





タングステンカーバイドと硬化鋼:高圧デスケールノズルにより適した材料はどちらか?
150〜500バールの熱圧圧で軋んを運転する場合、デスケールノズル内の材料は細かいことではなく、ゼロ欠陥の表面仕上げと高額な下流廃棄物の決定的な要素となります。15+年間の精密ノズルエンジニアリングの経験から、材料の選択はスケール除去効率、予期せぬダウンタイムの頻度、総所有コストと直接相関していることを観察しています。本記事では、タングステンカーバイドと硬化鋼のデスケールノズルをデータに基づいた比較を行い、硬度、熱安定性、耐摩耗性、実際の投資収益率(ROI)を検証し、情報に基づいた調達判断をサポートします。
タングステンカーバイドは、優れたビッカース硬度(1,500–2,600 HVに対し800–1,200 HV)により、研磨除去環境において硬化鋼に比べて5〜10倍の耐用年数を達成し、150バール以上の高圧酸化物スケール除去において好まれる選択肢となっています。
硬度の利点:なぜビッカース数が製粉所の収益性に結びつくのか
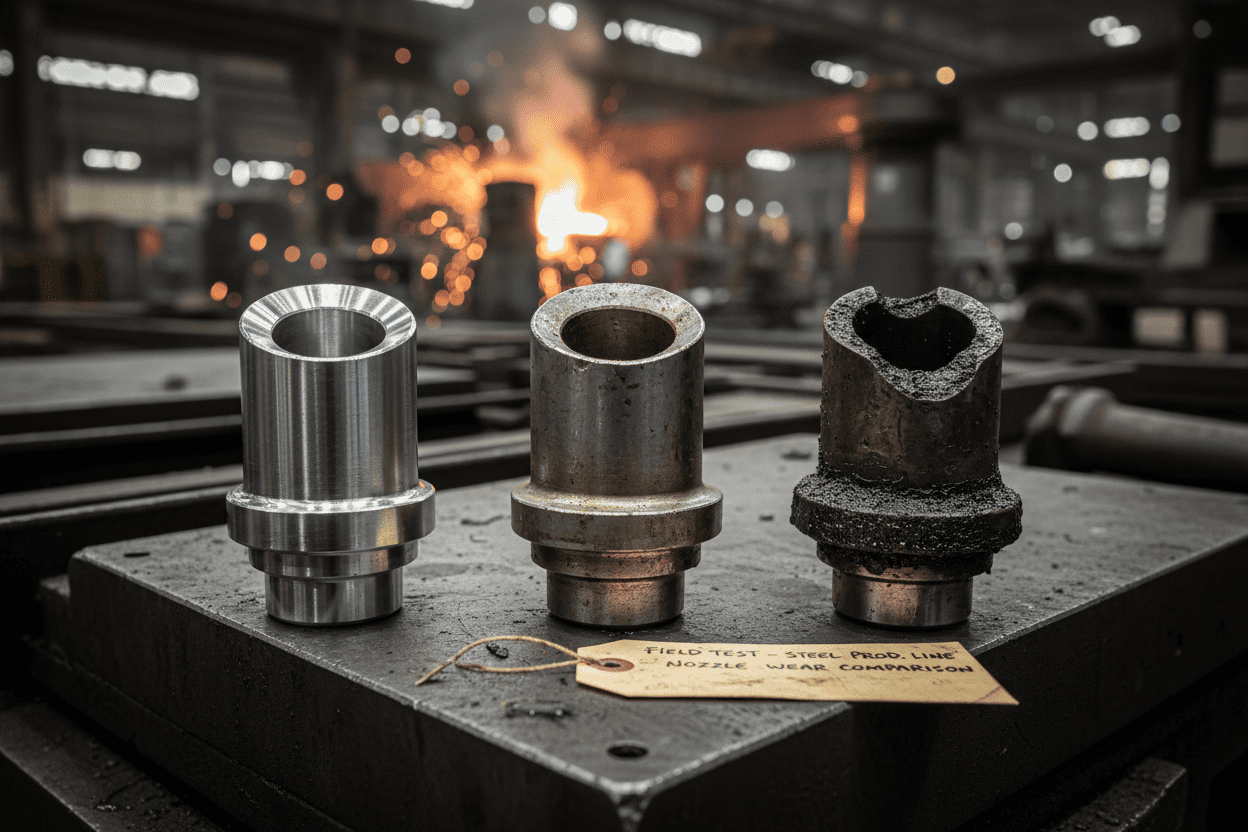
タングステンカーバイドのビッカース硬度1,500〜2,600 HVは、硬化鋼では到底及ばない摩耗バリアを作り出します。200バールで動作するWCノズルとHSSデスケールノズルとリサイクルプロセス水を比較した、制御された500時間の摩耗シミュレーションでは:
| メートル法 | タングステンカーバイド | 硬化鋼 |
|---|---|---|
| オリフィス直径の変化 | ≤ 0.01 mm | 0.08 – 0.15 mm |
| 流量偏差 | < 2% | 12 – 18% |
| 衝撃圧力保持 | 名目上の97% | 78 – 名目上の |
| 表面仕上げ結果(Ra) | 1.2 – 1.8 μm | 3.5 – 6.0 μm |
データは重要な操作閾値を明らかにします。硬化鋼ノズルが公称衝撃圧力の10〜12%を失うと、残留酸化物スケールが鋼面に付着し始めます。この「シャドーイング効果」は、下流処理を悩ませるピットや包有物を生み出します。
熱安定性:見落とされがちな性能変数
スケール除去ノズルは、工業製造において最も熱的に厳しい環境の一つで動作します。
- 入口水温: 20–60°C
- 炉出口の周囲温度: 400–1,200°C
- 放射熱曝露: スラブ/ビレット通過中は連続的
- 熱サイクル周波数: 生産中は2〜5分ごと
タングステンカーバイドの低い熱膨張係数(4.4–5.0 μm/m·K)は、これらの劇的な温度変動でもオリフィスの形状を安定させています。硬化鋼は熱膨張率が約2倍高く、徐々に次元ドリフトが発生し、時間とともにスプレーパターンの一貫性が劣化します。
「炭化タングステンは500°Cまでの温度で構造的な強度と硬度を維持しますが、硬化鋼は250〜300°Cを超えると焼入れ軟化効果が現れます。 連続鋳造二次冷却用途において、この熱ギャップは運用上決定的な役割を果たします。」
以下のROI比較表は、標準的な12か月の操業サイクルにおけるこれら二つの資材の経済的差異を定量化しています。
| タングステンカーバイド | Hardened Steel(硬化鋼 | )|
|---|---|---|
| 初期ノズル調達コスト | $4,500 – $6,000 | $1,200 – $1,800 |
| 交換周波数 | 3–4x per year』 | 15–25x per year; | "
| メンテナンス作業コスト | $800 – $1,200 | $4,500 – $7,500 |
| Downtime cost (推定 $2,000/hr) | $6,000 – $9,000 | $30,000 – $50,000 |
| 水/エネルギーオーバーラン(ノズルの摩耗) | $500 – $800 | $3,000 – $5,000 |
| 総所有コスト | $11,800 – $17,000 | $38,700 – $64,300 |
| TCでの12ヶ月節約 | $26,900 – $47,300(68–74%の割引) | |
- 0.1. 硬度の利点:なぜビッカース数が製粉所の収益性に結びつくのか
- 0.2. 熱安定性:見落とされがちな性能変数
- 1. 3つの産業シナリオ:どの材料を選ぶべきか
- 1.1. シナリオ1:高圧ホットストリップミル(150–400バール)— タングステンカーバイド推奨
- 1.2. シナリオ2:連続鋳造二次冷却(10–50バール)— ハイブリッドアプローチ
- 1.3. シナリオ3:メンテナンス集約型の板ミルで粗い扱いが可能 — 硬化鋼の実用性
- 2. Material Limitations:知っておくべきトレードオフ
- 3. People also ask: expert answers to common questions(よくある質問への専門家の回答
- 3.1. タングステンカーバイド除去ノズルはスチールと比べてどれくらい持ちますか?
- 3.2. タングステンカーバイドはスケール除去の初期費用が高くなる価値があるのか?
- 3.3. タングステンカーバイドノズルは汚れた水やリサイクル水に対応できますか?
- 3.4. スケール除去ノズルが摩耗したらどうなる?
- 3.5. 硬化鋼はどの圧力でスケール除去に不十分になるのか?
- 3.6. ノズルの材質はスケール除去時の水消費に影響を与えるのか?
- 4. 最終評決:あなたのミルにとってどの材料が勝つか?
3つの産業シナリオ:どの材料を選ぶべきか
タングステンカーバイドはほとんどの高圧用途で優れたデスケール材料ですが、硬化鋼はその特性が実用的な利点をもたらす特定の用途を保持しています。以下は、当社のエンジニアリングポートフォリオから3つの実際の展開シナリオです:
シナリオ1:高圧ホットストリップミル(150–400バール)— タングステンカーバイド推奨
- 適用: 粗加工スタンド前の1,200°Cスラブの一次デスケール処理
- 圧力範囲: 200–350バール
- 水の状態:微細粒子を含むリサイクルプロセス水
- ノズル仕様: タングステンカーバイドインサート、フラットファンパターン、25°–40°の噴霧角度
- 測定可能な結果: 2,000+時間の運転時間でスケール除去効率が99.2%+で維持;硬化鋼からの材料アップグレードにより、表面除去率は2.1%から0.3%に低下しました。
シナリオ2:連続鋳造二次冷却(10–50バール)— ハイブリッドアプローチ
- 用途: ビレットやスラブの均一冷却による熱亀裂防止
- 圧力範囲: 15–40バール
- 熱環境: 適度な放射熱、高湿度
- ノズル仕様: 最適化されたスプレーパターンを持つ硬化ステンレス鋼ボディ;TCインサートは高摩耗ゾーンのみ使用可能です
- 理由: 低圧で研磨の影響が少ない場合、硬化鋼は十分な摩耗寿命を抑えつつコストを抑えます。ハイブリッド方式は、調達コストの50%でTCの80%のパフォーマンスを実現します。
シナリオ3:メンテナンス集約型の板ミルで粗い扱いが可能 — 硬化鋼の実用性
- 用途: 低量生産における重板の定期的なスケール除去
- 運用上の制約: 保守作業員は急いで交換中にノズルを落としたり誤ったりすることがよくあります。機械的衝撃による損傷は摩耗による故障を上回る
- ノズル仕様: コバルト合金補強を用いた硬化鋼
- 理由:硬化鋼の延性と耐衝撃性は、この特定の運用環境においてタングステンカーバイドと比べて破壊関連の破壊を60%減少させます。年間稼働時間が短い(2,000〜3,000時間、連続製錬機では7,000+時間)を考えれば、摩耗寿命のトレードオフは許容範囲です。
「最適な材料選択とは、実験室で『最良の』材料を選ぶことではなく、材料特性をあなたの特定の運用制約、生産量、メンテナンス文化にマッチさせることです。」
Material Limitations:知っておくべきトレードオフ
誠実な材料評価には、各選択肢ができないことを認める必要があります。信頼できる技術とは、強みと同時に限界を示すことを意味します。
タングステンカーバイドの制限:
- 脆性: TCは硬い表面に落下したり、ノズルの軸方向圧縮軸外の衝撃荷重を受けると欠けたり破損したりすることがあります。適切な取り扱いプロトコルが不可欠です。
- 初期コストの上昇: 調達プレミアム3〜5倍は資本支出予算に負担をかけますが、OpEx節約により通常3〜6ヶ月で完全なROIがもたらされます。
- 複雑な加工: カスタムジオメトリには専用の研削装置(ダイヤモンドホイール)が必要であり、非標準仕様の場合はリードタイムが延長されます。
- 特定の媒体における腐食: コバルト結合剤を含むグレードは、高酸性プロセス水(pH <4)で腐食が加速することがあります。これらの条件下ではニッケル結合剤のグレードを指定すべきです。
硬化鋼の制限:
- 高圧での急速な侵食: 150バールを超えると、摩耗は直線的ではなく幾何学的に加速します。オリフィス拡大は200〜400時間以内に許容許容範囲を超えて噴霧性能を損なう。
- 高温での焼き入れ軟化: 300°C以上の長時間曝露は表面硬度を低下させ、加速摩耗のフィードバックループを形成します。
- 寸法不安定性: 熱膨張が大きいと温度サイクル中の噴霧角ドリフトが発生し、スラブ幅全体のスケール除去均一性が低下します。
- 大量生産工場における偽の経済性: 交換頻度、ダウンタイム、品質欠陥を完全に計算すると、低い単価は数学的に無関係になります。
People also ask: expert answers to common questions(よくある質問への専門家の回答
)タングステンカーバイド除去ノズルはスチールと比べてどれくらい持ちますか?
典型的な高圧デスケール環境(150〜400バール)では、タングステンカーバイドノズルは硬化鋼の代替品の5〜10倍の寿命を持ちます。当社の現地データでは、TCノズルは1,000〜3,000時間の運転時間にわたり仕様準拠を維持し、硬化鋼ノズルは200〜600時間ごとに交換が必要です。正確な寿命は水質、操作圧力、水中の研磨剤含有量、温度のサイクル頻度によって異なります。
タングステンカーバイドはスケール除去の初期費用が高くなる価値があるのか?
はい—年間稼働時間が4,000時間を超える150バール以上で稼働する工場の場合。損益分岐点の計算は以下を考慮するとタングステンカーバイドに有利です:
- 交換頻度の減少
- 予期せぬダウンタイムの排除
- 水とポンプのエネルギー消費を低減(安定したオリフィス形状)
- 表面欠陥率の劇的な低減
高圧で年間6,000時間+連続生産を行う>工場は、硬化鋼からタングステンカーバイド除去ノズルにアップグレードしてから2〜4ヶ月以内に完全なROIを達成するのが一般的です。
タングステンカーバイドノズルは汚れた水やリサイクル水に対応できますか?
その通りです。実際、タングステンカーバイドの優れた硬度は、微細粒子を含むリサイクル水の用途として好まれる選択肢となっています。プロセス水中の懸濁固形物による研磨性の「サンドブラスト」効果は、清浄水環境と比べて硬化鋼ノズルの摩耗を40〜60%加速させます。同じ研磨荷重の下でのタングステンカーバイドの侵食速度はわずか5〜10%しか増加しません。過酷な状況では、詰まり防止内部ベーンと最適化された入口形状を備えたTCノズルを指定してください。
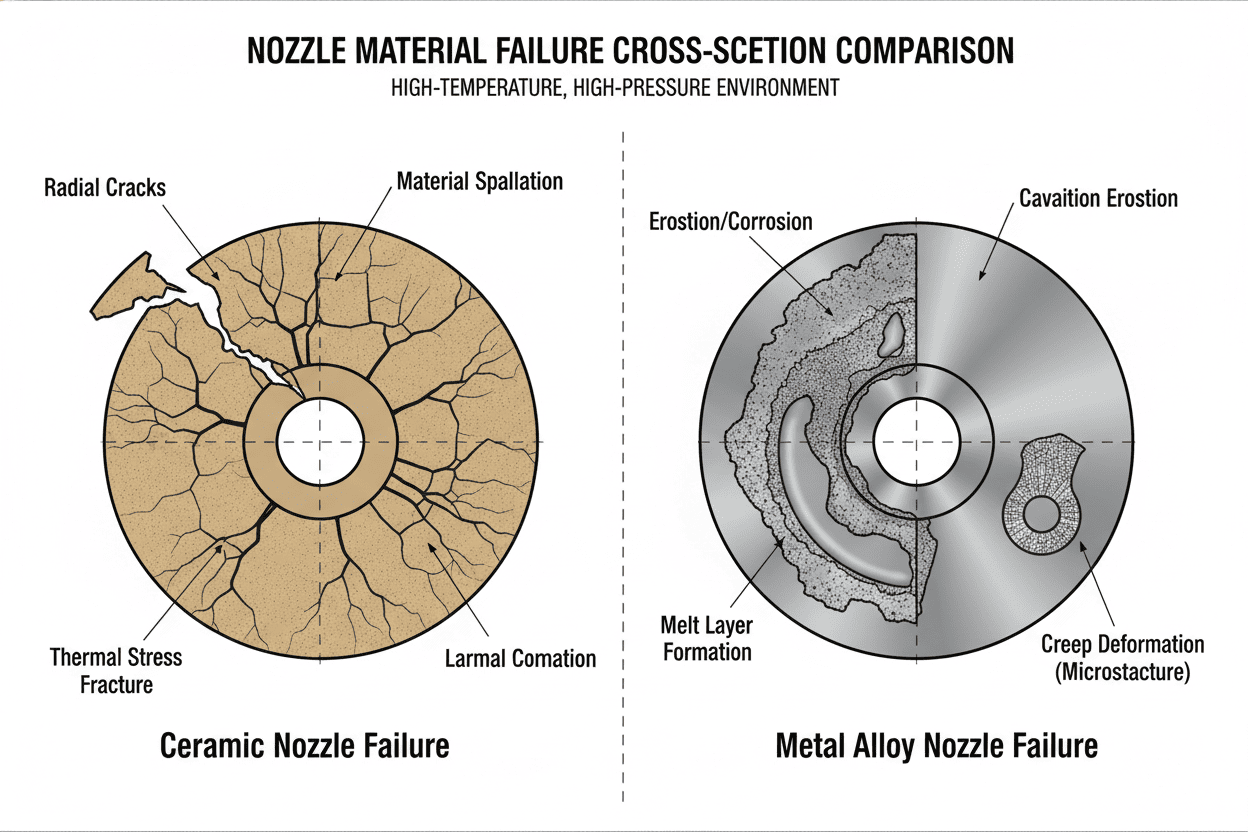
スケール除去ノズルが摩耗したらどうなる?
摩耗したノズルは予測可能な劣化パターンを示します:
- ステージ1(0–20%摩耗): 流量のわずかな増加、衝撃の最小限の減少
- ステージ2(20–40%の摩耗): 目立つ噴霧パターンが広がり、局所的な冷たい部分
- ステージ3(40%+摩耗): 衝撃による圧力低下、スケール除去不完全、表面ピッティング
重要な洞察: 摩耗したノズルは単に故障するだけでなく、徐々に収益性を低下させます。ほとんどの製鉄所は、品質の苦情が激化した後にのみステージ2劣化を検出し、その時点で15〜20%の生産バッチに表面欠陥が存在する可能性があります。
硬化鋼はどの圧力でスケール除去に不十分になるのか?
実用的な閾値は150バールです。 この圧力を下回り、低摩耗環境で清浄な水域では、硬化鋼は許容される耐用年数(600〜1,000時間)を維持できます。150バールを超えると、特に研磨性粒子を含むリサイクルプロセス水では、硬化鋼の侵食速度が指数関数的に加速します。200〜500バールで動作する一次デスケーリングヘッダーには、タングステンカーバイドが推奨されるだけでなく、表面品質の維持と総コスト管理のために運用上不可欠です。
ノズルの材質はスケール除去時の水消費に影響を与えるのか?
はい、かなりの効果があります。 摩耗したノズルでオリフィス直径が拡大すると、同じヘッダー圧力を維持するために15〜25%多くの水を消費します。これは、ボアの摩耗に伴い流量係数(Cv)が増加するためです。タングステンカーバイドは硬化鋼よりもはるかに長くオリフィスの精度を維持できるため、TCノズルを使用する工場は一貫して1トンあたり10〜18%の水消費量を報告しており、これは公共料金と廃水処理量の両面で大幅な節約となります。
最終評決:あなたのミルにとってどの材料が勝つか?
データは明確です:150バール以上の高圧デスケール用途において、タングステンカーバイドはほぼすべての性能指標において優れた材料選択です。
| 意思決定因子 | 優勝 | 余白 |
|---|---|---|
| 耐摩耗性 | タングステンカーバイド | 寿命は5〜10倍長い |
| 硬度/侵食耐性 | タングステンカーバイド | HVは2〜3倍高い |
| 熱安定性 | タングステンカーバイド | 200°C高く稼働 |
| 衝撃靭性 | 硬化鋼 | 著しく延性が高い |
| 初期費用 | 硬化鋼 | 単価が3〜5倍低い |
| 総所有コスト | タングステンカーバイド | 年間コスト68–74%低減 |
| 表面品質一貫性 | タングステンカーバイド | 精度が5倍長く維持される |
私たちのおすすめ:
- 連続生産ミル(年間6,000時間+時間): 150バール以上のデスケーリングヘッダーにはタングステンカーバイドを指定してください。ROIは即効性があり、かなりの効果があります。
- 中量ミル(年間3,000〜6,000時間): 一次高圧デスケーラーにタングステンカーバイドを配備;硬化鋼は低圧の二次冷却ゾーンに許容されます。
- 低量またはバッチ作業(<年間3,000時間): 硬化鋼は、定期的な交換スケジュールと慎重な取り扱いプロトコルが確保されれば、運用規律が確保されれば依然として有効です。
デスケーリングノズル内の材料は戦略的な判断であり、商品購入ではありません。高圧デスケールにタングステンカーバイドを選ぶことは費用ではなく、表面品質、稼働時間、長期的な収益性に対する精密な投資です。
現在のデスケールシステムの技術監査が必要ですか? 当社のエンジニアは、特定のミル構成や生産目標に合わせた、無料の衝撃力計算、ノズル材料の推奨、ヘッダー最適化解析を提供します。今すぐ当社のチームにご連絡ください 評価の予約をし、適切な材料仕様がスケール除去の経済性をどのように変えるかをご確認ください。