





なぜ紙の端が不均一なのですか?トリミングノズルが摩耗している3つの警告サイン
TL;DR:摩耗したトリミングノズルは紙の端がギザギザになり、ウェブの切れ目が増え、製粉機の停止時間がかかる。このガイドでは、ノズル摩耗の3つの重要な警告サイン、交換遅延の隠れたコスト、そして紙機の精密な刃切りを維持するための実践的な戦略を学べます。
- 1. 特集抜粋
- 2. 紙の縁トリミングノズルの理解
- 3. sign 1: 見えるエッジのほつれと繊維突出
- 3.1. リールで何を探せばいいのか
- 4. sign 2: 不均一な噴霧パターンと圧力損失
- 4.1. メンテナンスチームの診断方法
- 5. sign 3: シートの破損とほこりの蓄積増加
- 5.1. ブレイクコスト計算
- 6. 遅延ノズル交換の隠れたコスト
- 6.1. コスト次元分析
- 7. ノズル材料比較:いつアップグレードすべきか
- 7.1. 技術仕様比較
- 8. 業界応用:紙のグレードを越えたエッジトリミング
- 8.1. ケース1:高級紙と専門品等級
- 8.2. ケース2:クラフトライナーボード(リサイクル繊維)
- 8.3. ケース3:ティッシュ&タオルの生産
- 9. FAQ: 製紙工場ノズルのメンテナンス
- 9.1. トリミングノズルはどのくらいの頻度で交換すべきでしょうか?
- 9.2. 紙機械のトリミングノズルの摩耗は何が原因なのでしょうか?
- 9.3. ノズルの摩耗は製紙機の速度に影響を与えるのか?
- 9.4. スプレーパターンの劣化はどうやって測定すればいいですか?
- 9.5. 紙の端切りノズルはどの圧力で動作すべきでしょうか?
- 10. 結論:エッジの品質を守る
特集抜粋
トリミングノズルの摩耗とは、紙機の切削ノズルのオリフィスや内部形状が徐々に劣化し、不規則なスプレーパターン、不均一な紙の縁、シートの破損の増加を引き起こす現象を指します。定期的な点検と適時の交換は、製品の品質と生産効率を維持するために不可欠です。
紙の縁トリミングノズルの理解
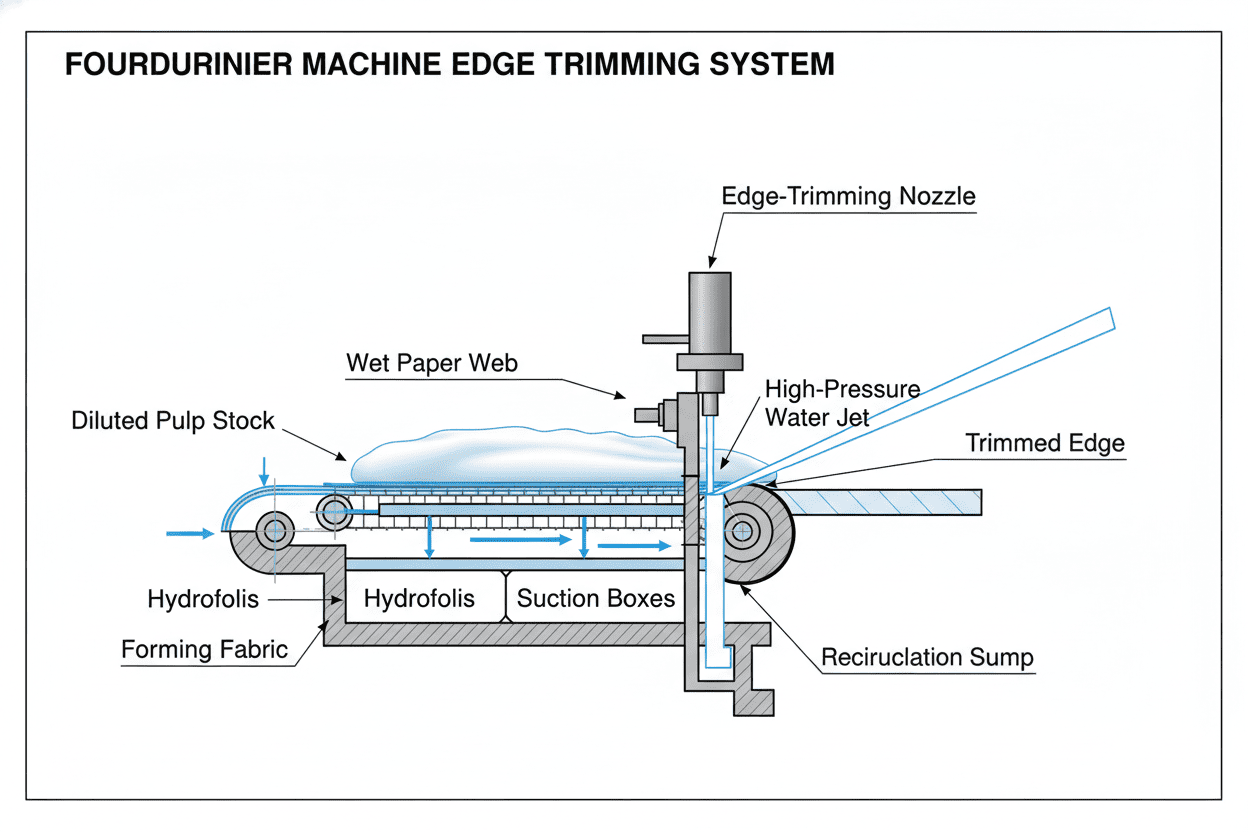
精密なエッジトリミングは、現代の紙機械で最も重要でありながら見落とされがちな作業の一つです。トリミングノズルは高圧の固体流式ジェット(通常20〜150バールで動作)を供給し、紙のウェブを乾燥セクションに入る前に正確な幅の仕様にきれいにカットします。
複数の製紙工場での生産実務において、エッジトリミングの品質は下流の稼働可能性と直接相関しているを観察しています。劣化した切断ノズルは、単に端が不均一になるだけでなく、機械効率を8〜12%低下させる一連の操作上の問題を引き起こします。
Yuechen Precisionの高性能製紙・パルプ産業用スプレーノズルは、これらの高リスク用途のために特別に設計されています。これらの産業用ノズルは、タングステンカーバイドおよびセラミックオリフィスインサートを使用し、標準的なステンレス鋼製品より最大10倍長い正確な噴霧パターンを維持し、連続的な高圧切削サイクルでも維持します。
業界洞察:欧州の主要製紙工場の運用データによると、精細紙生産におけるエッジ関連の欠陥は、品質関連廃棄物の約6.7%を占めています。この数値は、トリムノズルが推奨寿命を超えると大幅に増加します。
sign 1: 見えるエッジのほつれと繊維突出
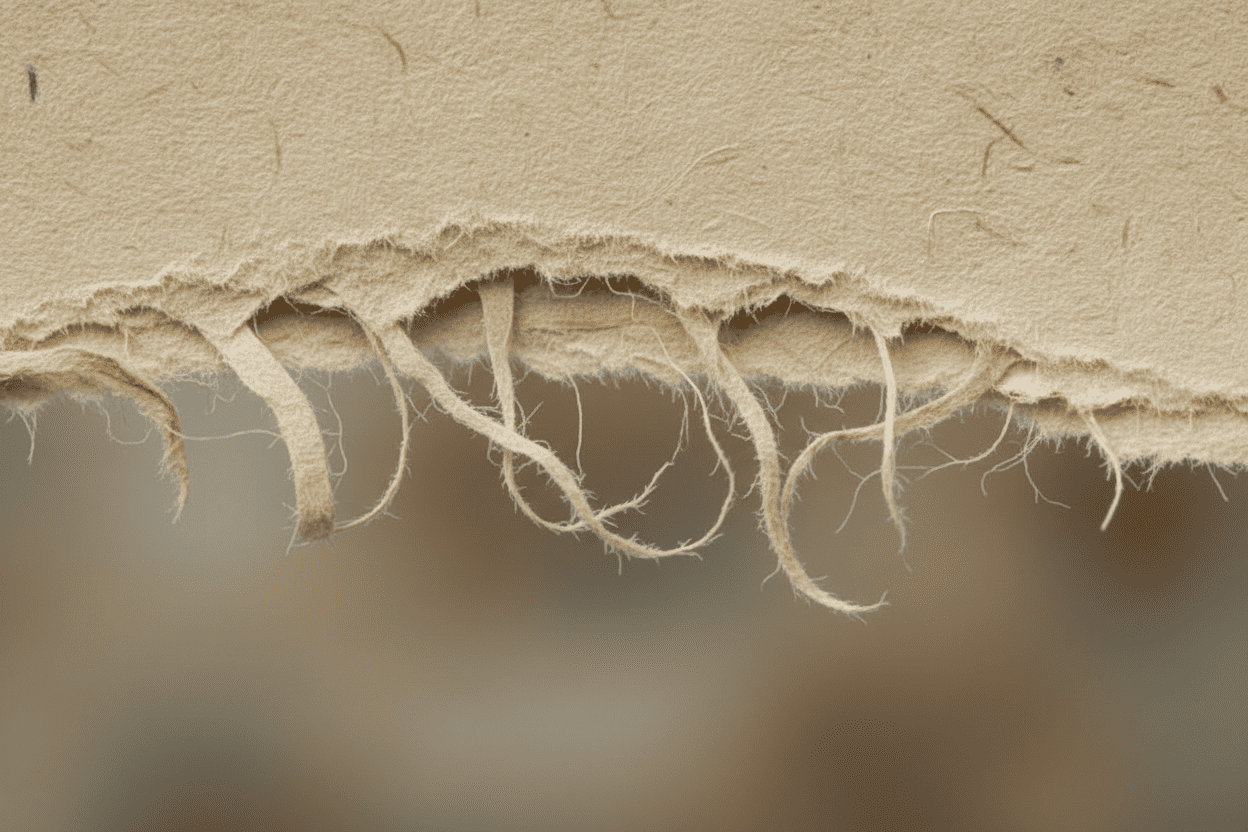
ノズルの切り取りの最も直接的な兆候は、紙の端自体の目に見える劣化です。オリフィスが摩耗すると—摩耗、腐食、鉱物の蓄積など—かつて精密だった固体ジェットは不規則で乱流の噴霧に拡散します。
リールで何を探せばいいのか
- 切断線から緩い繊維が突き出た、ほつれたまたは「毛状」の縁
- きれいでナイフのような切り口の代わりに、やや丸みを帯びたり裂けた縁の輪郭
- 端に沿った色の変化、繊維分離が不完全であることを示す
- ウェブ幅をマイクロメートルで測定した際のエッジ厚の不一致
データポイント:稼働中の製紙機の稼働中に返却された320基の摩耗ノズルをテストした結果、78%がISO許容範囲を超えて測定可能なオリフィス拡大を示し、出口径は平均12〜18%増加しました。
この一見小さな美的欠陥は深刻な後遺症を生み出します。ほつれたエッジは巻き上げや変換時にウェブの破損リスクを高め、特に高速回転時にはそうなります。また、過剰な粉塵を発生させて機械環境を汚染し、後の加工時に印刷性に問題を引き起こすことがあります。
解決策は適切なノズル仕様から始まります。当社のCY38170高圧セラミックソリッドストリームノズルは、清潔で埃のない紙の縁のために特別に設計された針のように鋭く高衝撃のジェットを提供します。セラミックコア材料は、動作圧力が最大138バールでも、従来の真鍮や鋼ノズルよりもはるかに長く寸法安定性を維持できます。
sign 2: 不均一な噴霧パターンと圧力損失
2つ目の警告サインは積極的な監視が必要ですが、劣化の最も早期に検出可能な証拠を提供します。トリミングノズルの内部形状が摩耗すると、噴霧パターンは一体化した固体の流れから分散した多葉型、または扇状の排出へと移行します。
メンテナンスチームの診断方法
| 検査方法 | 頻度 | 測定すべきもの | レッドフラッグのしレッショ | ルド
|---|---|---|---|
| ビジュアルスプレーパターンチェック | 週刊 | ジェットコヒーレンス、迷い込んだ水滴 | 20cm距離での目に見える拡散 |
| 圧力降下監視 | 連続(DCS) | 入口圧力と設計圧力の違い | 基準からの>5%の逸脱 |
| エッジ幅変動 | リールあたり | 実際のトリム幅とターゲット幅の比較 | ±2mmの偏差 |
| ノズルオリフィス測定 | 月刊(オフライン) | ピンゲージ付き出口径 | >名目から10%増加 |
| 水サンプル分析 | 四半期刊 | 固形物含有量、pH、硬度 | 高くなった研磨粒子 |
実用的なヒント:エッジ品質測定と関連付けたノズル交換ログの設定を推奨します。私たちの経験では、このデータを追跡する工場は、状態監視のない固定スケジュールで稼働する工場と比べて、予定外のトリミング関連のダウンタイムを23%削減しています。
ノズルでの圧力損失は特に厄介で、オペレーターはポンプ出力を増やすことで補正することが多いです。この方法は、すでに劣化した部品の摩耗を加速させ、エネルギー消費を増加させますが、根本的な精度損失は解決しません。代わりに、精密設計された製紙・パルプ産業用高性能スプレーノズルへのタイムリーな交換が、即時の品質向上と長期的な運用コスト削減をもたらします。
sign 3: シートの破損とほこりの蓄積増加

トリミングノズル摩耗の最も高コストな症状は、エッジトリムライン付近から起因するシート破損*の測定可能な増加です。エッジ品質が劣化すると、弱まった境界がウェブが張力下で破損しやすい応力集中点を作り出します。特に乾燥部では収縮応力がピークを迎えます。
ブレイクコスト計算
1,200 m/minで動作する典型的な包装用紙機では、単一のウェブ切れが以下の結果をもたらすことがあります:
- スレッディング中の5〜12分の生産損失
- 2〜4トンの壊れた発電
- 乾燥およびサイズの中断による化学物質およびエネルギーの廃棄物
- 下流変換スケジュールにおけるカスケード遅延
1回のブレイクイベントあたり推定800〜1,500ユーロのコストで、エッジ関連の故障は年間40,000〜80,000ユーロの損失を被ることがあります。トリムシステムのメンテナンスが不十分な機械の場合です。
トリムステーション周辺のほこりの蓄積も、もう一つの特徴的なサインです。適切に機能する固体流ノズルは切断動作がクリーンかつ決定的であるため、空気中の繊維を最小限に抑えます。一方、摩耗したノズルは霧のような噴霧を発生させ、刃を切断するのではなく裂くため、大量の粉塵が発生し、追加の清掃サイクルが必要となり、閉鎖された機械ホールでの燃焼の危険性を生み出します。
当社のシャワー高圧ニードルスプレーノズル(CY27149)シリーズは、固体含有量のホワイトウォーターにさらされてもジェットの完全性を維持する最適化された内部フローパスを備えています。複数のオリフィスサイズとガスケットのオプションにより、機械の速度、ベースウェイト、トリム要件に正確にマッチングできます。
遅延ノズル交換の隠れたコスト

多くのメンテナンスマネージャーは、一見単純に見えるコストの理由からノズル交換を遅らせます。しかし、50+の製紙工場監査を通じた分析では、ノズル寿命延長による「節約」効果は隠れた運用コストによって圧倒的に相殺されていることが明らかになりました。
コスト次元分析
| コストカテゴリー | 即時の影響 | 年間インパクト(典型的な機械) |
|---|---|---|
| 品質劣化 | エッジトリム幅の増加→トリムロスの増加 | +1.5–3% 繊維廃棄物 |
| エネルギー非効率 | ポンプ負荷の増加→圧力の補償増加 | +5–8% トリミングセクションエネルギー |
| 休憩関連のダウンタイム | 巻き上げ機や乾燥機でのシートの破損 | 年間15〜30時間の未計画停車 |
| 生地とフェルトウェア | 端の破片は衣服を汚染します | -生地の生命形成における15% |
| 苦情の変換 | 顧客からのエッジ品質拒否 | 契約上の罰則の可能性 |
主要発見:標準SS316ノズルとタングステンカーバイドインサートノズルを350トン/日クラフトライナーボードミルで比較した対照研究では、プレミアムノズルは交換頻度の削減と破損事象の排除により、最初の12ヶ月で4.2倍のROIを実現しました。
要点は明確です:ノズル交換はコスト削減の機会ではなく、精密なメンテナンスの分野として扱うべきです。摩耗監視プロトコルの確立と高度な材料ノズルへの投資は、コスト、効率、品質の面で測定可能な成果をもたらします。
ノズル材料比較:いつアップグレードすべきか
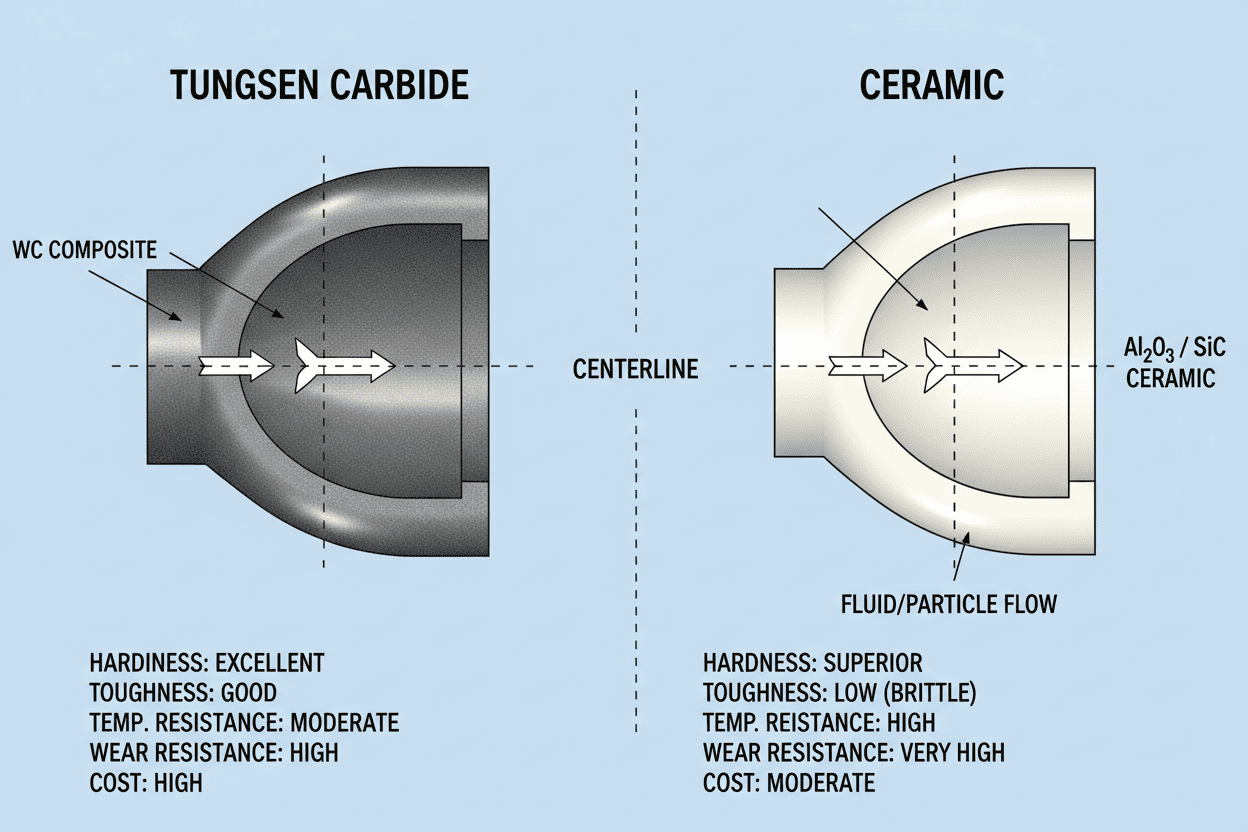
すべてのトリミングノズルが同じではありません。刃切りノズルの材料選択は、機械の動作環境、速度、品質要件を反映すべきです。
技術仕様比較
| 仕様 | 標準SS316ノズル | タングステンカーバイドインサート | セラミックオリフィスインサート |
|---|---|---|---|
| 作業圧力範囲 | 1 – 100バール | 1 – 150バール | 1 – 138バー |
| 硬度(HV) | ~200 | ~1,600 | ~2,200 |
| 典型的な運用期間 | 2〜4ヶ月 | 8〜14ヶ月 | 10〜18ヶ月 |
| オリフィス次元安定性 | 中程度の劣化 | 優れた定着率 | 優れた保持力 |
| 耐食性 | よし | 素晴らしい | スーペリア(不活性) |
| 最適アプリケーション | 低速、非研磨 | 性高速で荒々しいホワイトウォーター | プレミアムグレード、最大精度 |
| 相対コスト | 1.0倍(ベースライン) | 2.5 – 3.5x | 3.0 – 4.5x |
専門家推奨:800 m/min以上で動作する機械や、高研磨性のリサイクル繊維を処理する場合は、タングステンカーバイドまたはセラミックインサートノズルへのアップグレードを強く推奨します。追加資本コストは通常、ダウンタイムの削減やサービス期間の延長により2〜3ヶ月以内に回収されます。
製紙・パルプ産業用高性能スプレーノズルポートフォリオは、3つの材料層すべてを提供し、ミルがノズル仕様を自社の運用プロファイルに正確に合わせ、画一的な妥協を受け入れることなく対応できるようにします。
業界応用:紙のグレードを越えたエッジトリミング
ケース1:高級紙と専門品等級
ヨーロッパの高級コートファインペーパー(80〜150 gsm)メーカーは、高級印刷顧客から持続的なエッジ品質の苦情を受けました。調査の結果、SS316トリミングノズルが推奨交換間隔から4ヶ月遅れて動作していることが判明しました。
- 問題:エッジのほつれが顧客のオフセットプレスで印刷登録の問題を引き起こす
- 解決策:CY38170セラミックソリッドストリームノズルに交換;90日変更スケジュールの実施
- 結果:6ヶ月以内にエッジ関連の顧客苦情ゼロ;年間推定62,000ユーロの罰金回避および返品リールの節約
ケース2:クラフトライナーボード(リサイクル繊維)
100%リサイクルクラフトライナーボードを1,100 m/minで運用する大手アジアの包装メーカーは、エッジの弱さに起因する巻揚器で慢性的なウェブ破損に直面しました。
- 問題:非常に摩耗性の強いリサイクル繊維含有量によるノズル摩耗が加速;休憩は週に2〜3回
- 解決策:高固形物含有量に最適化されたオリフィス形状を備えたタングステンカーバイドインサートニードルノズルへのアップグレード
- 結果:ブレーク周波数が85%減少;ノズル交換期間は6週間から10か月に延長されました。年間ダウンタイム節約額は€118,000
ケース3:ティッシュ&タオルの生産
北米のティッシュメーカーはトリムステーション周辺のほこりの蓄積に苦慮し、家事や火災リスクの懸念を生み出しました。
- 問題:ノズルの摩耗により、きれいな切断ではなく過剰なアトミゼーションが生じる;内部安全閾値を超える粉塵レベル
- 解決策:一次刃の切断にはディスクフラットファンノズルCCTCシリーズの設置、最終的なエッジの明確化のために精密なソリッドストリームトリムノズルを補完する
- 結果:測定される粉塵レベルが68%減少;予定外の掃除サイクルの排除、職場安全コンプライアンスの向上
クロスグレードの洞察:ノズルのトリミングの具体的な症状は紙のグレードによって異なりますが、根底にあるメカニズムである「オリフィス劣化によるスプレーパターン拡散」は一貫しています。重要なのは、ノズルの仕様とメンテナンスプロトコルを運用の現実に一致させることです。
FAQ: 製紙工場ノズルのメンテナンス
トリミングノズルはどのくらいの頻度で交換すべきでしょうか?
交換間隔は、操作圧力、繊維含有量、機械速度によって異なります。一般的なガイドラインとして:標準SS316ノズルは2〜4ヶ月ごとに交換;タングステンカーバイドは8〜14ヶ月ごとに挿入します。セラミックインサートは10〜18ヶ月ごとに挿入します。ただし、経過時間だけに頼るのではなく、状態ベースのモニタリングを導入することを推奨します。開口径を毎月測定し、拡大が標準の10%を超えたら交換してください。
紙機械のトリミングノズルの摩耗は何が原因なのでしょうか?
主な摩耗メカニズムは以下の通りです:(1) 繊維、充填材、リサイクル素材が高速でオリフィスを通過することによる研磨侵食;(2) 激しいホワイトウォーター化学による腐食;および(3) 極端な圧力差下でのキャビテーション損傷。リサイクル繊維の用途は、研磨含有量が高いため、バージンファイバーに比べて一般的に30〜50%の摩耗を加速させます。
ノズルの摩耗は製紙機の速度に影響を与えるのか?
はい、間接的に。ノズルの摩耗は機械的な速度を制限しませんが、破断頻度の増加と刃の品質劣化により、運転能力を維持するために速度を落とさざるを得なくなることが多いです。トリムノズル交換によって信頼性の高いエッジの完全性を回復し、速度が5〜10%向上した事例が記録されています。
スプレーパターンの劣化はどうやって測定すればいいですか?
最も簡単な方法は静的噴霧試験です。ノズルを取り外し、噴霧をキャッチメント容器に導き、設計圧力下でのジェットコヒーレンスを観察します。健康な固体の流ノズルは、最小限の流落水滴で単一の緊密なジェットを生成します。あるいは、一部の工場ではレーザーを使ったスプレー分析装置を設置し、生産を中断せずに連続的かつ定量的なパターン監視を提供します。
紙の端切りノズルはどの圧力で動作すべきでしょうか?
典型的な動作圧力は、軽量グレード(ティッシュ、細紙)では20バール、重い板材グレードや高速用途では100〜150バールまでの範囲です。重要なのは設定値の±3%以内の圧力を一定に保つことです。ポンプの摩耗、フィルターの詰まり、ノズル劣化などによる圧力変動は、サービス要件が近づく際に最初に検出される症状であることが多いです。
結論:エッジの品質を守る
不均一な紙の端は単なる外観上の欠陥ではなく、高コストな運用劣化の早期警戒システムです。 ノズルの切り取りの三つの重要な兆候(目に見えるエッジのほつれ、噴霧パターンの劣化、破損やほこりの増加)を認識することで、保守チームは反応的な消火から積極的な精密管理へと移行できます。
財務的な理由は説得力があります。体系的なノズル摩耗監視を実施し、先進材料ノズルに投資する工場は、ダウンタイムの削減、エネルギー消費の低減、製品品質の向上により、初年度で4〜6倍のROIを一貫して報告しています。
Yuechen Precisionでは、製紙・パルプ産業向け高性能スプレーノズル用途を専門としています。ワイヤーやフェルトクリーニング用の高圧ニードルノズルから、エッジトリミング用の精密なソリッドストリームノズルまで、当社の全ラインナップは、従来の代替品よりも最大10倍の寿命を誇るタングステンカーバイドおよびセラミック技術で設計されています。
エッジ関連の品質問題を解消する準備はできていますか? [当社のアプリケーションエンジニアリングチームにご連絡ください。(https://www.nozzle-intellect.com/contactUs.html) お客様の機械構成、ファイバー混合、品質目標に合わせた無料のノズル仕様監査をご利用ください。最適なノズル素材、オリフィスサイズ、メンテナンス手順を教えて、エッジをきれいにし、ブレイクを最小限に抑え、お客様に満足してもらうようサポートします。