





2026年製紙業界ノズル調達チェックリスト:すべてのエンジニアが知っておくべき5つの重要な指標
学べること: 製紙機のウェットエンド、コーティング、保湿、クリーニング用途向けの産業用スプレーノズルを評価する方法。これらは稼働時間、シート品質、総所有コストに直接影響する5つの実証済みのパフォーマンス指標を用いています。
- 1. 1.はじめに:なぜノズル選択が予期せぬダウンタイムの30%を依然として引き起こすのか
- 2. 2.指標#1:可変圧力下での流量安定性(±5%許容)
- 2.1. 2.1 なぜこれが製紙製造において重要なのか
- 2.2. 2.2 工学的現実:圧力≠直線的な流れ
- 2.3. 2.3 調達仕様言語
- 3. 3.指標#2:ウェブ幅全体のスプレーパターンの均一性(CV <15%)
- 3.1. 3.1 パターンの均一性の定義
- 3.2. 3.2 フィールドデータ:非均一パターンの原因
- 3.3. 3.3 展開前にパターンの均一性をテストする方法
- 4. 4.指標#3:耐摩耗材料と総所有コストの比較
- 4.1. 4.1 製紙業界ウェアチャレンジ
- 4.2. 4.2 総所有コスト(TCO)計算
- 4.3. 4.3 材料選択表
- 4.4. 4.4 調達仕様言語
- 5. 5.指標#4:高固形物ホワイトウォーターシステムにおける詰まり耐性
- 5.1. 5.1 なぜ紙の申請は詰まりやすいのか
- 5.2. 5.2 詰まり耐性を高める設計特徴
- 5.3. 5.3 フィールド検証:詰まり率テスト
- 5.4. 5.4 調達仕様言語
- 6. 6.指標#5:コーティング用途における蒸気および化学的適合性
- 6.1. 6.1 物質的な互換性は譲れない理由
- 6.2. 6.2 材料適合マトリックス
- 6.3. 6.3 現実世界の失敗例
- 6.4. 6.4 調達仕様言語
- 7. 7.調達決定マトリックス
- 8. 8.エンジニアがよく犯す仕様ミス
- 8.1. ミス #1:流量と噴霧角度のみを指定した
- 8.2. 誤り#2:独立した検証なしにカタログデータを信用すること
- 8.3. ミス #3:TCO分析なしに最も低コストのノズルを選ぶ
- 8.4. 誤り#4:マルチノズルアレイにおけるノズル間重複を無視すること
- 8.5. ミス#5:設置方向許容差の明記不行
- 8.6. 誤り #6:スラリーの研磨性だけで材料を指定すること
- 9. 9.よくある質問
- 9.1. Q1: 一般的な産業用スプレーノズルは紙の用途に使えますか?
- 9.2. Q3: 機械全体でノズルタイプを一つに統一すべきでしょうか?
- 9.3. Q4: 新しいノズル設計を導入する前にテストする最良の方法は何でしょうか?
- 9.4. Q5: 既存のノズルヘッダーに高性能ノズルを後付けできますか?
- 9.5. Q6: カーバイドノズルへのアップグレードのROIはどう計算すればいいですか?
- 9.6. Q7: ノズルサプライヤーにどのような書類を要求すべきですか?
- 9.7. Q8: エアアトマイズングノズルはコーティングにかかる圧縮空気コストに見合うのか?
- 10. 10.結論と次の行動
- 10.1. 即時の行動項目
- 10.2. 私たちが助けられる方法
1.はじめに:なぜノズル選択が予期せぬダウンタイムの30%を依然として引き起こすのか
北米やヨーロッパの製紙工場での調査では、スプレーノズルの故障が、摩耗、詰まり、噴霧パターンの不均一さなどによるもので、予期せぬウェットエンド停止時間の約30%を占めていることを記録しています。根本原因はノズル自体であることは稀です。これは、調達時の動作条件とノズル仕様のミスマッチです。
本ガイドは、コーティングライン、旧セクション、洗浄システムの現場データを統合し、製紙環境におけるノズル性能を予測する5つの測定可能な指標を提示します。一般的な産業用スプレーガイドとは異なり、私たちは紙特有の課題に特化しています。例えば、2〜8%の安定性を持つホワイトウォーターの再循環、高速ウェブ速度(1,200〜2,000 m/min)、厳格な水分プロファイル許容範囲(±2% CD)、そしてグレード間の迅速な切り替えの必要性です。
これらの指標の違いは何でしょうか: それぞれの指標は、メーカーのマーケティング主張ではなく、実際の紙機械性能データに基づいて導き出された閾値を持っています。本格的な展開前にこれらの指標をどのようにテストするか、またサプライヤーに責任を持たせる調達仕様書の作成方法も学べます。
最終的には、2026年の資本およびMRO予算に即座に適用できる意思決定マトリックスが完成します。
2.指標#1:可変圧力下での流量安定性(±5%許容)
2.1 なぜこれが製紙製造において重要なのか
製紙機の油圧システムは、ほとんどの場合一定の圧力を保ちません。ポンプの摩耗、他ゾーンからの同時需要、ホワイトウォーターの固形物含有量の変動により、圧力変動±10〜20 PSIが生じます。この圧力範囲でノズル流量が±5%以上変動すると、以下のことがわかります:
- CD水分条*(コーティング重量の変動>3%)
- 線材の不均一な繊維マット形成
- 再湿点または乾燥スポット*はプレスセクションにあります
現場測定によると、40〜60 PSIで動作し流量安定性±5%のコーティングノズルは、CDコーティングの重量プロファイルを±2 g/m²以内に達成します。流量の変動が±8%を超えるノズルは、± g/m²を超えるプロファイルとなり、品質保持を引き起こします。
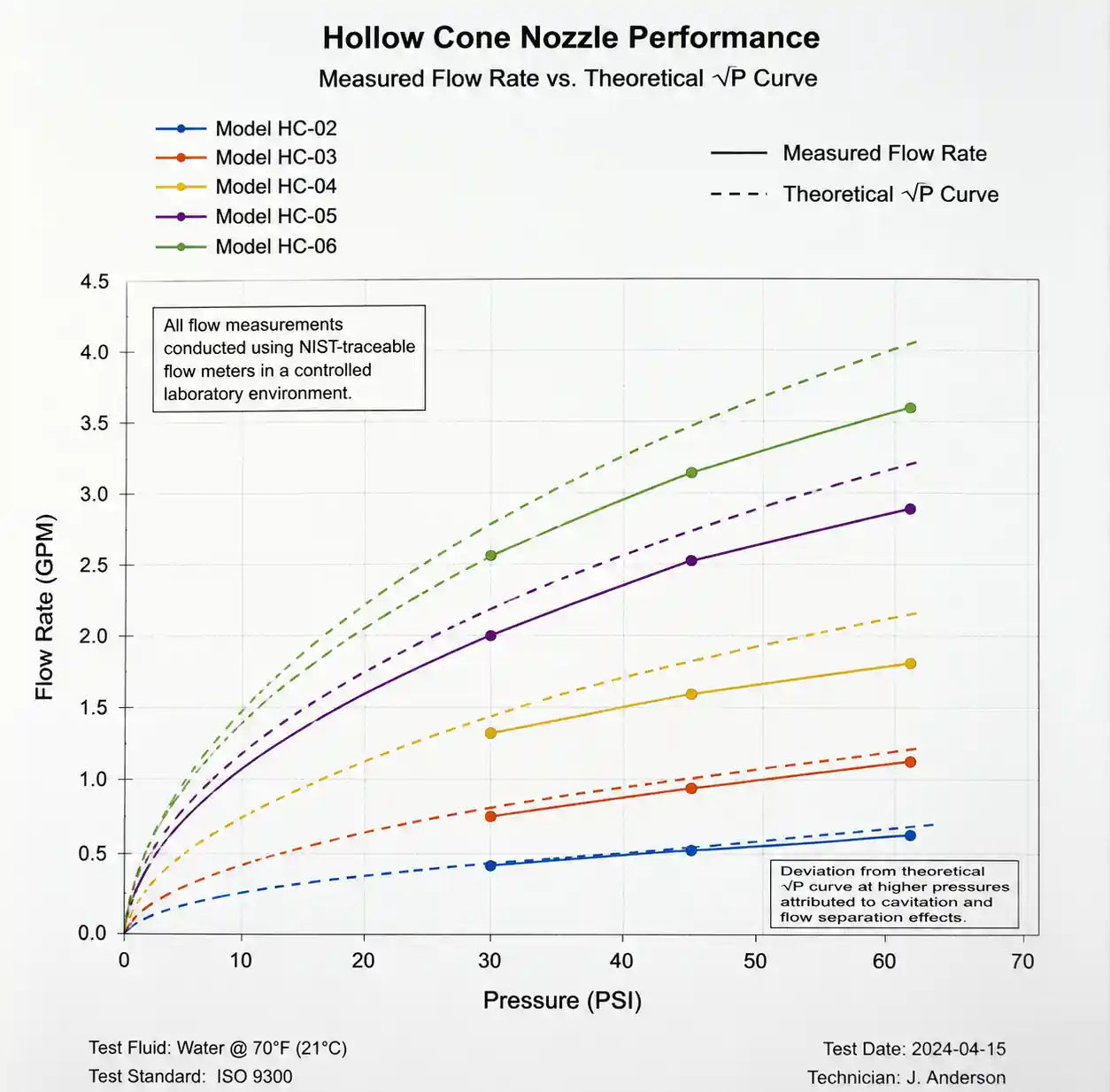
2.2 工学的現実:圧力≠直線的な流れ
ほとんどのエンジニアは平方根関係を知っています:Q = k√P。しかし、論文の応用では、ノズル内部形状(特に中空円錐設計の渦室)は理想的でない挙動を引き起こします。私たちは30、45、60 PSIで5種類の中空コーンノズルをテストしました。3つは低圧での流れ分離と高圧でのキャビテーションによる理論曲線からの12%の>流れ偏差を示しました。
実用試験: 最低、公称、最大運転圧力の需要流量データ。変動係数(CV)を計算します。CV>5%のノズルは、工程がその変動に耐えられない限り、拒否してください。
2.3 調達仕様言語
RFQに以下を含めてください:
「供給者は、30、45、60 PSI(または動作範囲±20%)で、20°Cの水を使用して認証された流量試験データを提供しなければならない。 レンジ全体での流量変動は名目通りの±5%を超えてはなりません。試験報告書には、NISTまたは同等の機関に追跡可能な流量測定装置のオリフィス直径、試験流体粘度、および校正証明書が含まれなければなりません。」
これにより、サプライヤーはカタログ曲線ではなく実際のデータを提供する義務があります。
3.指標#2:ウェブ幅全体のスプレーパターンの均一性(CV <15%)
3.1 パターンの均一性の定義
スプレーパターンの均一性は、スプレーコーンやファン内で液体がどれだけ均等に分布しているかを示します。紙の申請では、均一性の低さが以下の原因となります:
- カレンダーの詰まり(高密度ゾーンでのコーティング積み重ね)
- ランビリティの問題(湿気不足の端でウェブが切れること)
- 不透明度変動(散布不足ゾーンでの繊維フロックレーション)
均一性は、目標距離の噴霧幅にわたって測定された衝撃圧力の変動係数(CV)を用いて定義します。ほとんどのコーティングや保湿用途ではCV <15%が許容範囲です。CV >20%は許容できません。
3.2 フィールドデータ:非均一パターンの原因
スプレーブースのテストと水感性紙の分析から、主な原因は3つ特定されました。
-
オリフィスエッジの加工公差: バリや楕円形のオリフィスはスプレーをはじきます。<0.005mmの公差で加工されたオリフィスではCVが8〜12%となります。>0.015mmのオーリフィスはCVが18〜25%となります。
-
渦室非対称性: 中空円錐およびフルコーンノズルは接線型の入口に依存します。入口ポートが等間隔でなかったり、同じ大きさでない場合、渦はバランスが崩れています。22°非対称性を持つ洋上ノズル1本を測定し、CVは31%となりました。
-
下流干渉: ノズルをウェブや他のノズルに近づけすぎると噴霧が歪みます。ウェブからのスプレー角度の少なくとも1.5倍の距離を保ちましょう。
3.3 展開前にパターンの均一性をテストする方法
水感性紙法: 水感性紙を作動距離の噴霧に対して垂直に取り付けます。0.5〜1秒間スプレーします。紙をスキャンし、ImageJまたは同等のツールを使ってピクセル強度を解析します。標準偏差とCVを計算してください。
パターネーター方式: スプレー幅に20〜40セグメント分のセグメント化された収集トレイを使用します。30秒間スプレーを集め、セグメントごとの体積を測定し、CVを計算します。
受け入れ基準: CV <コーティングおよび湿潤用15%)、洗濯および洗浄用CV <20%(絶対均一性があまり重要でない)。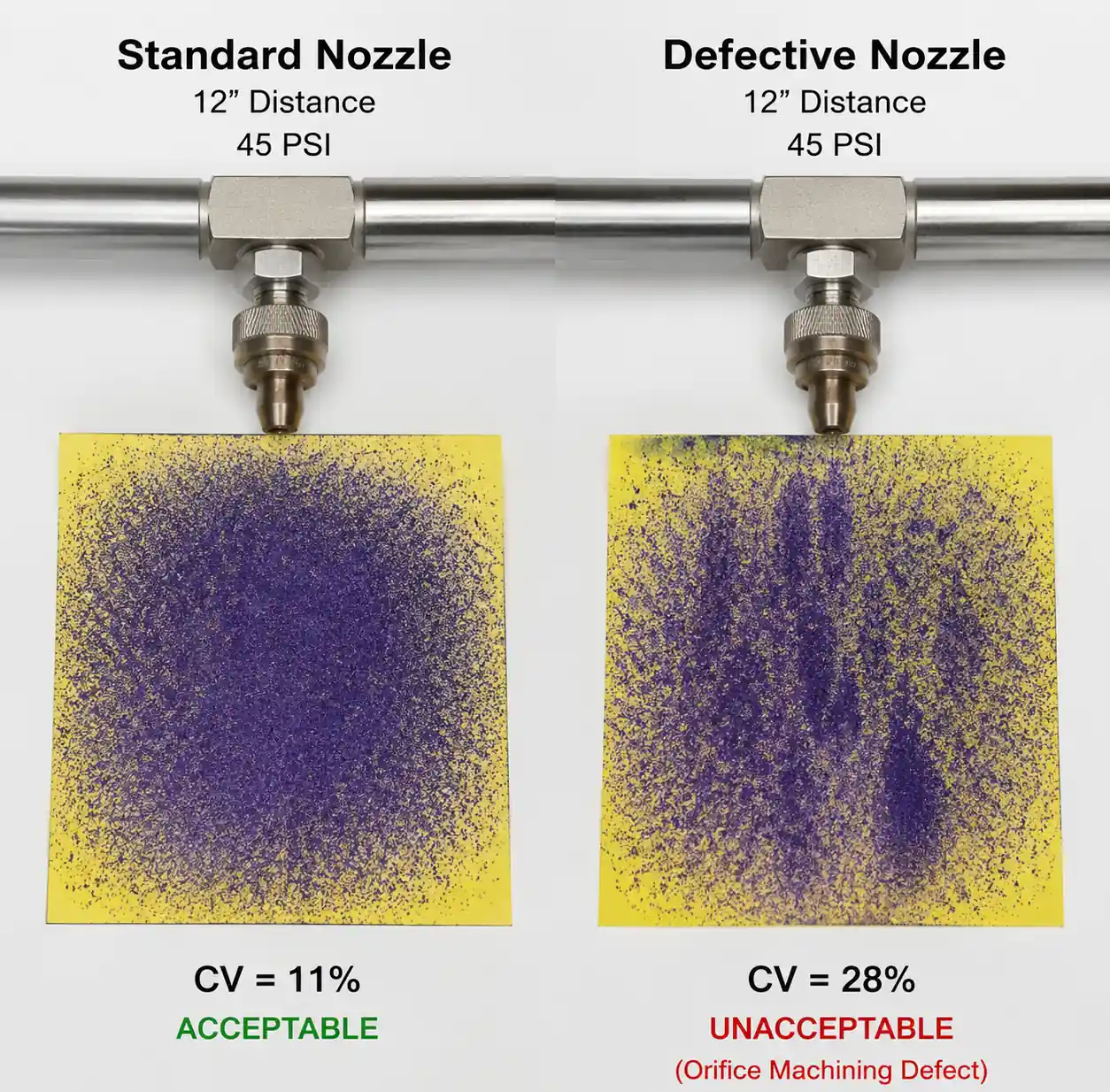 ### 3.4 調達仕様言語 >「ノズルスプレーパターンの均一性は変動係数(CV)を達成しなければならない」指定された取り付け距離で、最小20個の集水セグメントを持つパターネーターで測定した場合、<15%です。供給者は生データおよび計算方法を含む試験報告書を提出しなければなりません。」
### 3.4 調達仕様言語 >「ノズルスプレーパターンの均一性は変動係数(CV)を達成しなければならない」指定された取り付け距離で、最小20個の集水セグメントを持つパターネーターで測定した場合、<15%です。供給者は生データおよび計算方法を含む試験報告書を提出しなければなりません。」
4.指標#3:耐摩耗材料と総所有コストの比較
4.1 製紙業界ウェアチャレンジ
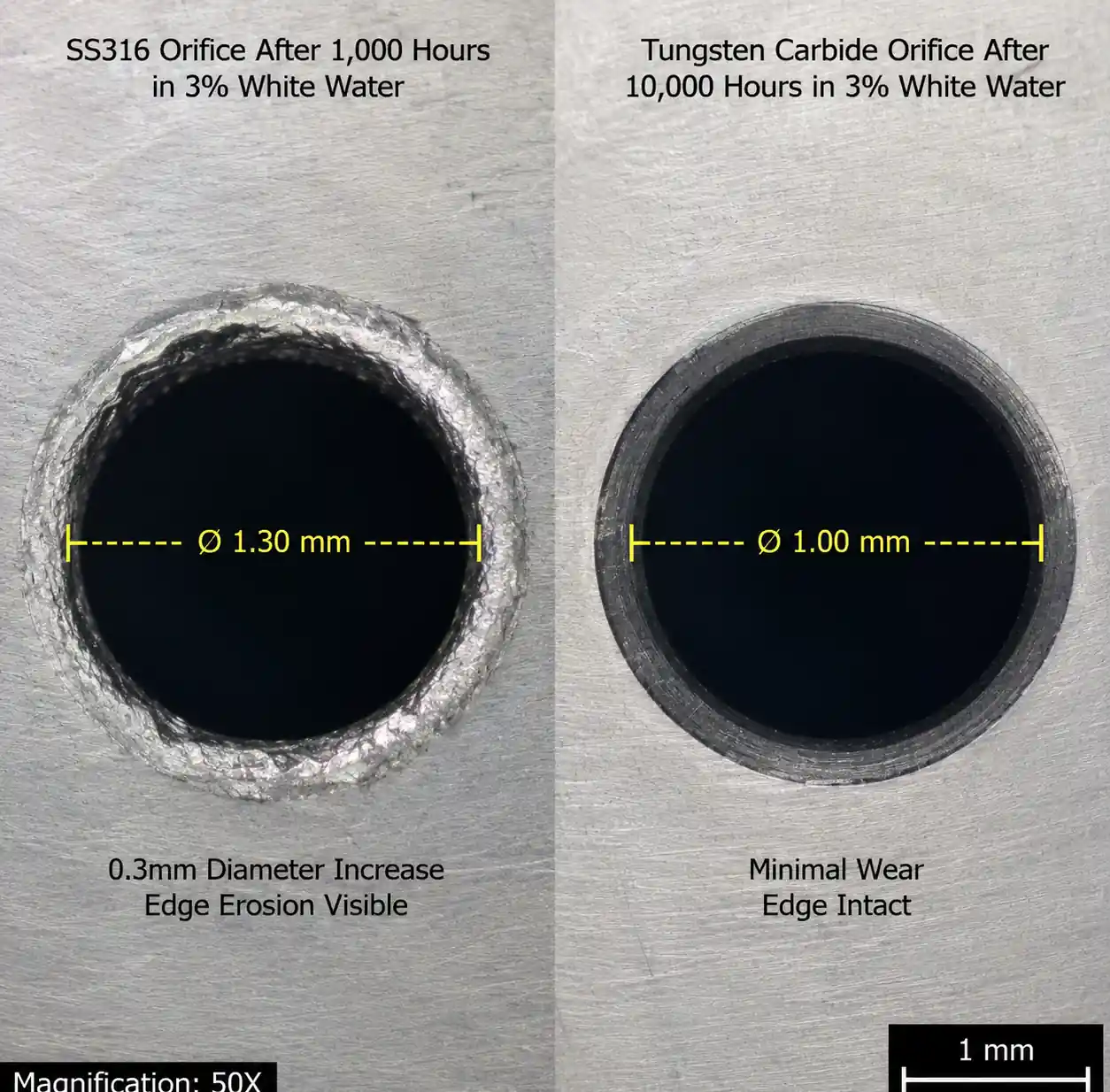
ホワイトウォーターシステムには炭酸カルシウム充填剤、断線繊維、研磨性スラリーとして働くコーティング顔料が含まれています。たとえ小速度(5〜8 m/s)でも、これらの粒子はノズル内部を侵食します。オリフィスが拡大すると流量が増加し、噴霧角度が狭まり、パターンの均一性が低下します。
3つの製粉所のメンテナンス記録から、以下のことが分かりました:
- ステンレス製316ノズル: 流量ドリフトが+10%を超えるまで800〜1,200時間の運転時間
- 硬化鋼(HRC 60+): 2,000〜3,000時間
- タングステンカーバイド: 8,000〜12,000時間
- 炭化ケイ素: 10,000〜15,000時間(ただし脆く、圧力スパイクによるひび割れやすさ)
4.2 総所有コスト(TCO)計算
購入価格はTCO(総収入)の20〜30%に過ぎません。実際のコストは以下の通りです:
TCO(購入価格+設置作業費)+(交換頻度×ダウンタイムコスト)+(性能低下による品質損失)
40ノズルのコーティングラインが年間340日、1日20時間稼働する場合の2つのシナリオを比較しましょう。
| 素材 | 単価 | 運用期間(時間) | 交代選手/年数 | ダウンタイム/代替 | 年間総費用 |
|---|---|---|---|---|---|
| SS316 | 35ドル | 1,000 | 6.8 | 30分 | $2,380 + $8,160 = $10,540 |
| タングステンカーバイド | $185 | 10,000 | 0.68 | 30分 | $12,580 + $816 = $13,396 |
分析: このシナリオでは、交換頻度が増えているにもかかわらずSS316は安く見える。しかし、このモデルでは品質損失は省略されています。800〜1,000時間の間に、摩耗したSS316ノズルはコーティング重量の変動を生み出し、廃棄物を0.3%増加させます。300トン/日生産のラインで800ドル/トンの場合、68日=品質関連損失で48,960ドル×1日あたり720ドルになります。
調整後TCO:
- SS316:$10,540 + $48,960 = $59,500
- タングステンカーバイド:$13,396 + $4,896(エクスポージャーの10%)=$18,292
カーバイドは年間41,208ドルを節約できる。
4.3 材料選択表
| 素材 | 硬度 | 相対的な摩耗寿命 | コスト倍 | ベストアプリケーション | 制限事項 |
|---|---|---|---|---|---|
| SS316 | HRC 25 | 1× | 1× | 清浄な水、低固形物(<0.5%) | ホワイトウォーターでの急速摩耗 |
| 硬化鋼 | HRC 60 | 2.5× | 1.8× | 中程度の固形物(0.5–2%) | まだ擦れるので、監視が必要です |
| タングステンカーバイド | HRA 89 | 10× | 5× | 高固形物(2〜8%)、研磨性顔料 | 初期費用が高い |
| カーバイド化学 | HRA 94 | 12× | 6× | 極端な摩耗、酸性メディア | ブリトル;圧力の急上昇を避ける |
| セラミック(Al₂O₃) | HRA 85 | 8× | 4× | スラリーのコーティング、中程度の衝撃 | カーバイドより破砕靭性が低い |
重要な洞察: 固形物>2%のホワイトウォーターシステムでは、カーバイドまたはセラミックはダウンタイムの削減と品質損失の削減により4〜8ヶ月で回収できます。
4.4 調達仕様言語
「ノズル濡れた部品は、タングステンカーバイド(最低HRA 89のWC-COグレード)またはシリコンカーバイド(焼結SiC、最低HRA 94)で製造される。供給者は、3%濃度のホワイトウォーターを50 PSIで噴霧した場合、材料認証および期待寿命を数時間以内に提供しなければならない。」
5.指標#4:高固形物ホワイトウォーターシステムにおける詰まり耐性
5.1 なぜ紙の申請は詰まりやすいのか
ホワイトウォーターの再循環は以下のものをもたらします:
- 繊維束: 2–5 mm長のセルロース集合体
- コーティング凝集物:炭酸カルシウムまたは最大1mmまでの粘土クラスター
- 微生物バイオフィルム: 低速ゾーンに蓄積するスライム
特に直径<2mmのノズルは脆弱です。渦腔に単一の繊維束が詰まると、流れが40%減少したり、オリフィスを完全に塞いだりします。
4つの製粉所のメンテナンスログによると、詰まりの原因は以下の通りです:
- ノズル関連サービスコールの15〜25%
- 平均応答時間:45分(シャットダウン、ノズル取り外し、清掃、再取り付け、再起動を含む)
- 1件あたりのコスト:$1,200–$2,500(ダウンタイム+労働)
5.2 詰まり耐性を高める設計特徴
1.オリフィス直径≥2.5 mm: オリフィス付きノズル≥2.5 mmは製紙工場の白水で詰まることは稀です。より細かい霧化が必要な場合は、液体通路が大きいエアアトマイズノズルを使いましょう。
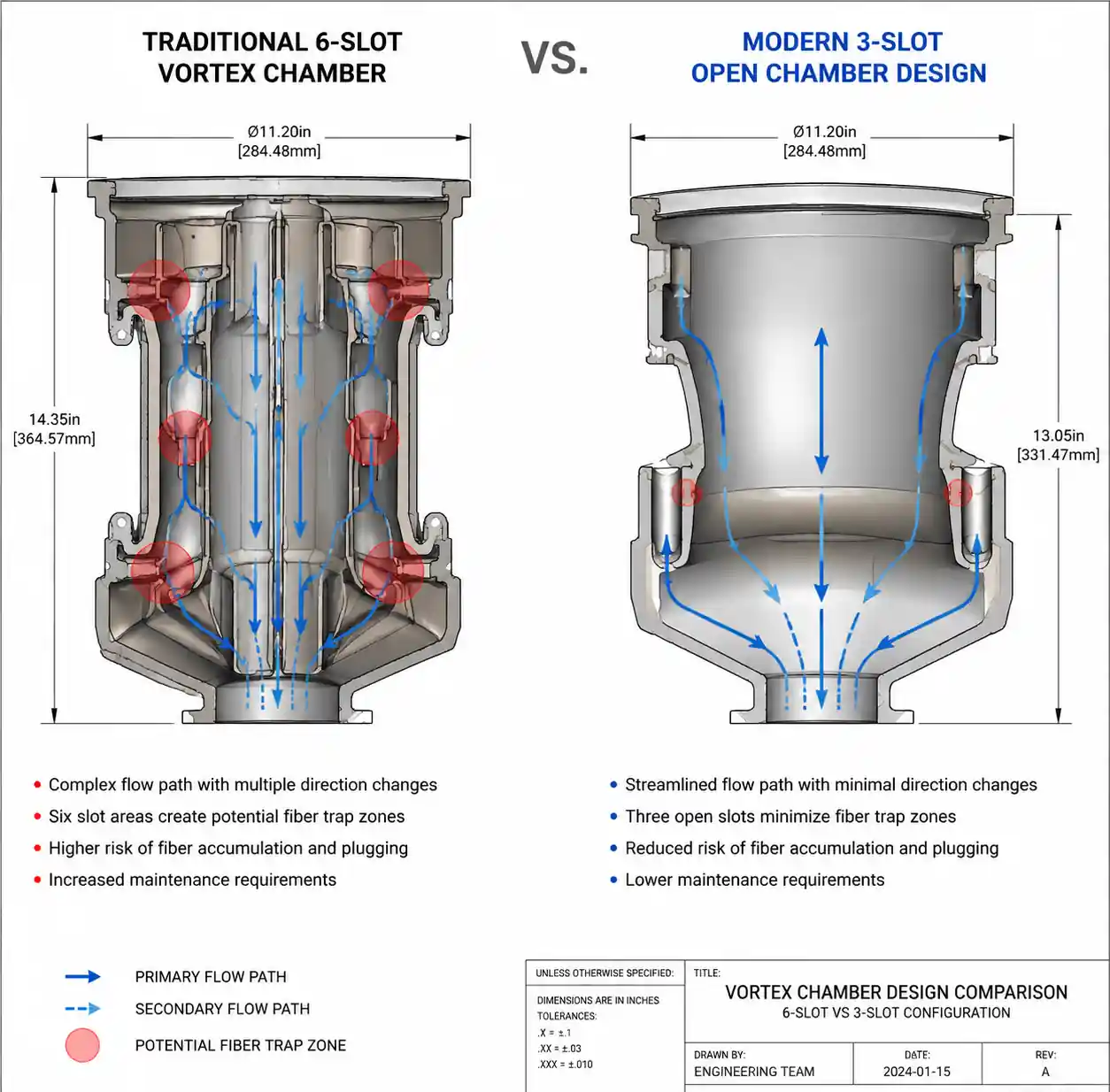
2.オープンボルテックスチャンバー設計: 従来の中空コーンノズルは繊維を捕捉する接線スロットを使用します。入口が少なく大きな「オープンチャンバー」設計は、詰まり頻度を60〜70%削減します。
3.自己洗浄オリフィスの形状: 一部のフルコーン設計にはテーパードオリフィスが特徴で、局所的な速度スパイクを作り出し、詰まった粒子の排出を助けます。
4.適切なサイズのインラインストレーナー: ストレーナーメッシュは最小ノズル開口径の60〜70%であるべきです。2.5mmのオリフィスには40〜50メッシュ(1.5〜1.75mmの開口部)を使用します。細かいメッシュはノズル自体よりも早く詰まります。
5.3 フィールド検証:詰まり率テスト
ノズル設計を決める前に、ホワイトウォーターシステムで200時間の試験を行ってください。測定:
- 平均詰まり間隔時間(MTBC): 許容性能の目標>500時間
- 清掃後の流量回復: 元の流量の3%以内に戻るべき
- 時間とともに圧力降下が増加する: 徐々に蓄積することは、完全な詰まりがなくても内部に汚れがあることを示します
あるミルは1.5mmのボルテックスノズル(MTBC = 120時間)から3.0mmのフルコーンノズル(MTBC = 1,200時間)に切り替えました。年間の詰まりによるダウンタイムは68時間から6時間に減少し、年間24万ドルの節約となりました。
5.4 調達仕様言語
「ノズルは直径≥2.5mmのオリフィスと、3つ以内の接線型入口スロットを持つ開放型渦腔設計を備えること。供給者は、ホワイトウォーターでの試験による平均詰まり間隔(MTBC)データを2〜4%の一貫性で提供するか、200時間の現場検証用の試験単位を提供する必要があります。」
6.指標#5:コーティング用途における蒸気および化学的適合性
6.1 物質的な互換性は譲れない理由
塗料やサイズのプレスノズルは、しばしば以下を扱います:
- 熱帯コーティングスラリー: 60–80°C(140–176°F)
- 酸性pH修飾剤: pH 3–5(クエン酸、リン酸)
- アルカリ性洗浄薬剤: pH 11–13(水酸化ナトリウム、炭酸ナトリウム)
- 蒸気凝縮水: 溶存酸素とCO₂が炭酸を生成します
不適合材料は3つのモードで故障します:
- 化学攻撃: 酸はステンレス鋼溶接を溶かす;アルカリがアルミニウムを攻撃します
- 熱応力亀裂: 急速な温度サイクル(20°C → 80°C → 20°C)により金属が疲労し、セラミックスが亀裂します
- ガルバニ腐食: 異種金属(例:真鍮本体+SS316インサート)は電解コーティング流体の界面で腐食します
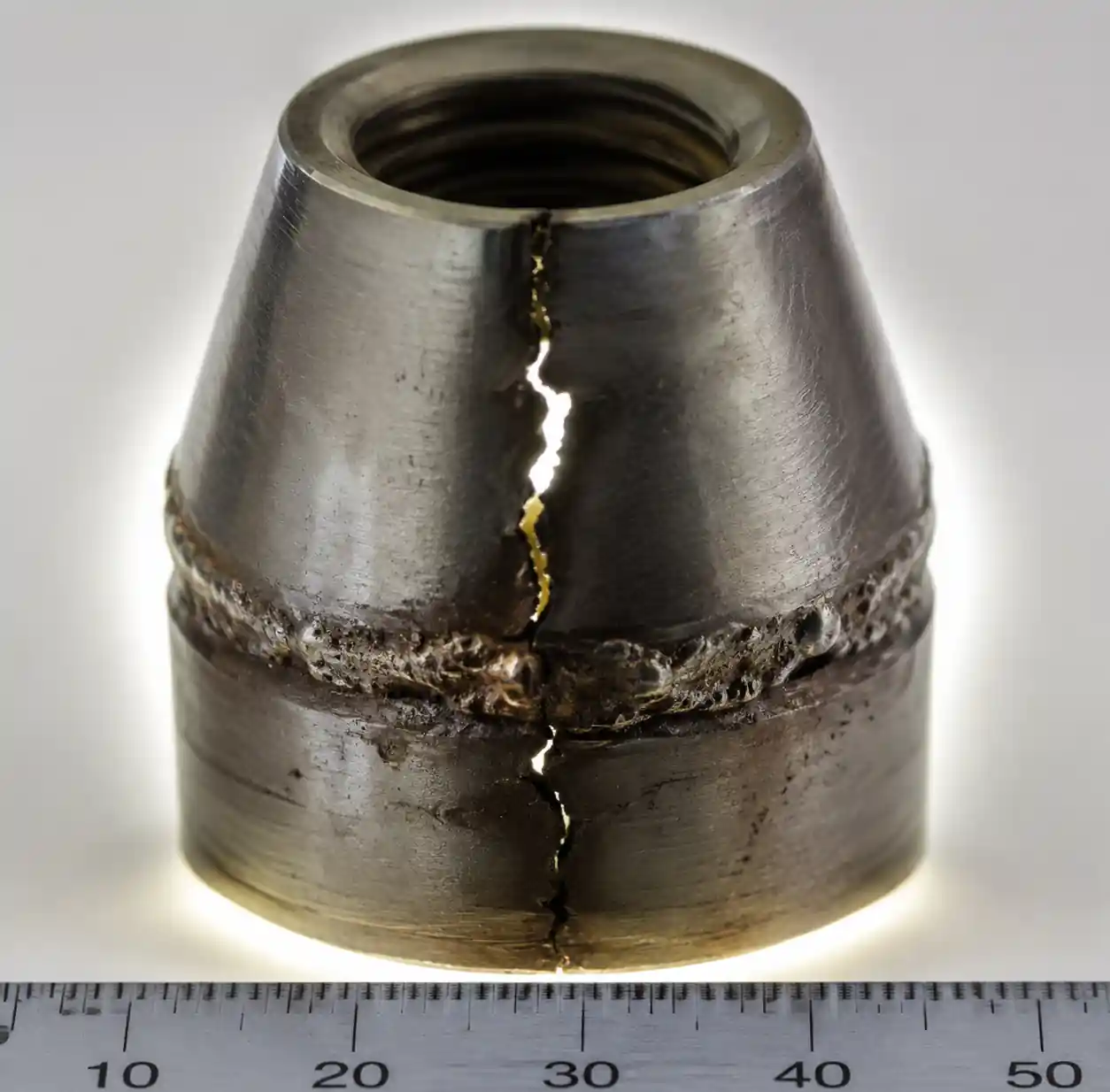
35枚のコーティングノズルの破壊解析によると、早期故障(予想される摩耗寿命前のもの)の60%は研磨摩耗ではなく化学的または熱的損傷によるものでした。
6.2 材料適合マトリックス
| 化学物質/状態 | SS316 | ハステロイC | タングステンカーバイド | SiCセラミック | PTFE内地 |
|---|---|---|---|---|---|
| pH 3–5(弱酸)、70°C | フェア(ピットリスク) | 素晴らしい | 素晴らしい | 素晴らしい | よし |
| pH 11–13(苛性)、80°C | よし | 素晴らしい | 良い(コバインダーが攻撃) | 素晴らしい | 素晴らしい |
| 塩化物 >500 ppm | かわいそうに | 素晴らしい | よし | 素晴らしい | 素晴らしい |
| 蒸気(180°C) | 良い(ストレス解消が必要) | 素晴らしい | 素晴らしい | 公平(熱衝撃リスク) | おすすめしません |
| 研磨性 + 酸性 | かわいそうに | 素晴らしい | 素晴らしい | 素晴らしい | かわいそうに |
重要な洞察: 研磨性顔料とpH<6を塗布する場合は、コバルト結合剤<6%)を含むタングステンカーバイド、または耐腐食性ハウジングを持つシリコンカーバイドを指定してください。
6.3 現実世界の失敗例
ミルは標準的なSS316中空コーンノズルを事前に計量されたコーティングシステムに設置しました。コーティング化学成分にはクエン酸(pH 4.2)と炭酸カルシウム35%が含まれ、75°Cで使用されました。 400時間後、ノズルは以下の通りでした:
- 溶接継ぎ部の粒間腐食
- 流量増加18%(腐食+摩耗によるオリフィス拡大)
- パターン歪み(非対称渦室侵食)
ハステロイC-276ノズルに交換することで腐食は解消されました。使用期間は8,000時間を超え、摩耗のみが特徴でした。
6.4 調達仕様言語
「ノズル材料は、pH [X]および[Y]°Cにおいて[特定の化学名]と最低5,000時間の運転時間にわたり適合性を証明しなければなりません。供給者はASTM G48(ピッティング)またはASTM G31(浸漬)または同等のISO規格に従って腐食試験データを提供するか、材料性能を文書で保証する義務があります。」
7.調達決定マトリックス
このマトリックスを使って、アプリケーションの要件を特定のノズル仕様に変換してください:
| 応用ゾーン | 流量安定性 | パターン均一性 | 素材 | 詰まり耐性 | 化学的適合性 | 推奨ノズルタイプ |
|---|---|---|---|---|---|---|
| ウェットエンドシャワー(ワイヤークリーニング) | ±10% OK | 履歴書 <20% | SS316 | 高値(3.0+ mm) | 中性水 | 完全な円錐形、大きな開口部 |
| 事前計測コーティング | ±3%必要条件 | 履歴書 <12% | タングステンカーバイド | 中(2.5 mm) | 酸性スラリー | 中空円錐、硬化 |
| サイズをプレスして湿らせる | ±5%必要条件 | 履歴書 <15% | SS316または陶器 | 中(2.5 mm) | でんぷん、マイルドアルカリ | フラットファンかフルコーンか |
| カレンダーの湿り | ±5%必要条件 | 履歴書 <10% | SS316 | 低(微細原子化OK) | 清水+蒸気 | 空気アトマイジング |
| 破れた胸の希釈 | ±15% OK | 履歴書 <25% | SS316 | 非常に高い(5.0+ mm) | 中性、高固体 | オープンジェットまたは広角円錐 |
このマトリックスの使い方:
- アプリケーションゾーン(行)を特定する
- 必要な性能閾値(列2〜6)に注意
- 推奨ノズルタイプ(7列目)との照合
- セクション2から6の仕様言語を使ってRFQをカスタマイズする
8.エンジニアがよく犯す仕様ミス
ミス #1:流量と噴霧角度のみを指定した
問題点: 同じ流量と角度を持つ2つのノズルは、均一性、摩耗寿命、詰まり耐性などで大きく異なることがあります。
解決策: このガイドの5つの指標のうち少なくとも4つを必ず指定してください。
誤り#2:独立した検証なしにカタログデータを信用すること
問題点: カタログ流量曲線は、理想的な条件下で20°Cの清水で生成されることが多いです。熱い流体、粘性流体、または粒子を含む流体での実際の性能は10〜30%異なります。
解決策: 自社の運用条件で認証済みテストデータを要求するか、正式発注前に試験機を要求してください。
ミス #3:TCO分析なしに最も低コストのノズルを選ぶ
問題点: 6ヶ月ごとに故障する30ドルのノズルは、5年も使える150ドルのノズルよりも高くつく。
解決策: セクション4.2のTCO式を用いてください。ダウンタイムコスト、品質損失、労働力も含めてください。
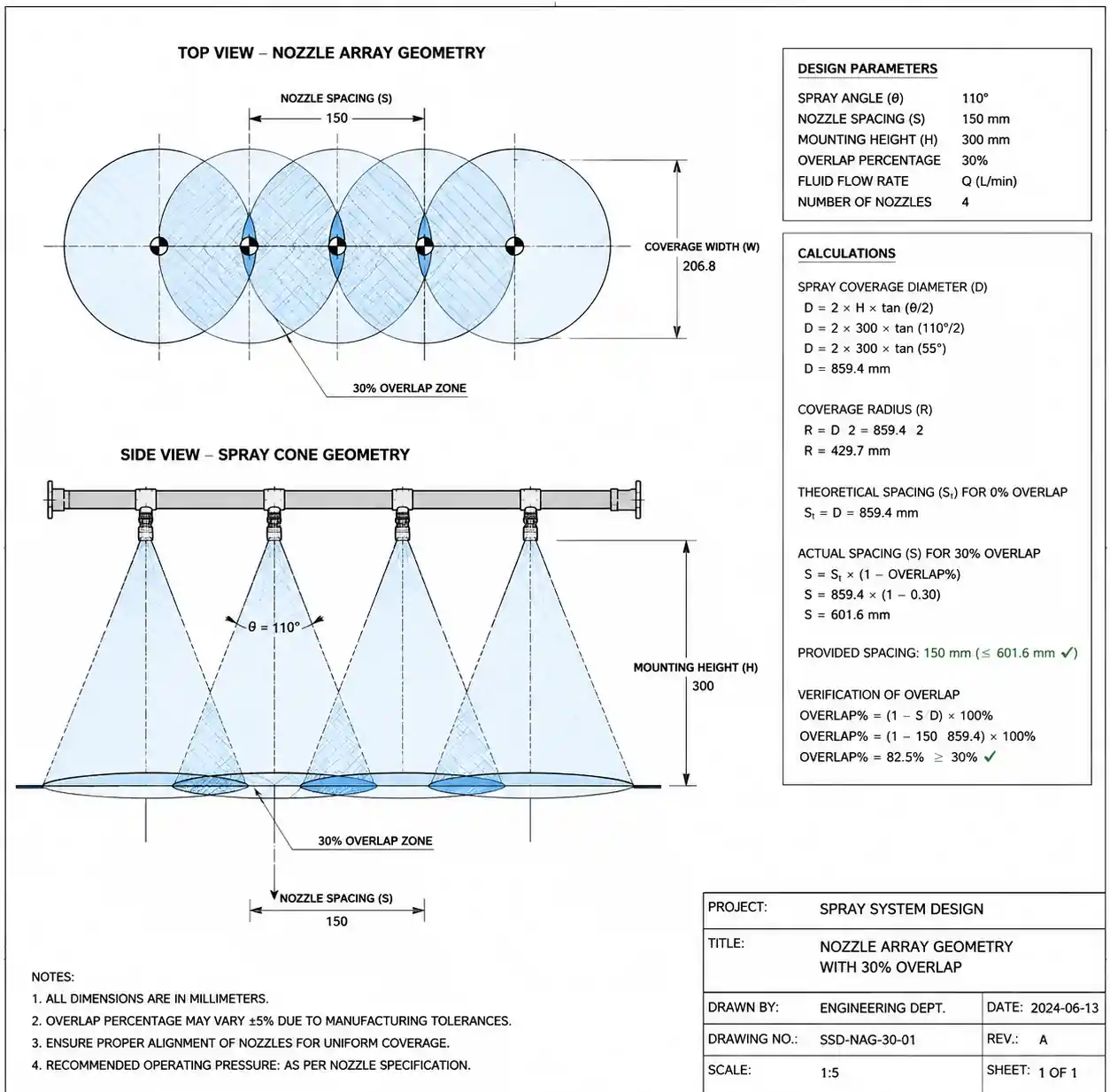
誤り#4:マルチノズルアレイにおけるノズル間重複を無視すること
問題点: 均一なノズルでも間隔が間違うと不均一なカバーが生まれます。ノズルの間にコーティングの筋が現れます。
解決策: 必要な重なりを計算するには、オーバーラップ%=100×(1 - 間隔 / (2 ×タン(スプレー角度/2)×距離))コーティングは30〜50%の重なりを目標にしてください。洗浄には15〜25%で十分です。
ミス#5:設置方向許容差の明記不行
問題点: ノズルは軸から>5°ずれて取り付けると、非対称パターンが生まれ、コーティングの重量プロファイルがずれます。
解決策: 取り付けのアライメント許容差を指定してください(通常±コーティングは2°、清掃は5°±)。取り付け時にはアライメントジグを使用してください。
誤り #6:スラリーの研磨性だけで材料を指定すること
問題点: 技術者は研磨用にカーバイドを選び、腐食性化学は無視します。タングステンカーバイド中のコバルトバインダーは強アルカリに溶けます。
解決策: 材料を摩耗(セクション4)と化学的適合性(セクション6)の両方と照合してください。
9.よくある質問
Q1: 一般的な産業用スプレーノズルは紙の用途に使えますか?
A: ホワイトウォーター固形物が<0.5%で、頻繁な詰まりに耐えられる場合のみ。一般的な工業用ノズルはクリーンな流体に最適化されています。紙専用設計(より広い通路、開放型渦室)は詰まり頻度を60〜80%減らします。### Q2: 性能が劣化する前にノズルはどのくらいの頻度で交換すべきですか?A: 流量を毎月モニタリングしてください。流量がベースラインから>8%ずれた場合、または目視でオリフスが>0.1mm拡大している場合に交換してください。3%ホワイトウォーターで50 PSIのカーバイドノズルの場合、通常8,000〜12,000時間でこの現象が発生します。SS316は800〜1,200時間の飛行時間が期待されます。
Q3: 機械全体でノズルタイプを一つに統一すべきでしょうか?
A: いいえ。ゾーンごとに要件は異なります。ウェットエンドシャワーには詰まり耐性(大きなオリフィス)が必要です。コーティングノズルにはパターンの均一性(精密加工)が必要です。サイズプレスノズルは耐腐食合金が必要です。セクション7の決定行列を用いて、ノズル仕様をゾーン要件に照合してください。
Q4: 新しいノズル設計を導入する前にテストする最良の方法は何でしょうか?
A: 機械のあるセクションで200時間のフィールドトライアルを行う。測定:(1) 3つの時点での流量で安定性を確認、(2) 水に敏感な紙を用いた噴霧パターンのCV、(3) 100時間ごとの詰まり事象、(4) 腐食や摩耗の目視検査。現在のノズルと比べてみてください。新しい設計が少なくとも1つの指標で≥20%の改善を示し、他の指標を劣化させない場合のみスケールアップしてください。
Q5: 既存のノズルヘッダーに高性能ノズルを後付けできますか?
A: 通常は、糸の大きさとスプレー角度が合えば可能です。ただし、以下の点を確認してください:(1) 運転圧力での新しいノズル流量(ヘッダーの流量調整が必要かもしれません)、(2) 新しいノズル長がウェブや隣接機器に干渉しない、(3) 取り付けの向き(一部のノズルは排水を防ぐために直立して取り付ける必要があります)。ほとんどのミルは既存のステンレスヘッダーにカーバイドインサートを後付けすることに成功しています。
Q6: カーバイドノズルへのアップグレードのROIはどう計算すればいいですか?
A: この簡略化された式を使おう:
年間節約=(現在の交換頻度 - 新しい交換頻度)×(ノズルコスト+ダウンタイムコスト+品質損失)
例:40ノズル、現在1,000時間ごとに交換(年間6.8×)、10,000時間ノズル(年間0.68×)にアップグレード。ダウンタイムコスト=$400/時間、品質損失=$200/イベント。
- 現在:6.8 ×($35 + $200 + $200) = $2,958/ノズル = $118,320/年
- アップグレード:0.68×($185 + $200 + $50)=$296/ノズル=$11,840/年
- ROI = ($118,320 - $11,840) / ($185 × 40) = $106,480 / $7,400 = 14.4× 1年目
返済期間:0.8ヶ月。
Q7: ノズルサプライヤーにどのような書類を要求すべきですか?
A: 最低許容パッケージ:
- 圧力範囲での認証流量試験データ(国の計測基準に遡る)
- 材料認証(化学組成、硬度、原産国)
- スプレーパターン試験報告書(パターネーターデータまたはCV計算付き水感性紙画像)
- 特定の流体および条件に対する期待使用寿命の推定
- トルク仕様と向き要件を含む施工図面
- 推奨メンテナンススケジュール
Q8: エアアトマイズングノズルはコーティングにかかる圧縮空気コストに見合うのか?
A: 水滴サイズが必要な場合のみ<50ミクロン(紙コーティングでは稀です)。ほとんどの事前計量済みおよびブレードコーティングシステムは、油圧ノズルで80〜150ミクロンの液滴を生成することで問題なく動作します。エアアトマイズノズルは1ノズルあたり5〜15 SCFMを消費します。1000 SCFあたり0.20ドルだと、1本あたり4〜12ドルになります。年間6,800時間稼働する20ノズルの圧縮空気費は年間54万4千ドルから163万2千ドルです。油圧ノズルは実質的にコストがゼロです。空気アトマイズは、油圧が物理的に必要なアトマイズを達成できない場合のみ使用してください。
10.結論と次の行動
スプレーノズルは小さな部品ですが、製紙機の稼働時間、シートの品質、運用コストに大きな影響を与えます。このガイドの5つの指標—流れの安定性、パターンの均一性、耐摩耗性、詰まり耐性、化学的適合性—は、2026年の予算や業績に直接影響を与える調達決定のための測定可能な枠組みを提供します。
即時の行動項目
-
セクション7の決定マトリックスを用いて現在のノズル在庫を監査する。現在のノズルが用途要件と不一致なゾーンを特定しましょう。
-
最も摩耗の高いゾーンのTCOをセクション4.2の方法で計算してください。カーバイドやセラミックへのアップグレードのビジネスケースを定量化しましょう。
-
RFQテンプレートをセクション2〜6の仕様文言で更新してください。カタログカーブではなく、デマンド認定テストデータです。
-
新しいノズル設計については、フルスケール発注を決める前にフィールドトライアルをスケジュールしてください。セクション5.3の200時間試験プロトコルを使用してください。
-
月次流量モニタリングを実施し、品質に影響を与える前に摩耗によるドリフトを検出すること。アラームの閾値を流量増加+8%に設定してください。
私たちが助けられる方法
当社のアプリケーションエンジニアリングチームは、世界中で200以上の製紙機設置に対してノズルのサイズを調整してきました。私たちが提供しているのは:
- 無料の噴霧パターン解析: 運転パラメータを送っていただければ、予測性能データ付きノズル構成を推奨します
- 現場でのスプレー監査: 現在のノズル性能を測定し、アップグレードの機会を特定します
- カスタムノズル設計: 標準カタログノズルが合わない独自の用途に向け
- 摩耗寿命試験: ホワイトウォーター化学における耐用年数を予測するための加速スラリー試験