





ノズル詰まりの一般的な原因と予防保守チェックリスト:フィールドエンジニアのガイド
工業用ノズルの詰まりは、スプレーシステムにおいて最もコストがかかるものの防げる故障モードの一つです。冷却、洗浄、コーティング分野の現場データによると、予期せぬノズル詰まりはスプレーシステムのダウンタイムの30〜40%を占め、オペレーターが性能低下に気づく前にプロセス効率を15〜25%低下させることがあります。このガイドは現場経験、摩耗試験データ、メンテナンス手順を統合し、詰まり事象を体系的に除去し、ノズルのサービス寿命を延ばすお手伝いをします。
- 1. 1.なぜノズルの詰まりが思っている以上に重要なのか
- 2. 2.ノズル詰まりの5つの根本原因
- 2.1. 2.1 粒子状汚染
- 2.2. 2.2 化学沈殿とスケーリング
- 2.3. 2.3 生物学的成長(バイオフィルム)
- 2.4. 2.4 液体の不適合とゲル化
- 2.5. 2.5 異物侵入
- 3. 3.汚染の種類とろ過要件
- 3.1. 3.1 ろ過サイズルール
- 3.2. 3.2 汚染源マッピング
- 4. 4.化学沈殿とスケール形成
- 4.1. 4.1 硬水スケーリング
- 4.2. 4.2 塩水または化学溶液中の塩分沈殿
- 5. 5.循環システムにおける生物学的成長
- 5.1. 5.1 バイオフィルム成長を促進する条件
- 5.2. 5.2 バイオサイドプログラム
- 5.3. 5.3 紫外線滅菌
- 6. 6.アプリケーション別の予防保全チェックリスト
- 6.1. 6.1 ガス冷却/蒸発冷却システム
- 6.2. 6.2 部品洗浄/タンク清掃システム
- 6.3. 6.3 コーティングおよびスプレー仕上げシステム
- 7. 7.現場診断方法:詰まりを早期に発見する
- 7.1. 7.1 バケツとストップウォッチのフローテスト
- 7.2. 7.2 スプレーパターンの可視化
- 7.3. 7.3 圧力降下モニタリング
- 7.4. 7.4 サーマルイメージング(冷却用途向け)
- 8. 8.詰まりに強い性能のための材料選択
- 8.1. 8.1 詰まり耐性の材料比較
- 8.2. 8.2 表面仕上げの影響
- 9. 9.よくある質問
- 9.1. Q: 詰まっていなくてもノズルはどのくらいの頻度で交換すればいいですか?
- 9.2. Q: 詰まったノズルを圧縮空気で解消できますか?
- 9.3. Q: 100メッシュのストレーナーを使ってもノズルが詰まり続けます。どうしたの?
- 9.4. Q: スケール除去において、超音波洗浄は酸洗浄よりも優れていますか?
- 9.5. Q: 同じマニホールド内でノズルブランドやタイプを混ぜてもいいですか?
- 9.6. Q: 私のシステムは循環水を使っていますが、どの程度強くろ過すべきでしょうか?
- 10. 10.結論と次の行動
- 10.1. スプレーシステムを最適化するための次のステップ:
1.なぜノズルの詰まりが思っている以上に重要なのか
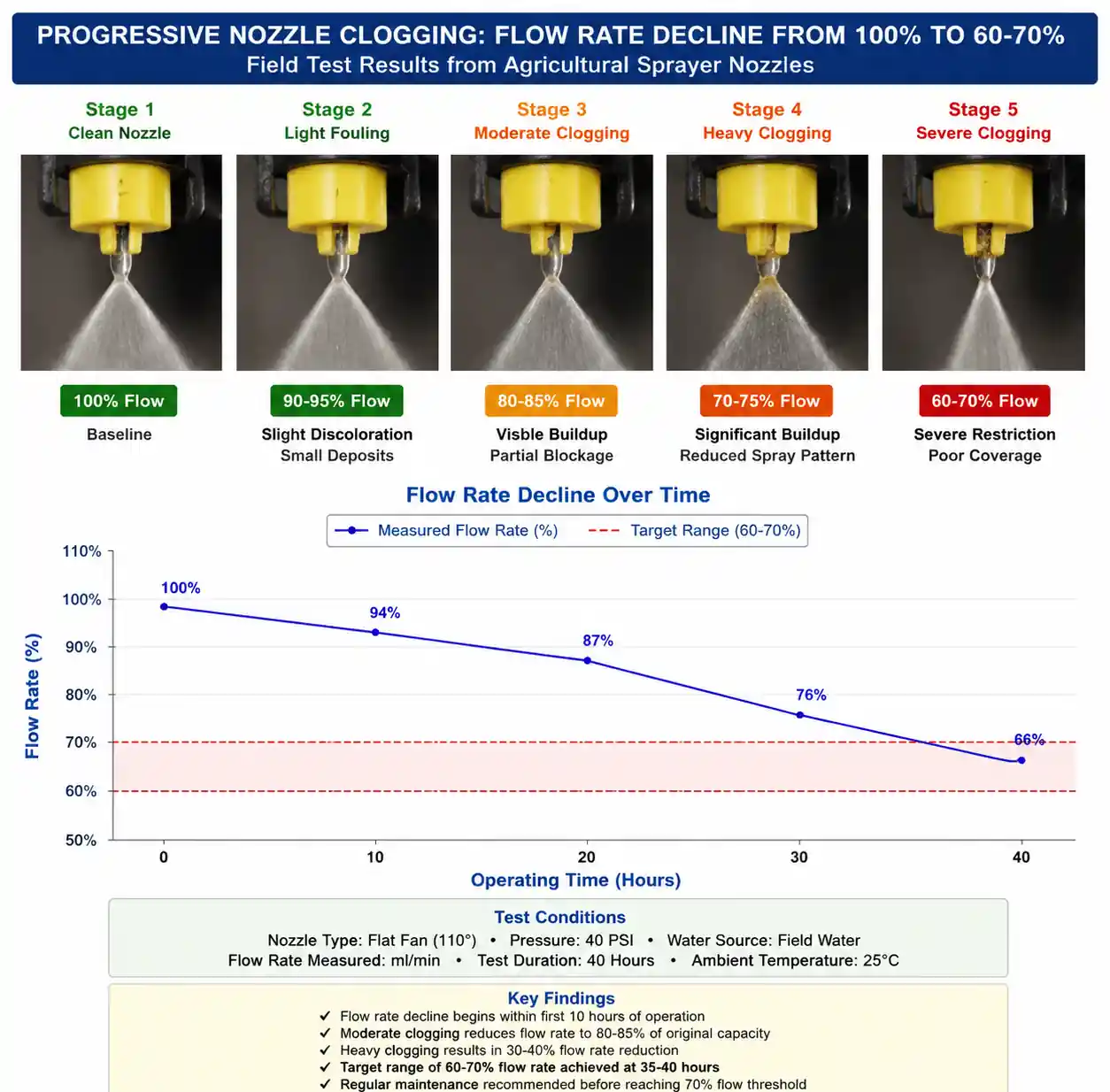
部分的なノズル詰まりが完全に停止して現れることはほとんどありません。代わりに、静かにパフォーマンスを低下させます。ガス冷却用途では、部分的な詰まりによる流量の20%減少が局所的なホットスポットを生み出し、下流の機器を歪めることがあります。部品洗浄システムでは、スプレーの不均一なカバーが汚染物質を残し、それが品質の漏れ物となります。コーティング作業では、ノズルが詰まると筋状の筋ができ、高額な再作業が必要です。
200+の工業現場での保守監査データから、オペレーターは流量減少が60〜70%の減少後だけノズルを交換しており、その時点で二次的な損傷はすでに発生しています。経済的影響は累積します:処理能力の低下、拒否率の増加、予期せぬ停止、そして交換部品の緊急急ぎなどです。
良いニュースとしては、ほとんどの詰まりは流体の特性、システム設計、運転条件に基づく予測可能なパターンに従っています。体系的なろ過、定期的な点検間隔、適切な材料選択により、詰まりを80〜90%減らしつつ、ノズル寿命を2〜4倍延ばすことができます。
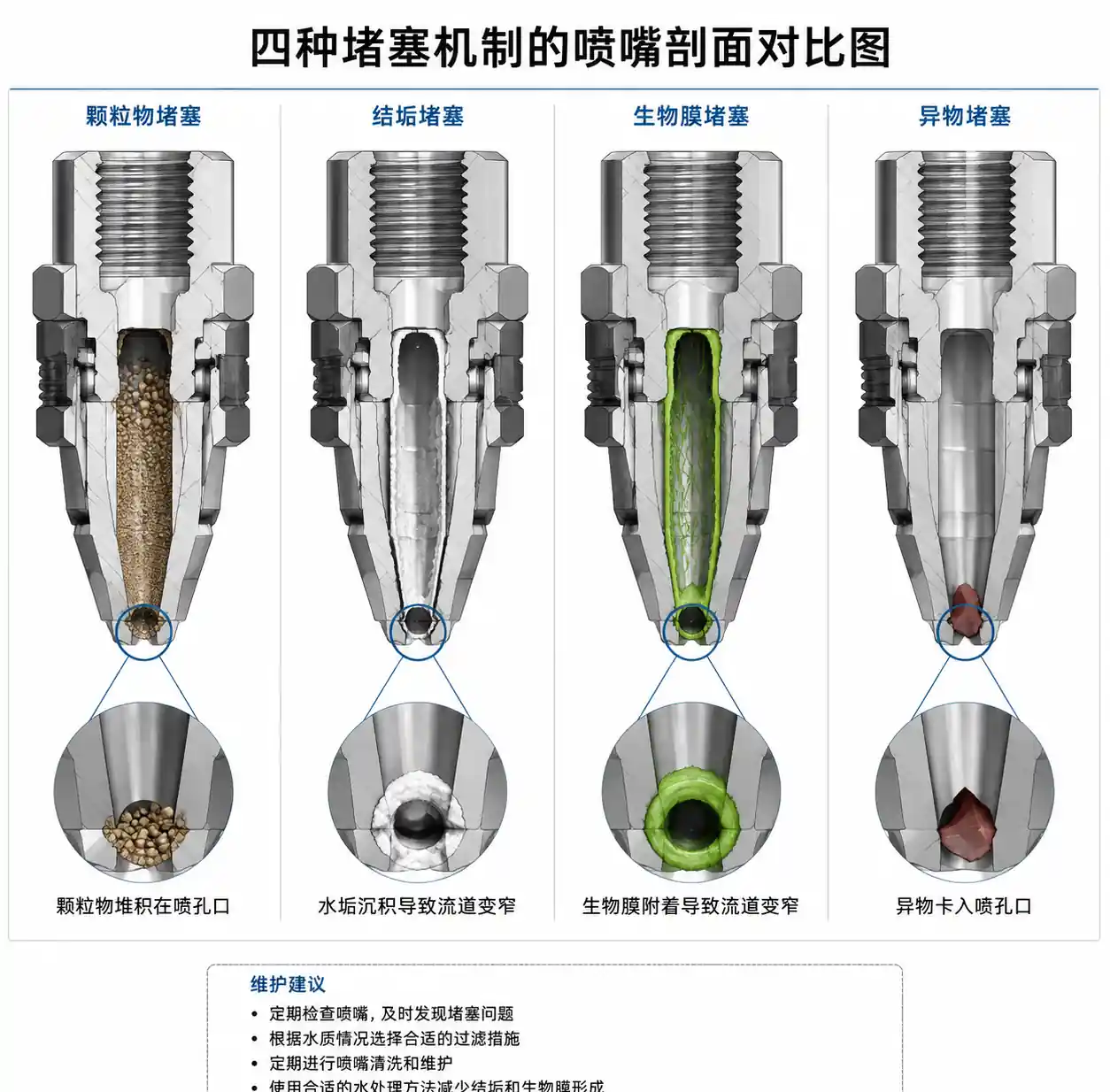
2.ノズル詰まりの5つの根本原因
多様な業界の1,500件以上の詰まり事故の報告を分析し、根本原因を5つのメカニズムに分類しました。どのメカニズムがシステムに影響を与えるかを理解することで、適切な予防策が決まります。
2.1 粒子状汚染
最も一般的な原因は詰まりの50〜60%を占めます。固体粒子—錆、溶接スラグ、パイプスケール、空気中の粉塵、またはプロセスの残骸—がノズルの開口部に蓄積します。臨界閾値:開口径の20〜25%を超える粒子は最終的に詰まりを引き起こします。
現場例: 3.0mmのフルコーンノズルを持つ鋼鉄スラブ冷却システムでは、ミルスケールの破片(0.5〜1.0mm)が通過してしまうほどろ過が不十分でした。800時間の運転時間以内に、35%のノズルで部分的な詰まりが見られました。上流に80メッシュ(180ミクロン)ストレーナーを設置した後、清掃までの平均期間は3週間から9ヶ月に延長されました。
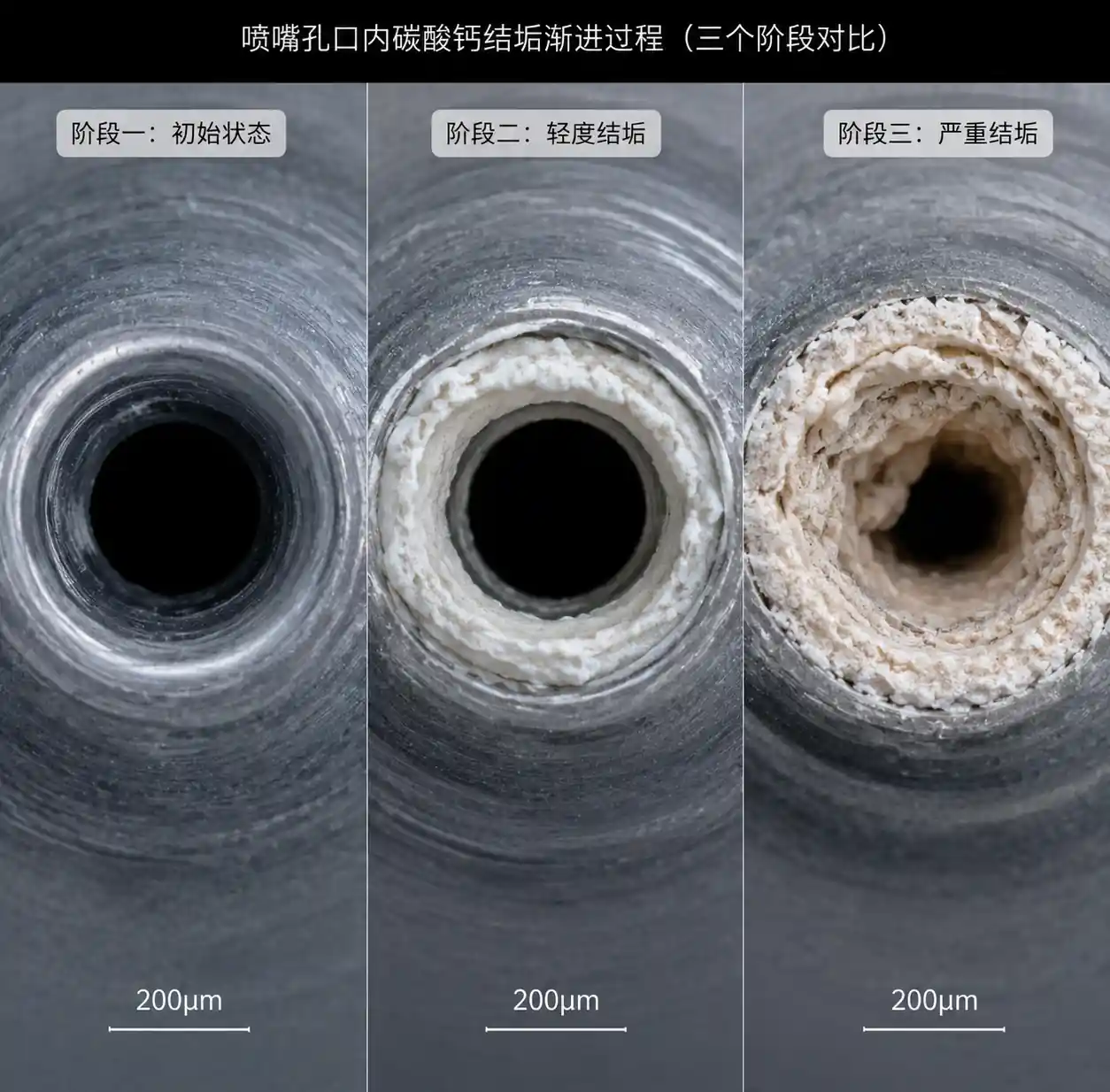
2.2 化学沈殿とスケーリング
硬度鉱物(カルシウム、炭酸マグネシウム)、溶存塩、反応性化学物質は、温度、pH、濃度変化時にノズル通路内で沈殿します。このメカニズムは蒸発冷却、水処理、高温噴霧の応用で支配的です。
エンジニアリングの洞察: 多くのオペレーターはスケーリングが徐々に増すため、その深刻さを過小評価しています。2.0 mmのオリフィスに0.5 mmの炭酸カルシウム堆積物が入ると、直径の二乗に比例して流量制限が増加するため、有効面積は25%ではなく44%減少します。
2.3 生物学的成長(バイオフィルム)
循環水システム、特に冷却塔、洗浄システム、部品洗浄タンクでは、細菌、藻類、菌類がノズル内部に定着します。バイオフィルムは、単純な逆流を抵抗するぬるぬるした詰まりを作ります。
2.4 液体の不適合とゲル化
適切なフラッシュなし、不適切な添加剤の混合、または流体の熱安定性範囲を超えて動作しない状態で流体を切り替えると、ポリマーの形成、ゲル化、または相分離が発生し、オリフィスを塞ぎます。
2.5 異物侵入
ガスケットの破片、PTFEテープの破片、溶接の飛び散り、または開いた配管から侵入する昆虫などです。統計的には頻度は低い(5〜10%)ですが、これらの事象は突然の完全な閉塞を引き起こします。
表1:根本原因特定マトリックス
| 症状 | 原因としては | 最初の診断ステップ | 典型的な故障までの時間 |
|---|---|---|---|
| 数週間にわたる徐々の流量減少 | 化学的スケーリングまたはバイオフィルム | ノズルを分解し、内部表面を点検 | 4〜12週 |
| 突然の完全な詰まり | 異物侵入 | バックフラッシュテスト、目視検査 | 分から時間まで |
| 間欠流量変動 | 軟らかい破片またはバイオフィルムの破片 | 循環の確認、水質 | 2〜6週間 |
| 流れは問題ないが、スプレーパターンが歪んでいる | 部分的な開口部閉塞(非対称) | 水に敏感な紙でのスプレーパターンテスト | 1〜8週間 |
| 複数のノズルが同時に詰まる | 上流汚染イベント | ストレーナーの点検、上流の配管の点検 | 数時間から数日まで |
| 特定のノズルタイプだけが詰まります | 設計感度(小さなオリフィス、内部フィルター) | オリフィスサイズと粒子分布を比較する | 変動 |
それぞれのメカニズムには異なる予防戦略が必要です。微粒子の問題はろ過の改良に反応します。スケーリングには水処理や周期酸洗浄が必要です。生物的成長にはバイオサイドプログラムが必要です。根本原因を誤診すると、維持管理リソースが無駄になり、効果的な是正措置が遅れてしまいます。
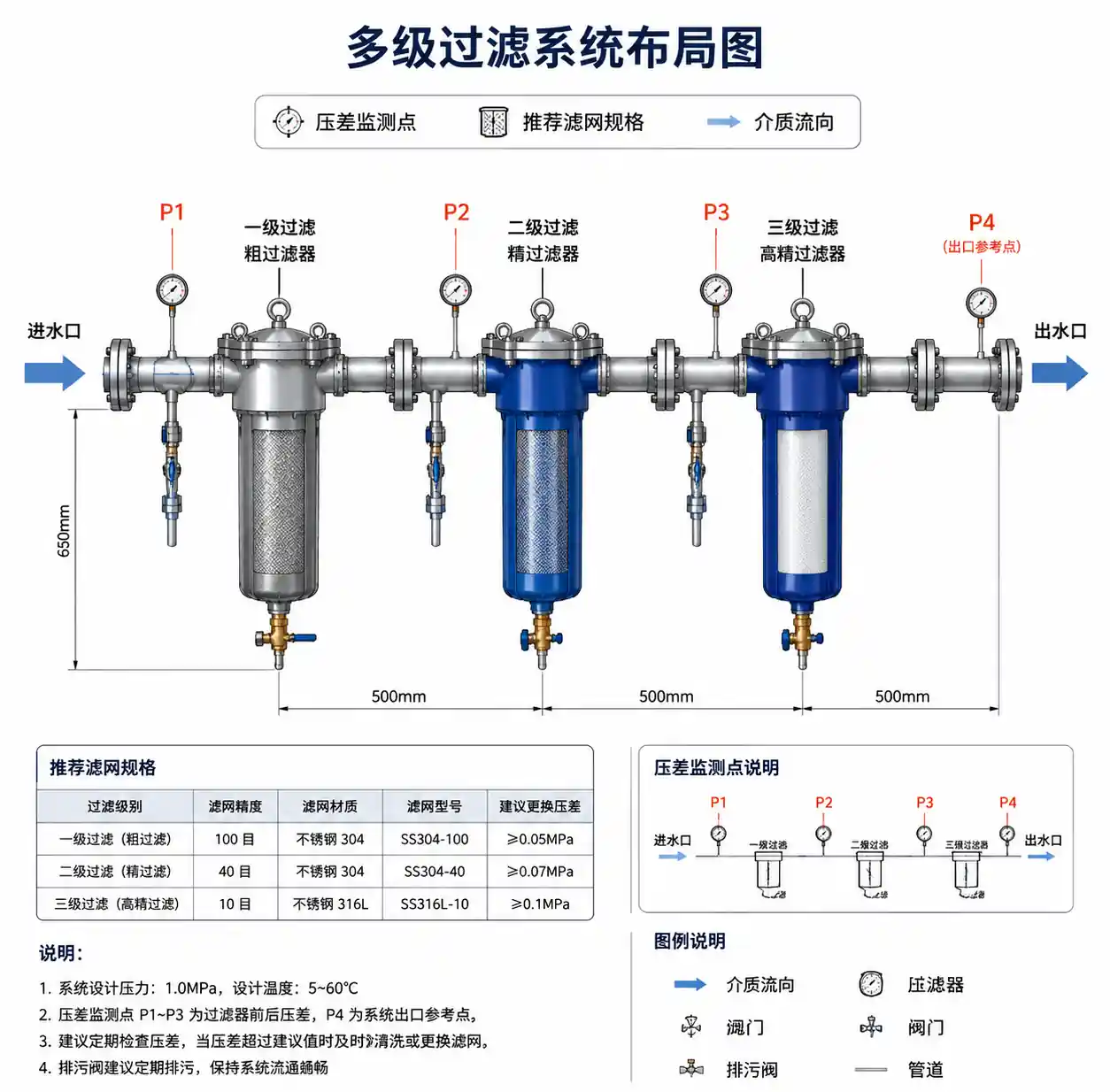
3.汚染の種類とろ過要件
効果的なろ過が最初の防衛線ですが、誤ったメッシュサイズやフィルターの種類を指定するのは意外とよくあります。標準的なガイドラインであるフィルターはオリフィス直径の20%まで使うもので、ほとんどの用途で有効ですが、私たちの現場経験は重要なニュアンスを示しています。
3.1 ろ過サイズルール
油圧ノズルについては、次の決定木を適用します:
- オリフィス≥3.0 mm: 40–60メッシュ(250–420ミクロン)のストレーナーを使用。より細かいろ過は圧力降下を増やしますが、詰まりの減少は実質的です。
- オリフィス 1.5–3.0 mm: 80–100メッシュ(150–180ミクロン)のストレーナーを使用。この範囲は、ほとんどの産業用フルコーン、フラットファン、中空コーンノズルをカバーしています。
- オリフィス 0.5–1.5 mm(細かいスプレー): 200メッシュ(74ミクロン)以上のメッシュを使用。バスケットストレーナーではなく、インラインカートリッジフィルターを検討してください。
- オリフィス<0.5mm(霧吹き、加湿): 10ミクロン以上の必須ろ過が必要で、多くの場合多段階のろ過が必要です。
繰り返し見られる重大なミス: オペレーターはフィルターを設置するが、実際にはメンテナンスしない。詰まったフィルターは差圧を生み出し、バイパスバルブがあればフィルターをバイパスしたり、ノズルを損傷する圧力スパイクを発生させます。フィルターごとに10〜15 psiのアラーム設定値を持つ差圧計の設置を推奨します。
3.2 汚染源マッピング
用途によって汚染源は異なります。
循環洗浄水システム: 金属微粉、プロセス残留物、洗浄剤の沈殿物。解決策:沈降タンク+100メッシュろ過+鉄系汚染用磁気セパレーター。
冷却塔システム: 空気中の粉塵、花粉、鉱物の鱗屑、システム冶金による腐食生成物。解決策:総流量の5〜10%を連続的に処理する側流ろ過+水処理プログラム。
塗料およびコーティングシステム: 顔料凝集、乾燥したコーティング粒子、溶媒蒸発残留物。解決策:ノズルのすぐ上流に200+メッシュろ過+毎日の溶剤洗浄。
高純度用途(半導体、医薬品): サブミクロン粒子。解決策:0.2–1.0ミクロンの絶対定格カートリッジフィルター+使用点フィルター。
4.化学沈殿とスケール形成
化学的詰まりは、結晶化、重合、または沈殿反応を通じてノズル内で形成されるため、粒子状汚染とは異なります。このセクションでは、水質やプロセス条件に基づく実践的な予防戦略を扱います。
4.1 硬水スケーリング
水の硬度がCaCO₃として150ppmを超え、温度が60°C(140°F)を超えると、カルシウムとマグネシウムの塩が沈殿します。この問題は蒸発用途で、液滴形成帯付近で濃度が増加します。
現場データ: 280 ppm硬度の井戸水を用いたガスクエンチ適用で40本のノズルを追跡しました。処理しなければ、ノズルは2〜3週間ごとに清掃が必要でした。軟水装置を設置し(硬度を<50 ppmに下げ)、洗浄間隔を9+ヶ月に延長し、流量変動は4%±5%以内にとどまりました。
効果順にランク付けされた予防策:
- 水軟化(イオン交換): ノズルに到達する前に硬さを除去します。クローズドループや低量用途に最適です。再生、塩分、下水処理が必要です。
- ポリリン酸注入: 鉱物を溶液中に隔離する。硬度300ppmまで有効です。正確な用量が必要です。過剰摂取はリン酸塩のスケーリングを引き起こすことがあります。
- pH制御: やや酸性のpH(6.0–6.5)は炭酸カルシウムの溶解度を高めます。システム冶金の腐食リスクとバランスを取らなければなりません。
- 周期酸洗浄: クエン酸または塩酸は炭酸スケールを溶かします。5〜10%のクエン酸溶液を使い、30〜60分間循環させた後、十分に洗浄します。
4.2 塩水または化学溶液中の塩分沈殿
高濃度の塩溶液(>重量比20%)や飽和化学物質は、温度が下がったりオリフィスで蒸発が起こると結晶化することがあります。食品加工、石油・ガス、淡水化などでよく見られます。
工学的解決策: 配管およびノズル本体全体で結晶点より10〜15°C高く流体温度を維持すること。塩水冷却用途では、断熱または熱トレースドのノズルマニホールドを使用します。ZnCl₂クエンチシステムでは、溶液温度を60°Cの結晶化点に対して75°Cに保つことで塩詰まりを解消することに成功しました。
表2:詰まりのない水質制限
| パラメータ | 低リスク範囲 | 中程度のリスク範囲 | 高リスク範囲(緩和が必要) |
|---|---|---|---|
| 総硬度(ppm CaCO₃) | 0–75 | 75–200 | >200 |
| 総懸濁固形物(ppm) | 0–25 | 25–100 | >100 |
| 鉄(ppm Fe) | 0–0.3 | 0.3–2.0 | >2.0 |
| 総溶解固形物(ppm) | 0–500 | 500–2000年 | >2000年 |
| pH | 6.5–8.5 | 6.0–6.5 または 8.5–9.5 | <6.0 または >9.5 |
| 生物学的カウント(CFU/mL) | 0–1000 | 1000–10,000 | >10,000 |
高リスクの閾値を超えても必ずしも詰まりが起こるわけではありませんが、その確率は大幅に増加します。この表は、どの水質パラメータを最初に検査・管理すべきかの優先順位を決めるのに役立ちます。
5.循環システムにおける生物学的成長
バイオフィルム形成はゆっくりと発達し、重症になるまで見えないため過小評価されています。細菌、藻類、菌類が濡れた表面に定着し、粒子を捕捉し、最終的には流れの通路を塞ぐぬるぬるしたマトリックスを形成します。
5.1 バイオフィルム成長を促進する条件
- 温度20–45°C(68–113°F): 細菌の繁殖に最適なスポット。
- 停滞または低流量ゾーン: 停止期間中の配管やノズル内部のデッドレッグ。
- 含有栄養素: プロセス流体、冷却塔内の空気中のゴミ、食品加工中の糖分またはタンパク質による有機汚染。
- 日光曝露(藻類用): 屋外冷却システム、半透明タンク内のタンク洗浄ヘッダー。
5.2 バイオサイドプログラム
酸化性生物殺滅剤(塩素、臭素、二酸化塩素):連続投与またはショック投与に有効です。継続的な制御のために遊離塩素残留を0.5〜1.0 ppmに保ちます。ショック治療の場合は、週に2〜4時間、5〜10 ppmに増量してください。注意点:塩素は特定の合金(300シリーズステンレス鋼など)の腐食を加速させます。
非酸化性生物殺滅剤(イソチアゾロン、四次アンモニウム化合物):酸化剤が腐食やプロセス流体の劣化を引き起こすシステムで使用されます。通常は断続的に投与されます。メーカーのガイドラインに従うこと;中には細菌耐性を防ぐために回転が必要なものもあります。
現場からの実用的なアドバイス: ノズルを開けて緑褐色のぬめりが出たり、カビ臭い匂いがしたら、それはバイオフィルムです。物理的な清掃(ブラッシング、超音波洗浄)とバイオサイド処理の組み合わせが必要です。バイオサイドだけでは、既存のバイオフィルムは除去できません。
5.3 紫外線滅菌
冷却または洗浄水システム<50 GPMの処理には、インラインUV滅菌器が化学物質を使わない生物学的防除を提供します。30〜50 mJ/cm²のUV線量を供給するためのサイズユニット。細菌や藻類には効果的ですが、粒子やスケールは除去せず、ろ過と組み合わせて使います。
6.アプリケーション別の予防保全チェックリスト
以下のチェックリストは、複数の業界にわたる保守プログラムからのベストプラクティスを総合したものです。運転の重症度や過去の詰まり頻度に応じて頻度を調整してください。
6.1 ガス冷却/蒸発冷却システム
デイリー:
- 噴霧パターンを目視で確認する(アクセス可能なら);スプレーが欠けているか歪んでいるかを確認してください。
- システム圧力の確認;>10%の増加は部分的な詰まりが逆圧を生んでいることを示唆しています。
週刊:
- バケツとストップウォッチ方式を用いてノズルの10〜20%の流量をテスト(ベースラインと比較して)。
- インラインストレーナーの点検と清掃;破片の種類と量を記録してください。
- 水質のチェック:pH、導電率、懸浮固形物。
月刊:
- 2〜3個の代表的なノズルを取り外して点検します。ピンゲージでオリフィスの直径を測定します。
- 水感性紙またはレーザー測定を用いて噴霧角度を確認する。
- 水サンプルの硬度、鉄分、生物学的カウントを分析する。
四半期刊:
- ノズル洗浄サイクル(酸洗浄または超音波洗浄)。
- 流量減少>または噴霧角度>5°狭窄を示すノズルを交換します。
- 流量計と圧力計の校正。
毎年:
- 重要な用途ではすべてのノズルを交換する(代替案として、マニホールド全体を予備の洗浄済みで回転させる)。
- システムのフラッシュおよび内部配管検査。

6.2 部品洗浄/タンク清掃システム
各生産実行後(バッチシステム):
- ノズルを清潔な溶剤または水で洗浄する。
- 化学洗浄剤を使用する場合は、その後に中和洗浄液を施します。
デイリー:
- タンクのフィルターとストレーナーの点検;差圧>5 psiなら清潔です。
- タンク底の堆積物の蓄積を点検する。
週刊:
- ノズルを手動で取り外し、分解し、点検します。
- スクラップ部品へのスプレーパターンのテスト;カバレッジの統一性を確認してください。
- 生物的成長(水性の場合)の確認。
月刊:
- 洗浄液または徹底洗浄の循環タンクを交換する。
- 適切な溶媒で15〜20分間超音波洗浄ノズル。
- ノズル取り付けネジ山とシールの点検;損傷があれば交換してください。
四半期刊:
- すべてのノズルを交換するか、洗浄した予備をローテーションします。
- 硬水を使用する場合、水垢除去タンクと配管。
6.3 コーティングおよびスプレー仕上げシステム
各シフトの前:
- コーティング材料を導入する前にノズルを溶剤で洗浄する。
- テストパネルを用いてスプレーパターンを確認する。
各シフト終了後:
- 即時溶媒洗浄(臨界点—乾燥したコーティングは除去が困難)。
- 低溶媒または水性コーティングの場合、ノズルを溶媒に一晩浸す。
週刊:
- ノズル先端、渦巻き室、エアキャップを分解して清掃します。
- 乾燥したコーティングの蓄積を検査する;真鍮やナイロンブラシ(鋼は避けてください—精密な表面に傷をつけるため)を使いましょう。
月刊:
- ノズル上流側の使い捨てフィルター要素を交換する。
- パターン歪みが見られるノズルを交換する(コーティングの蓄積は完全に除去できないことが多い)。
表3:運転厳しさ別の保守周波数乗算
| 係数 | 低重症度(ベースラインの1.0倍) | 中等度の重症度(0.5〜0.7倍のベースライン) | 重症度が高い(0.3–0.5倍のベースライン) |
|---|---|---|---|
| 水の硬度 | <100 ppm | 100–250 ppm | >250 ppm |
| 懸浮固体 | <50 ppm | 50–150 ppm | >150 ppm |
| 営業時間/日 | <8 | 8–16 | >16連続 |
| 流体温度 | <60°C | 60–90°C | >90°C |
| 再流通率 | 低(<5倍/時間) | 中程度(5〜15倍) | 高(>15倍) |
例: 基準点検が月1回のノズル点検を要求しているのに、硬度>250ppm(0.5倍)で、1日>16時間(0.4倍)で運用する場合は、2〜3週間ごとに検査してください。
7.現場診断方法:詰まりを早期に発見する
早期発見は二次的な被害を防ぎます。これらの現場試験は最小限の機器で済み、保守技術者が実施可能です。
7.1 バケツとストップウォッチのフローテスト
手順: 一定のシステム圧力(マニホールドの圧力計を使用)で、目盛り容器に60秒間ノズルの全流量を捕捉します。メーカーのデータシートや試運転試験に基づく基準流量と比較してください。
受理基準:ベースラインの±10%以内の流量は正常な動作を示します。流量が10〜20%減少していると部分的な詰まりが示唆されます。>20%は即時の清掃または交換が必要です。
フィールドチップ: 3〜4の代表的な圧力(50%、75%、100%の運転圧力)でテストし、流量対圧力曲線を生成します。詰まったノズルは傾斜が緩やかになります。
7.2 スプレーパターンの可視化
方法1(水感性紙): 設計衝撃距離で噴霧軸に垂直に配置された黄色の水感性紙にスプレーします。青い点は水滴の衝突を示します。均一なカバレッジは正しい動作を証明します。裸の部分や縞模様は部分的な詰まりを示しています。
方法2(バックライト観察): ノズルは暗い背景に設置し、強い逆光を浴びます。スプレーコーンの対称性と境界の鋭さを観察してください。部分的な詰まりは円錐体の縁に非対称またはフェザリングを引き起こします。
7.3 圧力降下モニタリング
ノズルマニホールドのすぐ上流と下流に圧力計を設置してください。流量が一定の状態でマニホールド圧力が徐々に上昇すると、複数のノズルが累積的に詰まり、システム容量が減少していることを示します。
診断ロジック:
- 圧力上昇 + 個々のノズル流量減少 = 部分的な詰まり。
- 圧力定数+個々のノズル流量減少=ノズルの摩耗または侵食(異なる故障モード)。
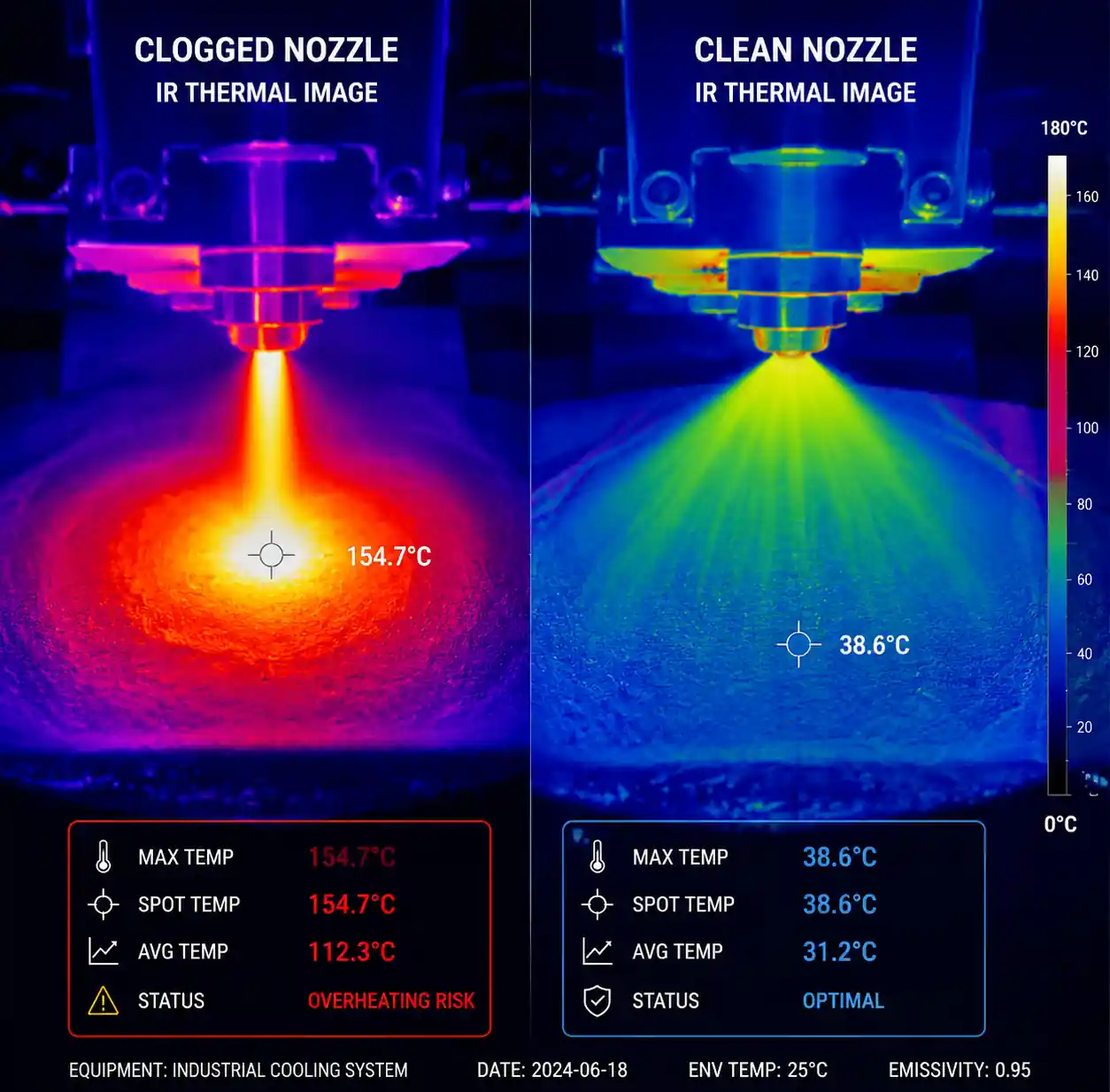
7.4 サーマルイメージング(冷却用途向け)
赤外線カメラを使って冷却対象の表面の温度をマッピングします。ホットスポットは詰まったノズルによるスプレーカバーが不十分であることを示しています。この非接触方式により、システムシャットダウンなしで診断が可能です。
8.詰まりに強い性能のための材料選択
ノズル材料は、侵食防止(設計されたオリフィスサイズを維持する)、耐食性(粒子を閉じ込める内部粗さを防ぐ)、表面仕上げ(滑らかな表面がスケーリングやバイオフィルム付着に抵抗)の3つのメカニズムによって詰まり感受性に影響を与えます。
8.1 詰まり耐性の材料比較
真鍮(360合金): 経済的で、きれいな水でも耐食性が良い。研磨液による侵食耐性は低い(相対摩耗率:基準値の1.0倍)。100 psi以下のクリーンウォーター用途に使用してください。
ステンレス鋼(303, 316): 優れた耐食性と中程度の侵食耐性(相対摩耗率:真鍮0.3〜0.5倍)。塩化物を含む液体では316が好まれます。当社の現地データは、典型的な冷却水用途において真鍮の3〜5倍の使用寿命を示しています。電解研磨が可能で、表面仕上げ(Ra < 0.4ミクロン)を得て、スケーリングに強い。
セラミック(アルミナ、ジルコニア): 非常に高い侵食耐性(相対摩耗率:真鍮0.05〜0.10倍)、研磨スラリー中のオリフィスサイズを維持します。欠点:脆く、圧力スパイクや熱衝撃を受けやすい。摩耗が主な故障モードとなる高固形分用途に推奨されます。
炭化ケイ素またはタングステンカーバイド: 最大侵食耐性(相対摩耗率:0.02〜0.05倍の真鍮)、最も過酷な研磨条件下(フライアッシュスラリー、採掘用途、石炭ガス化)で使用。非常に高価ですが、超長期間のメンテナンスで十分に効果があります。
PTFEまたはPFAライニング: 高腐食性の化学物質(濃縮酸、強アルカリ)に使用されます。優れた化学耐性を持ちますが、機械的強度は低く、堅牢な支持設計が必要です。滑らかなフルオロポリマー表面は、スケーリングやバイオフィルムの付着に抵抗します。
表4:詰まりやすい用途のための材料選択ガイド
| 応用特性 | おすすめ教材 | 第二選択 | ご注意ください |
|---|---|---|---|
| 清水、<150 psi、ステンレス鋼316、真鍮、セラミック(過剰、脆い) | 硬水、スケーリング傾向 | 電解研磨316 SS | |
| 腐食性化学物質(pH<3または>11) | PFA/PTFEライニング | エキゾチック合金(ハステロイ) | 真鍮、炭素鋼 |
| バイオフィルムに浸透しやすい(循環する有機物) | エレクトロポリッシュド316 SS | 真鍮(頻繁に掃除) | 粗加工材料 |
| 高温(>200°C) | 316 SSまたは陶器 | 303 SS | プラスチック、PTFE |
8.2 表面仕上げの影響
ラー(平均表面粗さ)は汚れ率に大きな影響を与えます。硬水(硬度250ppm、70°C)での比較試験では以下のことが示されました:
- 粗加工された真鍮(Ra 1.6–3.2 ミクロン): 200時間以内に重度のスケーリング。
- 標準機械加工316 SS(Ra 0.8–1.6 ミクロン): 500時間以内に中程度のスケール。
- 電解研磨316 SS(Ra 0.2–0.4 ミクロン): 2000+時間後は最小限のスケーリング。
表面が滑らかになるとスケール結晶の核生成部位が少なく、バイオフィルムの結合がより困難になります。既知のスケールや生物学的課題がある用途には、電気研磨または機械研磨の内部を指定してください。
9.よくある質問
Q: 詰まっていなくてもノズルはどのくらいの頻度で交換すればいいですか?
A: 摩耗基準に基づいて交換し、任意の時間割りではなく交換してください。クリーンウォーター用途の油圧ノズルは、2000〜5000時間ごとに点検してください。流量が増加>10%(オリフィスが拡大する摩耗を示す)または噴霧角度が狭まった>5°に交換してください。研磨や腐食性の用途では、最初は500〜1000時間に間隔を短縮し、その後観察された摩耗速度に応じて調整してください。2〜3本のノズルを「証人サンプル」として頻繁に測定して、集団の交換が必要になるタイミングを予測しましょう。
Q: 詰まったノズルを圧縮空気で解消できますか?
A: 逆流空気パージング(150〜200 psi)は、柔らかい詰まり(バイオフィルム片や緩い粒子状物)を除去することもありますが、硬いスケールや詰まった異物を除去することは稀です。リスク:過圧は内部部品(スワールベーンやフィルタースクリーン)を損傷させたり、シール要素を外したりする恐れがあります。より良い方法は、取り外して目で点検し、きちんと清掃することです。現場でのクリアリングを試みる場合は、空気圧を<100 psiに抑え、2〜3秒間だけパージしてください。詰まりがすぐに解消されない場合は、ノズルを取り外してください。
Q: 100メッシュのストレーナーを使ってもノズルが詰まり続けます。どうしたの?
A: いくつかの可能性があります:(1) ストレーナーが設置されているが定期的に整備されていない場合、差圧と清掃を確認;(2) 粒子は湿った状態で変形しメッシュを通過し、ノズルの穴の中で膨張します。(3) 化学的スケールや生物学的成長があり、粒子詰まりではなく、異なる修復方法が必要です。(4) オリフィスサイズが100メッシュには小さすぎる—200メッシュ以上に切り替えること;(5) ストレーナー下流への汚染(デッドレッグ、マニホールド配管の腐食)。根本原因分析を行いましょう:詰まったノズルを分解し、ゴミの種類を分析してから、ろ過のアップグレードに投資しましょう。
Q: スケール除去において、超音波洗浄は酸洗浄よりも優れていますか?
A: それぞれの方法が異なる預金に最適です。超音波洗浄(周波数35–50kHz、堆積物タイプに適した洗浄液、15〜30分)は、粒子状の蓄積、バイオフィルム、軟らかい有機堆積物の除去に優れています。ノズル内部には優しいです。硬鉱物スケール(炭酸カルシウム、酸化鉄)には酸洗浄(5〜10%のクエン酸または塩酸、30〜60分間攪拌して浸けて)が必要です。混合汚れの場合は、まず超音波で緩いゴミを除去し、次に酸で硬い鱗を溶かし、最後に超音波洗浄で酸や溶解した塩を除去します。再設置前は必ずきれいな水でしっかり洗浄し、乾燥させてください。
Q: 同じマニホールド内でノズルブランドやタイプを混ぜてもいいですか?
A: 均一なカバレッジや流量分布が必要な場合はおすすめしません。同じ公称容量でも異なるメーカーの流量係数は5〜15%±異なり、噴霧角度も±5〜10°異なることがあります。これによりカバレッジが不均一になり、トラブルシューティングが難しくなります。例外:意図的に均一でないパターン(例えば特定のゾーンで密度が高い)を作る場合は、混合は許容されますが、デザインを明確に記録してください。メンテナンスの簡素化と予備部品在庫削減のために、1つのメーカーに標準化し、ノズルの種類を最小限に抑えましょう。
Q: 私のシステムは循環水を使っていますが、どの程度強くろ過すべきでしょうか?
A: ノズルの開口部の大きさや土壌の荷重によります。>2.0mmのオリフィスと中程度の土壌(金属チップ、機械加工油)を持つ洗浄システムでは、2段階のアプローチがうまく機能します。タンク後に粗いストレーナー(20〜40メッシュ)を置いて重いゴミをキャッチし、次にノズルマニホールド直前に細いストレーナー(80〜100メッシュ)を施します。土壌負荷が高い場合(粉砕作業や重度の錆び)、フィルター清掃頻度を減らすために最初のフィルターステージの前に沈殿タンクやサイクロンセパレーターを追加してください。フィルターの差圧を監視し、ΔPが10 psiに達したらエレメントを清掃または交換してください。オリフィス(オリフィス<1.5mm)については、50〜75ミクロン対応のバッグフィルターやカートリッジフィルターを検討してください。
10.結論と次の行動
ノズル詰まりは偶然の現象ではなく、流体の特性、システム設計、運転条件によって決定される予測可能なパターンに従っています。5つの根本原因(粒子汚染、化学物質沈殿、生物増殖、流体不適合、異物侵入)に体系的に対処することで、詰まり事故を80〜90%削減しつつ、ノズルの使用寿命を2〜4倍延ばすことができます。
スプレーシステムを最適化するための次のステップ:
- セクション7の診断手法を用いて、最も問題のある3つのアプリケーションに対して詰まりの根本原因分析を行う。
- 現在のろ過を第3節のサイズ規則に照らして監査すること;隙間があるところをアップグレードしましょう。
- セクション6のアプリケーション固有の予防保全チェックリストを、リスクの高いシステムに対して実施すること。
- これらのガイドラインに従っても持続的な詰まりがある場合は、現場での適用監査を依頼してください。経験豊富なスプレーエンジニアは、遠隔診断では明らかでない原因(流量の停滞ゾーン、局所的な腐食、熱循環の影響など)を特定できることが多いです。
産業用ノズルシステムは、プロセスの性能、品質、効率にとって極めて重要です。ここで述べる予防アプローチは、適切な設計、体系的なメンテナンス、データ駆動型の意思決定を組み合わせることで、ノズルを慢性的なメンテナンスの頭痛から、信頼性が高く予測可能な運用の部品へと変えます。