサイクル推奨事項
学べること:エビデンスに基づくメンテナンススケジュール、摩耗指標、コスト最適化された交換戦略、高圧ニードルノズルの成形用ファブリックおよび乾燥機フェルトクリーニング用途の現場検証済み検査プロトコル。
- 目次
- 1.はじめに:製紙工場におけるニードルノズルのメンテナンスが重要な理由
- 2.ニードルノズルの使用寿命に影響を与える重要な要因
- 2.1 水質と懸濁固形物
- 2.2 運転圧力とデューティサイクル
- 2.3 ノズル材料の選択
- 2.4 設置ジオメトリとスプレー角度
- 2.5 化学環境
- 2.6 サーマルサイクリング
- 3.推奨メンテナンス点検間隔
- 3.1 日々の視覚チェック(生産ラウンド中に実施)
- 3.2 週次流量検証
- 3.3 月次詳細点検
- 3.4 四半期パフォーマンステスト
- 3.5 年次または半年ごとの完全交換
- 4.摩耗指標と性能劣化の兆候
- 4.1 流量増加
- 4.2 スプレーパターンの歪み
- 4.3 目に見える穴の損傷
- 4.4 圧力降下の変化
- 4.5 布のクリーニング性能低下
- 5.材料選択がメンテナンス頻度に与える影響
- 5.1 ステンレススチール(316/316L)
- 5.2 硬化ステンレス(440°C、熱処理済み)
- 5.3 タングステンカーバイド
- 5.4 シリコンカーバイドセラミック
- 5.5 ハイブリッドデザイン(ステンレスボディにカーバイド/セラミックインサート)
- 6.経済分析:予防的代替と反応的代替
- 6.1 コストコンポーネント
- 6.2 動作例:24ノズル成形ファブリックトップシャワー
- 6.3 最適化:条件ベース戦略
- 7.段階的な検査プロトコル
- 7.1 事前検査準備
- 7.2 視覚評価(システム運用)
- 7.3 流量測定
- 7.4 穴検査
- 7.5 散布パターンテスト
- 7.6 文書化と決定
- 7.7 検査後の行動
- 8.ノズル寿命を短くする一般的なメンテナンスミス
- 8.1 不十分なろ過
- 8.2 過剰な作動圧力
- 8.3 使い古されたノズルと新しいノズルの混合
- 8.4 不適切な取り付けトルク
- 8.5 水の化学を無視する
- 8.6 基準文書なし
- 8.7 摩耗したノズルの遅れ交換
- 8.8 誤った清掃方法の使用
- 9.FAQ
- Q: ノズルを外さずにステンレスかカーバイドかどうやってわかりますか?
- Q: 作動圧力を下げてノズル寿命を延ばすことはできますか?
- Q: なぜ同じシャワーでもノズルが他より早く摩耗する原因は?
- Q: 超音速洗浄はカーバイドノズルやセラミックノズルに安全ですか?
- Q: 使い古したニードルノズルは修理できますか?
- Q: 予備ノズルを現地に備蓄したほうがいいですか?
- Q: 新しいシャワー設計に必要なノズルの数はどうやって計算すればいいですか?
- Q: ニードルノズルとピンジェットノズルの違いは何ですか?
- 10.結論と行動計画
- 重要なポイント:
- アプリケーション固有の指導が必要ですか?
目次
- 序論:製紙工場におけるニードルノズルのメンテナンスが重要な理由
- ニードルノズルの使用寿命に影響を与える重要な要因
- 推奨メンテナンス検査間隔
- 摩耗指標および性能劣化の兆候
- 材料選択がメンテナンス頻度に与える影響
- 経済分析:予防的代替と反応的代替
- 【段階的な検査プロトコル】(#7-検査プロトコル)
- ノズル寿命を短くする一般的なメンテナンスミス
- FAQ
- 【結論と行動計画】(#10-結論)
1.はじめに:製紙工場におけるニードルノズルのメンテナンスが重要な理由
製紙工場の操業において、成形布や乾燥機フェルトはシートの品質、機械効率、生産稼働時間に直接影響する重要な摩耗項目です。高圧ニードルノズルは通常800〜1500 PSI(55〜103バール)で動作し、繊維の微細、コーティング残留物、不純物を繊維表面から除去するために濃縮水噴射を送ります。標準的なスプレーノズルとは異なり、ニードルノズルは超細かく高速(0.15〜0.30mmのオリフィス直径)を発生させ、織物メッシュを損傷せずに貫通します。
数十の製紙工場での現地適用経験から、緊急停止時間、迅速な交換部品、清掃効果の低下による規格外生産を考慮すると、予期せぬニードルノズル故障は1件あたり平均12,000〜18,000ドルのコストがかかることを観察しています。さらに重要なのは、ノズルの劣化が数週間も見逃され、不完全な布の洗浄が原因でフェルト詰まりが加速し、乾燥機の蒸気消費が増加し、シートの形成が劣化することです。
このガイドは、北米およびヨーロッパの組織、包装、印刷用ミルの実際の運転データに基づくメンテナンスサイクルの推奨を提供します。ノズル交換コストと洗浄性能低下による隠れたコストのバランスを取る予測保守間隔の設定に注力しています。

2.ニードルノズルの使用寿命に影響を与える重要な要因
ニードルノズルの摩耗は単に稼働時間によるものではありません。複数の工場の故障データを分析した結果、実際の耐用年数を決定する6つの主要な要因を特定しました。
2.1 水質と懸濁固形物
ミルホワイトウォーターには通常200〜800ppmの懸浮固形物(繊維細かい粒子、コーティング粒子、ピッチ)が含まれています。上流で100〜200メッシュのろ過をしても、50〜150ミクロンの範囲の研磨粒子が通過し、オリフィスで侵食性摩耗を引き起こします。摩耗試験では、400 ppmカオリン粘土を含む水を1200 PSIで使用すると、ステンレス製のニードルノズル寿命が清潔な市水と比べて65%短縮されました。
ニードルノズルでは侵食機構が特に深刻で、直径の小さいオリフィス(通常0.2mm)が1000 PSIで140 m/sを超える流体速度を生み出すためです。この速度では、セルロース微粒子のような軟い粒子でさえ、繰り返しの微小な衝突によって測定可能な摩耗を引き起こします。リサイクル繊維を使用する工場は、灰分や汚染物質の負荷が大きいため、バージンファイバーのノズル寿命が30〜40%短くなる傾向があります。
2.2 運転圧力とデューティサイクル
摩耗速度は作動圧力がかかるにつれて指数関数的に増加します。現地測定では、圧力を1000 PSIから1400 PSIに上げる(40%増加)すると、ノズル寿命が約60%短縮されることが示されています。この非線形関係は、粒子の衝突エネルギーの増加と、オリフィス出口付近のキャビテーション効果の両方に起因します。
デューティサイクルも同じくらい重要です。1200 PSIでの連続運転は断続的なサイクルよりも絶対摩耗が速くなりますが、頻繁なオンオフサイクルによる熱衝撃は追加の応力をもたらします。24時間稼働している工場は、定期的なメンテナンスウィンドウや圧力サイクルがある工場とは異なる摩耗パターンを期待すべきです。
2.3 ノズル材料の選択
材料の硬度と耐食性は、メンテナンス間隔を直接決定します。以下の階層は典型的な相対運用寿命を示しています(標準化は316ステンレス鋼=1.0倍):
| 素材 | 相対的な摩耗寿命 | 典型的なサービス時間 | コスト乗数 | ベストアプリケーション |
|---|---|---|---|---|
| 316 ステンレス鋼 | 1.0x | 2,000〜3,000時間 | 1.0x | 清浄なホワイトウォーター、<1000 PSI |
| 硬化ステンレス鋼(440C) | 2.5-3.0x | 5,000〜8,000時間 | 1.8倍 | 中程度の固形物、<1200 PSI |
| タングステンカーバイド | 8-12倍 | 16,000〜30,000時間 | 4.5倍 | 高固形物、リサイクル繊維 |
| 炭化ケイ素セラミック | 10-15倍 | 20,000〜35,000時間 | 5.2x | 研磨スラリー、高圧 |
| サファイア挿入 | 15-20倍 | 30,000〜50,000時間 | 12x | 極端な摩耗環境 |
注:運用時間は1000〜1200 PSIの動作圧力と、ホワイトウォーター中の懸浮固形物が300〜500 ppmであることを想定しています。実際の生活は特定の条件によって変わります。
2.4 設置ジオメトリとスプレー角度
適切なスタンドオフ距離(ノズルと布の間隔)はスプラッシュバックによる早期摩耗を防ぎ、ジェットが完全に発達することを可能にします。ニードルノズルには100〜150mmのスタンドオフを推奨しています。間隔が不足すると、再循環した汚染物質がノズル本体やマニホールドを侵食します。過剰な間隔は衝撃力と洗浄効果を低下させます。
布の移動方向に対するスプレー角度も重要です。布の移動に垂直に配置されたノズルは対称的な摩耗を経験します。傾斜した設置(コンパクトシャワー設計に一般的)は非対称のオリフィス侵食を生み出し、性能劣化を加速させます。
2.5 化学環境
布地洗浄システムは、汚染物質除去を強化するために、アルカリ性洗剤(pH 9-11)や酸性洗剤(pH 3-5)をよく使用します。ステンレス鋼ノズルは軽度のアルカリ性条件下では十分な耐食性を示しますが、特に塩化物が存在する酸性環境ではピットが発生します。タングステンカーバイドは優れた耐摩耗性を持っていますが、コバルト結合剤は酸性溶液で腐食します。炭化ケイ素セラミックは、pH全域で優れた化学的不活性性を提供します。
2.6 サーマルサイクリング
紙機械のシャワーは、40°C(周囲のホワイトウォーター)から85°C(ホットクリーニングサイクル)までの温度変動があります。急速な熱サイクルはノズル本体とインサート間に差圧膨張を生じさせ、プレスフィットセラミックインサートの緩みやろう付け継手の亀裂を引き起こす可能性があります。このメカニズムは、現地データにおける早期故障の約8〜12%を引き起こしています。
3.推奨メンテナンス点検間隔
故障モード分析と経済的最適化に基づき、労働コストと故障防止のバランスを取った段階的な検査スケジュールを推奨します。
3.1 日々の視覚チェック(生産ラウンド中に実施)
- 各シャワーバンクのすべてのノズルで均一な噴霧パターンを確認する
- ノズルの欠損、詰まり、またはずれているノズルの確認
- マニホールド圧力計の予期せぬ偏差(基準値からの±10%)を監視する
- ノズル本体や接続部での目に見える漏れの有無を点検
- 時間投資:1回のシャワー組み立てあたり3〜5分
3.2 週次流量検証
- 校正済みの容器とタイマーを用いて、代表的なノズル(10-15%サンプルサイズ)からの流量を測定
- 測定流量と基準値の比較(良好なノズルの場合は5%以内)
- メンテナンスログに結果を記録する
- 時間投資:1回のシャワーシステムあたり15〜20分
3.3 月次詳細点検
- 最も摩耗の激しい位置(通常は外縁と中央)から3〜5本のノズルを取り外して点検する
- ピンゲージや顕微鏡を使ったオリフィス直径の測定(元のサイズからの記録の成長)
- 水に敏感な紙やパターネーターを使ってスプレーパターンの均一性を確認する
- 供給マニホールド内のフィルタースクリーンの清掃または交換
- すべての利用可能なノズルの取り付けトルクを確認する
- 時間投資:1回のシャワーシステムあたり60〜90分
3.4 四半期パフォーマンステスト
- 集水トレイや布製湿度センサーを用いてシャワー全体のカバレッジマッピングを行う
- 汚染除去試験(例:透水性回収)を用いて清掃効果を測定
- マクロレンズまたはUSB顕微鏡によるノズル開口部の写真撮影(摩耗記録)
- 測定されたオリフィスの成長率を用いてメンテナンス記録を更新すること
- 時間投資:1つのシャワーシステムにつき2〜3時間
3.5 年次または半年ごとの完全交換
重要な用途(ファブリックトップシャワーの成形、ウーレボックスの清掃など)では、見た目に見える状態に関わらず、すべてのニードルノズルを定期交換することを推奨します。これにより、サービス中の故障を防ぎ、一貫した清掃性能を確保します。
| 運用条件 | 推奨交換間隔(316SS) | 推奨交換間隔(カーバイド) |
|---|---|---|
| クリーンホワイトウォーター、<1000 PSI、バージンファイバー | 12-18ヶ月 | 36-48ヶ月 |
| 厳しい作業(シャワープレス、高灰塗料) | 4〜6ヶ月 | 12〜18ヶ月 |
これらの区間は24時間連続運転を想定します。計画的なダウンタイムが長い工場は、実際の稼働時間に応じて間隔を延長することができます。

4.摩耗指標と性能劣化の兆候
ニードルノズルの劣化は徐々に進行し、軽視時にはほとんど見えないことが多いです。早期の警告サインを認識することで、清掃性能が崩壊する前に積極的に交換できます:
4.1 流量増加
オリフィスが侵食されるにつれて、流量はオリフィス面積である Q = K × A × √(P) の関係に従って増加します。オリフィスの直径を15%大きくすると、一定圧力下で約32%の流量が増加します。現地測定から:
- <5%流量増加:通常の変動で対応不要 - 5-15%流量増加:注意深く監視し、2〜4週間以内に交換を計画 - 15-25%流量増加:1週間以内に交換 - >25%流量増加:直ちに交換(清掃効果が著しく低下)
流量を測定するには、一時的に1本のノズルを外し、隣接する位置のキャップを閉め、通常運転圧力で60秒間目盛り容器に水を集めます。メーカーが公表している流量や記録されたベースラインと比較してください。
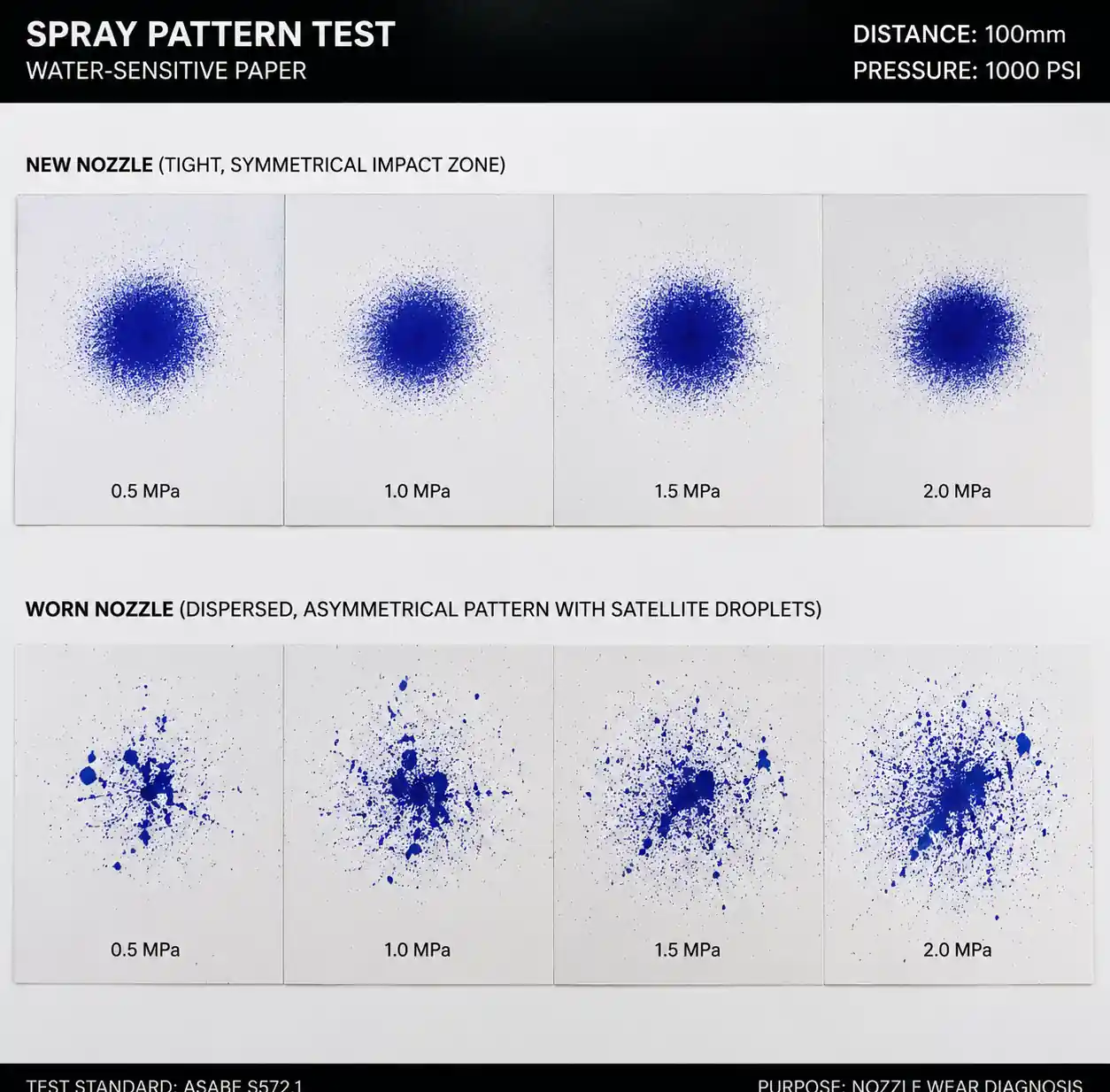
4.2 スプレーパターンの歪み
未摩耗のニードルノズルは、最小限の円錐角(<5°発散)で対称的でコヒーレントなジェットを生成します。摩耗が進むにつれて、オリフィスエッジは不均一に浸食され、流れは非対称化、衛星滴、または早期の破砕を生じさせます。ノズルから100mm離れた位置に感水性紙を使ってパターンの変化を記録しましょう。
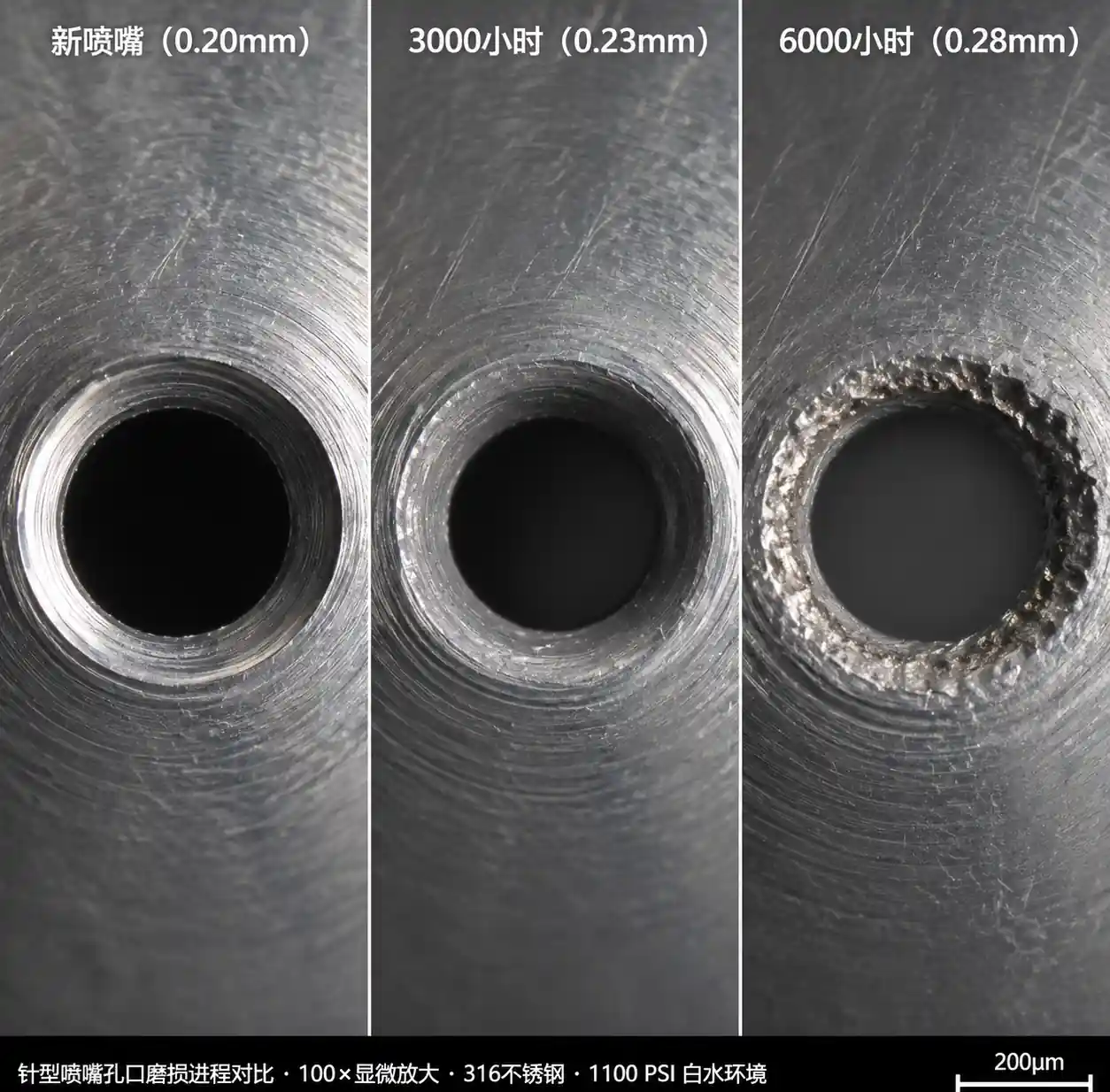
4.3 目に見える穴の損傷
10倍拡大では、新しいニードルノズルのオリフィスが鋭く均一なエッジを示します。ノズルの摩耗表示:
- 丸みを帯びたまたはベル口型の開口口
- 非対称侵食(卵形と円形の開口)
- 表面ピットやオリフィス面の粗さ
- 開口部の溝や刻みが見える
USBデジタル顕微鏡(50-200倍、80-150ドル)は、メンテナンス記録や保証請求のための優れた記録機能を提供します。
4.4 圧力降下の変化
マニホールド供給圧力が一定で個々のノズル出口の性能が低下する場合、摩耗ではなく詰まりの疑いがあります。逆に、ポンプ出力が安定している間にシステム圧力が低下すると、複数のノズルがより大きなオリフィスに摩耗し、総流量が増加し背圧が低下している可能性があります。
4.5 布のクリーニング性能低下
最終的な指標は清掃効果の低下で、以下で測定されます:
- 繊維汚染の増加(透水性低下、灰分濃度の増加)
- より頻繁なフェルトコンディショニングや置換
- 乾燥機区間の蒸気消費増加
- シート品質の問題(地層欠陥、スポット、穴)
これらの症状が現れる頃には、ノズルの摩耗はすでに深刻です。この反応的なアプローチは予防保全の3〜5倍の費用がかかります。
5.材料選択がメンテナンス頻度に与える影響
最適なノズル材料を選ぶには、初期コスト、耐用年数、運用要素のバランスを取る必要があります:
5.1 ステンレススチール(316/316L)
最適用途:低圧用途(<800 PSI)、清潔な水、非研磨環境 利点:初期コストが低く、入手しやすく、カスタム構成に適した加工が容易、中性から軽度アルカリ性条件下での十分な耐食性 制限:研磨作業での急速な摩耗、塩化物環境でのピッティングの発生、高圧(>1000 PSI)の連続運転には適さない
一般的なメンテナンス期間:製紙工場のホワイトウォーターサービスで6〜12ヶ月
5.2 硬化ステンレス(440°C、熱処理済み)
最適用途:中圧用途(800-1200 PSI)、中程度の固形物負荷
利点:標準のステンレスに比べて2.5〜3倍の摩耗寿命、耐腐食性維持、手頃な価格
制限:衝撃靭性の低下(圧力スパイクによる破壊リスク)、強酸における化学耐性の制限
一般的なメンテナンス期間:製紙工場のホワイトウォーターサービスで12〜24ヶ月
5.3 タングステンカーバイド
最適用途:高圧用途(>1200 PSI)、リサイクル繊維ミル、高固形物含有量
利点:ステンレス鋼に比べて8〜12倍の摩耗寿命、優れた硬度(1500〜1800 HV)、使用期間中オリフィスの形状を維持
制限:脆性(衝撃や熱衝撃に敏感)、コバルト結合剤は酸性環境(pH<5)で腐食する、高コスト
一般的なメンテナンス期間:製紙工場のホワイトウォーターサービスで24〜36ヶ月
私たちのコスト分析によると、タングステンカーバイドは以下のときに経済的に有利になります:
- 作動圧力が連続して1000 PSIを超えている場合
- 懸浮固形物が400ppmを超える
- ノズル交換の労働コストが1時間あたり150ドルを超え(ダウンタイム含む)
- 塗布が重要であること(ファブリッククリーニングの成形、破損がシートの品質に影響を与える場合)
5.4 シリコンカーバイドセラミック
最適な用途:極端な摩耗環境、腐食性の化学薬品、最高圧力
利点:ステンレスに比べて10〜15倍の摩耗寿命、完全な化学的不活性(pH 0-14)、金属腐食がなく、汚染された流体でも性能を維持
制限:最も脆い選択肢(慎重な設置、交差の回避が必要)、初期コストが高く、小口径での入手可能性が限られていること
一般的なメンテナンス期間:製紙工場のホワイトウォーターサービスで30〜48ヶ月
5.5 ハイブリッドデザイン(ステンレスボディにカーバイド/セラミックインサート)

多くのメーカーは、カーバイドやセラミックの耐摩耗性とステンレス鋼ボディの耐久性と加工性を組み合わせたプレスフィット式またはろう付けインサート設計を提供しています。これはほとんどの製紙工場用途で推奨されるアプローチであり、性能、コスト、信頼性の最適なバランスを提供します。
6.経済分析:予防的代替と反応的代替
最適なメンテナンス間隔を決定するためには、異なる戦略で総所有コストを比較する必要があります。
6.1 コストコンポーネント
| コスト要素 | 予防的代替 | リアクティブリプレイスメント(失敗まで) |
|---|---|---|
| ノズルハードウェア | ノズル1つあたり25〜120ドル | ノズル1つあたり25〜120ドル |
| スケジュール労働 | 1回のシャワーで150〜300ドル(計画中) | シャワー1回あたり200〜450ドル(緊急時) |
| ダウンタイムコスト | $0(予定中の停車中) | 時給2,000〜5,000ドル(予定外) |
| 性能低下期間 | 最小 | 2〜6週間(徐々に劣化) |
| 巻き添え被害のリスク | とても低い | メディウム(フェルトの詰まり、シートの欠陥) |
6.2 動作例:24ノズル成形ファブリックトップシャワー
前提:
- ノズル:タングステンカーバイド、1件85ドル
- 動作条件:1100 PSI、450 ppm固体、リサイクルファイバー
- 期待勤続期間:18〜24ヶ月
- 機械は月間250トンのプレミアム包装グレードを生産します
- 貢献マージン:180ドル/トン
予防戦略(18か月の置換サイクル):
- ノズルコスト:24 × $85 = $2,040
- 計画保守中の労働費:200ドル
- ダウンタイムコスト:0ドル(週ごとの停車中に実施)
- 1サイクルあたりの総コスト:$2,240
- 年間費用:$2,240 ÷ 1.5 = $1,493/年額
受動的戦略(失敗まで走る):
- ノズルコスト:24 × $85 = $2,040
- 緊急労働:$350
- ダウンタイム:4時間 × $3,000/時間 = $12,000
- 性能劣化期間(4週間):推定8%の品質損失 = 250トン × 0.08 × $180 × 4 = $14,400
- 1サイクルあたりの総コスト:$28,790
- 年間平均費用(平均寿命20か月を仮定):$28,790 ÷ 1.67 = $17,239/年
予防保守による年間純節約:$15,746
この分析は、重要なシャワーに対して予定された交換を強く推奨する理由を示しています。生産量の多い機械やプレミアムグレードの経済性はさらに有利になります。
6.3 最適化:条件ベース戦略
非緊急シャワー(乾燥機用フェルトクリーニング、ウーレボックススプレー)には、ハイブリッド方式がうまく機能します:
- 月次流量測定を行う
- 流量が増加した場合>15%で個別ノズルを交換する
- ノズルの30%が個別交換が必要な場合>シャワーの完全交換を行う
この戦略は予防的かつ反応的アプローチのバランスを取り、労働効率を最適化しつつ壊滅的な故障を防ぎます。
7.段階的な検査プロトコル
この実証済みプロトコルにより、ニードルノズルの状態を体系的に評価できます:
7.1 事前検査準備
- 工具を集める:校正済み容器(500-1000 ml)、ストップウォッチ、ピンゲージ(0.15-0.35 mm)、USB顕微鏡、水感性紙、ノート
- ベースラインデータの確認:元の流量、オリフィス直径、設置日
- 運用と連携:可能であれば30分の低気圧ウィンドウを手配する
- サンプリング場所を特定する:最も摩耗が最も激しいゾーンを表す3〜5本のノズルを選択する
7.2 視覚評価(システム運用)
- 複数の角度から完全なシャワーバンクを観察する
- 明らかに故障、詰まっている、またはずれているノズルを注意
- スプレーパターンの非対称性や発散を探す
- ノズル本体、マニホールド継手、または接続部の漏れを確認
- マニホールド入口圧力の記録
7.3 流量測定
- ノズルを1つ隔離する(バルブを閉じるかマニホールドから取り外す)
- 全流量を捕捉するためにキャリブレーション済み容器の位置
- バルブを開けて同時にタイマーを始動させる
- 正確に60秒間水を集める
- 体積を測定し、流量(ml/min)を計算する
- 基準値と比較して、変化率を算出します
- 各サンプルの位置ごとに繰り返し
7.4 穴検査
- システムの完全減圧(ロックアウト/タグアウト)
- 適切なレンチで選択したノズルを取り外し(損傷を避ける)
- マクロレンズまたはUSB顕微鏡(50-100倍倍率)によるオリフィス面の写真撮影
- オリフィスにピンゲージを通そうと試みる(無理やり開けない):
- 元の0.20mmゲージが容易に通過した場合、オリフィスが成長していることを示します
- 摩耗を定量化するために、徐々に大きなゲージ(0.22、0.25、0.28 mm)を試す
- 非対称侵食、ピッティング、スケーリングの検査
- 写真と測定値付きの発見記録
7.5 散布パターンテスト
- 試験用器具または隔離マニホールド位置にサンプルノズルを1つ再組み立てする
- 水感性紙を開口部から100mm離れた位置に置く
- 通常圧力で1〜2秒間運転する
- 以下の論文を調査する:
- 流路のコヒーレンス(タイトインパクトゾーン vs 分散パターン)
- 対称性(円形と楕円形または不規則形)
- 衛星落下(オリフィスの損傷を示す)
- 新しいノズルの基準パターンと比較してください
7.6 文書化と決定
- すべての測定値をメンテナンスログに記録する
- 摩耗率を計算する:(現在の直径 - 元の直径)÷稼働時間
- 交換閾値までの予測時間(通常は+15%のオリフィス成長)
- 代替の判断を下す:
- 緑:行動なし、次のサイクルを再検査
- 黄色:加速モニタリング、1か月以内にプランの更新
- 赤:直ちに交換
7.7 検査後の行動
- 適切なトルク(通常15〜25 N⋅m、メーカー仕様を確認)でノズルを再取り付けまたは交換する
- 復帰前の圧力試験システム
- メンテナンス追跡システムの更新
- 閾値に近づいたら交換部品を注文する

8.ノズル寿命を短くする一般的なメンテナンスミス
40以上の製紙工場での現場監査を通じて、針ノズルの使用寿命を大幅に短くする繰り返されるミスを特定しました。
8.1 不十分なろ過
多くの工場は、ファブリックシャワーシステムに追加のろ過を持たず、機械のホワイトウォータースクリーン(80〜150メッシュ)のみに依存しています。これにより、ノズルの摩耗を劇的に加速させる研磨粒子が通過します。推奨事項:
- 標準ステンレスノズルの最低200メッシュ(74ミクロン)ろ過
- カーバイド/セラミックノズル用325メッシュ(44マイクロン)
- 差圧監視付きの自動バックフラッシュフィルター
8.2 過剰な作動圧力
「圧力が高い=洗浄が良くなる」という誤解はよくあります。約1200〜1400 PSIを超えると、洗浄効果は停滞し、摩耗率は指数関数的に増加し続けます。多くのミルは布地の清潔さを損なうことなく圧力を15〜20%下げることができ、ノズル寿命を倍増させる可能性があります。
8.3 使い古されたノズルと新しいノズルの混合
故障したノズルを個別に交換する際、オペレーターは同じシャワーバンク内で新しいノズル(低流量)と部分的に摩耗したノズル(高流量)を混同することが多いです。これにより布幅全体で均一なクリーニングが生まれます。ノズルの年式を変える際は、バンク全体を交換するか、流量を慎重に調整してください。
8.4 不適切な取り付けトルク
ノズルを過度に締めすぎる(特にセラミックインサート)は微細な亀裂を引き起こし、早期故障につながることがあります。締め付け不足は振動を許容し、最終的に緩みます。必ず校正済みトルクレンチを使用し、メーカーの仕様(通常1/4インチNPT接続は15〜25 N⋅m)に従ってください。
8.5 水の化学を無視する
塩化物濃度が200ppmを超えるとステンレス鋼のピッティングが加速します。pHが5以下または11を超えると、タングステン炭化物中のコバルト結合剤が分解されます。生物殺滅剤からの遊離塩素はほとんどの金属物質を攻撃します。定期的な水質監視と化学環境に適した材料の選択が不可欠です。
8.6 基準文書なし
設置時の基準流量やオリフィス寸法が文書化されていないため、状態評価は推測に頼るものとなります。新しいノズルの設置直後は必ず測定・性能データを記録してください。この15分の投資は、今後1〜3年間にわたり貴重な参考データを提供します。
8.7 摩耗したノズルの遅れ交換
明らかに摩耗したノズルから最後の数週間のサービスを「絞り出す」のは偽りの節約です。この期間中の洗浄性能の低下は交換ノズルよりもはるかに高くつき、摩耗が20%を超えると突然の故障リスクが劇的に高まります。
8.8 誤った清掃方法の使用
針ノズルを「掃除」しようとしてワイヤーやドリルビットを穴から差し込まないでください。これにより精密ボアが不可逆的に損傷し、噴霧特性が失われます。詰まったノズルには超音波洗浄、逆流洗浄、または炭酸塩スケールの軽度な酸溶解を用いてください。機械的介入が必要な場合は、ノズルを交換する必要があります。
9.FAQ
Q: ノズルを外さずにステンレスかカーバイドかどうやってわかりますか?
A: ほとんどのボディはステンレス製なので、目視検査は難しいです。購入記録を確認するか磁石を使うか、カーバイドインサートは非磁性ですが、300シリーズのステンレスも非磁性ですが、400シリーズ(硬化ステンレス鋼)は磁性です。確定的な同定のために、1つのサンプルノズルを取り除き、プレスまたはろう付けインサートの有無を確認するか、携帯用テスター(カーバイド>1500 HV、ステンレス200-250 HV)で硬度を測定してください。
Q: 作動圧力を下げてノズル寿命を延ばすことはできますか?
A: はい、かなりの価値があります。圧力を1200 PSIから1000 PSIに(17%削減)に下げることで、ノズル寿命を35〜45%延ばすことができます。ただし、繊維の透水性試験や汚染監視を通じて、低圧でも洗浄効果が十分かどうかを確認しましょう。最適なバランスポイントは用途によって異なります。
Q: なぜ同じシャワーでもノズルが他より早く摩耗する原因は?
A: 位置依存の摩耗は複数の要因によって引き起こされます:(1) マニホールド内の圧力分布の不均一(エンドノズルはしばしば高圧を受ける)、(2) 局所的な乱流や循環パターン、(3) ホワイトウォーター流における固形物分布の不均一、(4) 熱勾配(ノズルは蒸気加熱ゾーン付近)、(5) 設置の変動(トルク、アライメント)。これらのパターンを特定することで、検査の的確な目標を絞ることができます。
Q: 超音速洗浄はカーバイドノズルやセラミックノズルに安全ですか?
A: はい、超音波洗浄(40-60kHz)は機械的損傷なく軟体堆積物(繊維や生体膜)を効果的に除去します。適切な洗浄液(有機堆積物にはマイルドアルカリ性洗剤、鉱物のスケールには希釈酸)を使いましょう。耐摩耗材料の目的を損なう研磨性メディアブラストは避けてください。
Q: 使い古したニードルノズルは修理できますか?
A: いいえ。より大きなオリフィスノズルは再開孔が可能ですが、0.15〜0.30mmのオリフィスを持つニードルノズルは経済的に復元できません。必要な精密さと小型サイズのため、交換が唯一の現実的な選択肢となっています。一部のメーカーは高価なサファイアノズルのインサート交換プログラムを提供していますが、これは稀です。
Q: 予備ノズルを現地に備蓄したほうがいいですか?
A: もちろんです。重要なシャワー(布の成形やプレスフェルト)には、少なくとも1セットの予備セットと10〜15%の個別の予備セットを保持してください。非重要でないシャワーの場合は、25%の予備在庫で十分です。この投資(通常2,000〜5,000ドル)は、部品納品の遅延による壊滅的なダウンタイムを防ぎます。清潔で乾燥した環境で保管し、オリフィス口部には保護キャップを付けてください。
Q: 新しいシャワー設計に必要なノズルの数はどうやって計算すればいいですか?
A: まず、単位幅あたりの必要な水流量(通常は繊維幅1インチあたり2〜5L/分)から始めます。設計圧力時の個々のノズル流量で割ります。エッジ効果やノズル間の隙間を考慮して完全なカバレッジを確保するために、オーバーラップ係数(1.2〜1.5倍)を適用します。重要な用途では、メーカーのデータやCFDシミュレーションを用いて衝撃力とカバレッジを検証します。
Q: ニードルノズルとピンジェットノズルの違いは何ですか?
A: 用語はしばしば同義で使われます。技術的には、「ニードル」は超細いオリフィス(0.15〜0.30mm)を強調し、「ピンジェット」は集中したジェット構造を強調します。どちらも霧散する噴霧ではなく、一貫した高速流を発生させます。一部のメーカーは最小のオリフィス(<0.20mm)には「針」を使い、大きなサイズには「ジェット」を使いますが、使用方法によって異なります。
10.結論と行動計画
高圧ニードルノズルは、製紙工場における布地の洗浄効果、フェルト寿命、エネルギー消費、シート品質に直接影響を与える精密部品です。ここで述べたメンテナンスアプローチは、多様な工場環境からの実際の現場データに基づいており、交換間隔の最適化と総所有コストの最小化のための枠組みを提供します。
重要なポイント:
- 予防保全は、ダウンタイムや性能低下期間を考慮すると、反応的交換の8〜10倍のコスト効率が良い
- 材料の選択がメンテナンス期間に最も大きな影響を与える—カーバイドノズルは4〜5倍高価ですが、研磨作業では8〜12倍長持ちします
- 流量測定は最も信頼性の高い摩耗指標—重要なシャワーの月次モニタリングを実施します
- 典型的な交換間隔:ステンレス鋼は6〜18ヶ月、タングステンカーバイドは18〜36ヶ月、動作条件によります
- 水質の重要性—200-325メッシュへのろ過と化学的モニタリングによりノズル寿命が大幅に延びます
即時対応措置:
- 現状を記録する:すべての布用シャワーのノズル材料、設置日、基準流量を記録してください
- 検査スケジュールの設定:段階的なモニタリングプロトコル(日次視覚、週次フロー、月次詳細、四半期業績)を実施
- 経済性を計算:セクション6のフレームワークを用いて、あなたの特定の条件に対するTCO(総消費コスト)分析を行います
- 材料選択の最適化:最も摩耗の激しい場所(布の成形、プレスフェルト)に対するカーバイドまたはセラミックのアップグレードを評価する
- 予備在庫を積み上げる:重要なシャワー用の完全な交換セットを備蓄する
- 保守スタッフの訓練:技術者が適切な点検、設置、トルク手順を理解していること
現在反応的に稼働しているミル(故障時のみノズルを交換)では、予測保守に移行すると、ダウンタイムの短縮と布の寿命の短縮により、通常6〜12ヶ月以内にROIが見られます。
アプリケーション固有の指導が必要ですか?
ニードルノズルの選択やメンテナンスの最適化は、繊維の種類、機械速度、水質、圧力要件、各用途の重要性など、具体的な条件に大きく依存します。当社のフィールドアプリケーションチームは以下のサービスを提供します:
- 自由水サンプル分析およびノズル材料の推奨事項
- 実際の製粉所のホワイトウォーターでの摩耗率試験
- 運用データに基づくカスタムメンテナンス間隔計算
- 現地シャワーのパフォーマンス監査
- 運用コスト削減のための圧力最適化研究
お問い合わせや詳細な製品仕様のご依頼は、ぜひ当社の技術サポートチームにご連絡ください。