





ノズル材料比較:化学コーティングにおけるステンレス鋼316L耐腐食性
なぜ316Lステンレススチールが化学スプレーシステムの定番素材なのか
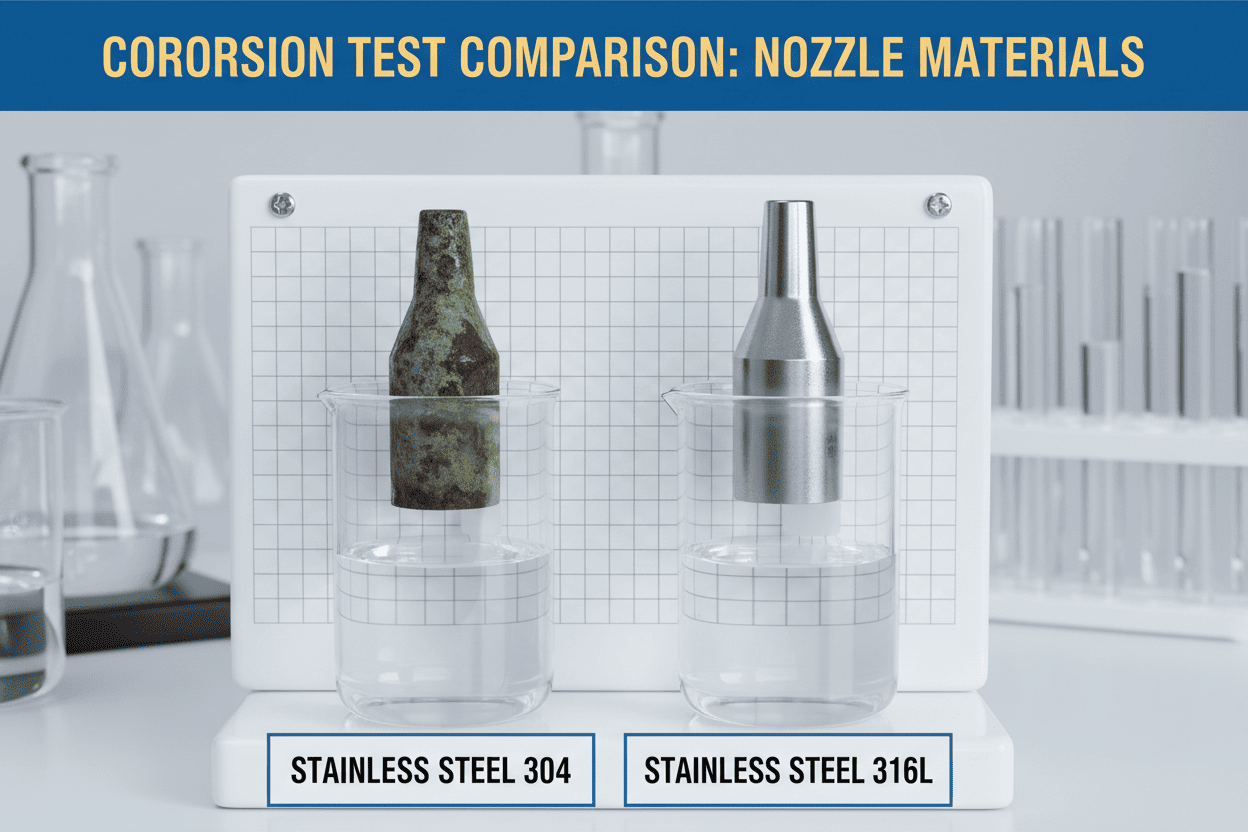
精密スプレーコーティングノズルを選ぶ際、材料が寿命を決定します。化学コーティング中の酸性溶媒やハロゲンイオンがノズル表面を継続的に攻撃するため、耐蝕性が総所有コスト(TCO)を決定する主要な変数となります。2〜3%のモリブデン含有量を加えたステンレススチール316Lは、塩化物環境において304ステンレス鋼よりも3〜5倍のピッティング耐性を発揮し、自動車仕上げ、海洋防錆、化学防護コーティングなどの要求の高い用途において業界標準の選択肢となっています。この記事では、腐食メカニズム、合金の違い、実際のROIデータを分解し、十分な情報に基づいた材料選択を助けます。
特集スニペット概要:ステンレススチール316Lはモリブデン含有オーステナイト系ステンレス鋼で、特に塩化物溶剤を含む高湿度スプレー環境での化学コーティング用途において、304 SSの3〜5倍の耐腐食性を提供します。
目次
- [316L 対 304:合金組成が腐食境界を定義する方法](#alloy 比較)
- [化学コーティングにおける腐食機構:316L保護バリア](#corrosion 機構)
- [316Lノズルのスプレーコーティングの適用と制限](#application シナリオ)
- ノズル材料選択:316L vs 304 vs タンステンカーバイド ROI 分析
- [3つの業界ケーススタディ:実世界の316Lノズル性能](#industry ケース)
- FAQ:316Lノズル耐腐食性に関するよくある質問
-
- 【結論:コーティング化学に基づくノズル材料の選択方法】(#conclusion)
316L対304:合金組成が腐食境界を定義する方法
顕微鏡的な視点:モリブデンがゲームチェンジャー
冶金学的観点から見ると、316Lと304は共にオーステナイト系ステンレス鋼に属しますが、主要な合金の違いにより根本的に異なる耐食性プロファイルが生まれます。
- モリブデン(Mo)含有量:316Lは2.0〜3.0%のMoを含み、304では≤0.5%です。モリブデンは安定したMoO₄²⁻受動膜を形成し、塩化物によるピッティングを効果的に抑制します。
- 炭素(C)含有量:316Lの「L」は低炭素(≤0.03%)を意味し、溶接スプレーシステム部品にとって重要な粒間腐食リスクを大幅に低減します。
- ニッケル(Ni)含有量:316Lは10–14%のニッケルを含み、304の8–10.5%に対し、酸性コーティング環境でのオーステナイト安定性を高めます。
当社の生産試験データに基づくと、316Lノズルは酸性エポキシコーティング(pH2–4)で平均4,200時間の耐用時間を達成し、304ノズルは同一条件下で1,100〜1,500時間しか持ちません。
キーパラメータ比較
| パフォーマンスメトリック | Stainless Steel 316L | Stainless Steel 304 | 業界意義 |
|---|---|---|---|
| モリブデン含有量(%) | 2.0–3.0 | ≤0.5 | ピッティング抵抗を決定します |
| PREN(ピッティング抵抗相当物) | 23–26 | 17–20 | 塩化物環境には316Lが推奨 | されます
| 典型的な腐食寿命(酸性コーティング) | 4,000–5,000時間 | 1,000–1,800時間 | 直接的に交換頻度を決定します |
| 最大動作温度 | 870°C(断続的) | 925°C(断続的) | 高温硬化シナリオの評価 |
| 相対単価(指数) | 100(ベースライン) | 70–80 | 316Lプレミアムは約25〜30% |
PREN Formula: PREN = %Cr + 3.3×%Mo + 16×%N.316Lという高いPREN値は、優れた耐腐食性を示しています。
化学コーティングにおける腐食機構:316L防護バリア
コーティング溶剤による3つの主要な腐食の脅威
化学コーティングは中性物質ではありません。当社のエンジニアリングテストでは、ノズル金属基板に対する3つの主要な攻撃ベクトルを特定しました。
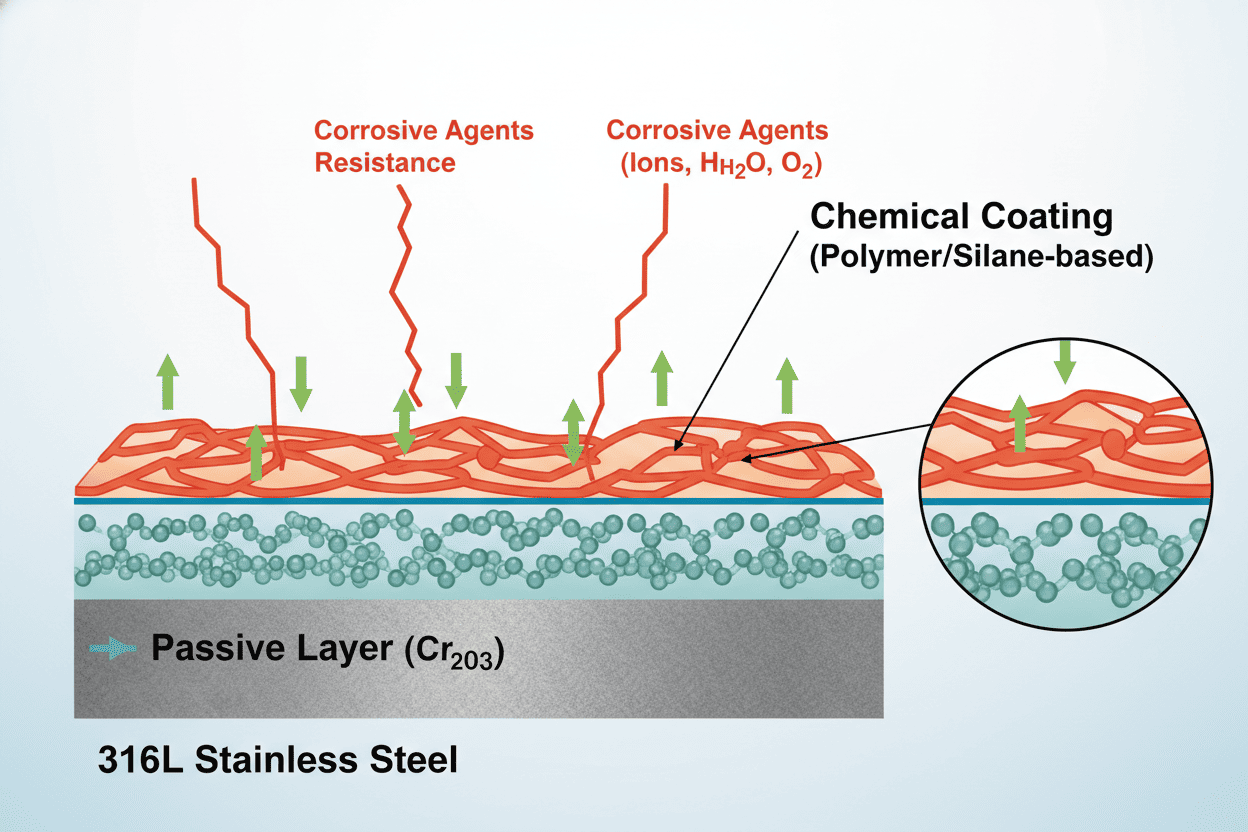
1.塩化物イオン攻撃(Cl⁻ 浸透)
塩素化溶剤は、塩素化ゴムコーティングや特定のエポキシ薄め剤に含まれており、ステンレススチール表面のCr₂O₃受動層を局所的に分解する小さく高い浸透性のCl⁻イオンを含んでいます。316Lのモリブデンはここで重要な役割を果たします。MoはCl⁻と吸着部位を競合し、不溶性モリブデン粘土を形成し、ピッティング開始時間は72時間(304)から2,000時間以上に延びます(ASTM G48標準試験による)。
2.酸性加水分解腐食
酸性コーティング(pH <4)—特定のポリウレタン硬化剤や酸触媒エポキシシステムなど—は金属酸化物の溶解を加速させます。316Lの低炭素設計はここで利点を発揮しており、結晶境界でのCr₂₃C₆の沈殿を抑制し、「クロム枯渇帯」を防ぎ、溶接熱の影響を受けた領域でも均一な耐腐食性を維持します。
3.侵食と腐食の相乗効果
高速コーティング流体、特に50〜200バールで動作する精密スプレーコーティングノズルシステムでは、乱流が発生し、機械的に受動膜を剥がします。硬度はHB 150–200で、耐食性と加工性の最適なバランスを取っていますが、純粋な耐摩耗性ではカーバイドグレードには及びません。
重要な注意点
316Lは汎用材料ではありません。 コーティングに濃硝酸、フッ化水素酸、または60°C以上の強アルカリ性溶液が含まれている場合、316Lでも急速な腐食が起こります。その場合は、Hastelloy C-276やセラミックノズルを代替として検討してください。
316Lノズルのスプレーコーティングの適用と制限
最適適用シナリオ
500+スプレーシステムの追跡データに基づくと、316Lノズルは以下の環境で優れています:
- 海洋防腐食コーティング:船舶に使用された塩素化ゴムおよび石炭タールエポキシシステムで、塩水噴霧と溶剤腐食が共存します
- 自動車OEM仕上げ:EDコーティング、プライマー、トップコートラインをpH 6–8のマイルドアルカリ性すすぎサイクルで使用
- 化学機器内部ライニング:パイプライン内装用の耐酸エナメルおよびフェノール樹脂コーティング
- 食品グレードの保護コーティング:316Lの衛生的な表面仕上げにより簡単に洗浄できるFDA準準のエポキシコーティング
性能制限と境界条件
| 制限タイプ | 境界条件 | 推奨代替 |
|---|---|---|
| 強い酸化性酸 | >20%硝酸または硫酸 | ハステロイ C-276、チタン |
| フッ素含有系 | HFまたはフルオロレシンモノマーが存在する | PTFEライニングノズル、セラミック |
| 高摩耗環境 | シリコンカーバイドまたはダイヤモンド研磨充填剤 | タングステンカーバイド(WC) |
| 超高温硬化 | 持続動作温度>300°C) | インコネル625、セラミック |
ノズル材料選択:316L対304対タングステンカーバイドのROI分析
5年TCOライフサイクルコストモデル
材料の選択は単価だけに基づいてはいけません。以下のモデルは、年間50,000リットルの塗料を使用する中規模のコーティング施設の5年間の総所有コストをシミュレートしています。
| コスト項目 | SS 316L | SS 304 | タングステンカーバイド |
|---|---|---|---|
| 最初のノズル購入 | $12,000 | $8,500 | $22,000 |
| 5年間の代替者 | 3x | 8x | 1x |
| 総交換コスト | $36,000 | $68,000 | $22,000 |
| ダウンタイムロス(@$2,000/日) | $18,000 | $48,000 | $6,000 |
| 5年間の総生産時総額 | $54,000 | $116,000 | $28,000* |
タングステンカーバイドは最も低いTCO(総消費コスト)を提供しますが、注意点があります。強腐食環境での化学的安定性は316Lより劣り、脆性が高いためすべてのコーティングシステムに適合しません。
重要な洞察:塩化物含有または酸性コーティング環境において、316Lは5年間のTCO(総生産コスト)を304のわずか47%で達成します。初期購入プレミアムは~30%ですが、交換頻度の減少とダウンタイムの節約により、316Lは中期的に最適な投資となります。
3つの業界ケーススタディ:実世界の316Lノズル性能
###ケーススタディ1:自動車用EDコーティングライン
用途:ドイツの自動車サプライヤーによる陰極電鋳(ED)プライマー再循環システム。コーティングpH 8.5、微量有機酸添加剤、運転温度28〜32°C。
問題解決:オリジナルの304ノズルは6か月ごとに出口縁でピッティング侵食が発生し、ノズル有効衝撃力制御を乱し、膜の厚さが均一になりました。
定量化された結果:316Lの寿命延長を6ヶ月から3.5年に切り替え、フィルム厚の標準偏差を±8μmから±3μmに削減し、ダウンタイムコストを年間約18,000ドル節約。
ケーススタディ2:沖合プラットフォームの防錆スプレー
応用:亜鉛リッチエポキシプライマー+塩素化ゴムトップコートシステムを用いた南シナ海の石油・ガスプラットフォーム大気帯鉄構造保護。塩分の噴き散らしと強い紫外線にさらされています。
問題解決:海洋大気中の塩化物イオンがコーティング溶媒に浸透し、ノズルの電気化学腐食を引き起こしました。304のノズルで8週間以内に錆びた斑点が見られ、不安定化を引き起こしましたエアアトマイジングと油圧アトマイジングのコーティング選択。
定量結果:316Lノズルは18ヶ月にわたり同じ条件下で目立った腐食なく作動し、噴霧角度偏差<2°を維持し、年間メンテナンスを12サイクルから2サイクルに短縮。
ケーススタディ3:化学反応器内部ライニングコーティング
用途:改良フェノール樹脂とリン酸触媒(pH 3.5–4.5)を用いた精細化学会社のガラスライニング反応器修復コーティング。
問題解決:酸性触媒環境により304ノズルの激しい均一腐食が発生し、3か月以内にオリフィス径が15%拡大し、流量許容限界を超えました。
定量化された結果:316Lノズルは、24ヶ月の使用後、オリフィス膨張率はわずか3%で、プロセス許容範囲内であり、過剰噴霧調整を排除したことで流量が安定化し、コーティング消費量を約12%削減しました。
よくある質問:316Lノズル耐腐食性に関するよくある質問
316Lと316の違いは何ですか?「L」は何の略ですか?
「L」は低炭素(≤0.03%)を意味します。標準316は最大0.08%の炭素を含んでいます。溶接や高温使用後、316Lの炭素含有量が低いため、粒界でのCr₂₃C₆の沈殿が大幅に減少し、粒間腐食を防ぎます。溶接スプレーシステムの設置には、316Lがより安全な選択肢です。
316Lはすべての化学コーティングタイプに耐えられるのか?
いいえ。 316Lは塩化物溶液、弱酸、軽アルカリに優れていますが、濃硝酸、フッ化水素酸、高温強アルカリ(>60°C)、およびフルオロポリマーモノマー環境では腐食します。材料選定を最終決定する前に、必ずコーティングのMSDS(pH、一次溶媒組成、ハライド含有量の確認)を取得してください。
なぜ316Lは25〜30%の価格プレミアムがあるにもかかわらず304よりも経済的なのでしょうか?
なぜならTCO≠購入価格だからです。腐食性コーティング環境では、304は2.5〜3倍の頻度で交換が必要です。各交換作業は、特に自動化生産ラインにおいて、材料価格差をはるかに上回るダウンタイムコストを伴います。200のコーティング施設を調査した結果、316Lの平均回収期間はわずか8〜14ヶ月です。
表面処理は316Lノズルの耐腐食性をさらに向上させることができるのか?
はい。電気研磨(EP)またはプラズマ窒化は316Lの耐腐食性をさらに15〜30%向上させることができます。電気研磨は腐食の起点となる微細な表面欠陥を除去します。窒素層は追加の化学バリアを提供します。極端な腐食環境では、これらの後処理は追加費用に見合う価値があります。
316Lノズルが腐食による寿命を迎えたかどうか、どうやってわかるのでしょうか?
これら3つの指標を定期的に(推奨月1回)で監視してください:
- 流れドリフト:測定された流量が初期値を±10%上回る
- スプレーパターンの劣化:ファンパターンに目に見えるたわみや筋状の痕跡が見られる
- 目視検査:出口の縁に穴が点くつく空洞>0.5mmまたは均一な薄化が確認されます
これらの閾値に基づいてノズル交換の予防スケジュールを策定し、性能劣化がコーティング品質に影響を与える前に交換します。
結論:コーティング化学に基づくノズル材料の選択方法
ステンレススチール316Lは最も高価なノズル材料ではありませんが、ほとんどの化学コーティング環境において最も賢明な投資です。
材料選定のための意思決定枠組みに従ってください:
- コーティング化学をマッピング:抽出物pH、ハロゲン化物含有量、一次溶媒タイプ、MSDSからの固形物割合を把握してください
- PREN閾値に合わせる:塩化物を含む環境ではPREN >22;316L(PREN 23–26)はまさにこの閾値を満たしています
- 摩耗相乗効果を評価する:高固形で研磨性のあるコーティングには、316L + タングステンカーバイドのハイブリッドインサート溶液が必要になる場合があります
- 真のTCO(総生産コスト)を計算する:単価だけを比較するのではなく、ダウンタイム損失を5年のライフサイクルモデルに組み込む
当社のエンジニアリング実務では、化学コーティングの約65%が316Lノズルで最適なコストパフォーマンスバランスを実現しています。残りの35%の極端なシナリオでは、ハステロイ合金、セラミックス、またはタングステンカーバイドが適切な選択肢です。
スプレーシステムの材料オプションを評価している場合や、特定のコーティング配合の腐食試験データが必要な場合は、当社の適用エンジニアリングチームにご連絡いただき、カスタマイズされた選択の推奨をご依頼ください。