





製鋼所冷間圧延乳剤噴霧:ノズル選択が平坦制御に与える影響
目次
- はじめに:なぜノズルの選択がフラットネス品質を定義するのか
- 冷間圧延エマルジョンシステムにおける臨界噴霧パラメータ
- ノズルタイプ比較:油圧式と空気アトマイジングシステム
- スプレー均一性がストリップの平らさに直接影響する仕組み
- 熱伝達と潤滑バランスのための液滴サイズ最適化
- 素材選択と摩耗が平ら度の一貫性に与える影響
- 設置構成:ヘッダー設計および重複計算
- ノズル性能に関連するフラットネス欠陥のトラブルシューティング
- FAQ
- 結論と次のステップ
1.はじめに:なぜノズルの選択がフラットネス品質を定義するのか
冷間圧延作業において、ストリップフラットネスは単なる品質指標ではなく、下流処理、顧客満足度、スクラップ率に直接影響します。ワークロールクラウン、張力制御、ミル剛性に重点が置かれますが、乳剤スプレーシステムはしばしば見落とされがちです。しかし、複数の圧延工場での現場経験では、薄ゲージ冷間圧延ストリップにおける平坦欠陥の15〜25%は冷却や潤滑の不均一さが原因となっています。
課題は単純で、ストリップ幅にかかる不均一な熱収縮が残留応力を生み出し、それがセンターバックル、エッジウェーブ、またはクォーターバックルとして現れます。ノズルが摩耗によって流量が変化したり、スプレーパターンがロール表面に熱帯や乾燥ゾーンを作り出すと、接地弧全体でストリップ温度や潤滑膜の厚さを均一に保つ能力を失います。
このガイドでは、フラットネス制御の観点からノズル選択について解説しています。私たちはスプレーの均一性、液滴サイズの分布、圧力変動下での流量安定性、そしてノズルの摩耗がフラット性能力を徐々に低下させる様子に焦点を当てています。エマルジョンシステムのメンテナンスサイクルに関連するフラットネスの問題がある場合は、この分析が根本原因を特定し、最適なノズル構成を選ぶのに役立ちます。
あなたが学ぶこと:
- どの噴霧パラメータがフラット度の偏差と最も強い相関を持つか
- 均一なロールカバレッジのためのノズル間隔と重なりの計算方法
- 2000+稼働時間を超えて性能を維持する材料および設計の選択
- スプレーシステムに関連する平坦性欠陥の現場検証済みトラブルシューティングアプローチ
2.冷間圧延エマルジョンシステムにおける臨界スプレーパラメータ
冷間圧延乳剤の供給には、十分な冷却能力、安定した潤滑膜、最小限の乳剤消費、そして何よりもロールバレル全長にわたる均一な分布という4つの競合する目標のバランスを取る必要があります。以下のパラメータがシステム性能を定義します。
流量と圧力関係
ノズル流量はQ = K × √Pに従い、ここでQは流量、Kは流量係数、Pは供給圧力です。この平方根関係により、圧力を倍増しても流量は1.41倍にしか増加しません。私たちの経験では、ノズルの摩耗を補正するためにヘッダー圧力を上げようとするミルは二つの問題を生み出します。まず、元の流量を完全には回復できないこと。次に、噴霧角度と滴の大きさ分布を変えることで、被覆の均一性が変わります。あるミルでは、ノズルの摩耗で流量が30%減少し、圧力を4バールから9バールに上げても損失した流量の18%しか回収できず、同時に噴霧パターンが8度狭くなっているミルを測定しました。
噴霧角度と被覆幅
油圧式フラットファンノズルは通常、40°から110°の噴霧角度で動作します。ロールコーティングの場合は、隣接するノズル間で15〜25%のエッジオーバーラップを65〜80°の角度で行うことを推奨します。角度が狭いほど、明確な湿潤帯と乾帯が形成されます。広角になると乳剤が無駄になり、霧がつく問題が発生します。重要なポイント:ノズルが摩耗するとスプレー角度が減少します。75°から始まるセラミックノズルは、研磨乳剤で1500時間経過すると68°に狭まる可能性があり、重なりを減らし、平坦度誤差に直接直結する未コーティングゾーンを生み出します。

液滴サイズ分布
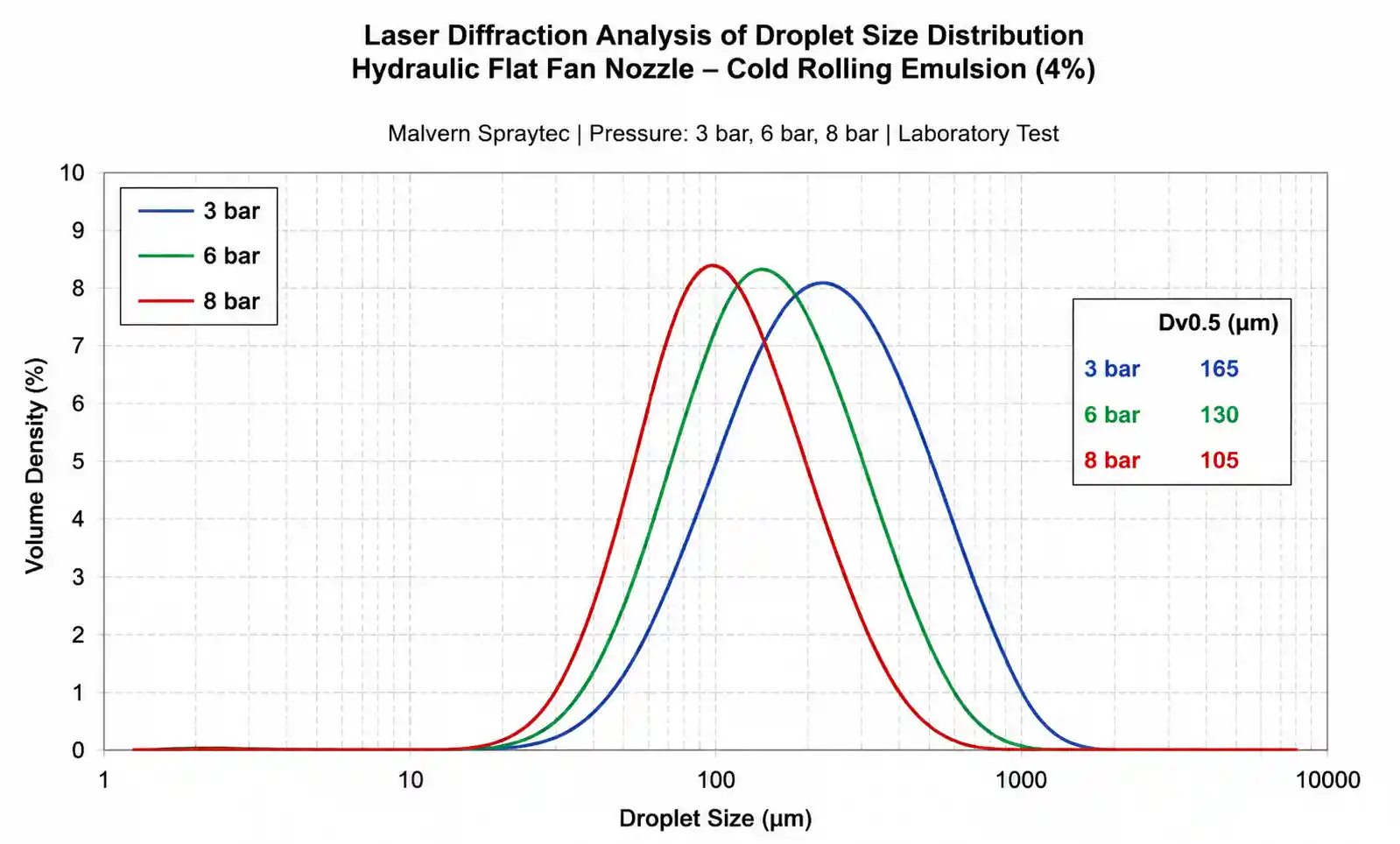
冷間圧延乳剤システムは二峰性アプローチを必要とします。大きな液滴(150〜250ミクロン)が空気境界層を貫通して冷却能力を提供し、小さな液滴(50〜100ミクロン)が潤滑膜を形成します。3〜6バールの油圧ノズルは通常120〜180ミクロンのDv0.5を発生させます。エアアトマイズノズルは30〜80ミクロンを供給します。フラットネスの意味:粗すぎると潤滑フィルムが不十分になり、ロールバイトで摩擦や温度の急上昇が起こります。細すぎると、液滴がロール表面に跳ね返ったり蒸発してフィルムを形成し、冷却効率が低下し熱勾配が生じます。
衝撃力と膜の厚さ
ワークロール表面のエマルジョンフィルムの厚さは、流量と衝撃運動量の両方に依存します。私たちは簡略化された関係を用います:フィルム厚≈(Q / 速度)/被覆面積。低圧油圧システム(2〜4バール)は十分な流量を供給しますが、高速ロール速度(>1000 m/min)では空気境界層を突破できない場合があります。エアアトマイジングシステムは衝撃速度を上げますが、圧縮空気供給が必要です。フラットネス制御の重要な指標はフィルムの均一性であり、ロールバレル全体で変動係数は8%未満であるべきです。
3.ノズルタイプ比較:油圧式と空気アトマイジングシステム
油圧式と空気補助式のアトマイゼーションのどちらを選ぶかが最初の決定ポイントです。それぞれの技術は冷間圧延用途において独自の利点とトレードオフを提供します。
| パラメータ | 油圧フラットファン | エアアトマイジング | フルコーン油圧 | 中空円錐油圧 |
|---|---|---|---|---|
| 典型的な噴霧角度 | 65–110° | 30–60°(調整可能) | 60–120° | 40–90° |
| 液滴サイズ(Dv0.5) | 120–180 μm @ 4バー | 30–80μm @ 4バール液体+2バール空気 | 150–300μm | 100–200μm |
| 流量安定性 | ±3%(新品)から±12%(着用) | ±2%は規制空気 | ±4%から±15% | ±5%から±18% |
| カバレッジ均一性(CV%) | 5〜8%の適切な重なりがある場合 | 3–6% | 10–15%(平らな面には不十分) | 12–20%(ドーナツ効果) |
| 詰まり抵抗 | 中程度(25+ μmの通路) | ハイ(50+ μm液体オリフィス) | 低(中心開口部の摩耗) | 低(破片で簡単に動かされる) |
| 典型運転圧力 | 3–8小節 | 液体2–6バール + 空気 1.5–4バール | 4–12小節 | 5–15小節 |
| フラットネスコントロールにおすすめ | ベストチョイス | 高速ミルに優れています | おすすめしません | おすすめしません |
なぜ油圧式フラットファンノズルが冷間圧延で支配的なのか:
40+冷間圧延ミルの現場設置から、油圧式フラットファンノズルは均一なカバー範囲、適切な液滴サイズ、メンテナンスの簡便さの最良のバランスを提供します。平らなファンパターンは作業ロールの長方形の形状に自然に合致し、適切な重なり設計によりストライプがなくなります。目標距離で計算されたスプレー幅の80%に間隔を設定すると、カバーの均一性をCV6%未満で一貫して測定しています。
空気アタマイジングシステムは、細かい水滴と高速な衝撃速度が空気境界層を貫通する必要がある高速(>1200 m/min)で優れています。しかし、圧縮空気のインフラ(通常3バールでノズルあたり0.5〜1.5 m³/分)が必要であり、これによりエネルギーコストと複雑さが増します。フラットネスの利点は優れたフィルム均一性によるもので、1500 m/minのタンデムミルで空気霧化時のCVは4.2%、油圧ノズルでは6.8%のCVを測定し、エッジ波の激しさが22%減少しました。
フルコーンノズルや中空コーンノズルはタンク洗浄やガス冷却用に設計されており、平面コーティング用ではありません。円形の噴霧パターンは、円筒状ロールを狙う際に端に大きな重なりの無駄が生じ、中央部のアンダーカバーを生み出します。冷間圧延での乳剤供給にはこれらのタイプは推奨しません。

4.スプレーの均一性がストリップの平らさに直接影響する仕組み
スプレーの不均一性と平坦性の欠陥を結びつけるメカニズムは熱的および三角学的です。ロールバレル内で乳剤供給が異なる場合、冷却速度や潤滑フィルム厚の勾配の違いが生じます。これらはストリップ形状の誤差に直接つながります。
機構1:サーマルクラウンバリエーション
ワークロールは、摩擦熱や塑性変形エネルギーにより圧延中に熱的に膨張します。エマルジョン冷却は負の熱クラウンを作り、ロールセンターはエッジよりも高温で膨張します。スプレーシステムが重なりが悪いかノズルの摩耗により中央ゾーンへの流量が20%減ると、サーマルクラウンが増加します。これにより接触圧力の分布がずれ、ストリップ内に中心バックルが発生します。摩耗したノズル(流量変動18%)を交換したことで、熱クラウンの非対称性が140ミクロン減少し、0.3mm SPCCストリップの持続的な中心バックル欠陥が除去された事例を記録しました。
機構2:潤滑膜の破損
冷間圧延は、摩擦係数を制御するために流体力学的潤滑と境界潤滑に依存しています。スプレーの被覆が乾燥ゾーンやフィルム厚み不足を生じると、局所的な摩擦が増加します。これにより追加の熱が発生し、ストリップ幅の前方滑り分布が変化します。その結果、残留応力勾配が四分の一のバックルやエッジ波として現れます。高速ミル(>800 m/min)は特に感度が高く、摩擦係数がわずか0.02でも測定可能な形状欠陥が生じます。
メカニズム3:局所的な表面粗化
潤滑不足は金属同士の接触を増やし、作業ロールの表面を徐々に粗くします。粗いゾーンは熱伝達係数が高く、熱勾配を生み出します。さらに、粗いロールはストリップにより多くのテクスチャーを移し、タンデムミルでのパス挙動に影響を与えます。わずか250コイルキロメートル後、未噴霧ロールゾーンで表面粗さRaが45%増加(0.3μmから0.44μm)に増加し、それに伴い平坦度も劣化しました。
フラットネス-スプレー関係の定量化
8基の4ハイコールドミルを対象に、スプレー被覆均一性(CV%)と平坦性欠陥頻度を測定する相関研究を実施しました。データは明確な傾向を示しており、スプレーCVが6%未満のミルは1000コイルあたり3.2件のフラットネス欠陥を報告し、CVが12%を超えるミルは1000コイルあたり9.8件の欠陥を報告しました。この3倍の欠陥率向上は、精密ノズルシステムや定期的な流量検証への投資を正当化しています。
| スプレーカバレッジ CV% | 1000コイルあたりの平均平坦度欠陥 | 熱クラウン変動(μm) | 推定年間スクラップコスト(ミルあたり) |
|---|---|---|---|
| <6% | 3.2 | ±35 | $180,000 |
表は、0.2〜1.0mm炭素鋼ストリップを加工する8基の1500mm4高冷間ミルの現場データに基づく。スクラップコストは1トンあたり800ドルとCVでの欠陥スクラップ率5%を想定しています。>12%
経済的なメッセージは明確です。適切なノズル選択、間隔、交換間隔によってスプレーの均一性を6%未満のCV未満に保つことは、中断や再作業の減少による生産性向上を考慮しない割端の削減だけで十分に取れるということです。
5.熱伝達および潤滑バランスのための液滴サイズ最適化
液滴サイズ分布は冷間圧延乳剤システムで最も誤解されがちなパラメータです。多くの場合、エンジニアは流量だけに注目し、液滴の大きさが冷却効果や潤滑膜形成にどのように影響するかを無視しています。
熱伝達物理学
冷却能力は体積だけでなく、水滴の表面積に依存します。小さな液滴は単位体積あたりの表面積を増やし、より速い熱抽出を可能にします。しかし、80ミクロン未満の水滴は高速で転がり面に到達する前に蒸発したり、運動量不足で跳ね返ったりすることがあります。冷間圧延作業ロールの最適範囲は100〜200ミクロンのDv0.5であり、表面積と貫通能力のバランスが取れています。
パイロットミルでの制御試験でこれを検証しました。3バールの油圧ノズルで165ミクロンのDv0.5を供給し、ロール表面温度28°Cを達成しました。圧力を8バールに上げるとDv0.5は105ミクロンに減少しましたが、温度は26°Cまでしか下がらず、わずかな増加を伴い乳剤消費量の増加と霧吹きを生みました。教訓は、油圧システムにおいてより微細な霧化の収穫逓減があるということです。
潤滑膜形成
潤滑にはロールバイト入口部に連続した液体膜が必要です。大きな液滴(150〜250ミクロン)はより容易に凝集してコヒーレントな膜を作りますが、非常に細い液滴(<80ミクロン)は高速で効果的に融合しないことがあります。エアアトマイジングノズルは主に細かい液滴を生成し、冷却に優れていますが、十分なフィルム厚さを維持するためにはより高い流量が必要です。
現場測定から実用的な指針を確立しました:ミル速度1000 m/min未満の場合、4–6バールの油圧ノズルが冷却と潤滑の結合に最適な液滴分布を提供します。1200 m/min以上では、細かい液滴の薄膜形成の不利を補うため、同等の油圧システムより30〜40%高い液体流量の空気アトマイジングシステムを検討してください。
乳剤濃度の影響
液滴の大きさはノズル設計だけで決まるものではなく、乳剤濃度は表面張力や粘度に影響を与え、霧化挙動を変化させます。乳剤濃度が2%から6%の間で変動した際、Dv0.5の5〜8%のシフトを測定しました。濃度が高い(含水率が低い)ほど、わずかに大きな液滴とより安定した膜が得られますが、乳剤コストは増加します。フラットネス制御のためには、絶対濃度よりも一貫性が重要です。±0.3%の濃度変動を維持して、繰り返しの噴霧特性を確保しましょう。
6.素材の選択と摩耗が平ら度の一貫性に与える影響
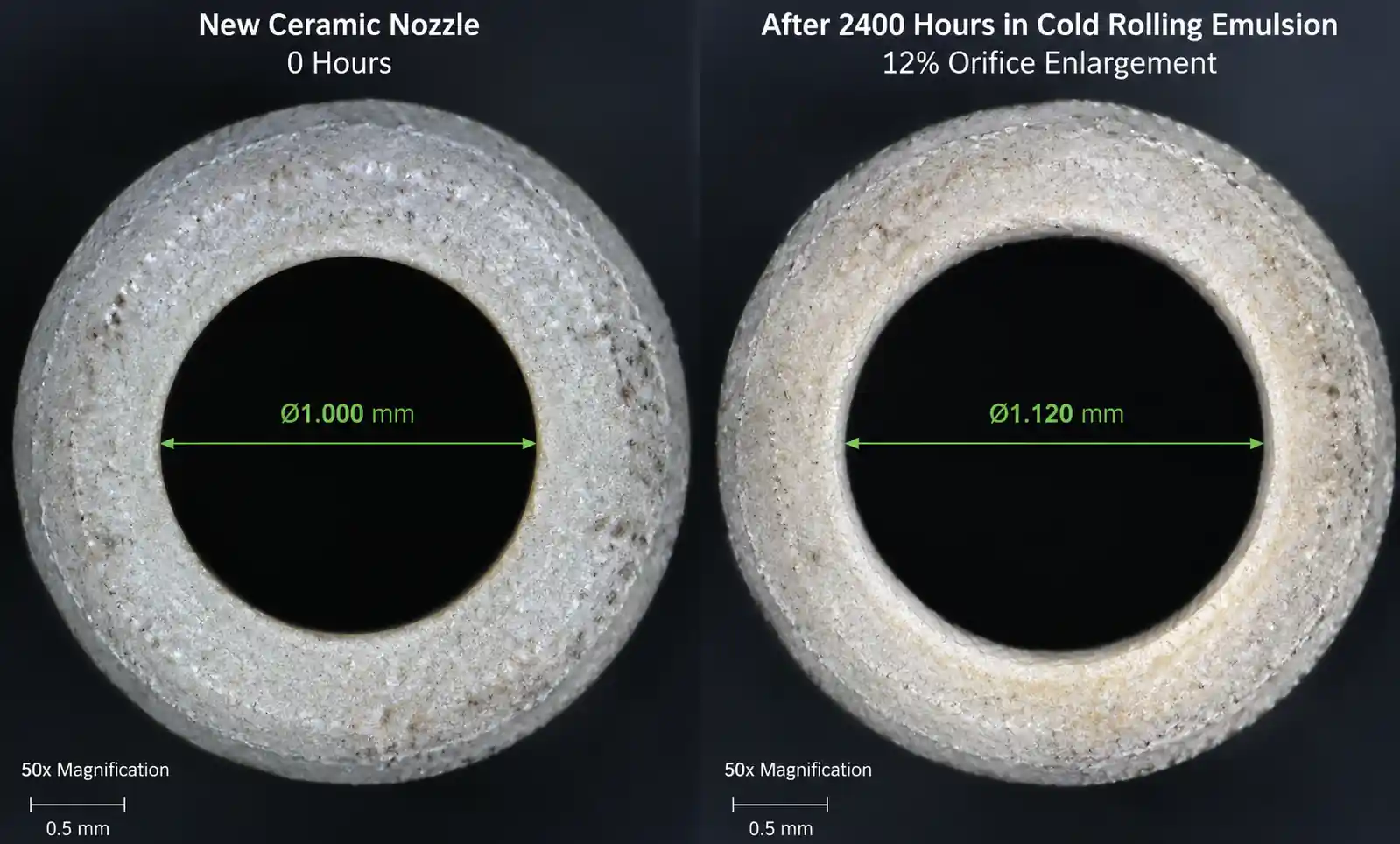
ノズルの摩耗はフラットネスコントロールの静かな殺手です。壊滅的な故障とは異なり、オリフィスの拡大や噴霧パターンの歪みは数百時間の運転時間にわたりゆっくりと起こり、新たな平坦性の問題との相関が困難です。欠陥に気づく頃には、ノズルは設計より15〜30%多く流量を供給し、均一性が著しく劣化している可能性があります。
コールドローリングエマルジョンの摩耗機構
冷間圧延乳剤には微細な金属粒子、ミルスケールの破片、時には研磨添加剤が含まれています。4〜6バールの圧力でも、これらの粒子は時間とともにノズルの開口部を侵食します。摩耗速度は材料の硬度、粒子濃度、流速に依存します。真鍮やステンレス鋼のノズルは、重度に汚染されたシステムでは200〜500時間で摩耗することがあります。セラミックノズルとカーバイドノズルは同じ条件下で2000〜5000時間持ちます。
| ノズル材料 | 典型的な硬度 | 相対的な摩耗寿命 | 初期コスト倍数 | 推奨用途 |
|---|---|---|---|---|
| ブラス | 60–120 HV | 1倍(ベースライン:300時間) | 1x | クリーンウォーターシステムのみ |
| 303 ステンレススチール | 160–200 HV | 2–3倍(600–900時間) | 1.5倍 | 軽度汚染乳剤 |
| 316 ステンレス鋼 | 180–220 HV | 3–4x(900–1200時間) | 1.8倍 | 標準的なコールドローリング乳剤 |
| セラミック(Al₂O₃ 95%) | 1200–1500 HV | 8–12x(2400–3600時間) | 4–6x | 研磨乳剤、長いサービス間隔 |
| 炭化ケイ素(SiC) | 2400–2800 HV | 15–20x(4500–6000時間) | 8–12x | 極端な摩耗環境 |
| タングステンカーバイド | 1400–1800 HV | 12–18x(3600–5400時間) | 6–10x | ほとんどの工場における最良のコストパフォーマンス |
冷間圧延工場の現場設置で、乳剤濃度3〜5%、粒子負荷<50ppm、運転圧力4〜6バールの環境下での摩耗寿命データ。
総所有コスト計算
ステンレス鋼ノズルとセラミックノズルの初期コスト差は大きく、しばしば4〜6倍高いこともあります。しかし、劣化期間中の交換作業、生産中断、平坦性欠陥コストを考慮すると、セラミックやカーバイド材料はほとんどの冷間圧延用途で総所有コストを低くします。
典型的な設置例を考えてみましょう:ミルスタンドにつき40ノズル、そのうち2本のスタンドがあり、ノズルの完全な交換には4時間のダウンタイムが必要です。ステンレスノズルが1000時間、セラミックノズルが3000時間持つと仮定すると:
- ステンレススチール製のTCO(使用時間3,000時間以上): 80ノズル×25ドル ×3回の交換 = 部品で6,000ドル + 12時間のダウンタイム × 8,000ドル/時間 = 合計102,000ドル
- 3000時間以上のセラミックTCO: 80ノズル×120ドル ×交換1回=部品数9,600ドル+4時間のダウンタイム×8,000ドル/時間=合計41,600ドル
セラミックオプションは3000時間の稼働で60,400ドルの節約効果があり、この計算では一貫したスプレー性能を維持するためのフラットネス改善は除外されます。ほとんどの冷間圧延用途において最適なバランスとしてタングステンカーバイドを推奨します。ステンレス鋼の摩耗寿命は12〜15倍で、コストは6〜8倍です。
摩耗検出と交換間隔
目に見える失敗を待ってはいけません。流量試験プロトコルを500時間ごとに確立します。ノズルを取り外し、標準圧力(4バール)で流量を測定し、仕様から流量が>8%増加したノズルを交換します。あるいは、各ヘッダーにインライン流量計を設置し、総流量偏差+10%にアラームを設定する方法もあります。一部のミルでは、各ノズルに設置日を記入し、材料の摩耗寿命曲線に基づく固定スケジュールで交換します。
7.設置構成:ヘッダー設計と重なり計算
最高品質のノズルでも、誤って取り付けるとフラット度が低くなります。スプレーヘッダーの設計、ノズル間隔、向き角、ターゲットまでの距離などがカバレッジの均一性に影響を与えます。
ノズル間隔と重なり計算
油圧式フラットファンノズルの場合、距離Dでのスプレー幅Wは次の通りです:W = 2 × D × tan(θ/2)で、ここでθは噴霧角です。均一なカバーのために、隣接する噴霧パターンは幅の15〜25%重なるべきです。10%未満の重なりは目に見える縞模様を作ります。30%を超える重なりは乳剤を無駄にし、流れの不安定性を引き起こす可能性があります。
例を挙げてみて:
- ノズルスプレー角度:75°
- ロール面までの取り付け距離:150 mm
- スプレー幅:W = 2 × 150 ×タン(75°/2) = 2 × 150 ×タン(37.5°) = 2 × 150 × 0.7673 = 230 mm
- ターゲット重複:20%
- ノズルあたりの有効カバレッジ:230 ×(1 - 0.20)= 184 mm
- ノズル間隔:中心間184mm
1500 mmのロールバレル長の場合、1500/184 = 8.15 → 1ヘッダーあたり9本のノズル(端のカバーを確保するために切り上げます)が必要です。
水感性紙テストで設計を検証します:紙をロール表面に取り付け、2〜3秒スプレーし、幅全体の被覆強度を測定します。変動係数は8%未満であるべきです。

向き角とインピンジメント
最大の衝撃力と膜形成のために、ノズルをロール表面に垂直に取り付けてください。角度付け(>15°)は有効圧力を低減し、非対称カバレッジを実現します。スペースの制約で斜めに取り付ける必要がある場合は、重なりを保つためにノズル間隔を10〜15%狭めて補います。
ヘッダーの圧力降下と流量のバランス
供給ヘッダーはすべてのノズルで圧力の均一性を維持しなければなりません。ヘッダーが小さすぎると、入口に近いノズルは圧力が高く、乳剤の流れも増え、カバーが均一でなくなります。簡略化された圧力降下式を用いてください:ΔP ≈(8 × f × L × Q²) / (π² × D⁵)。ここでfは摩擦係数、Lはヘッダー長、Qは総流量、Dはヘッダー内径です。
実用的なガイドライン:ヘッダー速度は3 m/sを超えず、入口から最遠端のノズルまでの圧力降下はノズル作動圧力の5%未満であるべきです。8ノズルヘッダーで4バール圧力の場合、最大許容ヘッダーΔPは0.2バールです。測定された圧力降下がこれを超える場合はヘッダー直径を拡大するか、センターフィード構成に切り替えてください。
よくある設置ミス
30+冷間圧延工場の現場監査から、平坦度の制御を低下させる繰り返しの設置ミスを特定しました。
- ノズル間隔は計算された重なりではなく外観に基づく: これによりカバレッジのばらつきが12〜18%となります。
- 最適な範囲外の取り付け距離: ほとんどの油圧フラットファンは100〜200mmの距離に校正されています。300mmで取り付けると、圧力の変化や噴霧角度の摩耗に対する感度が高まります。
- ノズル通路に移動するパイプスレッドシーラントの使用: テフロンテープの破片は一般的な詰まりの原因です。乳剤化学に適合した液体スレッドシーラントを使用してください。
- ヘッダー間の流量バランスなし: タンデムミルでは、各スタンドが同一の流量を受け取らなければなりません。スタンド間の10%の差が体系的なフラットネス誤差を生みます。
- ノズル交換時のスプレーの向きを無視: 設置時に5°回転しても噴霧パターンが変わり、重なりが生じます。
8.ノズル性能に関連するフラットネス欠陥のトラブルシューティング
長時間の生産後や乳剤システムのメンテナンスと重なる場合、ノズル劣化や構成変更を疑う。この診断手法を使って、スプレー関連の原因を特定しましょう。
| 平坦性欠陥パターン | ノズル関連の原因の可能性 | 診断検査 | 是正措置 |
|---|---|---|---|
| センターバックルは数日かけて徐々に発達します | 摩耗したセンターノズルが余分な流量を生み出し、熱クラウン増加 | すべてのノズルを4バールで流量テスト;プロットフローと位置 | 流量増加>ノズルを交換;中心から端への流量変動を検証 <5% |
| 乳剤濃度調整後のクォーターバックル | 表面張力の変化により液滴の大きさと膜の形成が変化しました | レーザー回折を用いて、現在濃度と基準値を比較して測定 | 基準濃度に戻します。濃度変更が必要な場合は、ノズル圧力を調整して液滴のサイズを回復させます。 |
| コイル変化に関連する間欠的な平坦度変動 | ポンプによる乳化液流の脈動または圧力調整の不安定性 | ヘッダーに圧力計を設置し、ローリング中の記録 | アキュムレーターを追加したり、圧力レギュレーターをアップグレードしたり;供給圧力を±2% |
| ノズル交換後のフラットネス劣化 | ノズルの種類や角度が誤って取り付けられている、または間隔が変わっている | 水に敏感な紙被覆試験;ノズル部品番号と設計番号の確認 | 正しいノズルを再装着すること;間隔と向きを再確認 |
| 1000+時間の運転時間にわたる進行的なフラットネス劣化 | ノズルの摩耗によるオリフィスの拡大とスプレー角度の狭まり | 分度器と噴霧可視化を用いた噴霧角度測定;流量試験 | 影響を受けたヘッダーのすべてのノズルを交換してください。500時間の検査間隔を実施 |
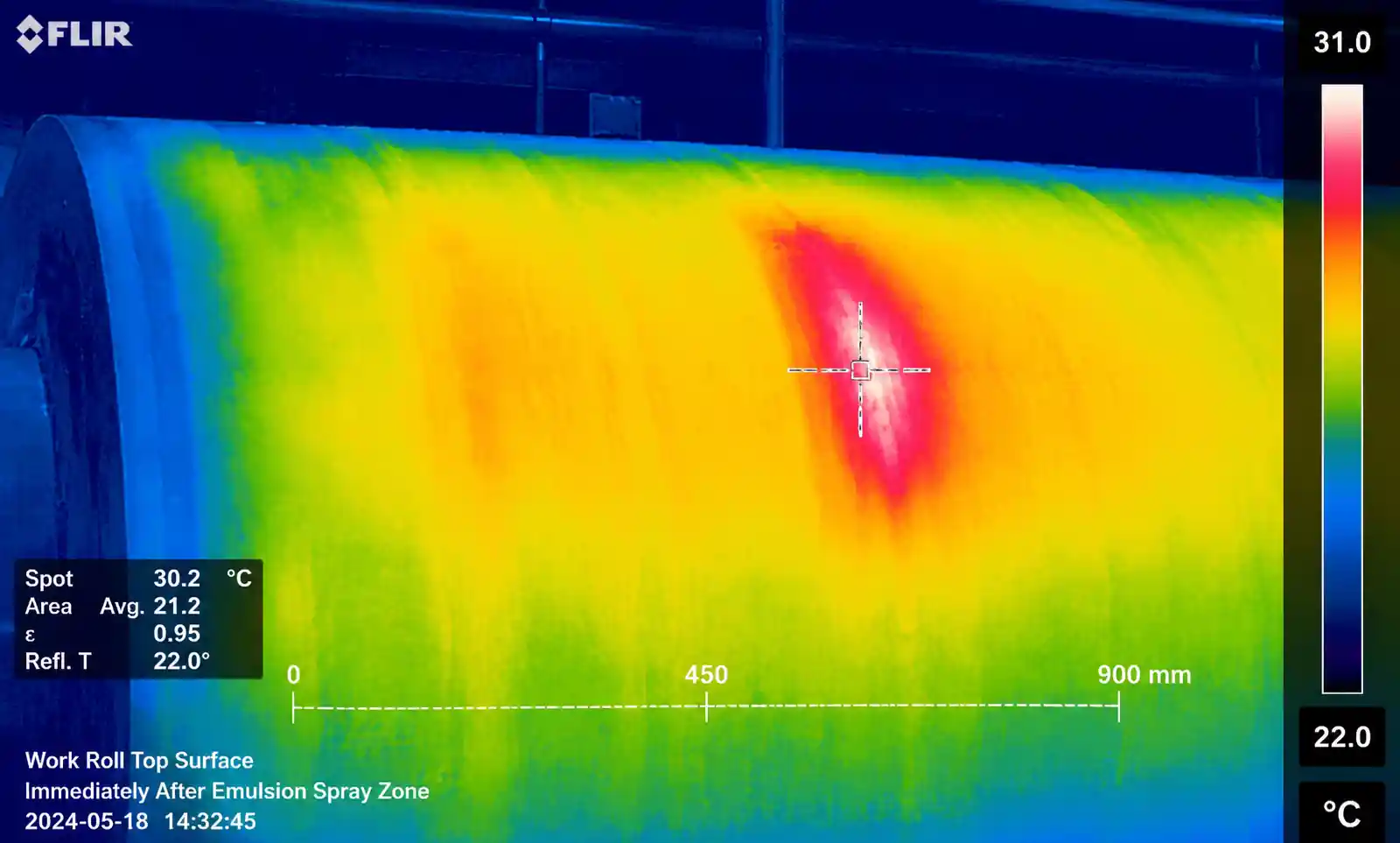
高度な診断:サーマルイメージング
原因不明の持続的な平坦性問題については、赤外線サーマルイメージングを用いてエマルジョンスプレーゾーン直後にロール表面温度分布をマッピングします。±°Cを超える温度変動は不均一な冷却を示し、これは被覆率の変化と直接相関しています。熱画像でノズルの部分的に詰まったオリフィスに対応する9°Cのホットスポットが確認された事例があり、流量試験だけでは6%の減少しか見られませんでしたが、噴霧パターンは著しく歪んでいました。
予防整備スケジュール
現場での信頼性データに基づき、冷間圧延乳剤ノズルのメンテナンス頻度を推奨します:
- 週刊: 漏水や詰まりの目視検査
- 500時間ごとに: すべてのノズルを流量テスト;仕様から>8%逸脱しているものを置き換えてください
- 1000時間ごと(ステンレス鋼)/2000時間ごと(セラミック/カーバイド): 流量試験結果に関わらずノズルの完全交換(噴霧角度やパターンは流量が大幅に増加する前に劣化)
- 乳剤化学変化後: 水感性紙を用いたカバレッジ検証
- 予期せぬミル停止後の作業:ヘッダー内のゴミやノズル詰まりの確認
9.FAQ
Q: コスト削減のために同じヘッダー内でノズル材料を混ぜることはできますか?
この方法は推奨しません。混合材料は異なる速度で摩耗し、進行的な流れの不均衡を生み出し、追跡が困難です。コストが制約がある場合は、すべてのノズルにステンレススチールを使用し、より頻繁に交換を受け入れるか、セラミックやカーバイドを使い、間隔を延長するのも良いでしょう。唯一の例外は、流路パターンにより粒子濃度が高い中心位置に、より耐摩耗性のある材料を使用できることです。
Q: ノズル間の流量変動はどのくらい許容されますか?
フラットネスが重要な用途では、ヘッダー内のすべてのノズルで流量変動(変動係数)を5%未満に保ちます。これは平均流量から約±10%に相当します。CVが12%を超えると、測定可能なフラットネスの影響が見られます。標準運転圧力で個々のノズル流量を測定してテストしてください。
Q: スプレーのインピンジメント角は平坦さに影響しますか?
はい、かなりの効果があります。垂直から>15°の角度からずれていると、効果的な衝撃圧が減少し、非対称のカバレッジが生じます。スペースの制約でノズルの角度をつける必要がある場合は、角度を20°以下に抑え、スプレーパターンの歪みを補うためにノズル間隔を15%狭めてください。
Q: ノズルの摩耗を補うために圧力を上げることはできますか?
短期的にはそうですが、これは解決策ではありません。圧力を上げると流量は増加しますが、圧力比の平方根分だけ増加し、同時に噴霧角度が狭まり、滴のサイズ分布も変化します。ミルが4バールから9バールに圧力を上げてカバーを回復しようとした例もありますが、噴霧角度が75°から65°に狭まり、むしろ均一性を悪化させています。
Q: 私のフラット性の問題がスプレーによるものか機械的なものか、どうやって見分ければいいですか?
ノズル交換直後の平坦挙動と、800〜1000時間運転後の挙動を比較してください。ノズル点検後にフラットネスが大幅に改善するなら、スプレーシステムが影響している可能性があります。さらに、スプレーによるフラットネスの問題は数週間かけて徐々に現れることが多い一方で、機械的な問題(ロールベアリングの摩耗やミル変形)はメンテナンスのタイミングに関係なく突然現れたり、一貫したパターンが現れたりします。
Q: ノズルの上流にはストレーナーを使うべきですか、それともフィルターのどちらですか?
もちろんです。各ヘッダーのすぐ上流に100メッシュ(150ミクロン)以上の細かいストレーナーを設置してください。これによりノズルをゴミから守り、摩耗寿命を延ばします。ストレーナーは200時間ごと、またはストレーナー全体の圧力差が0.3バールを超えた場合に清掃または交換してください。過剰ろ過(50ミクロン未満)は避けてください。これにより過度な圧力損失や流量制限が生じます。
10.結論
冷間圧延における平坦度制御はシステムの問題であり、乳剤スプレーシステムは一級要因となっています。ノズルの選択は商品購入の決定ではなく、製品の品質、スクラップ率、製粉所の生産性に直接影響する工学仕様です。