





太陽光/太陽光発電製造における反射防止コーティングのノズル選択とメンテナンス
- 1. 1.はじめに:なぜARコーティングにおいてノズル選択が重要なのか
- 2. 2.ARコーティングの均一性に関する臨界スプレーパラメータ
- 2.1. 2.1 液滴サイズ:コーティング品質の主な要因
- 2.2. 2.2 噴霧角度と被覆幅
- 2.3. 2.3 流量と圧力の関係
- 2.4. 2.4 衝撃力と表面濡れ
- 3. 3.精密コーティングのためのノズルタイプ比較
- 3.1. 3.1 油圧式フラットファンノズル(最も一般的な)
- 3.2. 3.2 空気補助アトマイジングノズル
- 3.3. 3.3 パフォーマンス比較表
- 4. 4.材料選択と耐摩耗分析
- 4.1. 4.1 なぜ材料選択が総所有コストを決定するのか
- 4.2. 4.2 材料性能とコスト比較
- 4.3. 4.3 材料選択決定ツリー
- 5. 5.ソーラーARコーティングのステップバイステップ選択ガイド
- 5.1. ステップ1:コーティング要件を定義する
- 5.2. ステップ2:ノズルあたり必要な流量を計算する
- 5.3. ステップ3:ノズルタイプとスプレー角度を選択する
- 5.4. ステップ4:動作圧力の測定
- 5.5. ステップ5:摩耗分析に基づいて材料を選ぶ
- 6. 6.コーティング欠陥防止のためのメンテナンスプロトコル
- 6.1. 6.1 流量監視:重要な予防策
- 6.2. 6.2 詰まり防止のための清掃手順
- 6.3. 6.3 摩耗検査および交換基準
- 7. 7.よくある設置ミスと訂正
- 7.1. 7.1 重複不足による連続記録
- 7.2. 7.2 誤ったスタンドオフ距離
- 7.3. 7.3 不十分なろ過
- 7.4. 7.4 混合ノズルウェアが同じバンクで州を標示
- 8. 8.FAQ
- 8.1. Q: TiO₂とSiO₂コーティングに同じノズルを使ってもいいですか?
- 8.2. Q: コーティングの欠陥がノズル関連なのか、配合の問題なのか、どうやって見分ければいいですか?
- 8.3. Q: ARフィルムのスプレーコーティングの一般的な転写効率はどのくらいですか?
- 8.4. Q: ノズルバンクにはステンレス製マニホールドとプラスチック製マニホールドを使うべきでしょうか?
- 8.5. Q: ノズルを交換せずに、摩耗を補うために高圧で動かすことはできますか?
- 8.6. Q: コーティングの厚さとノズル流量の比較はどのくらいの頻度で校正すべきですか?
- 9. 9.結論と次の行動
1.はじめに:なぜARコーティングにおいてノズル選択が重要なのか
太陽光発電製造において、反射防止(AR)コーティングの適用はモジュールの効率と生産歩留まりに直接影響します。コーティング厚さに0.5%の変化があると、セル効率が0.3〜0.5%の絶対ポイント低下し、年間500MWの生産ライン全体で大きな収益損失につながります。私たちは世界中で30以上のコーティングラインを試運転してきた経験から、ノズルの選択とメンテナンスがコーティングの均一性問題の40〜60%を占めていることを観察しています。
本ガイドでは、コーティングプロセスエンジニアが日々直面する工学的意思決定について解説します。すなわち、ソルゲル前駆体に最適なDv50液滴サイズを提供するノズルタイプ、0.4mmオリフィスでのシリカナノ粒子詰まりを防ぐ方法、そしてコーティング欠陥が差し迫っていることを示す摩耗パターンについてです。一般的なスプレーコーティングガイドとは異なり、本記事では、テクスチャーされたシリコンまたはガラス基板上に80〜120 nmのAR層を30〜60メートル毎分の線速度で堆積する際の課題に焦点を当てています。
あなたが学ぶこと:
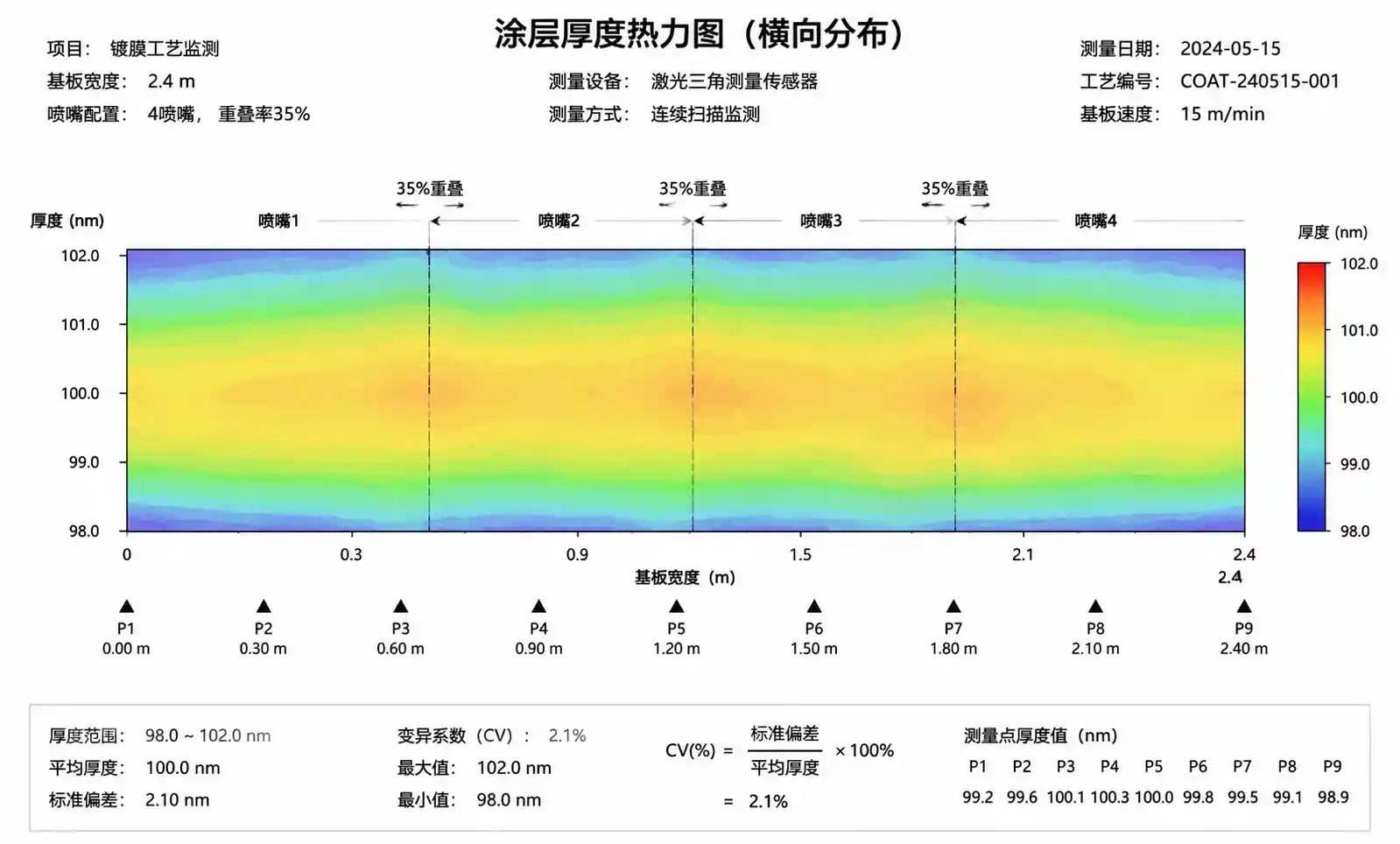
- 液滴サイズ分布がコーティング厚みの均一性に与える影響(±2%対±8%)
- シリカソルゲル、TiO₂懸濁液、ハイブリッド有機・無機前駆体の材料適合マトリックス
- 2.4m幅基板上のマルチノズルアレイの定量的オーバーラップ計算
- 溶液化学および運転圧力に基づく予測保守間隔
- 一般的な欠陥の根本原因分析:ストリーキング、エッジビーディング、ピンホール

2.ARコーティングの均一性に関する臨界スプレーパラメータ
2.1 液滴サイズ:コーティング品質の主な要因
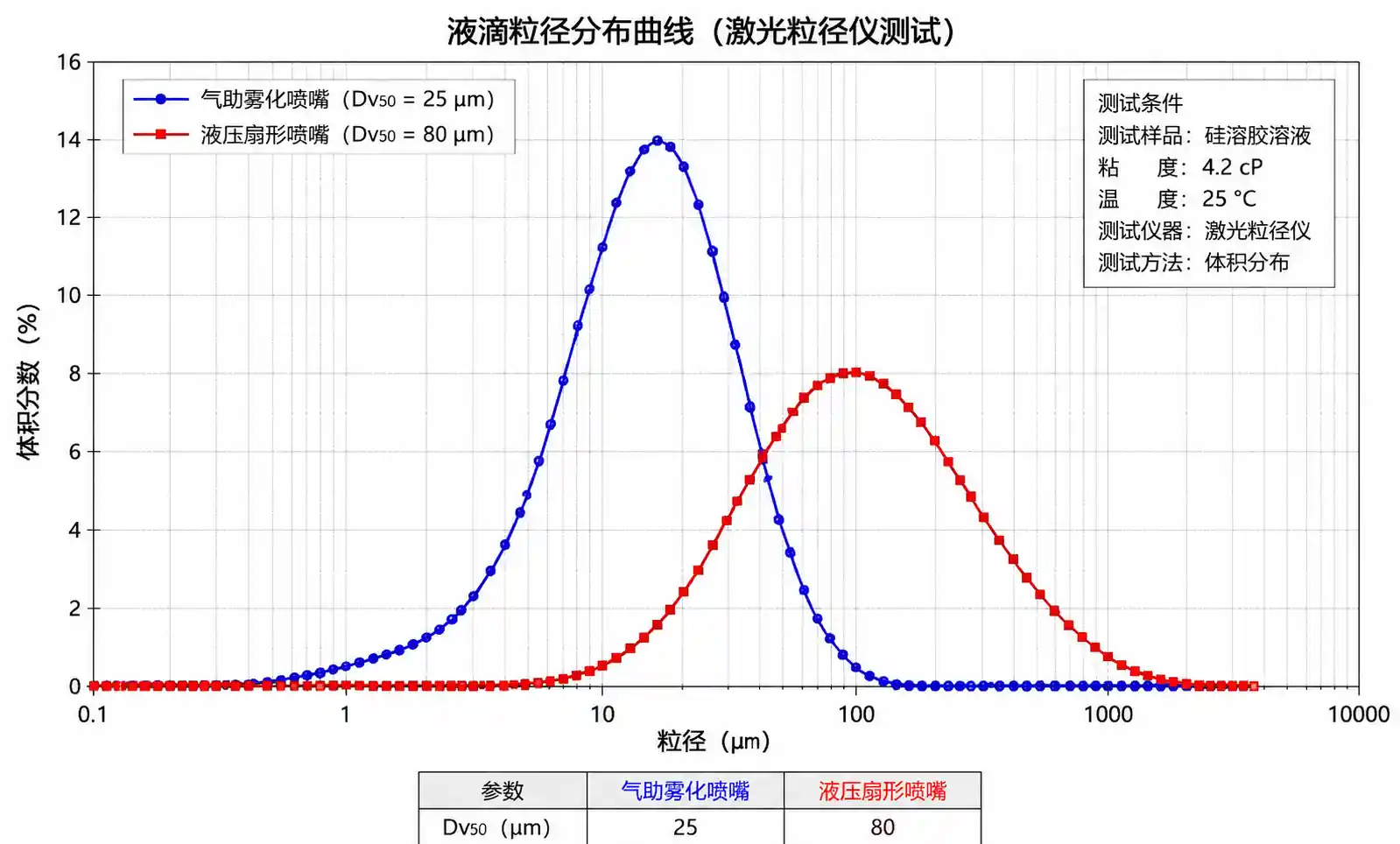
ARコーティングでは、液滴の大きさが表面仕上げや光学特性を直接決定します。ほとんどのソルゲルおよびコロイドシリカ製剤では、Dv50(液滴直径中央値)を15〜40ミクロンの範囲で標的とすることを推奨します。
なぜ液滴の大きさが重要なのか:
- 大きすぎる(>50ミクロン): オレンジピール状の質感、湿潤性の悪さ、厚さの不均一性が生じます。60ミクロンの液滴でスプレーした試料では、厚さの変動が12〜18 nm、25ミクロンの液滴で4〜6 nmの厚さ変動を測定しました。
- 小さすぎる(<10ミクロン): 衝突前の過剰な溶媒蒸発は、乾燥粉末の沈着、接着不良、そしてかすみを引き起こす。これは特にアルコール系のソルジェル製剤で問題が深刻です。
- 最適な範囲(15–40ミクロン): 湿った衝撃、良好な水平化、均一な乾燥を提供します。柔軟なPV基板上の高速ロール・トゥ・ロールコーティングの場合、通常20〜30ミクロンを指定しています。
測定方法: 運転圧力および流体粘度でのレーザー回折(ISO 13320またはASTM E799)。実際のコーティング粘度が5〜15 cPの場合、室温の水で生成されたカタログデータに頼らないでください。
2.2 噴霧角度と被覆幅
65〜80度の噴霧角度を持つフラットファンノズルは、コンベヤーシステム上で動く太陽光ウェハーやガラス基板の直線コーティングに標準的です。典型的なスタンドオフ距離(150〜250 mm)での有効噴霧幅は180〜350 mmの範囲です。
重要な計算: 隣接するノズル間の重なりはストリークを排除するために少なくとも30%に達する必要があります。200 mm幅のスプレーで200 mmのスタンドオフの場合、ノズル間隔は140 mm(200 mm × 0.7)を超えてはいけません。
2.3 流量と圧力の関係
流量は平方根関係に従います:Q = K × √P。ここでQは流量、Kはノズル流量係数、Pは圧力です。よくある誤りは、圧力を倍にすると流量が2倍になると仮定することです。実際には流量は1.41×≈√2倍しか増加しません。
例: 2バールで0.50 L/minのノズルは、4 barで約0.71 L/minの流量を流しますが、1.0 L/minではありません。
なぜARコーティングでこれが重要なのか: 処理量を50%増加させる必要がある場合は、圧力を2.25×(1.5²=2.25)上げる必要があり、これによりノズルの最適な霧化範囲を超えたり、摩耗が加速したりする可能性があります。ノズルを追加するか、より大きなオリフィスに切り替える方が良いことが多いです。
2.4 衝撃力と表面濡れ
繊細なシリコンウェハーや薄膜基板では、過剰な衝撃力がコーティングの変位や基板の損傷を引き起こすことがあります。衝撃力はおおよそ F ∝ ρ × v² × A に比例し、速度は圧力と開口径に依存します。
脆弱な基材の場合は、衝撃圧を0.5 N/cm²未満に保つことを推奨します。これは通常、0.4〜0.8mmのオリフィスを持つファインスプレーノズルでは1.5〜3バールの作動圧力に相当します。
3.精密コーティングのためのノズルタイプ比較
3.1 油圧式フラットファンノズル(最も一般的な)
デザイン: 単一オリフィス設計で、内部ベーンが平坦で楕円形のスプレーパターンを作り出します。
典型的な水滴範囲: 2–4バールで25–60ミクロン 最適用途: ロール・トゥ・ロールコーティング、コンベヤー送りウェハーコーティング、大面積ガラス基板コーティング 利点: シンプルな設計、予測可能な噴霧パターン、複数のノズルをバンクに簡単に合わせられる 制限:エアアシスト設計と比べてアトマイズ品質が限られ、粘度変化により敏感です
当社の現場設置では、油圧フラットファンは3〜4バールで最大20cPのソルゲル粘度を効果的に処理します。25 cPを超えると霧化が悪くなり、エアアシストの代替品を検討する必要があります。
3.2 空気補助アトマイジングノズル
設計: 液体供給液と圧縮空気(通常2〜5バール)を組み合わせて、液体を細かい水滴に切り分けます。
典型的な水滴範囲: 10〜30ミクロン(空気圧で制御可能) 最適用途: 高粘度配合(>20 cP)、超微細コーティング用途、小ロットの研究開発ライン 利点:優れた霧化、液体粘度への感度が低く、空気圧で液滴の大きさを調整できる 制限事項: 圧縮空気供給が必要(運用コスト増加)、複雑な配管、潜在的なオーバースプレー
運用コストの考慮: 4バールの圧縮空気は1m³あたり約0.02〜0.04ドルです。1日16時間稼働し、10本のノズルがそれぞれ50L/minの空気を消費する生産ラインの場合、年間の空気コストは12,000ドルから24,000ドルに達します。これを総所有コストに含めてください。
3.3 パフォーマンス比較表
| ノズルタイプ | 液滴サイズ(Dv50) | コーティング厚さ均一性 | 粘度限界 | 初期費用 | 運営コスト |
|---|---|---|---|---|---|
| 油圧フラットファン | 25–60μm | ±5–8% | <20 cP | 低 | とても低い |
| エアアシスト外部ミックス | 10–30 μm | ±3–5% | <100 cP | 中 | ミディアム・ハイ |
| エアアシスト内部混合 | 15–35μm | ±4–6% | <50 cP | ミディアム・ハイ | 中 |
解釈: 標準的なソルゲル配合(<15 cP)を処理する生産環境において、油圧フラットファンはコストパフォーマンスが最も優れています。コーティングの均一性要求が±4%未満になる場合や、高粘度のカスタム配合を処理する際のみエアアシストに切り替えてください。
4.材料選択と耐摩耗分析
4.1 なぜ材料選択が総所有コストを決定するのか
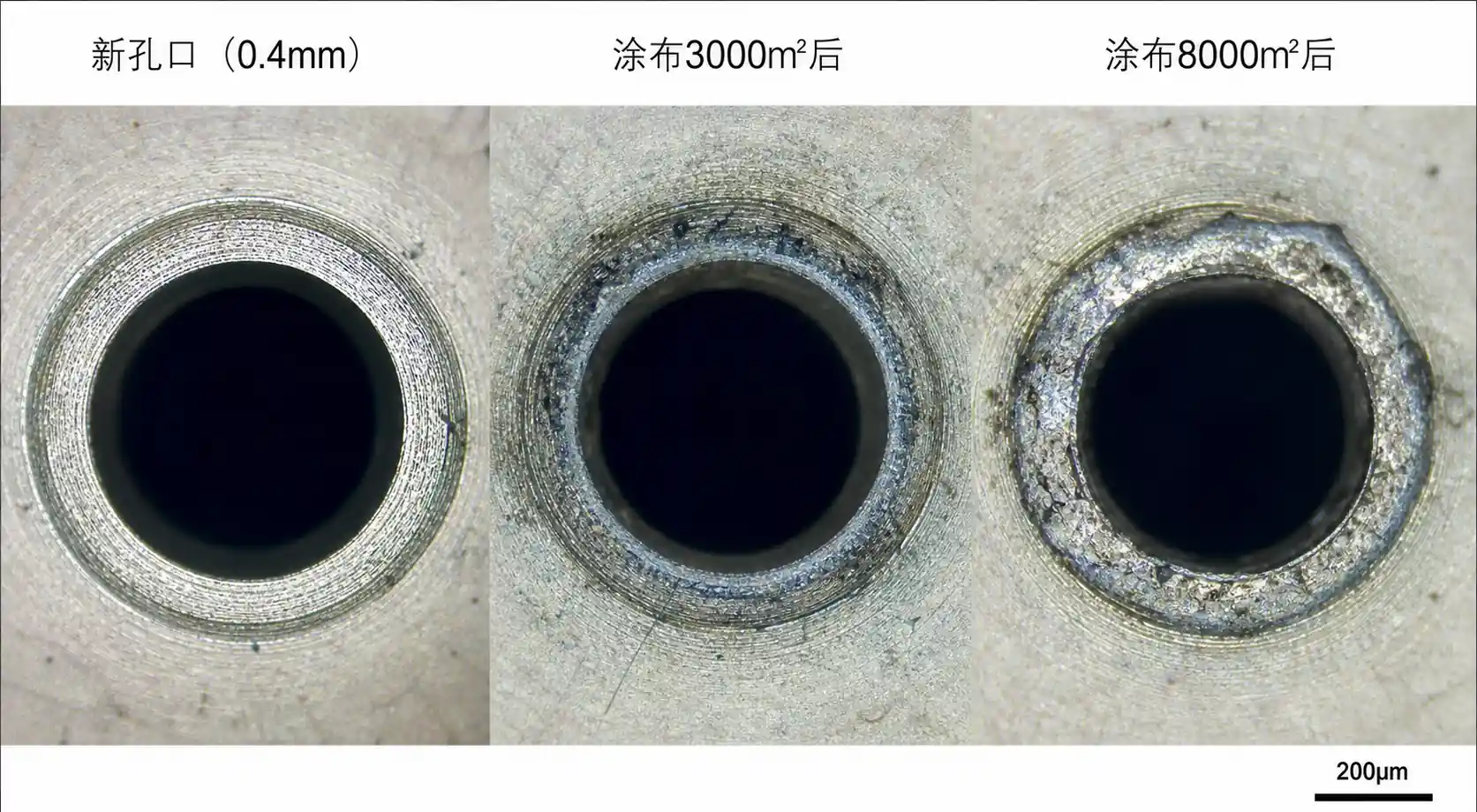
シリカ系のARコーティングは非常に研磨性が高いです。硬化ステンレス鋼ノズルを使用した場合、20 wt% SiO₂サスペンションを使用した場合、わずか300〜500時間連続運転で内径8〜12%の摩耗率が記録されています。
摩耗の影響: オリフィス直径が10%増加すると流量が約5%増加します(Q ∝ √(d²)以降)、コーティング厚が仕様からずれ、再校正または早期交換が必要となります。
4.2 材料性能とコスト比較
| 素材 | 相対硬度(HV) | 相対的な摩耗寿命 | コスト倍 | ベストアプリケーション | ブリトルリスク |
|---|---|---|---|---|---|
| 316 ステンレス鋼 | 170–200 | 1×(基準線) | 1× | 水性で低研磨性の | 低 |
| 硬化鋼(>55 HRC) | 700–900 | 3–×4 | 1.3× | 中程度の研磨性 | 低 |
| タングステンカーバイド | 1,500–2,000 | 8–12× | 3.5–5× | 高シリカサスペンション | 中 |
| 炭化ケイ素(SiC) | 2,500–3,000 | 15–20× | 4–6× | 極端な研磨性 | ハイ |
| セラミック(Al₂O₃) | 1,800–2,200 | 10–15× | 3–×4 | 酸性配合 | ハイ |
現場データの例: 生産ラインで年間120万枚のウェハーを15wt%のコロイドシリカでコーティングし、316SSノズルを400時間ごとに交換しました(連続運転で約6週間)。タングステンカーバイドへの切り替えにより、交換間隔が3,200時間(7〜8ヶ月)に延長され、年間ノズルコストは18,000ドルから7,500ドルに削減されました。単価は4×高いにもかかわらずです。
4.3 材料選択決定ツリー
水性で低粒子の配合(<5 wt%固体): 316SSまたは硬化鋼で十分 標準的なソルゲルまたはコロイドシリカ(10–20 wt%): タンステンカーバイドが推奨;セラミック許容 高負荷懸濁液(>25 wt%シリカまたはアルミナ)に: カーバイドケイ素または高品質タングステンカーバイド必須 酸性配合(pH<4): 標準炭化物は避け、SiCまたはアルミナセラミックスを使用アルカリ製剤(pH>10): タングステンカーバイドは腐食が加速し、SiCを好みます
セラミック材料に関する重要な注意点: SiCとアルミナは非常に耐摩耗性がありますが、脆いです。圧力スパイクが6バールを超える場合や、洗浄サイクル中に熱ショックが起こると壊滅的な故障が見られました。常に圧力解放弁を設置し、40°Cを超える急激な温度変化は避けてください。
5.ソーラーARコーティングのステップバイステップ選択ガイド
ステップ1:コーティング要件を定義する
ノズルを選ぶ前にこれらのパラメータを必ず記録してください:
- ターゲットコーティング厚さ(nm)および許容変動(%)
- 基板のサイズとフォーマット(ウェハー、シート、ロール)
- ライン速度またはスループット(ウェハー数/時間またはm²/時間)
- コーティング配合(タイプ、粘度、固形物含有量、pH)
- 年間の営業時間
ステップ2:ノズルあたり必要な流量を計算する
フォーミュラ: Q (L/min) = (基板幅 × 線速度 × 湿式コーティング厚×密度) / (固形物含有量 × 1000)
例:
- 基材幅:1,200 mm
- 線路速度:5 m/min
- ターゲット乾燥厚さ:100 nm = 0.0001 mm
- 湿潤と乾燥の比率:約5×(固形物20重)
- 必要湿潤コーティング厚:0.0005 mm
- コーティング密度:1.2 g/cm³
Q = (1.2 m ×/ 5 m/min × 0.0005 mm × 1.2 g/cm³) / (0.20 1000 ×) = 0.018 L/min 合計
6本のノズルバンクの場合:1ノズルあたり0.003 L/min(0.05 L/時間)
ステップ3:ノズルタイプとスプレー角度を選択する
6ノズルの基板幅1,200mmの場合、間隔=中心間200mm。200 mmのスタンドオフでは、65°フラットなファンノズルは約220 mmのスプレー幅を提供し、10%の重なり(許容最小30%なので、均一性を高めるために8〜9本のノズルを検討してください)。
ステップ4:動作圧力の測定
選んだノズルオリフィスサイズについてはメーカーのフローチャートを参照してください。微細アトマイズ(25〜35ミクロンの液滴)では、油圧ノズルの典型的な動作範囲は2〜4バールです。Q = K√P関係を用いると、0.5mmのオリフィスノズルが3バールで0.10 L/minの流れを取ると、1.5 barで約0.07 L/minの流れになります。
推奨事項: 調整ヘッドルームを確保するために、圧力範囲の中間(最小または最大ではなく)で必要な流量を達成するノズルを選択してください。
ステップ5:摩耗分析に基づいて材料を選ぶ
年間稼働時間を推定し、3年間のノズル交換費用を計算します:
計算例(316SS対タングステンカーバイド):
- 運行時間:年間4,000時間
- 316SSノズル寿命:年間400時間→10回交換、1件あたり45ドル=年間450ドル
- タングステンカーバイド寿命:3,200時間→年間1.25回の交換、1件あたり180ドル=年間225ドル
単価は4×高いものの、カーバイドはノズルあたり年間225ドルの節約になります。10ノズル設置の場合、3年間の節約=6,750ドル。
6.コーティング欠陥防止のためのメンテナンスプロトコル
6.1 流量監視:重要な予防策
試運転時に各ノズルの基準流量を設定し、週ごとに監視してください。±5%のずれは、オリフィスの摩耗や部分的な詰まりが即時対応を必要としていることを示します。
モニタリング手順:
- 個々のノズルをマニホールドから分離する
- 標準試験圧力(例:3.0バール)で流量を60秒間測定する
- ベースラインと比較してください;>5%の偏差があるノズルにフラグを立ててください
- メンテナンス追跡システムにおけるログデータ
予測交換スケジュール: 流量ドリフトが+8%(摩耗)または-15%(部分的な詰まり)に達したらノズルを交換してください。コーティングの欠陥が目に見えるまで待つと、通常はすでに200〜500個の欠陥ユニットを製造していることを意味します。
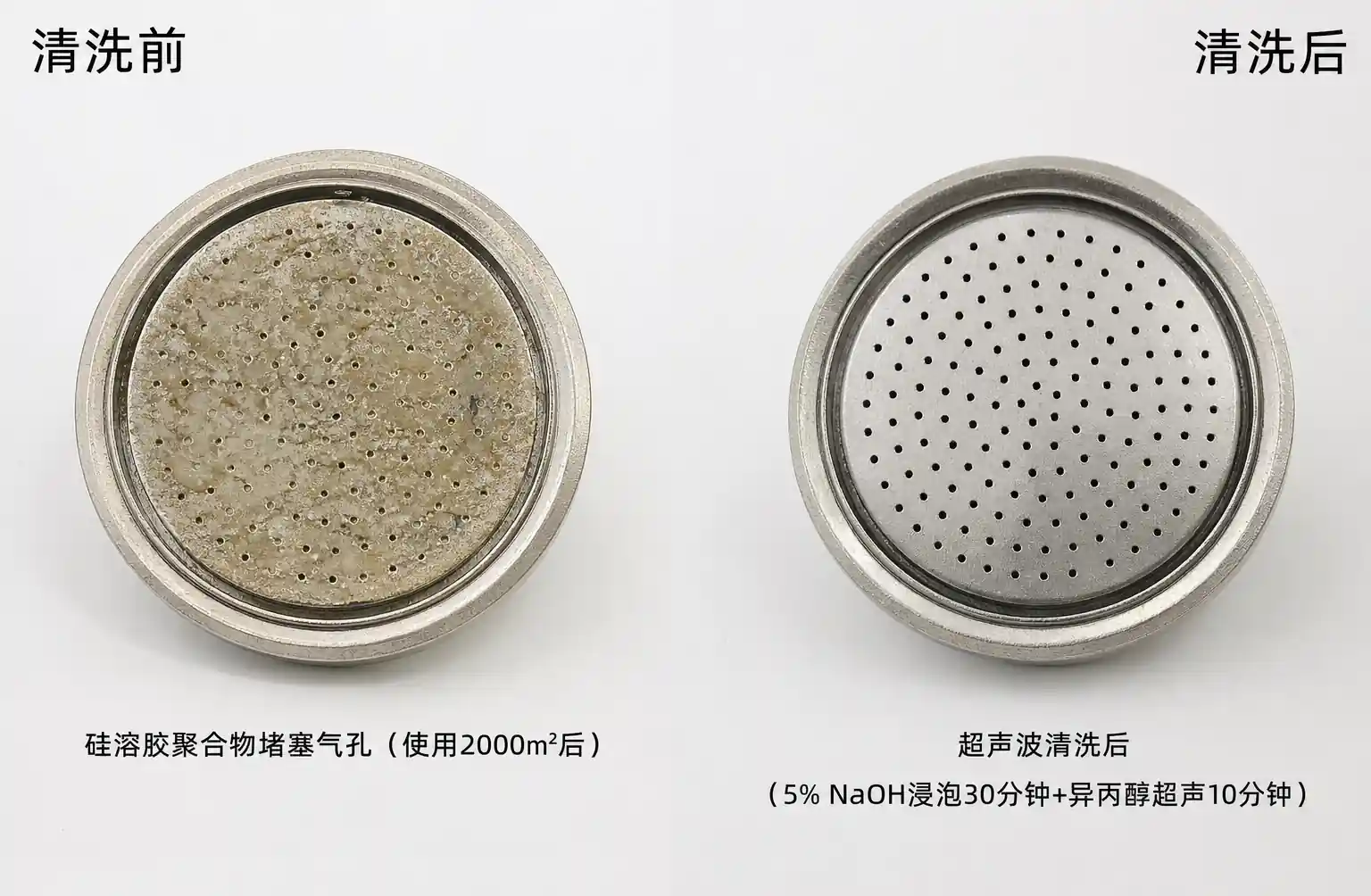
6.2 詰まり防止のための清掃手順
ARコーティングにおけるノズル詰まりは、通常、生産ランの間にコーティング材料がオリフィス内で乾燥したり、高固形物懸濁液中の粒子凝集によって発生します。
日々の清掃(生産環境):
- シャットダウン直後、コーティング溶剤(エタノール、イソプロパノール、または水、配合に応じて)を1〜2バールで2〜3分間フラッシュします
- フラッシュサイクル中の各ノズルからの流量を確認する
- ノズル内でコーティング材料が乾燥しない
週ごとの掃除:
- マニホールドからノズルを取り外します
- 適切な溶媒で15〜20分間の超音波洗浄
- 拡大(10–20×)でオリフィスを摩耗や堆積物の有無検査
- ろ過された圧縮空気または窒素でブロー乾燥
重要: ノズルのクリアには金属ワイヤーや工具を使わないでください。精密なオリフィスを損傷します。柔らかいナイロンブラシか超音波方法だけを使いましょう。
6.3 摩耗検査および交換基準
顕微鏡下での目視オリフィス検査は、コーティングの研磨性に応じて200〜500時間ごとに行うべきです。
交換トリガー:
- 一定圧力時の流量増加>ベースラインから8%増加
- 目に見えるオリフィスエッジの侵食または丸みを帯びている
- スプレーパターン歪み(非対称性、ストリーキング)
- コーティング厚の変動がプロセス限界を超える
顕微鏡技術: 20–50×倍率で同軸照明を使用。オリフィスエッジの鋭さと新しいノズルの基準画像を比較してください。摩耗したオリフィスは、鮮明な形状ではなく丸みを帯びた縁を示します。
7.よくある設置ミスと訂正
7.1 重複不足による連続記録
ミス: メーカーの最大定格スプレー幅でノズルを取り付け、エッジテーパーを考慮していません。
結果: 重なり合う部分でコーティングの厚さが15〜25%低下し、目に見える筋ができる。
訂正: 最低30%の重複を想定して設計してください。有効幅200mmのノズルの場合、スペースの中心は≤140mmです。全幅にわたる水感性紙やコーティング厚さ測定で均一性を検証します。
7.2 誤ったスタンドオフ距離
ミス: ノズルの取り付けが基板から近すぎる(<100 mm)または遠すぎる(>300 mm)。
結果: 近すぎると衝撃力が強くなり、水しぶきが起こる可能性がある。やりすぎると、過剰な液滴の蒸発やオーバースプレーが発生し、転送効率が85〜90%から60〜70%に低下します。
訂正: メーカーのスタンドオフ推奨に従い(フラットファンノズルは通常150〜250mm)。コーティング厚、均一性、導電質量収支を測定して>80%の伝達効率を確認しましょう。
7.3 不十分なろ過
ミス: インラインフィルターを省略したり、ノズルの開口径より大きなメッシュサイズのフィルターを使用したりすること。
結果: 粒子の侵入は急速な詰まりやオリフィス損傷を引き起こします。
訂正: すべてのノズルの上流に100メッシュ(149マイクロン)以上の細かいフィルターを設置してください。オリフィス<0.5mmのノズルには、200メッシュ(74マイクロン)フィルターを使いましょう。フィルター間の圧力差が0.3バールを超える場合はフィルターエレメントを交換してください。
7.4 混合ノズルウェアが同じバンクで州を標示
ミス: 最も摩耗したノズルだけを交換し、新品と部分的に摩耗したノズルが混在して動作すること。
結果: 岸を横断した流量の変化が厚さの不均一性を引き起こす。隣接する新しいノズルより10%高く流れているノズルは、目に見える帯を作ります。
訂正: ノズルバンク全体を同時に交換するか、古いノズルと新しいノズルを混ぜる際は流量を厳格に調整する(±3%)を保つこと。ノズルごとの設置日と稼働時間を追跡してください。
8.FAQ
Q: TiO₂とSiO₂コーティングに同じノズルを使ってもいいですか?
A: はい、しかしモニターの摩耗率はかなり厳密です。TiO₂懸濁液は一般的にSiO₂よりも摩耗性が低いです。主にシリカをスプレーする場合は、その用途に合った材料(カーバイド/セラミック)を選ぶようにしてください。過剰仕様ですが、タイタニアには許容範囲です。
Q: コーティングの欠陥がノズル関連なのか、配合の問題なのか、どうやって見分ければいいですか?
A: 以下のテストを実施してください。(1) 各ノズルからの流量を測定してください — 変動>5%はノズルの問題を示します。(2) 水感性紙をスプレーしてスプレーパターンの均一性を視覚化する。(3) 欠陥がランダムであれば、定式化が疑われる;欠陥が位置や縞模様の場合はノズルを疑う。
Q: ARフィルムのスプレーコーティングの一般的な転写効率はどのくらいですか?
A: 適切に最適化された油圧フラットファンノズルでは75〜85%、エアアシストシステムでは80〜90%の効果が期待されます。転送効率は、スタンドオフ距離、液滴の大きさ、コーティングブース内の気流に大きく依存します。70%未満の場合はセットアップが不十分であることを示します。
Q: ノズルバンクにはステンレス製マニホールドとプラスチック製マニホールドを使うべきでしょうか?
A: 酸性またはアルカリ性製剤の場合は、316SSまたはPVDFマニホールドを使用してください。中性pHの場合は水性コーティング、PVDFまたはPVCが許容され、コストも低くなります。マニホールド内径が<0.5 m/sの流速を提供し、最初のノズルと最後のノズル間の圧力損失の変動を防ぎます。
Q: ノズルを交換せずに、摩耗を補うために高圧で動かすことはできますか?
A: おすすめしません。圧力を上げると液滴の大きさ分布が変わり、最適な霧化範囲外に押し出される可能性があります。厚みを補正してもコーティング品質が悪くなることが多いです。圧力で補うのではなく、摩耗したノズルを交換してください。
Q: コーティングの厚さとノズル流量の比較はどのくらいの頻度で校正すべきですか?
A: 本番環境では週次相関チェックを推奨します。スプレーパターンイメージングや液滴サイズ解析を含む月次完全校正。ノズル交換後は、完全な生産を再開する前に厚さの均一性を確認してください。
9.結論と次の行動
精密なスプレーノズルの選択とメンテナンスは、ソーラーパネルのARコーティング品質と生産経済性に直接影響します。現地経験から得られる主なポイントは以下の通りです:
- 液滴サイズ(15〜40ミクロン)がコーティングの微細構造を駆動します。大きすぎるとテクスチャ欠陥が生じ、小さすぎると乾燥沈着が起こります
- 材料の選択が総所有コストを決定する — タングステンカーバイドまたはシリコンカーバイドは、3〜6×の高い単価にもかかわらず高摩耗用途で自立します
- 流量監視は最も効果的な予測保守ツール — ±5%の許容差キャッチ問題を収量損失前に毎週点検することです
- ノズル仕様よりも重なり設計が重要です — 最低30%の重なりがあれば、カタログのスプレー角度では見えないストリークを防ぎます
- 摩耗を圧力で補正してはいけません — これによりスプレー特性が変わり、コーティングが悪化することが多いです