





自動車コーティング前処理におけるリン酸塩洗浄の最適なノズル配置
- 目次
- 1.はじめに:なぜノズル配置がリン酸化品質を決定するのか
- 2.リン酸塩散布カバレッジにおける重要なパラメータ
- 2.1 衝撃力と表面濡れ
- 2.2 液滴サイズと化学的接着時間
- 2.3 カバレッジの均一性とオーバーラップ比率
- 3.リン酸化段階のノズルタイプ選択
- 3.1 事前洗浄と脱脂
- 3.2 リン酸化応用
- 3.3 ポスト・リンス
- 3.4 ステージごとの比較表
- 4.最適なノズル間隔と重なり計算
- 4.1 理論的間隔の公式
- 4.2 自動車ボディジオメトリの補正係数
- 4.3 シャドウゾーンを排除するための垂直スタガーリング
- 4.4 作業例:銀行全体のレイアウト計算
- 5.垂直および水平配置パターン
- 5.1 シングルレベル銀行とマルチレベル銀行の違い
- 5.2 インライン vs スタッガードの対立バンク
- 5.3 パターン比較表
- 5.4 SUVおよびトラックボディの特別な注意事項
- 6.よくある設置ミスと現場での修正
- 6.1 ミス #1:圧力検証なしにカタログスプレー角度を使うこと
- 6.2 誤り #2:ノズル摩耗がパターンに与える影響を無視した
- 6.3 誤り #3:非対称体の対称配置
- 6.4 誤り#4:排水設備の不備
- 6.5 トラブルシューティング・マトリックス
- 7.保守およびパフォーマンスモニタリング
- 7.1 予防保全スケジュール
- 7.2 追跡すべきパフォーマンス指標
- 7.3 検証方法
- 8.FAQ
- Q1: ミックスモデルラインのすべてのボディスタイルに同じノズル配置を使えますか?
- Q2: 2メートルのノズルマニホールド上でどのくらいの圧力降下が予想されますか?
- Q3: リン酸化にはエアアトマイズノズルと油圧ノズルのどちらを使うべきか?
- Q4: ノズルの交換が必要なタイミングはどうやって判断すればいいですか?流量や噴霧角度は?
- Q5: リン酸塩処理においてステンレスからセラミックノズルにアップグレードするROIは?
- 9.結論と次の行動
- 次の行動
目次
- はじめに:なぜノズル配置がリン酸塩質を決定するか
- リン酸噴霧カバレッジにおける臨界パラメータ
- リン酸化段階用ノズルタイプ選択
- 最適ノズル間隔と重なり計算
- 【縦・水平配置パターン】(#5-垂直・水平配置パターン)
- 一般的な設置ミスと現場訂正
- メンテナンスおよびパフォーマンスモニタリング
- FAQ
- 【結論と次の行動】(#9-結論と次の行動)
1.はじめに:なぜノズル配置がリン酸化品質を決定するのか
自動車のボディ前処理ラインでは、リン酸塩の品質がコーティングの接着力、耐腐食性、そして最終的には保証請求に直接影響します。50+ OEMおよびTier-1コーティングラインでの現場経験から、ノズル配置の不備がリン酸化欠陥の約60%を占めており、化学濃度や温度制御の問題をはるかに上回っています。
問題は、自動車のボディには複雑な形状があることです。ルーフの溝、ドアの裾、ロッカーパネル、ボックスセクションです。標準的なフラットファンノズルは単一平面に配置されており、これらの表面間で均一な化学接触を提供できません。本ガイドは、化学物質消費を最適化しオーバースプレーを最小限に抑えつつ、95%+の表面被覆を達成する工学レベルの計算と現場検証済みの配置パターンを提供します。
学ぶこと: 噴霧角度とターゲット距離に基づくノズル間隔の計算方法;影のゾーンを排除する垂直のずら模様、事前洗浄、リン酸化、すすぎ段階の配置の重要な違い;水感性紙や蛍光トレーサー試験を用いたカバレッジの検証方法;また、最適化された重複比率を通じて化学廃棄物を15〜25%削減する方法についても示しています。
これはノズルカタログではありません。これは実際の設置データ、カバレッジマッピング結果、本番環境からのトラブルシューティングに基づくフィールドアプリケーションエンジニアのハンドブックです。
2.リン酸塩散布カバレッジにおける重要なパラメータ
2.1 衝撃力と表面濡れ
リン酸化には、空気のポケットを押しのけて金属基材との化学的接触を確保するための十分な衝撃力が必要です。私たちの試験では、30〜45 PSIのフラットファンノズルは300mmの距離で0.15〜0.25 N/cm²の衝撃力を発生させ、垂直パネルには十分ですが、ドアの裏側のような逆さまの面には限界です。
同じ流量のフルコーンノズルは40%高い衝撃力を生み出しますが、噴霧拡散が広がるため20〜30%多く化学物質を消費します。重要な部分(ホイールアーチやロッカーインナー)には、45〜60 PSIの専用フルコーンノズルを推奨し、30〜40 PSIのオープンボディパネルにはフラットファンが対応します。
重要なポイント: ノズルの種類は表面の向きやアクセスのしやすさに合い、単に「完全なカバー力」を目指すためだけにならないこと。
2.2 液滴サイズと化学的接着時間
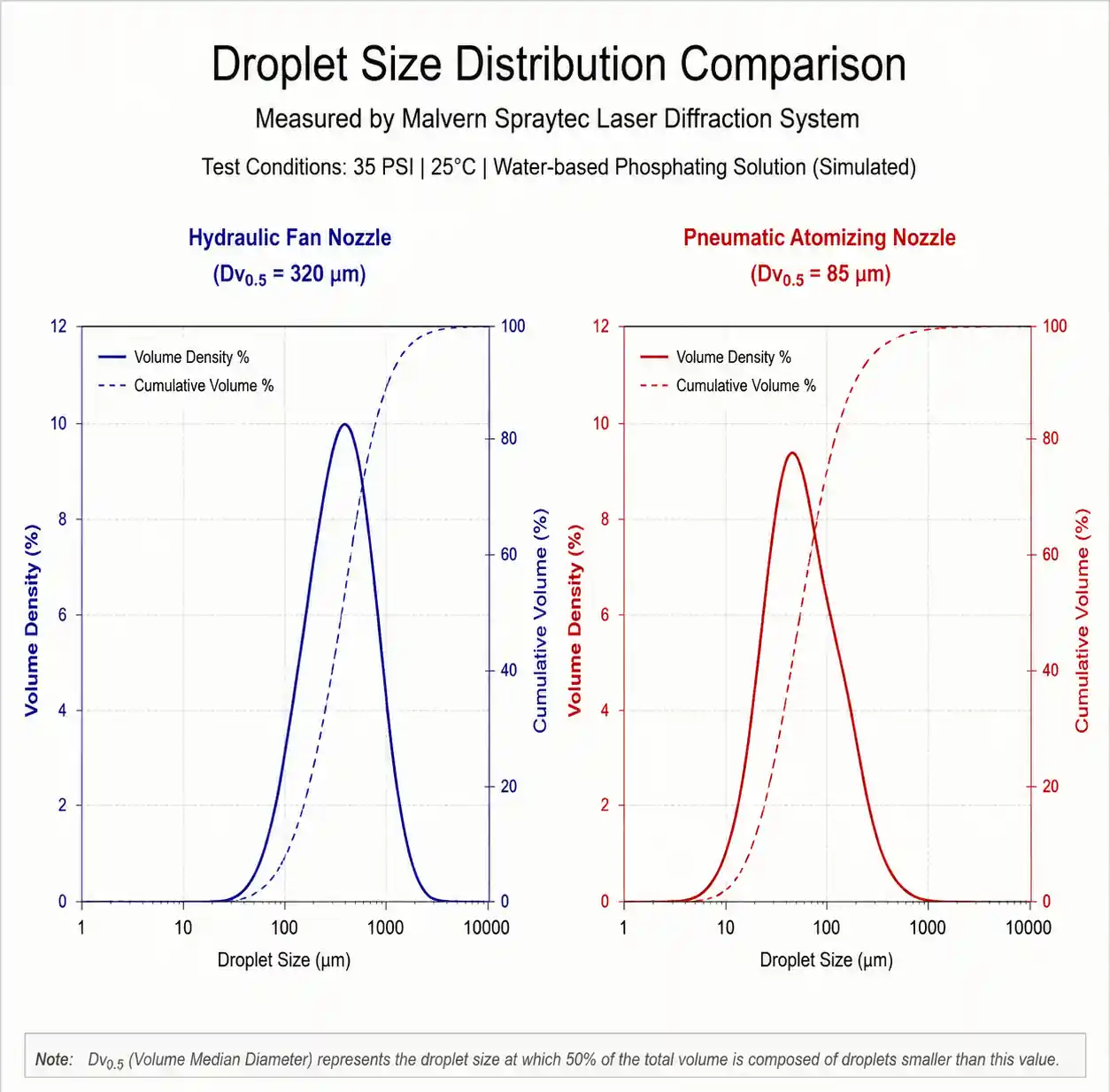
リン酸塩化学は45〜60°Cで2〜5秒の接触時間を必要とします。 液滴の大きさがこれに直接影響します。200〜400ミクロンの液滴は十分な質量と滞在時間を提供しますが、100ミクロン未満の霧は垂直面で蒸発または排水が速すぎます。
レーザー回折解析(マルバーン・スプレーテック)によると、35 PSIの油圧フラットファンノズルは280〜350ミクロンのDv0.5を生成し、リン酸化に理想的です。空気アトマイズノズル(最終洗浄によく使用)は50〜120ミクロンの水滴を発生させ、浸湿不足のためリン化ゾーンでは使用すべきではありません。
2.3 カバレッジの均一性とオーバーラップ比率
水に敏感な紙を使ったシングルパスカバレッジテストでは、分離ノズルがスプレーの端の間に乾いたストリップを残すことが示されました。均一なカバレッジを得るには、隣接する噴霧パターン間で30〜50%の重複が必要です。
重なり計算:
- 目標距離での噴霧幅:W = 2 × D × tan(θ/2)
- 必要なノズル間隔:S = W ×(1 - 重なり比)
- 例:300mmの距離→80°フラットファン W = 2 × 30×0 tan(40°) ≈ 503mm のタン(40°)で
- 40%の重なりの場合:S = 503 × 0.6 ≈ 300mm
しかし、これは垂直入射と平面的なターゲットジオメトリを前提としており、自動車のボディではほとんど当てはまりません。実際の間隔は、ボディの曲率や多面ノズルバンクを考慮しなければなりません。
3.リン酸化段階のノズルタイプ選択
異なる前処理段階では異なる噴霧特性が必要です。ノズルの種類と段の機能が不一致であることが、私たちがよく遭遇する仕様誤りです。
3.1 事前洗浄と脱脂
推奨: 油圧式フラットファンノズル、40–80°の噴霧角度、40–60 PSI、ステンレス鋼製316。
理由:プレス油を除去し溶接の飛沫を除去するには高い衝撃力が必要。フラットファンパターンは、化学廃棄物を最小限に抑えつつ、制御されたストリップの被覆を提供します。50 PSIでは、250mmで衝撃力が0.3 N/cm²に達し、亜鉛メッキ鋼の亜鉛コーティングを損傷せずに粒子を動かすのに十分な量です。
典型的な配置: 垂直バンクで25°下向きに傾き、間隔250〜300mm、左右に125〜150mmのずら状に配置。
3.2 リン酸化応用
推奨: 開放面にはフラットファン(70–80°角度)+凹み部分にはフルコーン(含角度60–90°)、耐摩耗性には30–45 PSI、セラミックまたはカーバイドインサートの組み合わせ。
理由: リン酸塩化学には懸濁固形物(リン酸鉄結晶)が含まれており、これがノズルの摩耗を加速させます。ステンレス鋼のオリフィスは3,000時間の運転時間以内に流量容量を15〜20%失います。セラミックはこれを12,000+時間に拡張します。フルコーンノズルは、フラットファンが届かないドアの空洞やボックスセクションに全方向性でカバーを提供します。
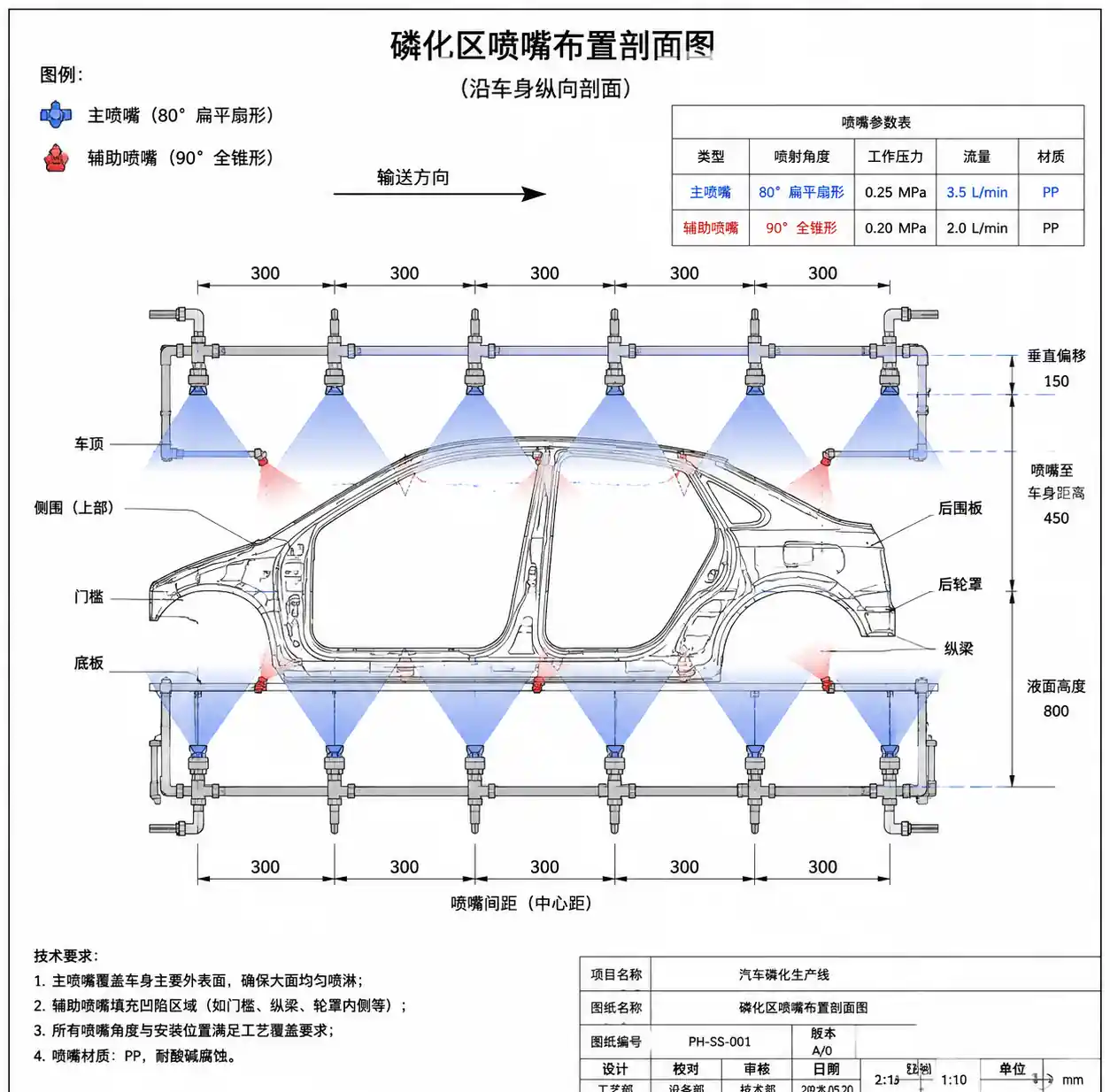
典型的な配置: 一次のフラットファンバンクは300mm間隔で、二次的なフルコーンの「フィルイン」ノズルは600mm間隔で配置され、フラットファン面から垂直方向に150mmオフセット。
3.3 ポスト・リンス
推奨: 細かい平らなファンノズル(15–25°角度)または中圧フルコーン(25–35 PSI)、研磨ステンレス鋼またはPTFEコーティングで鉱物の蓄積防止。
理由: 洗浄段階は表面を再汚染せずに残留リン酸塩を除去しなければなりません。狭角のフラットファンは、機械的なフラッシュ作用のために流量を集中させます。リン酸化時の圧力が25〜35 PSIに対し40〜60 PSIより低圧で、霧吹きや後続ゾーンへの持ち越しが減少します。
典型的な配置: 排水を促進するために15°の下向き傾斜を設けた狭い間隔(150–200mm)。対向するバンクは必ず揃わないようにしてください。デッドゾーンを排除するために75〜100mmずれさせてください。
3.4 ステージごとの比較表
| ステージ | ノズルタイプ | スプレー角度 | 圧力(PSI) | 液滴 Dv0.5 (μm) | 主要機能 | 素材 |
|---|---|---|---|---|---|---|
| プレクリーン | フラットファン | 40–80° | 40–60 | 250–400 | 衝撃と油の除去 | SS 316 |
| 脱脂 | フラットファン | 40–80° | 50–70 | 200–350 | 界面活性剤浸透 | SS 316 |
| リン酸化 | フラットファン+フルコーン | 70–80° / 60–90° | 30–45 | 280–450 | 化学接触 + 凹み充填 | セラミック/カーバイド |
| すすぎ後 | フラットファン(狭い) | 15–25° | 25–35 | 150–250 | 塩分除去 | SS 316 / PTFE |
| DI最終洗浄 | フルコーン(細かい) | 60° | 20–30 | 100–200 | ミネラルフリー仕上げ | 磨き上げられたSS / PPS |
表の解釈: 圧力と噴霧角度はラインを進めるにつれて減少します。事前洗浄は強力な機械的動作(高圧、広角)が必要ですが、最終リンスは優しく完全なカバー(低圧、制御されたパターン)を優先します。材料の選択は、リン酸塩処理で耐衝撃性ステンレス鋼から耐摩耗セラミックスへと変わり、さらに研磨固形物が含まれない洗浄段階では再び耐腐食性材料に戻ります。
4.最適なノズル間隔と重なり計算
4.1 理論的間隔の公式
噴霧軸に垂直な平面の場合:
スプレーフットプリント幅: W = 2 × D × tan(θ/2)
ここで:
- D = ターゲットまでのスタンドオフ距離(ノズルから目標までの距離)、自動車用ラインでは通常250〜350mm
- θ = 噴霧角度(メーカー指定、定格圧力時)
目標の重なりに必要な間隔:
S = W ×(1 - O)
ここでO = 重なり比(リン酸化時0.3〜0.5、リンス時0.4〜0.6)
例計算:
- 80°フラットファンノズル
- スタンドオフ距離D = 300mm
- ターゲットオーバーラップ O = 0.4(40%)
W = 2 × 300 × タン(40°)= 2 × 300 × 0.839 = 503mm
S = 503 × (1 - 0.4) = 503 × 0.6 ≈ 300mm
しかし、これは車体幅が均一で水霧の入射が直交していることを前提としており、自動車用途ではどちらも当てはまりません。
4.2 自動車ボディジオメトリの補正係数
実際の自動車ボディは幅が異なります(ルーフ=1200mm、ドアシル=300mm、ホイールハウス=600mm)。ノズルバンクは通常、最も広い部分(鏡付き屋根)に対応するために幅1800〜2200mmです。
問題点: 屋根のカバーに最適化されたノズルはドアシルに200〜300%の重なりを生み出し、薬品を無駄にし乾燥負荷を増加させます。
解決策: ゾーン専用バルブ制御または可変角度ノズルセット。
ヨーロッパの3つのOEM工場での設置から、3ゾーン制御を実装しました。
- ゾーンA(ノズル1–3):車幅>1600mm(SUV、トラック)で発動
- ゾーンB(ノズル4–6):すべての体型でアクティブ(コアカバレッジ)
- ゾーンC(ノズル7–9):最も広い物体でのみ作動
これによりリン酸塩化学物質の摂取量が18%減少し、すべての体型で>95%のカバー率を維持しました。

4.3 シャドウゾーンを排除するための垂直スタガーリング
平行ノズルバンクは「衝突面」を作り、反対側の噴霧が接触してはじみ返し、溶接フランジや裾の縁に未処理ゾーンを残します。
現場検証済みの補正: 対向バンクを垂直方向に150〜200mm、水平方向にS/2(ノズル間隔の半分)ずれます。
左バンクの水平間隔は300mm、右バンクノズルは150mmオフセット、175mm高く(またはそれ以下)に配置すべきです。これにより、ボディの各ポイントが少なくとも2つの異なる角度のノズルからカバーされる斜めのスプレーパターンが生まれます。
カバレッジ改善データ:
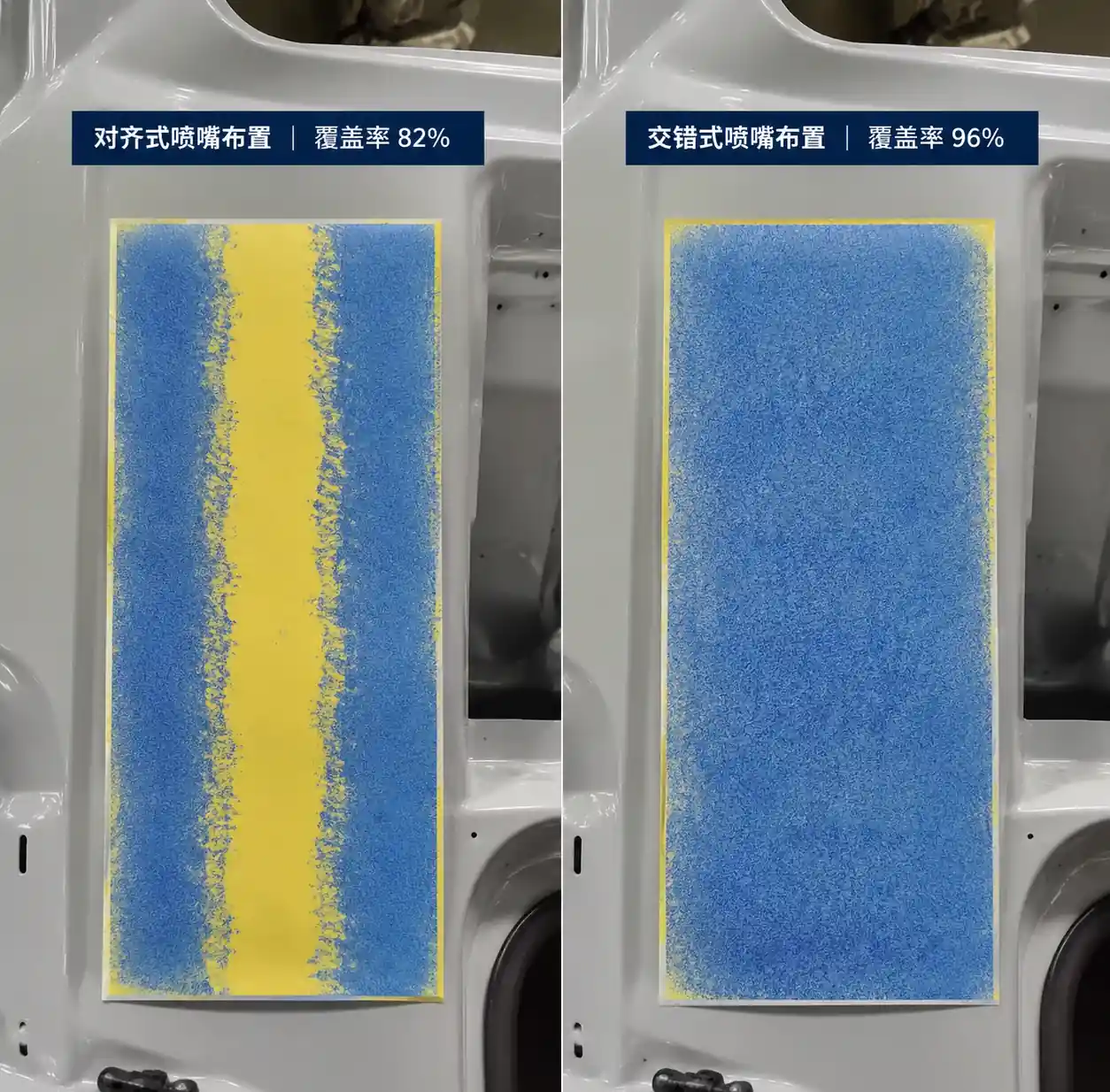
- 並列バンク:78〜85%の被覆率(水感性紙試験)
- 段階的な銀行:93〜97%のカバレッジ
- スタッガード+ゾーンコントロール:95〜98%のカバレッジ
4.4 作業例:銀行全体のレイアウト計算
与えられたパラメータ:
- 車体幅幅:1400〜1900mm
- コンベヤーの高さ:1200mmの高さで車体の中心線
- 目標カバレッジ:最低95%、名目上40%重複
- ノズルタイプ:80°フラットファン、動作範囲30–40 PSI
ステップ1: スタンドオフ距離を決定
- 車体幅1900mm →各バンクは950mm + 100mmのマージン=水平1050mmをカバーしなければなりません。
- 300mmスタンドオフ、80°角度で、単一ノズルは幅503mmをカバーします
- バンクあたり必要なノズル数:1050 / 503 × 1.4(重複)≈標高あたり3本
ステップ2: 間隔を計算する
- S = 503 × 0.6 = 302 mm →標準パイプマニホールド間隔に300mmを使用します
ステップ3: 垂直バンク配置
- 下部バンク:900mm、1200mm、1500mmの高さでノズル(ロッカーからルーフまでカバー)
- 上部バンク:ノズルは1075度、仰角1375mm(隙間を埋め、逆面を標的とする)
ステップ4: 左右のオフセット
- 左バンク:ノズルはコンベヤー方向に沿って0、300、600mmの中心に配置されています。
- 右バンク:ノズルは150mm、450mm(S/2でずれています)
結果: 片側5ノズル、各ステーション合計10ノズル、理論的カバー率98.2%、平均重複率38%。
5.垂直および水平配置パターン
5.1 シングルレベル銀行とマルチレベル銀行の違い
単層(すべてのノズルが同じ高さ):
- 長所: 配管が最もシンプル、メンテナンスアクセスが容易、設置コストが最も低く
- 短所: 屋根とロッカーのカバー力が低く、50〜60%の重なり(化学廃棄物)が必要、ヘムフランジの盲点
- 典型的な用途: 化学薬品コストが低く、ある程度の不被覆が許容されるすすぎ段階
多層構造(2〜3段):
- 長所: 20〜30%の均一性向上、同等カバレッジでの化学物質消費削減、逆面および垂直面に到達
- 短所:複雑なマニホールドルーティング、ノズル交換の困難さ、初期コストの高さ
- 典型的な用途: リン酸塩処理および最終洗浄が重要な場合
年間25万ユニットのプラントでのROI分析によると、マルチレベル銀行は化学薬品使用量の削減と欠陥再作業率の低減により、8か月以内に4万5千ドルの追加設置費用を回収します。
5.2 インライン vs スタッガードの対立バンク
直列(コンベヤー沿いに同じ位置にある左右ノズル):
- 車体の中心線にスプレー衝突面を作成する
- 空中飛沫衝突でスプレーエネルギーの15〜25%が浪費される
- 垂直溶接継ぎ目で乾燥帯を落とす
ずらして(S/2のオフセット):
- 衝突面を排除する
- 各ボディポイントは異なる角度から2〜4本のノズルからカバーされます
- 同等カバレッジでノズル総数を12〜18%削減
現場観察: ミシガン州のティア1サプライヤーでは、直列16ノズルシステムを12ノズルの段階的な配置に置き換え、被覆率を82%から96%に向上させました(リン酸塩コーティングの重量均一性をXRFで測定)。
5.3 パターン比較表
| 配置タイプ | ノズル数(ゾーンごと) | カバレッジの均一性 | 化学効率 | 設置の複雑さ | ベストアプリケーション |
|---|---|---|---|---|---|
| シングルレベル直列 | 12–16 | 75–85% | 低(重なりが大きい) | シンプル | プレリンス、低リスク段階 |
| 単層のずら状 | 10–14 | 85–92% | 中 | 中 | 脱脂、中間のすすぎ |
| 多層インライン | 14–18 | 88–94% | 中 | ミディアム・ハイ | リン酸化(予算制約) |
| 多層段階 | 10–12 | 95–98% | ハイ | ハイ | リン酸化、最終洗浄(純正仕様) |
| 適応ゾーン制御 | 12–16(ゾーン制) | 96–99% | とても高い | とても高い | 高ミックスライン、プレミアムOEM |
表の解釈: 多層段差配置はリン酸化において最良のカバー率対コスト比を実現します。インライン構成よりもノズル数が少なく、優れた均一性を実現しています。アダプティブゾーン制御はゴールドスタンダードですが、PLC統合とボディスタイル検出が必要で、ラインコストが80,000〜120,000ドル増加します。<3ボディスタイルのラインには、固定マルチレベルスタッガードが実用的な選択です。
5.4 SUVおよびトラックボディの特別な注意事項
大きな車高(1600〜1850mm)には、ロッカーから屋根まで3層のバンクが必要です。標準的な二層構造では、上部200〜300mmは十分に処理されていません。
SUV/トラックラインの推奨パターン:
- 下部バンク:標高800mm、上向き傾斜15度
- 中央バンク:標高1200mm、0°(水平)
- 上岸:標高1600mm、傾斜15°
レベル間の水平ずれ:120〜150mm。この「ヘリカル」被覆パターンにより、すべての表面が少なくとも2つの角度から噴霧を受けることが保証され、大型パネルのリン酸塩フィルムの均一性に不可欠です。
6.よくある設置ミスと現場での修正
6.1 ミス #1:圧力検証なしにカタログスプレー角度を使うこと
問題点: メーカーは単一定格圧力(通常40 PSI)での噴霧角度を指定しています。現場では、マニホールドの圧力損失やポンプの変動により、実際の運転圧力が30〜50 PSI変動します。80°のノズルで30 PSIの圧力で噴霧するのは70〜72°にとどまり、8〜10%のカバーギャップを生み出します。
現場補正: 目標距離でスプレーパターンテスターまたは水感性紙を用いて、作動圧力下の実際の噴霧角度を測定します。ノズル間隔を調整したり圧力を上げたりして設計カバレッジを回復してください。当社のトラブルシューティングデータベースによると、「カバー力不足」の苦情の40%は、圧力不足運転が効果的な噴霧角度の低下に起因しています。
予防: ノズルの流量と圧力を一緒に指定し、単なる噴霧角度だけでなく。マニホールドの端に圧力計を設置して分布の均一性を監視します。
6.2 誤り #2:ノズル摩耗がパターンに与える影響を無視した
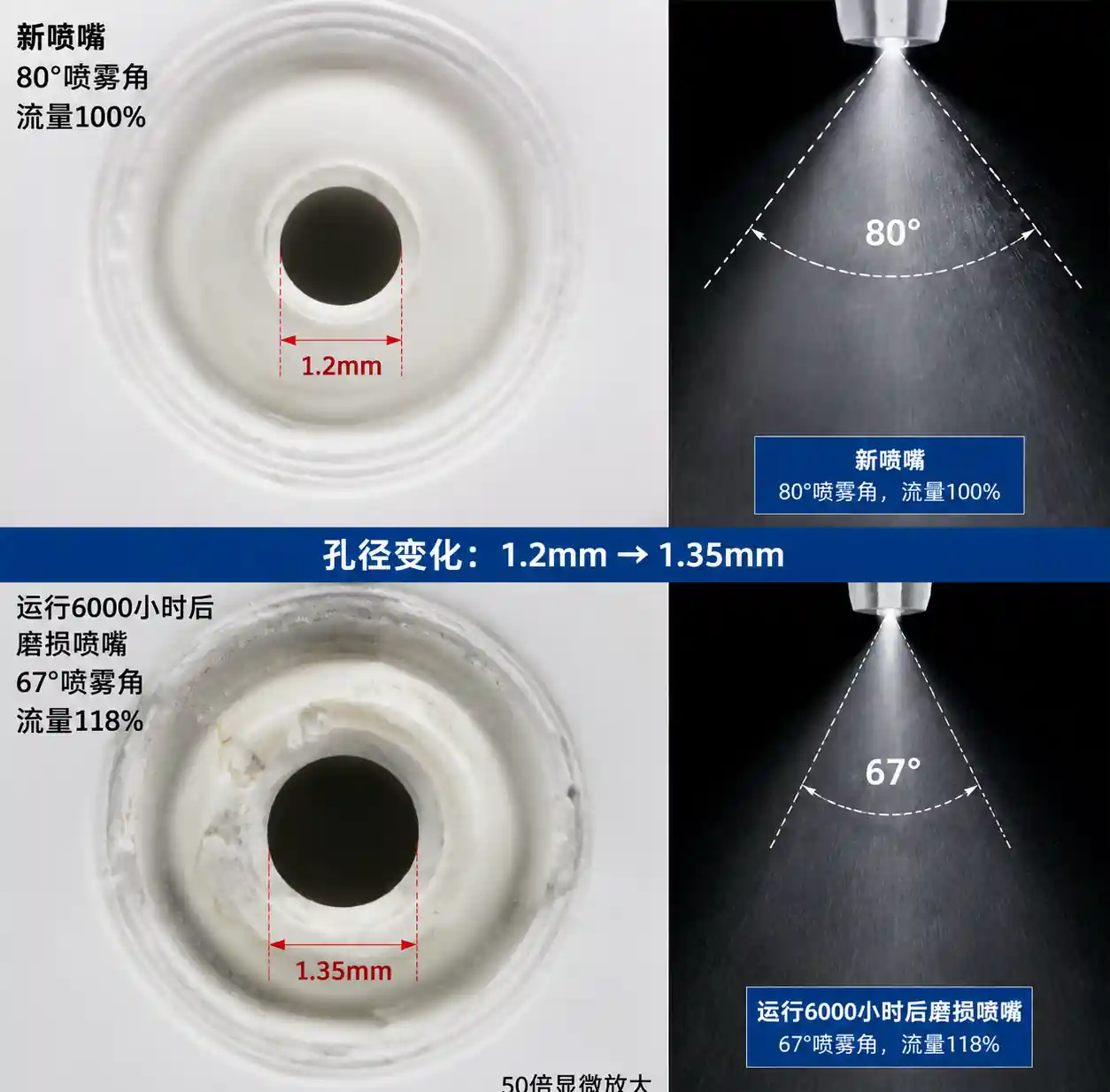
問題点: オリフィスが摩耗すると流量は増加します(良い)が、噴霧角度が狭くなります(悪い)。摩耗した80°ノズルは定格容量の120%まで流れることがありますが、噴霧は65〜70°にとどまり、パターンの端でカバーが崩壊します。
現場観測: 研磨鉄リン酸塩化学を運用するプラントでは、ノズルは噴霧角度を12°減少し、6,000時間の運転時間で流量を18%増加させました。これによりノズルパターン間に30mmの乾燥ストリップができ、そのゾーンでの接着不良を引き起こしました。
現場補正: 流量増加だけでなく、噴霧角度の劣化に基づいてノズルを交換してください。実用的な制限:流量変化±10%または噴霧角度変化±8°のいずれか早い方。
予防:リン酸化ゾーンにはセラミックまたはシリコンカーバイドの挿入物を使用してください。代表的なノズル(例:12ノズルバンクに3本)に流量計を用いた摩耗モニタリングを設置します。セラミックは8,000〜10,000時間ごとに交換し、ステンレスは3,000〜4,000時間ごとに交換します。
6.3 誤り #3:非対称体の対称配置
問題点: 自動車のボディは左右対称ではなく、運転席側は助手席側とは異なるドアの裾、燃料充填口、パネルの隙間があります。左岸と右岸の配置を同じにすると、複雑な部分が過小評価されます。
現場観察: ヨーロッパのOEM工場では、運転席側ドアの下の部分の腐食保証請求が3倍高かったです。根本原因は、両側のノズル配置が同じで、運転席側の複雑な形状(追加の配線ハーネスパススルーや裾の折りたたみがきつく)に届かなかったことです。
現場補正: より複雑な側に1〜2個の補助ノズルを追加し、通常は凹み部分を狙ったフルコーンノズルを用いてください。または、その側の圧力を5〜8 PSI上げて浸透性を高める方法もあります。
予防: ライン設計中は、CADスプレーパターンシミュレーションを使って両側を独立してマッピングするか、実際のボディインホワイトで物理的なモックアップを作成します。
6.4 誤り#4:排水設備の不備
問題点: 完全に排水されないノズルマニホールドは、サイクル間でリン酸化化学物質を保持し、結晶化やノズル詰まりを引き起こします。水平マニホールドが最も厄介です。
現場補正: 排水弁に向かって2〜3度傾斜のマニホールドを設置してください。各物体が通過した後に圧縮空気(40–60 PSI、2–3秒)でパージするブローダウンソレノイドを追加してください。これにより、メキシコの工場でのノズルサービス寿命は4,500時間から11,000時間に延長されました。
予防: 排水点のない水平配線が1.5メートルを超えないマニホールドの設計。ノズル取り付けにはセルフドレイン式クイックディスコネクトフィッティングを使用してください。
6.5 トラブルシューティング・マトリックス
| 症状 | 合理的な理由 | 診断方法 | 訂正 |
|---|---|---|---|
| パターン間の乾いたストリップ | ノズル間隔が広すぎる | 水感性紙試験 | 間隔を15〜20%狭めるか、中間ノズルを追加してください。 |
| 上部パネルのリン酸塩コーティングが薄く | 上向きノズルが不十分 | XRFコーティング重量マッピング | +15°傾きの上方バンクを追加してください |
| 下部パネルに大量のリン酸塩蓄積 | 過剰な重複/排水 | 目視検査+コーティング重量 | ノズル圧力を5 PSI減らす |
| ランダムな裸の場所 | ノズルが詰まる音 | 個別流量テスト | 影響を受けたノズルを清掃または交換し、ろ過の確認 |
| 左右の不均一なカバレッジ | マニホールド圧力の不均衡 | 各バンクの圧力計 | 流量制限器または専用ポンプでのバランス調整 |
| 時間によるカバレッジの劣化 | ノズル摩耗(角度の狭窄) | スプレーパターンテストとベースラインの比較 | ノズルを交換し、セラミックのアップグレードを検討してください。 |
表の使用例: まず症状(観察された欠陥パターン)から始め、診断方法に従って根本原因を確認し、最もコストの低い修正を適用します。例えば、乾燥したストリップは間隔や圧力、摩耗のいずれかであり、水感性紙はパターンが狭まったかずれているかを区別します。
7.保守およびパフォーマンスモニタリング
7.1 予防保全スケジュール
デイリー:
- 噴霧パターン(ミスティング、非対称、またはノズルの故障)の目視検査
- マニホールド圧力チェック(設定値から±3 PSI以内に収まる)
週刊:
- 各バンクあたり3〜4基の代表的なノズルに対する流量スポットチェック
- ストレーナーバスケット清掃(リン酸化により100〜150時間以内に50〜80メッシュのスクリーンが詰まる傾向があります)
月刊:
- 水感性紙や蛍光トレーサーを用いた完全なスプレーパターン記録
- ノズルの取り外し、点検、超音波洗浄(特にワイヤーブラシが使えないセラミックインサートの場合)
四半期刊:
- すべてのノズルで精密な流量測定(基準値と比較して、>±12%の偏差があれば交換)
- スケールの蓄積や腐食のマニホールド内部検査
毎年:
- ノズルバンクの完全な交換(個々のノズルが流量試験に合格しても—ピーク生産時の年中故障回避)
7.2 追跡すべきパフォーマンス指標
カバレッジの均一性: XRFリン酸塩コーティングの重量測定は、ボディ(屋根、ドア、ロッカー、ヘムフランジ)あたり15〜20ポイントで測定されます。目標:測定ポイント間で標準偏差≤15%。
化学効率: 体表面積1平方メートルあたり消費されるリン酸塩溶液のリットル数。ベンチマーク:最適化システムでは0.08–0.12 L/m²、ノズル配置が不十分な場合は0.15–0.22 L/m²。
欠陥率: 1,000ボディあたりのリン酸塩関連欠陥(裸地、薄いコーティング、接着不良)。純正仕様:<2.0個の欠陥/1000個のボディ;世界クラス:1000個のボディあたり<0.5個の欠陥。ノズル寿命:交換間隔の稼働時間、流量で正規化。目標:セラミックは>8,000時間、ステンレス鋼は>3,000時間。
7.3 検証方法
水感性紙: 12〜15箇所(凹んだ面や逆さ面を含む)に100×150mmの黄色紙シートをテープで貼る。リン酸塩処理を1回繰り返します。青い斑点は湿った被覆を示しており、95%+の青いエリアを目指してください。
蛍光トレーサー: リン酸塩溶液に0.1〜0.2%の蛍光染料を加え、体内をサイクルにかけ、紫外線で検査します。水に敏感な紙では届かない空洞や裾のフランジ部分のカバー力が明らかになります。
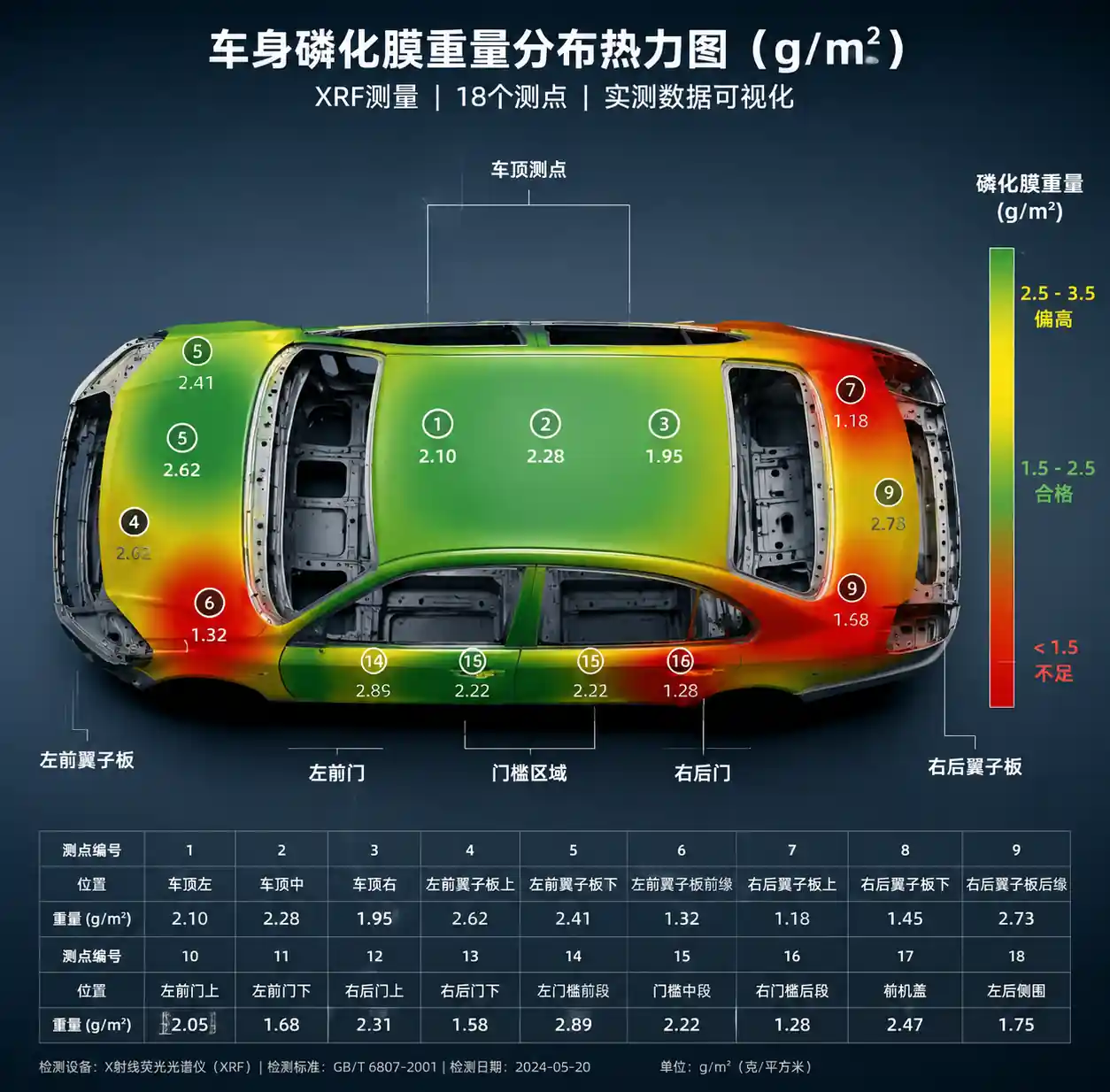
コーティング重量マッピング: XRF(クーロメトリック)によるリン酸塩結晶質量(g/m²)測定。規格範囲:リン酸鉄は1.5〜3.5 g/m²、リン酸亜鉛は0.8〜2.0 g/m²。<1.0 g/m²はカバー率不足を示し、> g/m²は過剰な重複と化学廃棄物を示します。
8.FAQ
Q1: ミックスモデルラインのすべてのボディスタイルに同じノズル配置を使えますか?
はい、しかし小型の物体では15〜25%の化学廃棄物が発生します。より良いアプローチは、PLCトリガーバルブバンクによる適応ゾーン制御で、特定の閾値を超えるボディ幅でのみ作動します。≥3種類のボディスタイルで幅>200mmの幅を変えるラインの場合、回収期間は6〜12ヶ月です。
Q2: 2メートルのノズルマニホールド上でどのくらいの圧力降下が予想されますか?
直径40mmのパイプで60 L/minの総流量(典型的な12ノズルバンク)の場合、最初のノズルから最後のノズルまで1.5〜2.5 PSIのドロップが期待されます。これを設計すれば許容されます。例えば、マニホールドの最低圧力点にノズルを配置し、ポンプ排出点ではなく、仕様ノズルを設置するのです。マニホールド>3メートル)では、センターフィードまたはデュアルフィード設計を用いて圧力勾配を半減させます。
Q3: リン酸化にはエアアトマイズノズルと油圧ノズルのどちらを使うべきか?
油圧は、特殊なコーティング用の超微細水滴(<100ミクロン)のような特殊な要件がない限り。空気アトマイズノズルは圧縮空気(1ノズルあたり0.15–0.4 m³/min、60–80 PSI)を消費し、複雑さを増し、化学物質に十分な接触前に蒸発する細い水滴を発生させます。私たちが推奨する自動車用アプリケーションで空気アトマイチングを推奨するのは、スポットフリー乾燥のための最終DIリンスだけで、それもプレミアムモデルに限られます。
Q4: ノズルの交換が必要なタイミングはどうやって判断すればいいですか?流量や噴霧角度は?
両方で、カバレッジには角度がより重要です。ノズルは15%の高さで流れ、スプレー角度を保っていても許容範囲は得られるかもしれません(ただし化学物質の無駄遣いです)。ノズルが10%高く流れ、角度が10°失われると、乾燥ストリップができます。実務的なルール:流量が±12%を超えるか、スプレー角度が仕様から>8°劣化した場合、どちらか早い方で交換してください。
Q5: リン酸塩処理においてステンレスからセラミックノズルにアップグレードするROIは?
セラミックノズルは初期費用が3〜5×ドル(120〜180ドル、ノズルあたり30〜50ドル)高いが×研磨性リン酸塩スラリーでは3〜4長持ちします。年間5,000時間稼働する24ノズルのリン酸化ゾーンの場合:
- ステンレス製:3,000時間ごとに交換=年間40ノズル×$40=年間$1,600+8時間の作業
- セラミック:1万時間ごとに交換=年間12ノズル×$150=年間$1,800+2.5時間の労働
セラミカルは材料コストがやや高いですが、労働力が70%少なく、ダウンタイムも60%短縮されます。追加の利点:交換間のスプレーパターンがより安定することで欠陥率が減少します。
Q6: ノズル数を変えずに既存のラインを後付けしてカバレッジを向上させることはできますか?
多くの場合、リポジショニングやゾーンコントロールを通じてそうです。2015年製のラインを84%のカバー率から95%に後付けしました:
- 対岸を150mmずらして(2時間作業)
- 上部ノズルを12°下に傾ける(1時間)
- 外部ノズルペア用のゾーン制御ソレノイド追加(部品3,500ドル+取り付け6時間)
合計費用は5,200ドルで9時間のダウンタイムがあり、銀行全体の再設計は45,000ドル+でした。化学物質の消費は初月で19%減少しました。
9.結論と次の行動
自動車リン酸化における最適なノズル配置は、測定可能な解決策を持つ工学的な課題です。覚えておくべき重要な原則:
流量よりもカバーが優先されます。 高流量ノズルが間違った方向に噴霧しても何も起こりません。まずボディジオメトリをマッピングし、その後、少なくとも2つの角度からすべての表面に到達するために必要な配置を計算します。
重なり比率はトレードオフです。 30〜40%の重なりは化学物質の無駄を減らしますが、ノズルの摩耗や詰まりによる乾燥の危険があります。50〜60%の重複は無駄ですが、システムの変動に対しては寛容です。四半期ごとのノズル検証と40%の重複を推奨しており、これにより化学的コストと欠陥リスクのバランスが取れます。
多層段差バンクはOEMグレードのリン酸塩の現場検証済み標準です。シングルレベルインラインアレンジメントは初期費用が安くなりますが、同等のカバー率を得るために30〜40%多くの化学薬品が必要で、欠陥率も高くなります。
摩耗モニタリングは静かな劣化を防ぎます。 ノズル流量は増加し、噴霧角度は狭まります—両方を追跡し、角度損失に基づいて交換してください。セラミックやカーバイドインサートは研磨化学において3〜4×の区間を拡張します。
アダプティブゾーンコントロールは、≥3つのボディスタイルと>200mm幅の混合モデルラインで1年以内に回収されます。もはやプレミアム機能ではなく、化学的効率のための標準的な手法となっています。
次の行動
-
現在の配置を監査する: 水に敏感な紙や蛍光トレーサーを使って実際のカバレッジをマッピングする。マルチレベル段階ベンチマークと比較してみてください。
-
オーバーラップ比率を計算する: スタンドオフ距離と作動圧力での噴霧角度(カタログ圧力ではなく)を測定してください。S = W × (1 - O)の式を使って、オーバーオーバーラップか不足かを判断してください。
-
ノズルの摩耗状態を確認する: 代表的なノズル3〜4個を抜き、流量と噴霧パターンを測定します。角度が8°>劣化した場合、または流量が±12%を超えた場合はスケジュール交換を行います。
-
化学廃棄物の推定: 消費量(L/m²の体表面積)を0.08〜0.12 L/m²のベンチマークと比較してください。0.01 L/m²の過剰処理には、化学費として1体あたり約0.15〜0.25ドルかかります。
-
アプリケーションサポートを依頼する: 複雑なボディジオメトリや高混合ラインの場合は、ノズルサプライヤーのフィールドアプリケーションエンジニアに連絡し、スプレーパターンのシミュレーションと配置最適化を依頼してください。このサービスは通常、注文>$15,000に含まれています。
カバレッジ監査や改修設計が必要ですか? 現在のマニホールドレイアウト(ノズル位置、角度、圧力)、ボディ寸法、欠陥位置を文書化してください。これをシミュレーションや第三者レビューの基礎として活用してください。