





デンプンサイズの方法でアンチスティックノズルの選び方
- 1. 1.はじめに:デンプンサイズにおいて粘着防止デザインが重要な理由
- 2. 2.でんぷん塗布の臨界スプレーパラメータ
- 2.1. 2.1 流量と圧力の関係
- 2.2. 2.2 液滴サイズと被覆均一性
- 2.3. 2.3 スプレー角度の安定性と積み上げ時の
- 3. 3.アンチスティックノズル設計の特徴比較
- 3.1. 3.1 内部幾何学:流線型と鋭いエッジ型流路の違い
- 3.2. 3.2 セルフクリーニング機能
- 3.3. 3.3 外部表面処理
- 4. 4.デンプン耐性のための材料選択
- 4.1. 4.1 でんぷんは粘着性と擦り切れがあります
- 4.2. 4.2 材料性能比較
- 4.3. 4.3 ハイブリッド素材戦略
- 5. 5.ノズルタイプの選択:サイズに最適とは何か
- 5.1. 5.1 でんぷん塗布におけるフルコーンとフラットファンの違い
- 5.2. 5.2 空気補助アトマイジングノズル
- 5.3. 5.3 ノズルマニホールド設計の考慮事項
- 6. 6.メンテナンス戦略と詰まり防止
- 6.1. 6.1 清掃プロトコル
- 6.2. 6.2 持続的な蓄積のトラブルシューティング
- 6.3. 6.3 流量モニタリングによる予測保全
- 7. 7.経済分析:粘着防止と標準ノズルの違い
- 8. 8.FAQ
- 8.1. Q1: 既存のマニホールドにアンチスティックノズルを後付けできますか?
- 8.2. Q2: より粗い水滴により大きなオリフィスに切り替えるとコーティング品質が低下しますか?
- 8.3. Q4: でんぷんのレシピをアンチスティックノズルに変える必要がありますか?
- 8.4. Q5: PTFEコーティングが擦り切れているかどうかはどうやってわかりますか?
- 8.5. Q7: 生産ランの間にデンプンノズルを保管する最良の方法は何でしょうか?
- 8.6. Q8: セラミックノズルは本当に5〜10倍のコストプレミアムに見合うのでしょうか?
- 9. 9.結論と今後のステップ
- 9.1. 推奨行動計画
- 9.2. システムのサイズ調整を手伝おうか?
1.はじめに:デンプンサイズにおいて粘着防止デザインが重要な理由
デンプンのサイズ調整作業では、繊維の経糸サイズ、紙面サイズ、波板製造など、ノズル性能がコーティングの均一性、生産稼働時間、材料廃棄物に直接影響します。数十件のサイズ調整現場経験から、最も一般的な苦情は流量の変動やスプレー角度のドリフトではなく、ノズル表面の早期詰まりやデンプン蓄積です。
クリーンな流体用に設計された標準的な油圧ノズルは、特にデンプン濃度が重量比8%を超える場合や、運転温度がゲラチン化点を下回る場合に、連続運転から4〜8時間以内にデンプン残留物が蓄積します。この蓄積は噴霧パターンを変え、基質に乾燥した筋を生み出し、手動清掃のための予期せぬ停止を強います。
アンチスティックノズルは、磨かれた内部通路、流線型のオリフィス形状、時には自己洗浄機構などの特定の設計特徴を取り入れており、従来の設計と比べて接着部位を減らし、クリーンな動作時間を3〜5倍延長します。このガイドでは、実際のスプレー性能データ、材料適合試験、生産環境で検証された総所有コスト計算に基づく選択基準を案内します。
あなたが学ぶこと:
- ノズル内部の形状をデンプン粘度および固形物含有量にマッチさせる方法
- デンプンへの付着と摩耗に同時に耐える材料
- 4つのノズル設計における清掃頻度およびコストの比較
- 均一な基質被覆のための段階的なサイズ計算
- 蓄積が依然として起きている場合の現場検証済みトラブルシューティング手法

2.でんぷん塗布の臨界スプレーパラメータ
2.1 流量と圧力の関係
デンプン溶液はニュートン流体でないものであり、せん断速度によって有効粘度が変化します。せん断が最も高いノズルオリフィスでは粘度が一時的に低下しますが、標準的な水性式Q = k√Pは補正なしでは使えません。
10%濃度、70°Cの改良トウモロコシ澱粉では、通常50〜150 cPの有効粘度が見られます。油圧ノズルを通る流量は以下の通りです:
Q = k√P ·(μ_water / μ_starch)^0.14
ここで:
- Q = 流量(L/min)
- k = ノズル流量係数(メーカー別)
- P = 供給圧力(バー)
- μ = 動粘度(cP)
指数0.14は、典型的な1.0〜2.5mmのオリフィスを通る乱流中のデンプン溶液に対して経験的です。実際には、100 cPの10%でんぷん溶液は同じ圧力の水より約8〜10%遅い流れになります。
重要なポイント: 水の流れ図に基づいてノズルのサイズを決め、粘度補正をしないと、デンプンが約10%少なく供給され、サイズ調整が難しく、追加重量も不安定になります。
2.2 液滴サイズと被覆均一性
経糸サイズ測定および紙コーティングの場合、目標液滴の大きさは150〜400ミクロン(Dv0.5)です。小さな滴は基質に到達する前に急乾燥のリスクがあります。大きな水滴が水たまりを作り、不均一な浸透を生み出します。
アンチスティックノズルは、詰まりリスクを減らすために、より大きなオリフィス径(標準設計の0.8〜1.2mmに対し1.5〜2.0mm)を用いることが多いです。これにより、同じ圧力で液滴分布がわずかに粗くなり、約50〜80ミクロン分変化します。以下のいずれかで補うことができます:
- 液滴の大きさを微調整するために10〜15%低圧運転
- ノズルから基板までの距離を50〜100mm増加
- 最も細かい用途にエアアシストアトマイゼーションを用いる
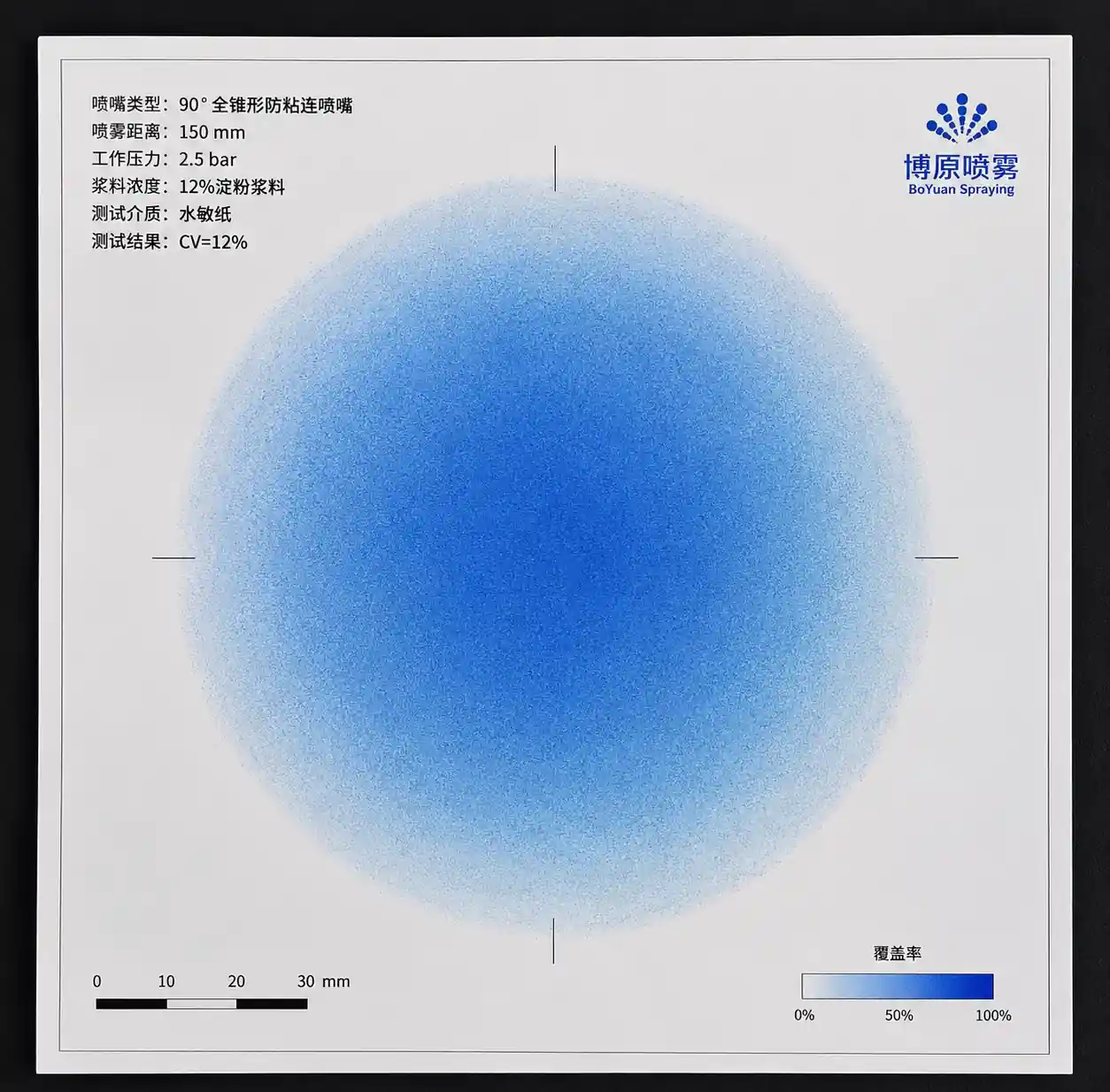
私たちは、幅300mmの経路、150mmのスタンドオフ距離で水感性紙を用いて噴霧均一性を測定しました。2.5バールの1.8mmオリフィスを持つアンチスティックフルコーンノズルは、85〜92%のカバレッジ均一性(変動係数<スプレー幅全体の15%)を実現しました。標準的な1.0mmオリフィスは清潔時には88–94%の均一性を達成しましたが、デンプン曝露6時間後には部分的な詰まりにより60–75%に低下しました。
2.3 スプレー角度の安定性と積み上げ時の
でんぷんの残留物は時間とともに有効な噴霧角度を狭めます。90°のフルコーンノズルは8時間で70〜75°に下がり、縁の被覆が減少し重なり隙間を生じます。研磨された内部ベーンと大きな流れ通路を備えたアンチスティック設計は、連続でんぷん処理を20〜30時間行い、スプレー角度を±5°以内に維持します。
表1:スプレー角度の時間による劣化 – 標準設計とアンチスティック設計
| ノズルタイプ | 初期噴霧角度 | 8時間後の角度 | 20時間後の角度 | 40時間後の角度 | 40時間のカバレッジ損失 |
|---|---|---|---|---|---|
| 標準フルコーン(1.2mmオリフィス) | 90° | 72° | 58° | 詰まっている | 35–40% |
| 粘着防止フルコーン(1.8mmオリフィス) | 90° | 87° | 83° | 78° | 12–15% |
| 標準的なフラットファン(1.0mmのオリフィス) | 80° | 68° | 52° | 詰まっている | 40–50% |
| 粘着防止フラットファン(1.6mmオリフィス) | 80° | 78° | 75° | 70° | 10–12% |
試験条件: 12%改質コーンスターチ、75°C、3.0バール圧力、洗浄なしの連続運転。
この表は、コアとなる価値提案を示しています。アンチスティックノズルは蓄積物を完全に除去するものではなく、蓄積を3〜4倍遅らせることで、洗浄サイクル間の生産時間を長くします。
3.アンチスティックノズル設計の特徴比較
すべての「アンチスティック」ノズルが同じではありません。マーケティングの主張と工学的現実を分けるのはここです。
3.1 内部幾何学:流線型と鋭いエッジ型流路の違い
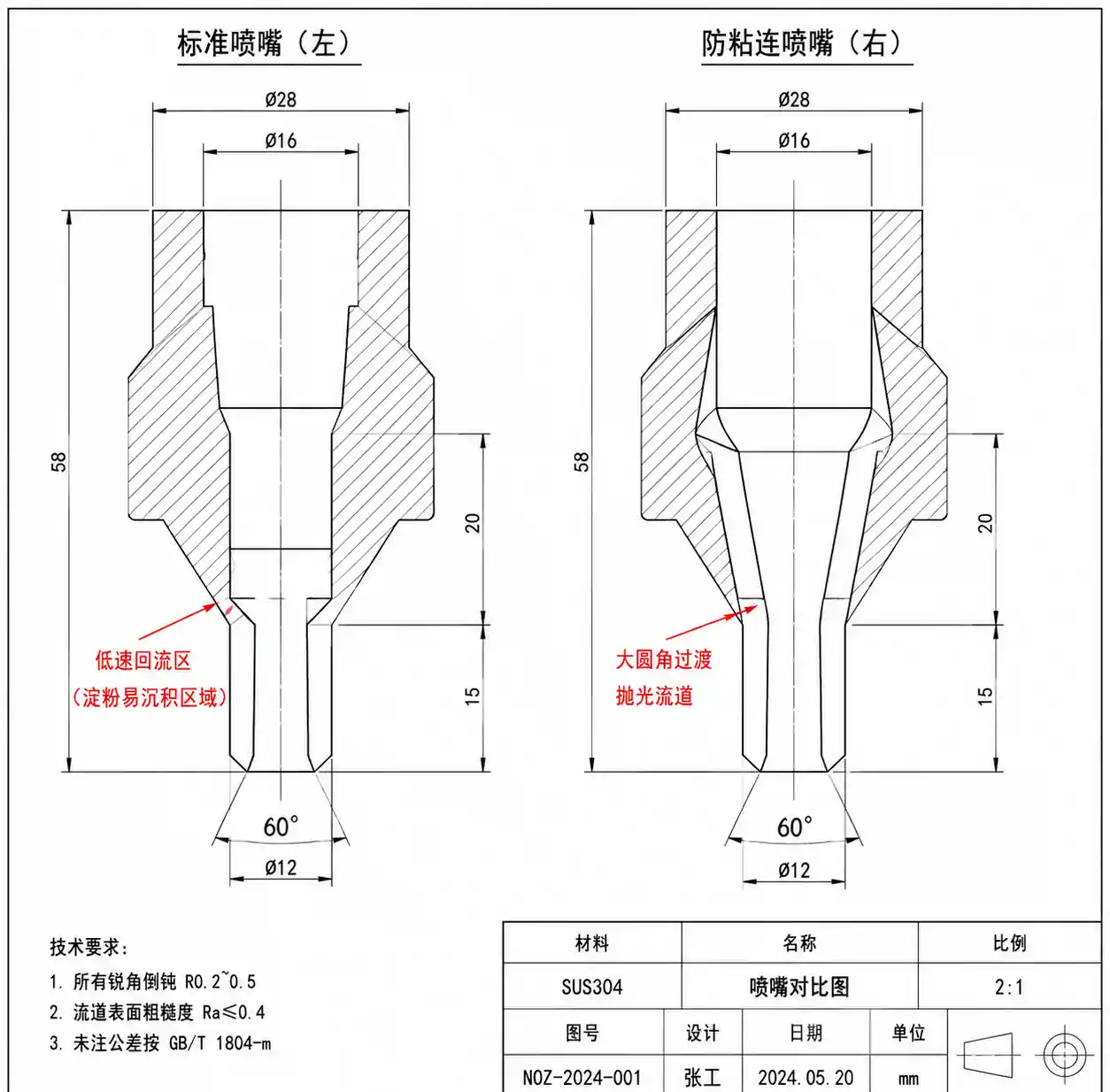
標準的なノズルは、入口通路とスワールチャンバーやオリフィスに接する部分に鋭い角を持つことが多いです。これらの90°遷移により、デンプン粒子が沈殿し結合する低速度の再循環帯が形成されます。数時間経つにつれて、これが硬いデポジットに積み重なっていきます。
アンチスティックノズルの用途:
- 半径付きトランジション(最低0.5mm半径)
- 研磨された内部表面(Ra < 0.4 μm)を核生成部位を減らすために
- 通路径を大きくし(30〜50%幅)、流速とせん断を増加させ、沈降を防ぐ
- 渦ノズル内の接線形入口形状で停滞ゾーンを除去する
50時間のデンプン加工後の分解検査では、アンチスティック設計では残留物質量が60〜70%減少し、内部体積全体ではなくオリフィス出口端にのみ集中していることがわかりました。
3.2 セルフクリーニング機能
いくつかの高度なデザインには以下が含まれます:
- 脈動するフローチャネル: 初期段階の堆積物を押し流すために微細乱流を誘発する内部溝
- 溝のあるオリフィス出口: オリフィスエッジには浅い軸方向溝があり、周囲の蓄積リングを防ぎます
- スプリング式ピン: 稀ですが高固形用途で使用;スプリングピンが定期的にオリフィスを掃きます
私たちのテストでは、溝のあるオリフィスは、普通の研磨オリフィスに比べて約15〜20%のクリーン稼働時間を延長しています。パルス状チャネルはデンプンに対してはほとんど効果が見られませんでした(ただしスラリーにはよく機能します)。スプリング式ピンは機械的な複雑さを増し、デンプン固形物が15%を超える場合や繊維添加剤と組み合わせた場合のみ正当化されます。
3.3 外部表面処理
デンプンはまた、ノズル本体の外側、特に先端面にも蓄積します。この外部の蓄積物はスプレーに滴り落ちたり、汚染物質として剥がれ落ちたりします。アンチスティックノズルには通常以下の特徴があります:
- 先端にPTFEまたはPFAコーティング(厚さ100–200μm)
- 超ポリッシュステンレススチール(Ra < 0.2 μm、しばしば電解研磨)- 窒化チタン(TiN)コーティング ノンスティックと耐摩耗性を兼ね備えるコーティング 現場試験では、PTFEコーティングされたチップは未コーティングの316ステンレスに比べて外部蓄積質量が40〜50%少なかったことが示されています。ただし、PTFEの厚さは摩耗を防ぐために制限が必要です。高速噴霧環境(>50 m/sの噴出速度)で300〜400時間後にコーティングが破損する例もあります。
表2:アンチスティック設計機能効果ランキング
| デザイン特徴 | 詰まり削減 | 外部蓄積削減 | コスト乗数 | 実装の複雑さ |
|---|---|---|---|---|
| 磨かれた内部通路(Ra < 0.4 μm) | 40–50% | 10–15% | 1.3–1.5x | 低 |
| 拡大したオリフィス(1.5–2.0mm 対 0.8–1.2mm) | 50–60% | 0% | 1.1–1.2x | 低 |
| 半径遷移(R ≥ 0.5mm) | 25–30% | 0% | 1.2–1.4x | 中 |
| PTFE/PFAチップコーティング(100–200μm) | 0–5% | 40–50% | 1.4–1.8x | 中 |
| 溝のあるオリフィス出口 | 15–20% | 30–35% | 1.5–2.0x | ハイ |
| スプリング式クリーニングピン | 30–40% | 0% | 2.5–3.5x | ハイ |
複合効果: 研磨通路+拡大オリフィス+PTFEコーティングを施したノズルは、標準ノズルと比べて総蓄積量(内部+外部)を70〜80%削減し、単価の約1.8〜2.2倍に抑えられます。
4.デンプン耐性のための材料選択
4.1 でんぷんは粘着性と擦り切れがあります
改質デンプン溶液には、残留粒子(50〜200μm)に加え、粘土、炭酸カルシウム、ワックスなどの意図的な添加物が含まれることが多いです。これらは同時にでんぷんを作ります:
- 接着剤: 乾燥デンプンは金属表面に強く結合します
- 軽度の研磨性: 懸浮固形物は穴の摩耗を徐々に引き起こします
粘着性(低表面エネルギーまたはノンスティックコーティング)と摩耗(高硬度)の両方に強い材料が必要です。
4.2 材料性能比較
表3:でんぷんのサイズ調整用ノズル材料 – 接着力、摩耗、コスト
| 素材 | 硬度(HRC) | デンプン付着抵抗 | 研磨性の耐久性(相対的) | ノズルあたりのコスト | コメント |
|---|---|---|---|---|---|
| 303/304 ステンレス | 20–25 | 低 | 1.0倍(ベースライン) | $15–25 | 高い蓄積、頻繁な掃除 |
| 316 ステンレス(電解研磨) | 20–25 | 中 | 1.0x | $20–30 | 未研磨製品より30%少ない蓄積 |
| 316 SS + PTFE コーティング | 20–25(ベース) | ハイ | 0.8–0.9x(コーティング摩耗) | $35–50 | 最高のノンスティックですが、コーティングは劣化します。 |
| 硬化17-4 PHステンレス | 38–42 | 中 | 2.5–3.0x | $40–60 | 耐久性は良好で、蓄積は中程度です |
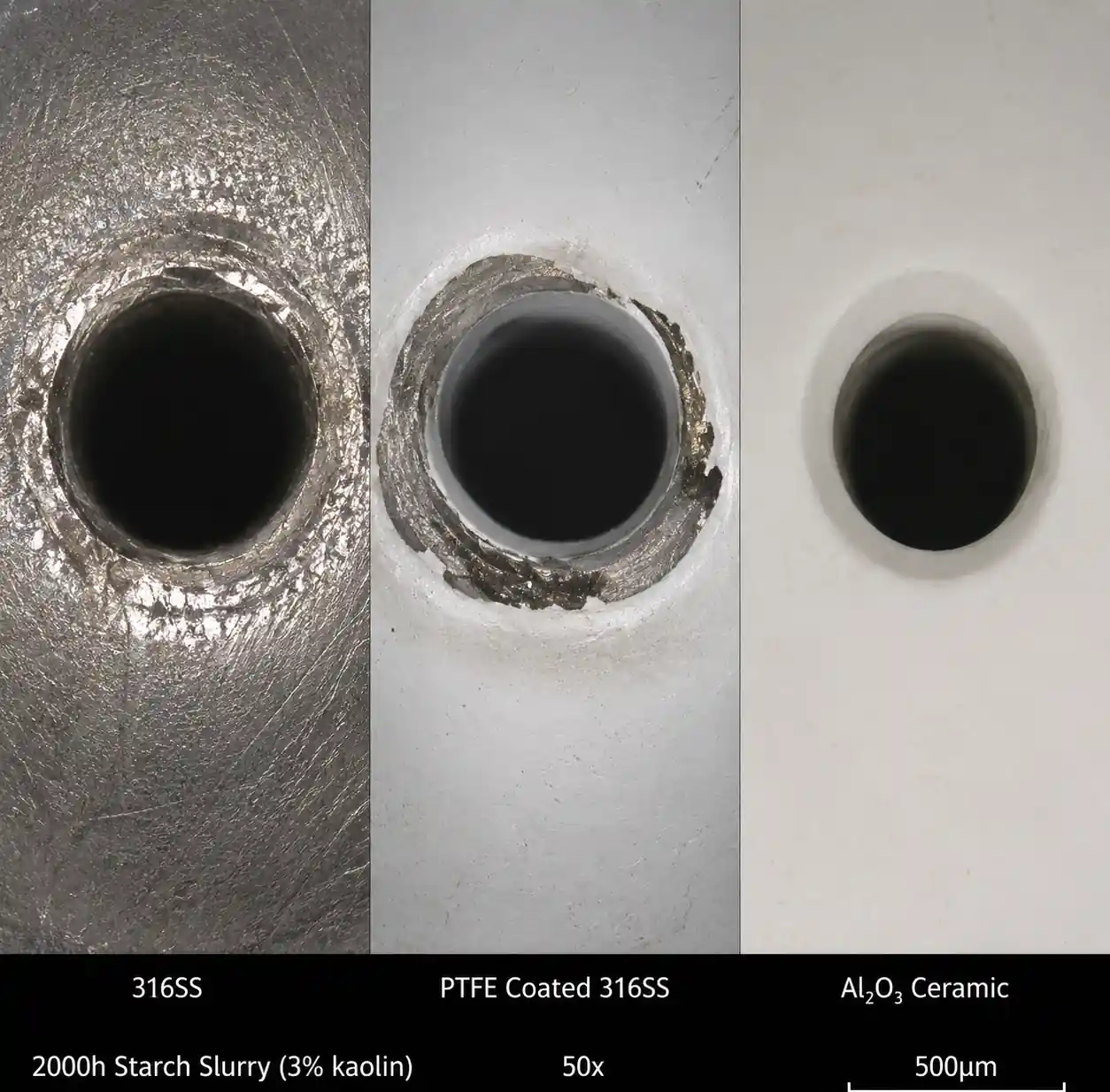
| セラミック(アルミナ 99.5%) | 85–87 | 中〜高 | 8–12x | $80–120 | 優れた摩耗性、脆さ、加工が難しい複雑な形状 |
| カーバイドケイ素(SiC) | 90–95 | 中 | 15–25x | $150–250 | 最も良い着物は、とても脆く、高価な |
| SSボディ内のタングステンカーバイドインサート | 88–92 | 中 | 12–18x | $100–180 | 耐摩耗はオリフィスのみで、SS本体は依然として蓄積します |
実世界のデータ: 繊維経糸のサイズラインで、10%PVA変質デンプンと3%カオリン粘土を2.8バールで走らせ、ノズル交換間隔を追跡しました:
- 316 SS 標準ノズル:600〜800時間ごとに交換(摩耗ではなく詰まりのため)
- 316 SS + PTFE アンチスティック:1,800〜2,200時間(PTFE摩耗)
- 硬化17-4 pHアンチスティック:2,500〜3,500時間(摩耗による流量制限)
- セラミック(アルミナ)アンチスティック:8,000〜12,000時間(1時間は圧力スパイクでひび割れ)
4.3 ハイブリッド素材戦略
最適なバランスのために、以下を推奨します:
- ノズルボディ: 316 SS 電解研磨(外部清掃が容易、耐腐食性)
- 内部通路およびオリフィス: セラミックインサートまたはPTFEコーティング
- チップフェイス: 外部ノンスティック用のPTFEまたはPFAコーティング
このハイブリッド方式は標準SSノズルの1.8〜2.5倍のコストですが、稼働時間を3〜5倍延ばし、清掃作業を大幅に削減します。
5.ノズルタイプの選択:サイズに最適とは何か
5.1 でんぷん塗布におけるフルコーンとフラットファンの違い
フルコーンノズルは円錐全体に均一な滴分布を持つ円形の噴霧パターンを生み出します。理想的な用途は以下の通りです:
- マニホールド内の複数のノズルによる広い基材被覆
- 三次元応用(例:糸や糸束のサイズ測定)
- スタンドオフ距離が変わり、安定したカバレッジが必要な場合
平らなファンノズルは楕円形または長方形の噴霧パターンを作り出します。理想的な用途は以下の通りです:
- 狭幅ウェブコーティング(紙、不織布、狭幅の繊維)
- エッジツーエッジの精密制御
- ノズルあたりの流量が低くなる(細かい制御に優れ)
粘着防止性能において、フルコーン設計には利点があります。内部の渦巻き室は、スプレー品質を損なうことなく、より大きく流線型な通路を設計できるという点です。フラットファンノズルはファン形状を作るために内部公差が厳しく、アンチスティックジオメトリの最適化に使う余地が少なくなります。
現地観察: 紙表面のサイズ測定(120 g/m²クラフト)では、以下と同等のカバレッジ均一性を実現しました:
- 6×フラットファンアンチスティックノズル(80°スプレー、1.5mmオリフィス、150mmオーバーラップ)
- 4本のフルコーンアンチスティックノズル(90°スプレー、1.8mmオリフィス、200mmオーバーラップ)
フルコーン構成は清掃頻度が25%低く、設置コストも15%低かったです。
5.2 空気補助アトマイジングノズル
非常に細かいデンプン塗布(紙コーティング、繊維仕上げ)では、エアアシストノズルが圧縮空気とデンプン流を混ぜることで50〜150ミクロンの液滴を発生させます。ここでのアンチスティキングチャレンジは異なります:
- 内部混合設計(ノズル内で空気と液体が混ざる)は混合室で蓄積しやすい
- 外部混合設計(空気と液体が外で接触)は内部の蓄積が少ないものの、外部混合ゾーンはでんぷんをたまります
空気アトマイズを使う場合は、大きな液体オリフィス(≥3.0mm)とPTFEコーティングされたエアキャップを使った外部混合を選びましょう。アンチスティック設計に関わらず、8〜12時間ごとに掃除する予定です。空気のアトマイズは接着のための表面積を増やすだけです。
5.3 ノズルマニホールド設計の考慮事項
デンプンのサイズ測定では、流速が~0.5 m/sを下回るとノズルマニホールド内部にデンプンが蓄積します。デザインのヒント:
- マニホールドパイプID: フルフロー時の最小速度0.8–1.2 m/sのサイズ
- 行き止まり多様体: 回避;リターンライン付きのフロースルーまたはループ設計を使用してください
- ノズル接続: 直接ねじ接続はバーブド継手より優れています(隙間なし)
- クリーンアウトポート: 1〜2メートルごとにフラッシュポートを設置し、定期的なバックフラッシュを行います
よくある誤りは「圧力損失を下げるためにマニホールドパイプを過大にする」ことです。でんぷん供給では逆効果になり、でんぷんが低速ゾーンに沈着して詰まります。
6.メンテナンス戦略と詰まり防止
6.1 清掃プロトコル
ノズルの粘着防止があっても、定期的な清掃が必要です。40+サイズラインのメンテナンス監査から:
手動分解クリーニング(オフライン):
- 熱湯浸水(80–90°C、15–30分)+柔らかいブラシ
- 頻度:アンチスティックノズルは30〜60時間ごと、標準は8〜16時間ごと
- 作業時間:ノズルあたり~5分
- ダウンタイム:30〜90分(多管アクセス状況による)
現場化学洗浄(CIPスタイル):
- 希釈した苛性物質(1–2% NaOH、60°C、20分)を循環させ、その後熱い水ですすぎます
- 頻度:80〜120時間ごと
- 分解は不要ですが、サイズシステム設計においてCIPループが必要です
- 化学コスト:20ノズルシステムで洗浄サイクルあたり約3〜5ドル
超音波洗浄(オフライン、バッチ処理):
- ノズルを取り外し、超音波タンクでバッチクリーニング(40kHz、洗剤溶液、10〜15分)
- 頻度:200〜300時間ごとに徹底清掃
- ノズルあたりの最速方法(取り扱いを含めて約2分)
- 超音波タンクの投資が必要($800–3,000)
コストメリット: 現在標準ノズルを8時間ごとに手動で清掃している場合、アンチスティックノズル+超音波バッチ清掃に切り替えることで、作業コストが60〜70%削減され、実効稼働時間が12〜18%向上します。
6.2 持続的な蓄積のトラブルシューティング
もしアンチスティックノズルが予想より早く詰まるなら:
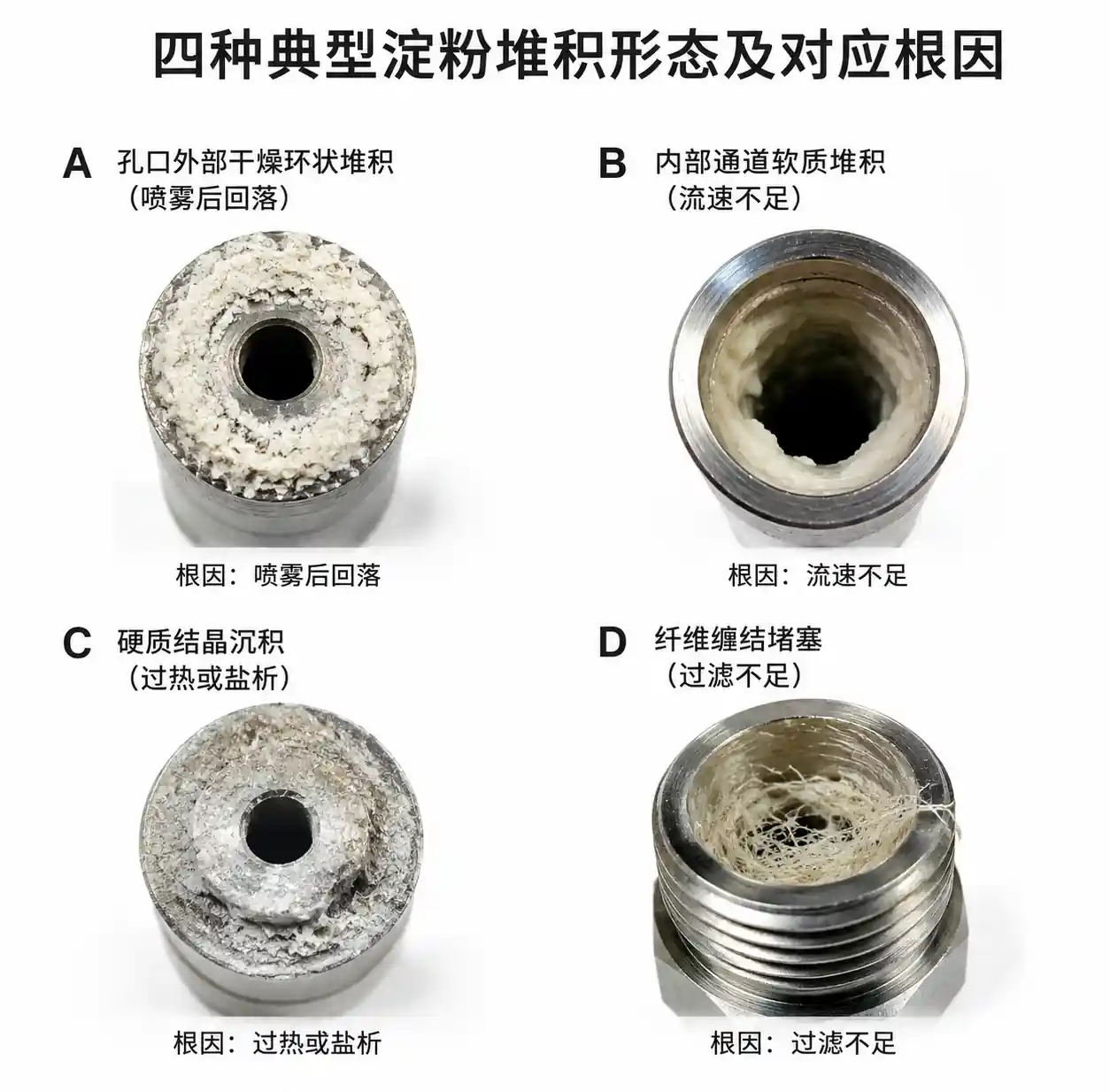
| 症状 | 根本原因 | 解 |
|---|---|---|
| 蓄積はオリフィス出口のみで、内部ではありません | 外部チップ表面のデンプン乾燥 | PTFEコーティングを追加するか、周囲湿度を上げる |
| 全ノズルで急速詰まり(<4時間) | デンプン固形物が高すぎる、または温度が低すぎる(プレゲル化) | デンプン濃度を下げるか加熱を増やす |
| 10+ | 流量分布の不均一;低速で動くノズル | マニホールドのリバランスまたはフローバランシングオリフィスの追加 |
| 硬い結晶堆積物 | でんぷんの過剰加熱または塩分の沈殿 | 調理温度が低くなる;水の硬度を確認 |
| 繊維性詰まり | 供給中の未溶解デンプンまたは繊維汚染 | ノズルの上流に100メッシュのインラインストレーナーを設置 |
6.3 流量モニタリングによる予測保全
スプレーの品質が劣化する前に詰まりを早期に検知できる圧力と流量センサーを設置してください:
- 固定圧力時の基準流量(例:3.0バール時2.0 L/min)
- 流量が8〜10%減少した際のトリガークリーニング(通常はスプレー欠陥の15〜25時間前)
- PLCによる自動アラートにより、スクラップや予期せぬダウンタイムを削減
私たちはこれを4つの紙コーティングラインに実装しました。部分的な詰まりを早期に発見したことで、平均スクラップ率は3.2%から0.8%に低下しました。
7.経済分析:粘着防止と標準ノズルの違い
典型的な繊維経糸サイズラインの総所有コスト(TCO)を12か月間計算します:ノズル8本、デンプン12%、16時間/日稼働、年間300日=年間4,800運転時間。
表4:12か月TCO比較 – 標準ノズルとアンチスティックノズル
| コストカテゴリ | 標準316 SSノズル | アンチスティック(研磨+拡大オリフィス) | アンチスティック(PTFEコーティング) | アンチスティック(セラミックインサート) |
|---|---|---|---|---|
| 初期ノズルコスト(8個) | 160ドル | 320ドル | 400ドル | 800ドル |
| 交換周波数 | 800時間ごと(年間6回) | 2,500時間ごと(年2回) | 2,000時間ごと(年間2.4回) | 10,000時間ごと(年間0.5倍) |
| 交換費用/年 | $960 | $256 | $480 | 400ドル |
| 清掃頻度 | 8時間ごと(年間600回) | 30時間ごと(年間160回) | 40時間ごと(年間120回) | 35時間ごと(年間137回) |
| 労働コスト(@ $40/h、0.5時間/清掃) | 12,000ドル | $3,200 | 2,400ドル | $2,740 |
| ダウンタイムコスト(@ $300/h) | 3,000ドル | 800ドル | 600ドル | 685ドル |
| 合計1年 | $16,120 | $4,576 | $3,880 | $4,625 |
| 合計2+ | 年間15,960ドル | 年間4,256ドル | 年間3,480ドル | 年間3,825ドル |
| 5年TCO | 79,960ドル | 21,600ドル | $17,720 | 20,125ドル |
アンチスティック投資の回収期間:
- 研磨+拡大オリフィス設計:1.4〜2.0ヶ月
- PTFEコーティング設計:1.8〜2.5ヶ月
- セラミックインサート設計:2.5〜3.5ヶ月
PTFEコーティング設計は、標準ノズルに比べて62,240ドル(78%)の節約で最高の5年間TCO(17,720ドル)を実現しています。セラミック設計は初期コストが高いためPTFEよりややTCOが高いですが、圧力の急上昇を経験したり交換作業を最小限にしたい場合(年間0.5倍対2.4倍)に最適な選択肢です。

8.FAQ
Q1: 既存のマニホールドにアンチスティックノズルを後付けできますか?
はい、ほとんどの場合です。アンチスティックノズルは通常、標準的なねじ接続(1/8インチNPT、1/4インチNPT、またはM10x1.0など)を使用します。主な考慮点はオリフィスサイズが大きいことで、同じ流量と液滴サイズを維持するために運転圧力を10〜20%下げる必要があるかもしれません。改修後は必ずスプレーの重なりを確認し、乾燥筋がないか確認してください。
Q2: より粗い水滴により大きなオリフィスに切り替えるとコーティング品質が低下しますか?
私たちの試験では、一定圧力下でオリフィスを1.2mmから1.8mmに拡大すると、中央値の液滴サイズ(Dv0.5)を約60〜80ミクロン増加させました。200〜350ミクロンの滴を対象としたほとんどのデンプンサイズ用途では、これは許容範囲内です。もしプロセスが<200ミクロンの液滴を必要とするなら、圧力を20〜30%下げるか、外部混合設計を用いる空気補助アトマイゼーションを用いてください。### Q3: 油圧ノズルに対してどの濃度が高すぎると? 重量比で固形物が15%を超えるとデンプン粘度は指数関数的に増加し(低せん断時はしばしば>500 cP)、油圧ノズルは適切に霧化するのが難しくなります。アンチスティック設計でも同様です。目には、目立った水滴の代わりに、糸状で糸状のスプレーが見えます。>15%でんぷんを塗る場合は、スロットダイコーティング、グラビアコーティング、またはエアアシストアトマイゼーションを検討してください。12〜15%の間は限界に近づいており、スプレーの品質を注意深く監視してください。
Q4: でんぷんのレシピをアンチスティックノズルに変える必要がありますか?
レシピの変更は不要です。アンチスティックノズルは標準ノズルと同じでんぷんの配合を扱いますが、蓄積抵抗力が優れています。しかし、現在非常に高粘度(>200 cP)や高固形物(>13%)でノズルが詰まりやすい場合、アンチスティック設計に切り替えることでレシピを最適化し、より良い性能を得ることができます。例えば、でんぷん濃度を少し下げて浸透性を高めたり、粘度調整剤を減らすことができるかもしれません。
Q5: PTFEコーティングが擦り切れているかどうかはどうやってわかりますか?
目視検査:PTFEは通常白色または半透明です。摩耗した部分は、その下に金属ステンレスが露出します。機能テスト:洗浄頻度が急に増加した場合(例:40時間ごとから15時間ごとに)、コーティングが破損している可能性が高いです。PTFEの厚さは100〜200ミクロンです。高速用途(出口速度>50 m/s)では、コーティング寿命は300〜500時間と期待されます。中速サイズ(<30 m/s)では、PTFEは1,500〜2,500時間持ちます。### Q6: PTFEコーティングされたノズルを腐食性溶液で洗浄できますか? はい、PTFEは化学的に不活性で、苛性、酸、溶剤に耐性があります。ただし、研磨ブラシや高出力(>60W/L)の超音波洗浄は避けてください。これらはコーティングの剥離を防ぐ恐れがあります。PTFEコーティングノズルには、温水浸水(85°C、20分)+柔らかいナイロンブラシ、または温和な超音波(40kHz、30W/L)を推奨します。
Q7: 生産ランの間にデンプンノズルを保管する最良の方法は何でしょうか?
ノズル内ででんぷんを乾かしてはいけません。停止後はすぐに熱湯(70〜80°C)でノズルを2〜3分間洗い流し、その後圧縮空気で吹き干します。ノズルは乾燥剤入りの密封ビニール袋に入れて保管してください。でんぷんが内部で乾燥すると、セメント状の堆積物に硬化し、何時間も浸かったり交換したりする必要があります。シャットダウン>1週間後は、ノズルを分解して1%の苛性溶液に30分間浸し、すすいで乾燥させて保管します。
Q8: セラミックノズルは本当に5〜10倍のコストプレミアムに見合うのでしょうか?
運営によります。24時間365日連続運転や、ノズル交換の労働コストが高い場合(例:マニホールドへのアクセス困難、クリーンルーム環境など)、セラミックノズルは交換頻度を減らして6〜12ヶ月で回収します。バッチ作業やすでに頻繁に清掃している場合、その回収は18〜36ヶ月に及び、正当化が難しいです。セクション7のTCO(総消費コスト)を実際の労働料とダウンタイムコストと合わせて計算してください。
9.結論と今後のステップ
デンプンサイズに適したアンチスティックノズルを選ぶには、3つの要素に集約されます:内部形状、材料の選択、そしてメンテナンス戦略。繊維、紙、波板のサイズ設計分野における当社のフィールドデータに基づいて:
ほとんどの作業(8–12%でんぷん、中程度の固形物、2–4バール圧力):
- まずは*ポリッシュ316 SSに拡大オリフィス(1.5–1.8mm)+PTFEチップコーティング
- 標準ノズルと比べて洗浄の合計で3〜5倍の稼働時間が期待されます
- 返済期間:2〜3ヶ月
高摩耗環境(>3%鉱物充填剤、高速スプレー)に対して:
- セラミックまたはタングステンカーバイドインサート設計へのアップグレード
- 初期コストが3〜4倍高く、8〜15倍の耐用年数を延長する
- 回収期間:連続操業で6〜12ヶ月
空気補助微細アトマイゼーションの場合:
- 大きな液体オリフィス(≥3.0mm)とPTFEコーティングエアキャップを備えた外部混合設計を使用
- アンチスティック機能に関係なく、8〜12時間ごとに清掃する計画を立てる
- 24時間稼働する場合は自動CIPシステムを検討する
推奨行動計画
- 現在のパフォーマンスを監査する: 実際の清掃頻度、交換間隔、関連する労働・ダウンタイムコストを4週間にわたって追跡する
- セクション7の実際の数値でTCO計算を行う
- パイロットから始めましょう: 最も問題のあるゾーンにアンチスティック設計のノズルを2〜3本後付けします。蓄積量の減少と噴霧の安定性を測定します
- 検証済みのスケールアップ: フルマニホールドの後付けは通常2〜4ヶ月で回収されます
- 流量監視の実装: 自動アラートは早期の詰まりを検知し、スクラップを60〜75%削減します
デンプンのサイズ調整作業が頻繁な詰まり、カバーの不均一、手間のかかる作業に悩んでいる場合、アンチスティックノズルはマーケティングの約束ではなく、フロー遷移点や外部表面でのデンプン付着という根本原因に対処するエンジニアリング設計を通じて測定可能なROIを提供します。
システムのサイズ調整を手伝おうか?
デンプン粘度、基材幅、コーティング重量目標、生産スケジュールに基づいて用途特化したノズル選択を希望される場合は、プロセスパラメータをスプレー塗布エンジニアにご連絡ください。
- でんぷんの種類と濃度(固形物の割合)
- 動作温度
- 基材材料と幅
- ターゲットコーティング重量(g/m²)
- 現在のノズル構成と圧力
ほとんどのノズルメーカーはフリーフローモデリングを提供し、正式なコミット前に現場試験用のサンプルノズルを提供することも可能です。