





ステンレス鋼製造における耐酸冷却ノズルの材料選択
目次
- 序論:なぜ材料選択が冷却システムの稼働時間を決定するのか
- 【ステンレス鋼製造における腐食環境の理解】(#2-ステンレス鋼製造における腐食環境の理解)
- 耐酸ノズルの重要材料特性
- ノズル材料比較:性能とコスト分析
- 特定の酸の材料選択決定行列
- 実世界のケーススタディ:素材のアップグレードROI
- 設置および保守のベストプラクティス
- FAQ:共通材料選択質問
- 【結論と次のステップ】(#9-結論と次のステップ)
1.はじめに:なぜ材料選択が冷却システムの稼働時間を決めるのか
ステンレス鋼の生産施設では、冷却ノズルは工業製造の中でも最も要求の高い環境の一つで動作します。高温、酸性のピクルス溶液、研磨性のスケール粒子の組み合わせが、ノズルの早期故障を招く完璧な嵐を作り出します。北米やヨーロッパの製鉄所を支援した現場経験から、誤ったノズル材料を指定すると冷却システムが数週間で故障するのを目の当たりにしてきましたが、適切に選ばれた材料であれば同じ用途で18〜24ヶ月の連続運転を実現できます。
このガイドは、ステンレス鋼製造環境における冷却ノズル材料についてエビデンスに基づく判断を下すプロセスエンジニア、保守管理者、機器仕様者向けに書かれています。特に、ピッキングライン冷却、酸性フームの洗浄、ピッキング後のすすぎ操作中に酸性条件にさらされるノズルに焦点を当てます。異なる材料オプションの総所有コストの計算方法、特定の酸濃度や温度に適合させる材料の方法、そして予期せぬダウンタイムを引き起こす最も一般的な3つの仕様ミスを避ける方法を学びます。
材料選定の財政的影響は大きいです。典型的なピッキングライン冷却120ノズルの用途では、316ステンレスから高ニッケル合金へのアップグレードは初期コストで約18,000ドル増加しますが、年間2回の計画外停止を排除し、それぞれ45,000ドルの生産損失を伴います。このガイドは、これらの意思決定を自信を持って行うための技術的枠組みを提供します。
2.ステンレス鋼製造における腐食環境の理解
2.1 酸曝露プロファイル
ステンレス鋼の製造は複数の段階を経て、冷却ノズルが酸性環境に遭遇します。ピッキング作業では、ノズルが酸性浴を出た後に鋼筋を冷却し、スプラッシュやエアロゾル化したピッキング溶液にさらします。一般的なピッキング酸には、10–20%濃度、140–180°Fの硫酸(H₂SO₄)、8–15% / 2–5%および120–160°Fの硝酸・フッ化水素酸混合物(HNO₃/HF)、そしてこれらを組み合わせてピクルス速度を向上させる混合酸システムがあります。酸性煙霧スクラバーノズルは、pHが1.5〜2.5まで低く、温度は通常100〜140°Fの飽和酸性蒸気環境で動作します。
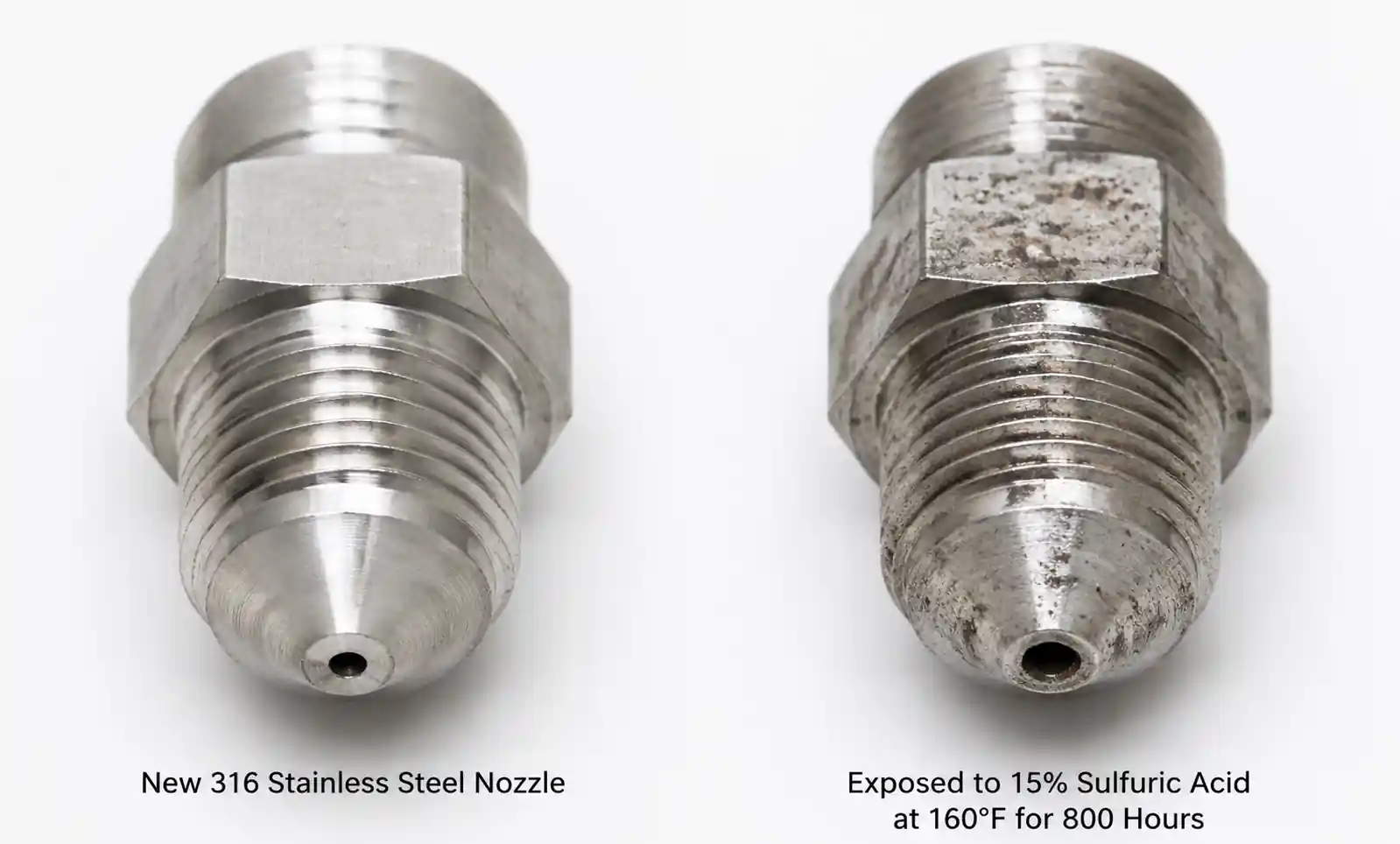
課題は酸の濃度だけでなく、複数の要因の組み合わせです。ノズルは同時に酸による化学腐食、高温による酸化、同束したスケール粒子や研磨媒体による侵食、断続的な動作や温度変動による熱循環応力に直面します。当社の実験室試験では、室温で静止した15%硫酸に対して無視できる腐食を示す316ステンレスノズルが、同じ酸を160°Fで50 ppmの懸濁鉄酸化物粒子と20〜60 PSIの圧力サイクルにさらした場合、800時間以内に故障する可能性があります。
2.2 故障モードとその原因
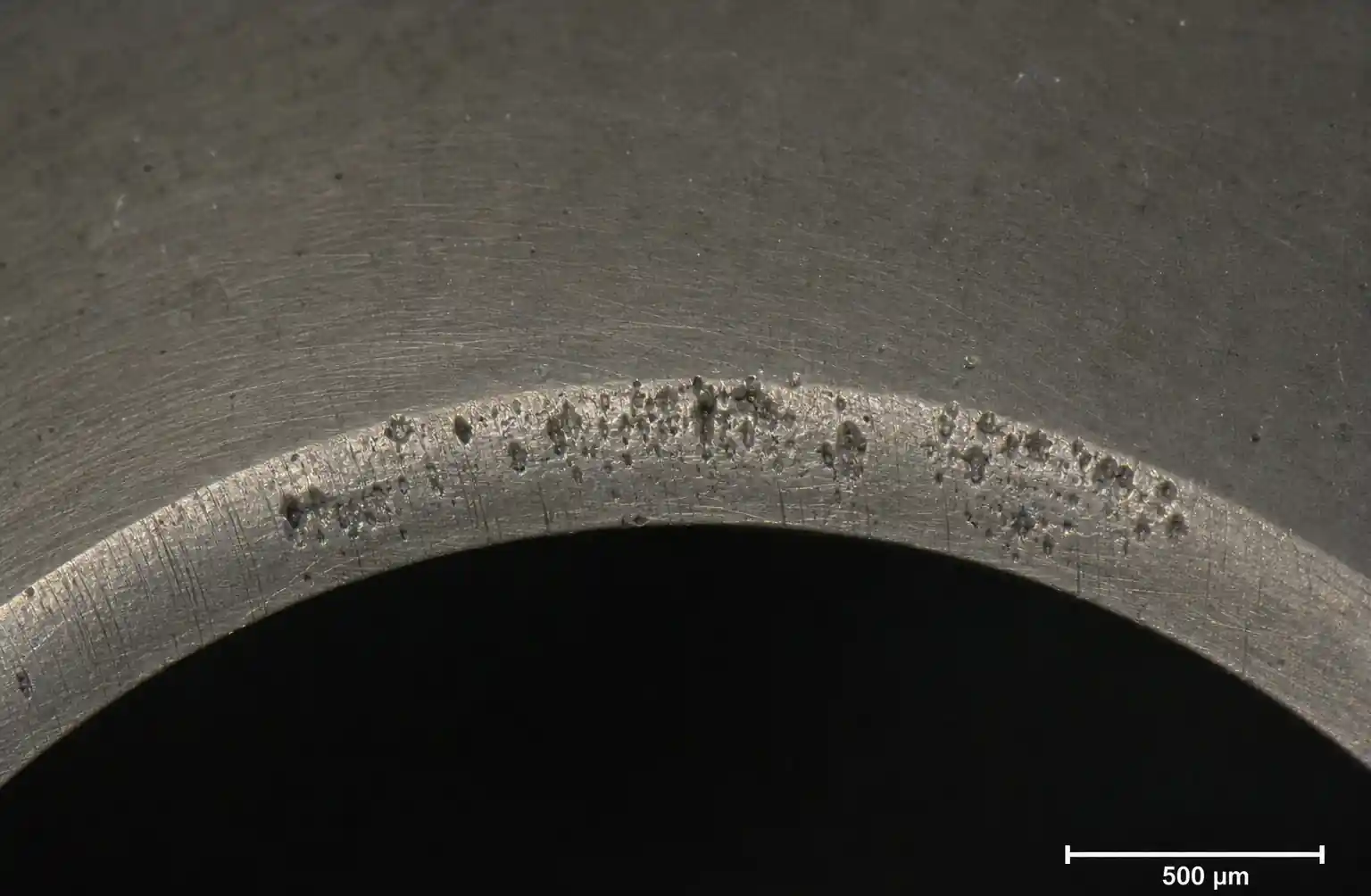
酸性冷却アプリケーションにおける4つの主要な故障モードを記録しています。均一腐食は、酸が濡れた表面全体を攻撃し、徐々にオリフィスの直径と流量を増加させることで発生します。これは酸の種類に合わない合金の選択が最も一般的です。ピッティング腐食は、特に塩化物を含む環境や保護酸化層が破壊される際に、局所的な攻撃による深い空洞の形成として現れます。応力腐食割れは、特に140°F以上の塩化物環境において、糸根や圧力境界などの高応力領域から発生する分岐亀裂として現れます。 侵食腐食は、機械的摩耗と加速腐食を組み合わせ、特に研磨性スラリーやキャビテーションが発生する際に最も深刻なオリフィス出口のような高速領域での腐食を生み出します。
よくある誤解は、ステンレススチールがすべての環境で「ステンレス」であるというものです。実際には、標準の304または316ステンレス鋼は温暖な条件下で良好な耐食性を提供しますが、濃酸や高温では急速に劣化します。最近、流量の増加により316SSノズルが6週間ごとに交換されるピッキングラインを調査しました。流量試験では、オリフィスの直径が2.0mmから2.4mmに増加し、流量が44%増加し、噴霧パターンの均一性が損なわれていることが示されました。高ニッケル合金に切り替えた後も、同じ設置は14ヶ月間稼働し、交換が必要となりました。
3.耐酸ノズルの重要材料特性
3.1 耐食性基礎
ノズル材料が酸攻撃に耐えられるかどうかは、主にその受動酸化膜層の安定性と組成に依存します。クロム含有量はステンレス鋼の耐腐食性の基盤であり、酸化クロム(Cr₂O₃)保護層を形成します。304SSは18%のクロムを含みますが、AL-6XNのような高性能合金は20.5%を含み、優れたパッシブ効果を提供します。ニッケル含有量は特に硫酸などの酸を還元する際に耐酸性を高めているため、ニッケル系合金は多くの用途でステンレス鋼よりも優れた性能を発揮します。モリブデンは塩化物環境や混合酸においてピッティング耐性を劇的に向上させ、6Mo超オーステナイト系ステンレス鋼(6% Mo)は標準の316SS(2–3% Mo)に比べて5〜10倍のピッティング耐性を示します。
PRENは比較指標として有用で、PREN = %Cr + 3.3×(%Mo) + 16×(%N)と計算されます。PREN値が高いほどピッティング耐性が高いことを示します。標準316SSはPREN ≈24–26、超オーステナイト合金(AL-6XN)はPREN ≈40–42、高ニッケル合金(C-276)は70を超えます。しかし、PRENはあくまでスクリーニングツールに過ぎません。実際の性能は、あなたの特定の酸、濃度、温度に対して検証されなければなりません。
3.2 機械的特性と製造上の考慮事項
耐腐食性に加え、ノズル材料は機械的要件を満たす必要があります。引張強度は圧力定格能力を決定し、ほとんどの冷却ノズルは20〜80 PSIで動作しますが、安全係数として材料の降伏強度は30,000+PSIです。硬度は研磨粒子が存在する場合の侵食耐性に影響を与えますが、過度に硬い材料は脆くなります。熱膨張係数は温度サイクルが行われる固定マウント設置において重要であり、ノズルとマニホールド材料の不一致が漏れの原因となることがあります。加工性は製造コストと精度に影響を与え、フリーマシニンググレードはより厳密なオリフィス公差を提供しますが、耐食性は時に低下します。
資材の入手可能性やリードタイムが実務的な意思決定を左右することが多いです。標準的な316SSノズルは1〜2週間以内に出荷されますが、エキゾチック合金ノズルはカスタム製造で6〜12週間かかることがあります。これは緊急交換時に極めて重要です。私たちが協力している製鉄所の一つは、故障時に長時間のダウンタイムを避けるために、在庫保固コストが年間ノズル予算の8%を増やすにもかかわらず、高ニッケル合金ノズルの戦略的な在庫を維持しています。
4.ノズル材料比較:性能とコスト分析
4.1 マテリアルオプション概要
|素材 |主要構成 |相対コストファクター |160°F | 15% H₂SO₄ での典型的な耐用年 |ベストアプリケーション |制限事項 | |----------|---------------------|----------------------|---------------------------------------------|-------------------|-------------| |304 ステンレススチール |18% Cr、8% Ni |1.0×(基準値) |200〜400時間 |マイルド酸、周囲温度、水をすすぎ |酸への耐性が悪い、塩化物にピットが入る | |316 ステンレス鋼 |16% Cr、10% Ni、2% Mo |1.2× |600〜1,000時間 |希釈酸<10%、適度な温度<120°F |濃縮酸が限られ、塩化物は140°F以上でピッティングします。 |316L 低炭素 |16% Cr、10% Ni、2% Mo、<0.03% C |1.3× |700〜1,200時間 |溶接設置、感度低下 |316SS | |AL-6XN(6Mo超オーステニティック) |20.5% Cr、24% Ni、6.3% Mo |3.5× |3,500〜5,000時間 |混合酸、塩化物環境、高温 |高コスト、限られた入手可能性 | |904L 超オーステニティック |21% Cr、25% Ni、4.5% Mo |3.2× |3,000〜4,500時間 |硫酸、リン酸、中程度の塩化物 |6Mo合金よりピッティング抵抗性が低い | |合金20(カーペンター20Cb3) |29% Ni、20% Cr、2.5% Mo、3.5% Cu |4.0× |4,000〜6,000時間 |高温濃硫酸を60%|硝酸のような酸化性酸は乏しい | |ハステロイ C-276 |57% Ni, 16% Cr, 16% Mo, 4% W |8.5× |8,000〜12,000時間 |重度の混合酸、HF、最高耐蝕性|非常に高価で、加工も難しい | |チタングレード2 |99.2% Ti |5.5×|6,000〜10,000時間 |酸化酸(硝酸、クロミック)、塩化物環境 |酸還元に乏しい、水素脆化リスク | |ジルコニウム 702 |99.2% Zr, 4.5% Hf |12×|10,000+時間 |非常に腐食性の強い酸、HF、HCl|非常に高価で特別な加工が必要 |
表の解釈: この比較は、年間2,000時間の運転時間で15%硫酸を160°Fで連続的に曝露し、流量試験を行ったことを前提としており、「寿命終焉」を流量の15%増加と定義します。実際の使用期間は酸の種類、濃度、温度、汚染、圧力サイクル頻度によって異なります。コスト係数は304SSに対する典型的な材料および加工コストを表しています。設置費用の総額には作業費やダウンタイムも含まれます。
最も一般的な仕様誤りは、実際により高ニッケル合金を必要とする用途に316SSを選ぶことです。316SSは304SSよりわずか20%高い価格ですが、10%以上の酸や140°F以上の温度ではわずかな改善効果があります。 性能の大幅な向上は、3〜8×高いコストにもかかわらず、6Mo超オーステニティックまたはニッケル系合金に移行した際に起こります。
4.2 総所有コストの計算
初期の材料費は物語の一部に過ぎません。真の経済比較には総所有コストの分析が必要です。80ノズルを持つピッキングライン冷却マニホールドを考えてみてください。1日16時間、週6日(年間約5,000時間)稼働します。ノズル故障による予期せぬダウンタイムは1時間あたり12,000ドルの生産損失がかかり、予定された交換は4時間の停止に48,000ドルと8,000ドルの労働費がかかります。
シナリオA:316個のステンレスノズル
- ノズルあたりの材料費:35ドル
- 初回設置:80ノズル × $35 = $2,800
- 運用期間:800時間(予想)
- 年間交換回数:5,000時間÷800時間=6.25回の交換サイクル
- 年間材料費:6.25 × $2,800 = $17,500
- 年間代替労働:6.25 ×(48,000ドル + 8,000ドル)= 350,000ドル
- 年間総額:367,500ドル
シナリオB:AL-6XNスーパーオーステニティックノズル
- ノズルあたりの材料費:$125
- 初回設置:80ノズル × $125 = $10,000
- 運用期間:4,000時間(予想)
- 年間交換回数:5,000時間÷4,000時間=1.25回の交換サイクル
- 年間材料費:1.25 × $10,000 = $12,500
- 年間代替労働:1.25×($48,000 + $8,000)=$70,000
- 年間総額:82,500ドル
AL-6XNオプションはノズルあたり3.5×高くつつも年間78%の総所有コスト削減で、年間285,000ドルの節約を実現しています。初期投資の回収期間は運用開始から2週間未満です。この計算は、両材料が壊滅的な故障ではなく流量試験に基づいて寿命を迎えることを前提としています。予期せぬ故障がより頻繁に起こる場合、プレミアム材料のTCO優位性はさらに高まります。
5.特定の酸に対する材料選択決定行列
5.1 硫酸環境
硫酸の挙動は濃度と温度に大きく依存します。希薄硫酸(<10%濃度)を室温下で使用する場合、316SSは2,000〜3,000時間の耐用年数で十分に機能します。10〜20%濃度および140〜180°F(典型的なピッキング条件下)では、AL-6XNまたは904Lの超オーステニティック等級が推奨され、3,500〜5,000時間の耐用時間を提供できます。高温での濃硫酸(>60%)には、濃縮酸の非常に攻撃的な性質のため、合金20またはハステロイC-276が必要です。
重要な考慮点は硫酸が酸化から還元性への遷移です。濃度が60%、160°Fを超えると硫酸は強く酸化し、材料の等級が変わります。316SSが非常に濃縮(>80%)の冷硫酸において、予想外に高ニッケル合金を上回る性能を示した例も見られますが、これは適用範囲が狭いものです。
5.2 硝酸-フッ化水素混合酸システム
ステンレス鋼ピッキングに使用されるHNO₃/HF混合酸システムは独特の課題を抱えています。フッ化水素酸はほとんどの合金で耐食性を提供する酸化物保護層を攻撃し、硝酸は酸化条件を提供します。標準的なステンレス鋼はHFで急速に劣化し、316SSは140°Fの2〜5%HF混合物で100〜200時間以内に激しい攻撃を示します。
チタングレード2は硝酸・フッ化環境に適した材料であり、典型的なピクルス濃度で6,000〜10,000時間の使用寿命を提供します。チタンは、十分な酸化性物質(HNO₃)が存在すれば、HFの存在下でも安定し自己治癒可能な酸化チタン層を形成します。ただし、チタンは還元酸や酸化剤不足の環境では使用してはなりません。水素脆化が急激な脆性破壊を引き起こす可能性があるためです。
還元性と酸化の両方の条件が起こる混合酸系では、ハステロイC-276またはジルコニウム702がより幅広い適合性を提供しますが、コストはかなり高くなります。ジルコニウムはHFに対して卓越した耐性を示しますが、標準ステンレス鋼よりも12×高いため、代替手段のない重要な用途に限定されます。
5.3 酸の種類別物質選択表
| 酸システム | 集中 | 温度 | おすすめ教材 | 代替資料 | 避けるべき素材 |
|---|---|---|---|---|---|
| 硫酸(H₂SO₄) | <10% | <120°F | 316SS、316L | AL-6XN | 304SS |
| 硝酸(HNO₃) | 5–20% | <160°F | チタングレード2、316SS | AL-6XN | 炭素鋼 |
| フッ化水素酸(HF) | 2–10% | <140°F | チタングレード2*、ジルコニウム702 | ハステロイ C-276 | すべてステンレス製 |
| 混合HNO₃/HF | 8–15% / 2–5% | 120–160°F | チタングレード2*、ジルコニウム702 | ハステロイ C-276 | 316SS、AL-6XN |
| リン酸(H₃PO₄) | 30–50% | 140–180°F | 904L、AL-6XN | ハステロイ C-276 | 316SS |
| 塩酸(HCl) | <5% | <120°F | ハステロイ C-276、ジルコニウム 702 | チタングレード2 | 316SS、AL-6XN |
| 酸性煙燻洗剤混合 | 可変、pH 1.5–3 | 100–140°F | AL-6XN、904L | ハステロイ C-276 | 316SS |
* チタンは酸化環境を必要とします。純粋なHFや還元条件下では使用しないでください 酸化剤を含む希釈HClで許容されるチタン
重要な意思決定ノート: この表は、当社の現場経験と加速された実験室検査に基づく一般的な指針を提供します。特に混合酸システムや汚染レベルが不明な場合、大型ノズル注文を決める前に必ず現場特有の腐食試験を実施してください。温度の急上昇、塩化物汚染、予期せぬpHの変動は、適切に選ばれた材料でも寿命を劇的に短くすることがあります。迷った場合は、次の高性能材料を指定するか、10〜20ノズルのパイロット設置を行い、システム変換前に使用寿命を検証してください。

6.実例研究:素材のアップグレードROI(投資収益率向上)
6.1 背景と問題点の説明
ヨーロッパのステンレス鋼製造業者は、165°Fの12%硫酸浴を用いた400シリーズステンレス鋼ストリップの連続ピッキングラインを運用していました。 酸浴のすぐ下流の冷却区画では、40 PSIのフルコーンノズル120個を使用し、すすぎセクションの前にストリップ温度を180°Fから95°Fに下げました。当初は316SSノズルで設置されましたが、オリフィスの拡大や最終的な噴霧パターンの崩壊により頻繁に故障が発生しました。
保守記録によると、ノズル交換は6〜8週間ごとに行われており、6時間ごとに完全にライン停止が必要でした。各閉鎖には約€55,000の生産損失と€6,000の労務・資材費用がかかりました。年間ノズル関連のダウンタイムは合計8〜9回の停止で、年間488,000〜549,000ユーロの損失にのぼりました。さらに、交換ごとに流量が徐々に増加することで冷却に不安定さが生じ、温度管理の問題や最終製品の品質欠陥が時折発生しました。
6.2 解決策と実装
現地での酸サンプリングと温度マッピングを行った後、AL-6XN超オーステナイト系ステンレス鋼ノズルへのアップグレードを推奨しました。材料組成(20.5% Cr、24% Ni、6.3% Mo、PREN ≈ 42)は、この動作条件下で硫酸に対する耐性が大幅に向上しました。120基のAL-6XNノズルの初期価格は15,600ユーロで、316SSは4,200ユーロで、11,400ユーロのプレミアムとなりました。
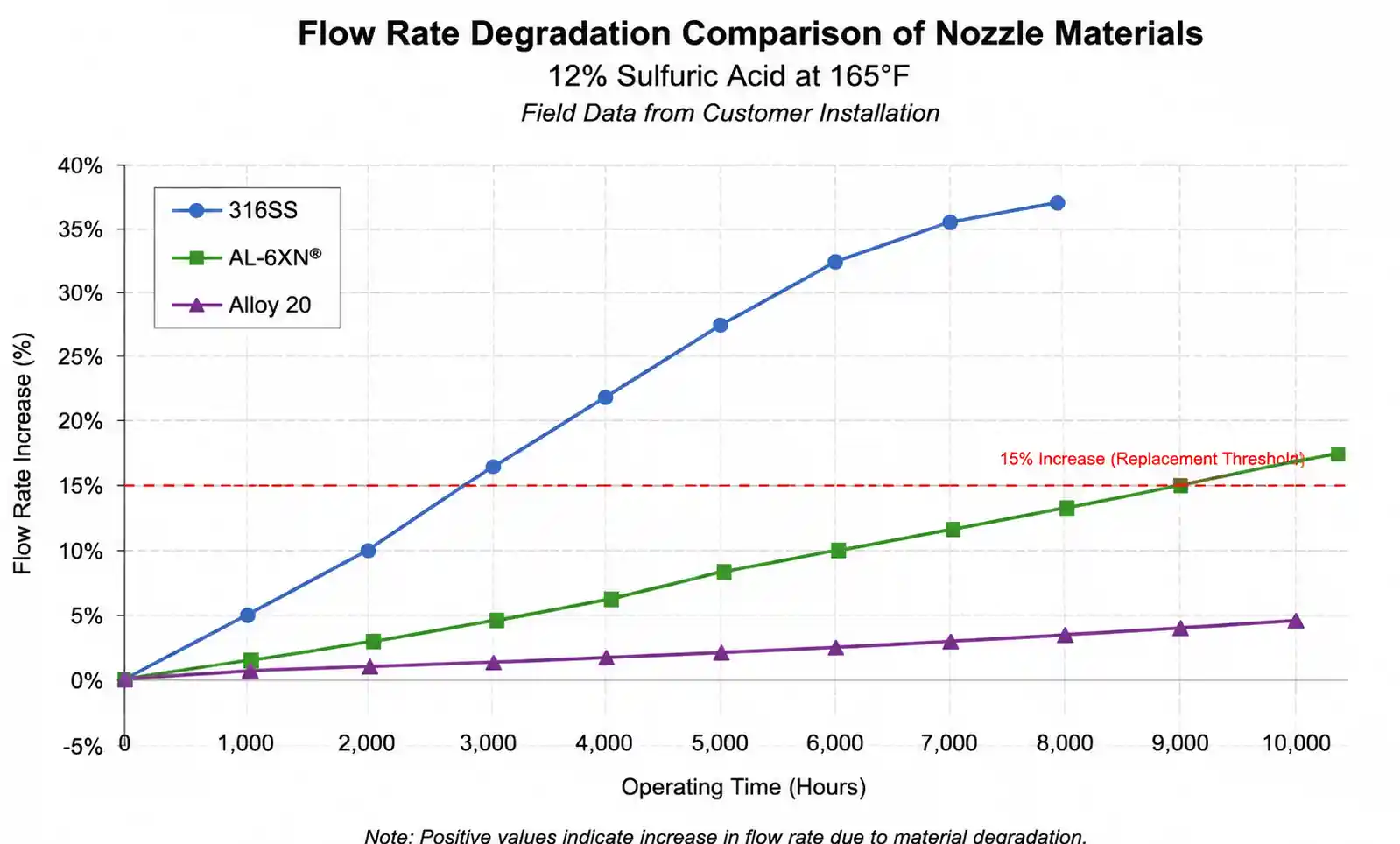
顧客は当初、パイロットテストとして最も露光の高い部分に20本のAL-6XNノズルを設置し、低露出ゾーンには316SSを保持しました。6か月後、316SSノズルは完全な交換が必要となりましたが、AL-6XNテストノズルはほとんど摩耗が見られませんでした。流量試験では、AL-6XNユニットでは流量増加が3%にとどまり、同様の条件下で運転される316SSユニットでは22%の増加が示されました。これらの結果に基づき、全システムはAL-6XNに改造されました。
6.3 結果とROI分析
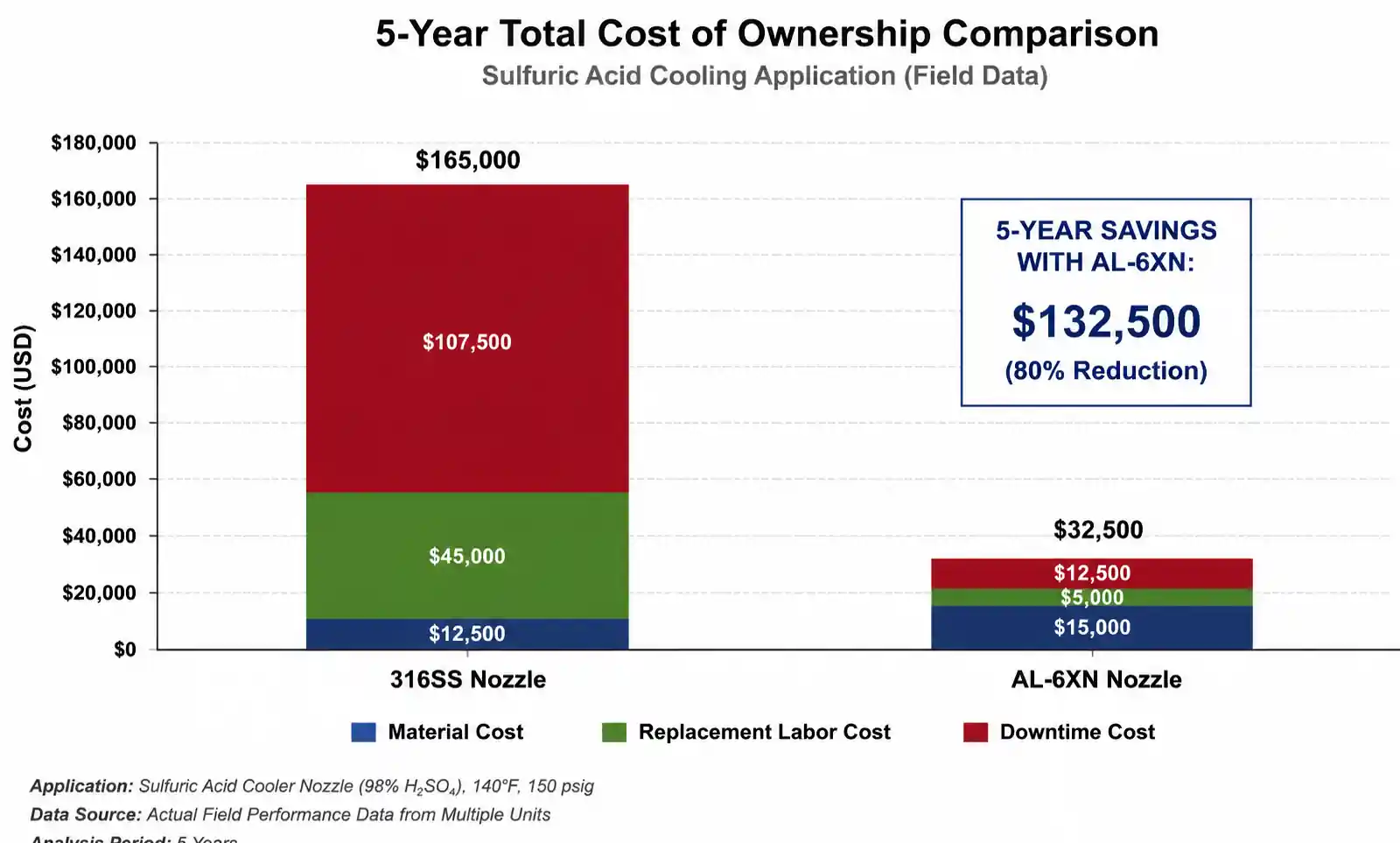
AL-6XNの完全導入後、ノズル関連の停止回数は年間8〜9回から年間1.5回に減少し、運用期間は14〜16か月に延長されました。年間ダウンタイムコストは€488,000から€91,500に減少し、年間€396,500の節約となりました。材料費は約33,600ユーロ(8×€4,200)から€23,400(1.5×€15,600)に増加し、年間でさらに€10,200の節約となりました。年間総節約額:€406,700。初期アップグレード投資の回収期間:稼働開始19日間。
直接的なコスト削減に加え、プラントはサービスサイクル全体を通じてより一貫した噴霧パターンによりプロセスの安定性が向上したと報告しました。温度制御の変動は±°Fから±3°Fに減少し、温度関連の品質欠陥は推定40%減少しました。正確な数値化は難しいものの、工場はこの品質改善により、スクラップや再作業の削減により年間75,000〜100,000ユーロの価値を追加したと推定しています。
7.設置および保守のベストプラクティス
7.1 酸性環境の設置ガイドライン
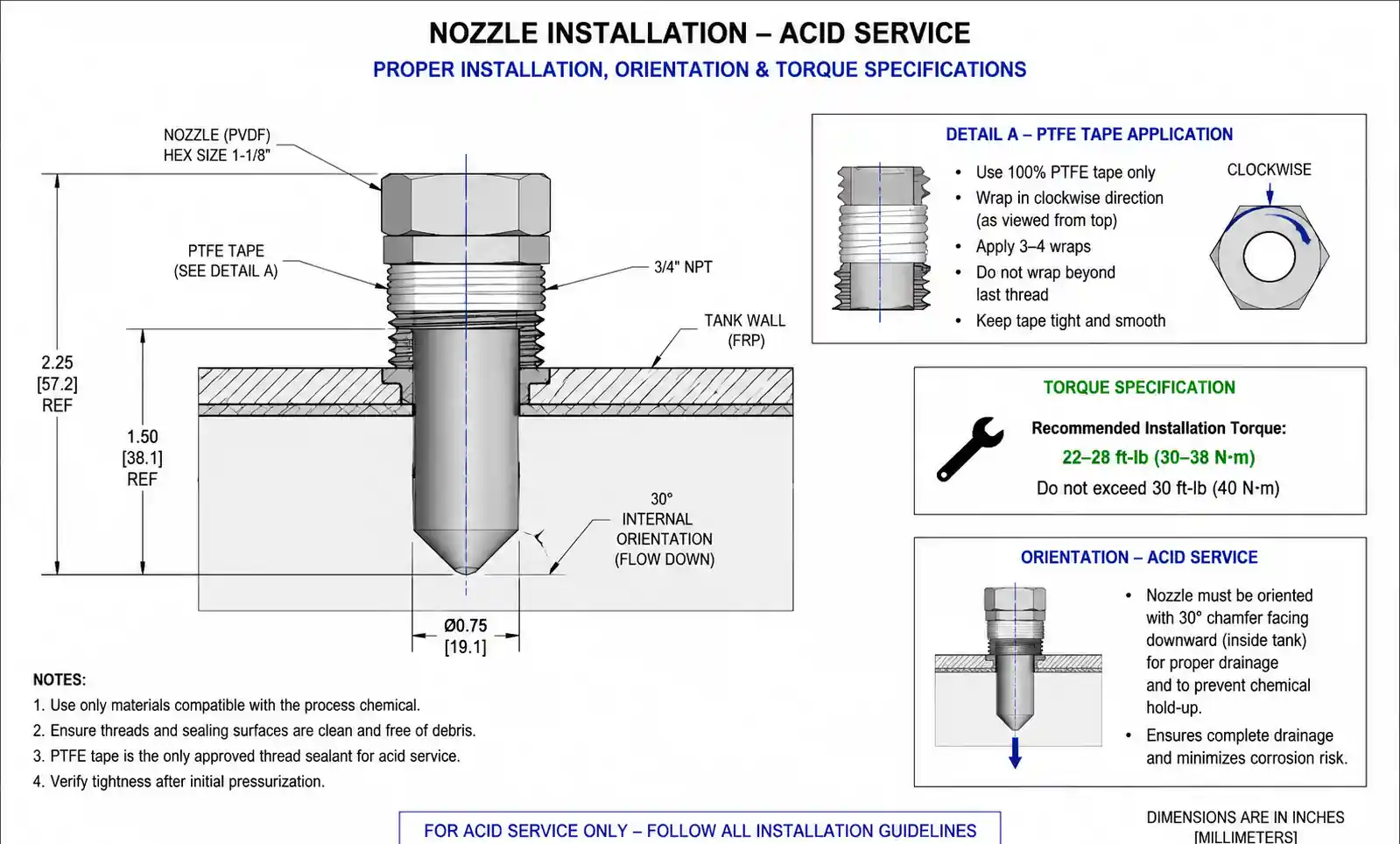
適切な設置は、材料に関係なくノズルの耐用年数を大幅に延ばします。ねじ山シーラントの選択は非常に重要です。標準的なシーラントは劣化して漏れの原因になる可能性があるため、酸性サービス対応のPTFEテープまたはペーストのみを使用してください。ねじの回転方向にPTFEテープを3〜4巻巻いてください。酸性環境では絶対にシリコーン系シーラントを使わないでください。取り付けトルクはメーカーの規格に従うべきで、通常1/4インチNPT接続では15〜25フィートポンドです。過度の締め付けはセラミックライニングノズルに亀裂を生じさせたり、オリフィス支え面を変形させたりします。締め不足は酸がねじに浸透します。
酸性環境ではノズルの向きが重要です。閉鎖時の内部空洞に酸が蓄積するのを防ぐため、可能な限り下向きのオリフィスをノズルに取り付けてください。アイドル時にノズル本体に閉じ込められた停滞した酸は腐食を加速させます。上向きノズルが避けられない場合は、各停止前に水を流す手順を実施してください。多様体材料の互換性は不可欠です。マニホールド材料がノズル材料と同等かそれ以上であることを確認しましょう。酸性電解質内で異種金属が接触するとガルバニック腐食が発生する可能性があります。必要なら異種金属はPTFEワッシャーで分離してください。
7.2 予防保全とモニタリング
壊滅的な故障前に性能低下を察知するための流量試験スケジュールを確立しましょう。酸サービスにおける316SSノズルの流量試験は四半期ごと、プレミアム合金は半年ごとの試験を推奨しています。運転圧力に合わせて校正済み流量計を使用し、流量を記録し、ベースラインからの変化率を計算します。流量が標準より12〜15%増加し、噴霧パターンの均一性がこの閾値を超えて悪化し始めたらノズルを交換してください。目視検査では、特に応力腐食の亀裂が始まるねじ根の腐食、水に敏感な紙や直接観察によるスプレーパターンの均一性、外部表面の堆積物やスケールの蓄積、キャビテーション損傷(オリフィス出口の穴入り面)の兆候などを確認する必要があります。
断続的な動作を持つシステム向けにフラッシュプロトコルを実装してください。長時間のアイドル期間中にノズルに接触した酸は、同じ濃度での連続運転よりも大きな損傷を引き起こします。シャットダウンが4時間を超える前に、最低5分間は脱イオン水で流してください。混合酸システムでは、弱いアルカリ性洗浄(1〜2%炭酸ナトリウム溶液)と水洗浄でより良い保護が得られますが、ノズル本体にスケールが沈むのを防ぐために慎重に管理する必要があります。
7.3 避けるべき一般的な設置ミス
当社の現場サービス経験から、早期ノズル故障の60%は3つの設置ミスが原因です。設計定格を超える圧力でノズルを設置すると、腐食や腐食が加速します。なぜなら、高速度が腐食面での質量移動速度を増加させるからです。より大きな流量が必要な場合は、小さなオリフィスを過圧するのではなく、より大きなオリフィスノズルを指定してください。同じマニホールド内でガルバニック絶縁なしに混合材料を使用することで、より劣る物質の腐食を加速させる電気化学セルが生成されます。316SSとチタンノズルを混ぜる必要がある場合は、別々のマニホールドに分離するか、PTFEアイソレーションブッシングを使用してください。最後に、材料を指定する前に酸濃度と温度の検証を怠ると、急速な故障を引き起こします。名目上のプロセス仕様に頼らないでください。最終材料選択前にpHメーターと温度計で実際の曝露条件を測定してください。
特に高額なミスの一つは、AL-6XNノズルを標準的な15%硫酸濃度に基づいて指定したプラントに関するものでした。仕様者が知らないうちに、実際の浴液濃度は酸添加制御の不均一さにより22〜25%にドリフトしました。高級AL-6XN素材でさえ、高濃度では急速に劣化し、予想される18か月ごとの交換ではなく8ヶ月ごとに交換が必要となりました。濃度制御の強化と、最も高い曝露区域での合金20へのアップグレードにより、運用期間は20+ヶ月に向上しました。
8.よくある質問:一般的な材料選択に関する質問
Q: コスト削減のために、最も露出しているノズルだけをアップグレードして、316SSは他の部分に置いておけますか?
はい、そしてこれがしばしば最もコスト効率の良い方法です。酸性曝露が最も多いノズルの20〜30%(通常は酸浴に最も近いか直接のスプラッシュゾーン)を特定し、それらをプレミアム素材にアップグレードしてください。露出の少ないゾーンにある残りのノズルは316SSまたは316Lを使用できます。この「段階的材料」戦略はアップグレードコストを50〜65%削減しつつ、信頼性向上の75〜85%を回収します。どのノズル位置がどの材料を将来のメンテナンスに使うかを記録してください。
Q: ノズル交換のタイミングはどうやって判断すればいいですか?目に見える故障を待つべきか、それとも流量テストを使うべきですか?
目に見える故障を待つのではなく、常にフローテストを活用してください。腐食による穴の徐々の拡大は流量を増加させ、噴霧パターンの均一性を壊滅的な故障が起こるずっと前に劣化させます。流量が基準値より12〜15%増加した場合、冷却や清掃の効果がこの点を超えると交換を推奨します。標準ステンレス鋼ノズルの四半期ごとの流量試験やプレミアム合金の半年ごとの試験は、過剰な労力コストなしで十分な監視を提供します。
Q: ステンレス鋼製造におけるすべての酸に共通する「最良」素材はありますか?
いいえ。ハステロイC-276は最も幅広い酸の互換性を提供しますが、316SSより8〜10×高い価格で大規模な設置には実用的ではありません。最適な材料は、特定の酸の種類、濃度、温度、経済的要因によって異なります。硫酸ピクルス(最も一般的な)には、AL-6XNまたは904Lが最高の性能対コスト比を提供します。混合硝酸-フッ化水素系では、チタングレード2が好まれます。「最適な材料」を指定するのではなく、必ず自分の条件に合わせて材料を選びましょう。
Q: ノズル設計(フルコーンかフラットファンか)は腐食速度に影響を与えるのでしょうか?
はい、ただしその効果は通常、物質選択の二次的なものです。内部循環ゾーンや停滞ポケットを持つ設計は、酸が蓄積し、停止期間中に腐食が速くなります。内部形状が単純なフルコーンおよび中空コーンノズルは、腐食性用途において複雑な空気アトマイズ設計よりも一般的に優れています。楕円形のオリフィスを持つ平らなファンノズルは、速度が最も高い狭い端で優先腐食を経験することがあります。可能であれば、酸サービス用のデッドゾーンのないシンプルな内部ジオメトリを選びましょう。
Q: 長寿命のためにセラミックインサートとカーバイドインサートを指定すべきでしょうか?
セラミックおよびカーバイドインサートは、研磨侵食に優れていますが、純粋な酸腐食には限定的な効果しかありません。シリコンカーバイドやアルミナのようなセラミックスはほとんどの酸に対して化学的に不活性ですが、インサートを囲む金属ボディは腐食し、最終的にインサートの緩みやノズルの完全な故障を引き起こします。カーバイドインサート(通常はタングステンカーバイド)は優れた耐摩耗性を提供しますが、コバルトバインダーは酸性環境で腐食することがあります。酸と研磨粒子の両方が存在する場合に、主にセラミック/カーバイドインサートを使用します。純粋な酸腐食の場合は、適切な金属合金を選択してください。
Q: コーティングについてはどうでしょうか?材料のアップグレードではなく316SSノズルをコーティングしてもいいですか?
PTFE、セラミック、無電ニッケルメッキなどの耐酸コーティングは、ノズル用途での成功は限定的です。小さなオリフィスを通る高速の流れと圧力サイクルにより、数週間から数ヶ月でコーティングの剥離が起こります。さらに、コーティングの欠陥や損傷は局所的な腐食セルを形成し、基材の攻撃を加速させます。酸サービスにおける適切な材料選択の代わりにコーティングを推奨しません。唯一の例外は、特定の非濡れ用途向けの無電解ニッケル-PTFE複合コーティングですが、これらも互換性のある基材が必要です。
9.結論と今後のステップ
酸性ステンレス鋼の生産における冷却ノズルに適した材料を選ぶことは、コスト面でも稼働時間も非常に重要です。確かに、AL-6XN、Alloy 20、Hastelloy C-276のような合金は、普通の316SSより3〜10×〜10ドル高いこともありますが、総所有コスト(交換回数が少なくてダウンタイムも少なくていい)を見ると、60〜80%の節約になることが多いです。コツは知っていることに固執することではなく、合金を実際の酸の種類、濃度、温度に合わせるためです。
私たちの定番のアプローチはシンプルです:
- 環境の実際のデータを得ること―酸濃度、温度、汚染物質、圧力。
- 意思決定行列(セクション5参照)を使って候補者を選ぶが、購入価格ではなく生涯コストを優先する。
- 15〜25ノズルのパイロットを稼働させ、四半期ごとに流量をチェックして期待寿命を確認します。新築や改修の場合は、あなたの条件に特化した腐食データをサプライヤーに依頼してください。一般的な表はあくまで出発点に過ぎません。また、階層分けも検討してください。最も酷用される20〜30%のノズルには高級合金を使い、標準的な材料は他の部分に使いましょう。コストと信頼性のバランスがうまく取れています。
具体的な用途を考えていますか?工程の詳細を送っていただければ、実験室での実験や実地経験を裏付けた、個別に合った材料提案をいたします。