





コーティングの厚さが不均一ですか?圧力変動とノズル摩耗の関連を診断する方法
目的: 本ガイドでは、圧力不安定性やノズル摩耗によるコーティング厚みの不均一性を特定し解決するための体系的なアプローチを案内します。これらはスプレーコーティング作業における最も一般的でありながら誤診される問題の二つです。
- 1. 1.はじめに:なぜコーティングの厚さは異なるのか、そしてそのコストは何になるのか
- 2. 2.流量・圧力・摩耗三角形の理解
- 2.1. 2.1 油圧ノズルの平方根の法則
- 2.2. 2.2 ノズル摩耗が流量係数Kに与える影響
- 2.3. 2.3 なぜ圧力と摩耗が相互作用するのか
- 3. 3.圧力変動:根本原因と検出方法
- 3.1. 3.1 圧力不安定性の一般的な原因
- 3.2. 3.2 検出・測定プロトコル
- 3.3. 3.3 クイックフィールドテスト
- 4. 4.ノズルの摩耗:オリフィス拡大がすべてを変える方法
- 4.1. 4.1 ノズル摩耗の機構
- 4.2. 4.2 摩耗がコーティング性能にどのように現れるか
- 4.3. 4.3 現場データ:ノズル材質別の摩耗率
- 5. 5.診断プロトコル:圧力と摩耗問題の分離
- 5.1. 5.1 ベースラインフローテスト(新しいノズル)
- 5.2. 5.2 稼働中の流量試験(疑わしいノズル)
- 5.3. 5.3 圧力変動テスト
- 5.4. 5.4 散布パターンの評価
- 5.5. 5.5 意思決定マトリックス
- 6. 6.素材選択と着用寿命の経済学
- 6.1. 6.1 総所有コスト(TCO)計算
- 6.2. 6.2 低コストの材料を選ぶタイミング
- 7. 7.予防保守スケジュールと受け入れ基準
- 7.1. 7.1 推奨検査間隔
- 7.2. 7.2 ドキュメント化とトレーサビリティ
- 7.3. 7.3 継続使用の受け入れ基準
- 8. 8.FAQ
- 8.1. Q1: ノズルの摩耗を補うために圧力を上げることはできますか?
- 8.2. Q2: 自分の圧力変動が「正常」かどうかはどうやってわかるのですか?
- 8.3. Q3: 私のノズルは100時間で摩耗しますが、メーカーは500時間持つと言っています。なぜ?
- 8.4. Q4: 使い古されたノズルをリフレッシュする方法はありますか?
- 8.5. Q5: タングステンカーバイドとシリコンカーバイドのどちらを選ぶべきですか?
- 8.6. Q6: ノズルの摩耗は安全上の問題を引き起こすことがありますか?
- 9. 9.結論と今後のステップ
1.はじめに:なぜコーティングの厚さは異なるのか、そしてそのコストは何になるのか
コーティング厚みの不均一は、ロールコーティング、スプレーブース、ウェブコーティング作業で最も報告されている品質問題の一つです。ドライフィルムの厚さがターゲットから±10%以上ずれると、再作業率の増加、コーティング材料の廃棄、製品の拒絶の可能性に直面します。例えば自動車用クリアコートラインでは、15ミクロンの分散が光沢測定の合格・失敗の差を意味することがあります。
数十のコーティング施設での現場経験から、説明のつかない厚さ変動の約60%を、2つの相互に関連する要因、すなわち供給圧力変動と進行的ノズル摩耗に起因していることを特定しました。これらの問題はしばしば同時に現れます。なぜならノズルの摩耗は圧力の問題を隠し、不安定な圧力は摩耗を加速させるからです。
このガイドは、以下を目的とした段階的な診断フレームワークを提供します:
- 圧力駆動と摩耗駆動の厚さの違いを区別する
- ノズル交換遅延の経済的影響を定量化する
- コーティング媒体の特性に基づく予測保守間隔を設定する
- 研磨性または腐食性流体の総所有コストを最小限に抑えるノズル材料の選択
最終的には、コーティングの不整合をトラブルシューティングし、ノズル交換タイミングに関するデータに基づく判断を行うための再現可能なプロトコルが完成します。
2.流量・圧力・摩耗三角形の理解
診断に入る前に、流量、圧力、ノズル摩耗の基本的な関係を理解することが重要です。多くのオペレーターは、20%の圧力降下が20%の流量減少を意味すると考えますが、これは誤りであり誤診の原因となっています。
2.1 油圧ノズルの平方根の法則
油圧式(非エアアシスト)ノズルの場合、流量Qは以下によって制御されます:
Q = K × √P
ここで:
- Q = 流量(リットル毎分またはガロン毎分)
- K = ノズル流量係数(特定のオリフィスサイズと形状に対する定数)
- P = 供給圧力(バーまたはPSI)
重要な洞察: 圧力が40 PSIから30 PSIに(25%の低下)に下がっても、流量は√(30/40)≈ 0.866、約13.4%しか減少しません。逆に、ノズルの摩耗を補うために圧力を40 PSIから60 PSIに上げると、流量は1.225 ≈ √(60/40)、つまり22.5%しか増えず、予想される50%の増加ではありません。
2.2 ノズル摩耗が流量係数Kに与える影響
ノズルのオリフィスが研磨摩耗によって侵食または拡大すると、流量係数Kが増加します。オリフィスの直径が10%増えると、同じ圧力で流量が約20%増加するのが一般的で、流量面積は直径の二乗に比例します。
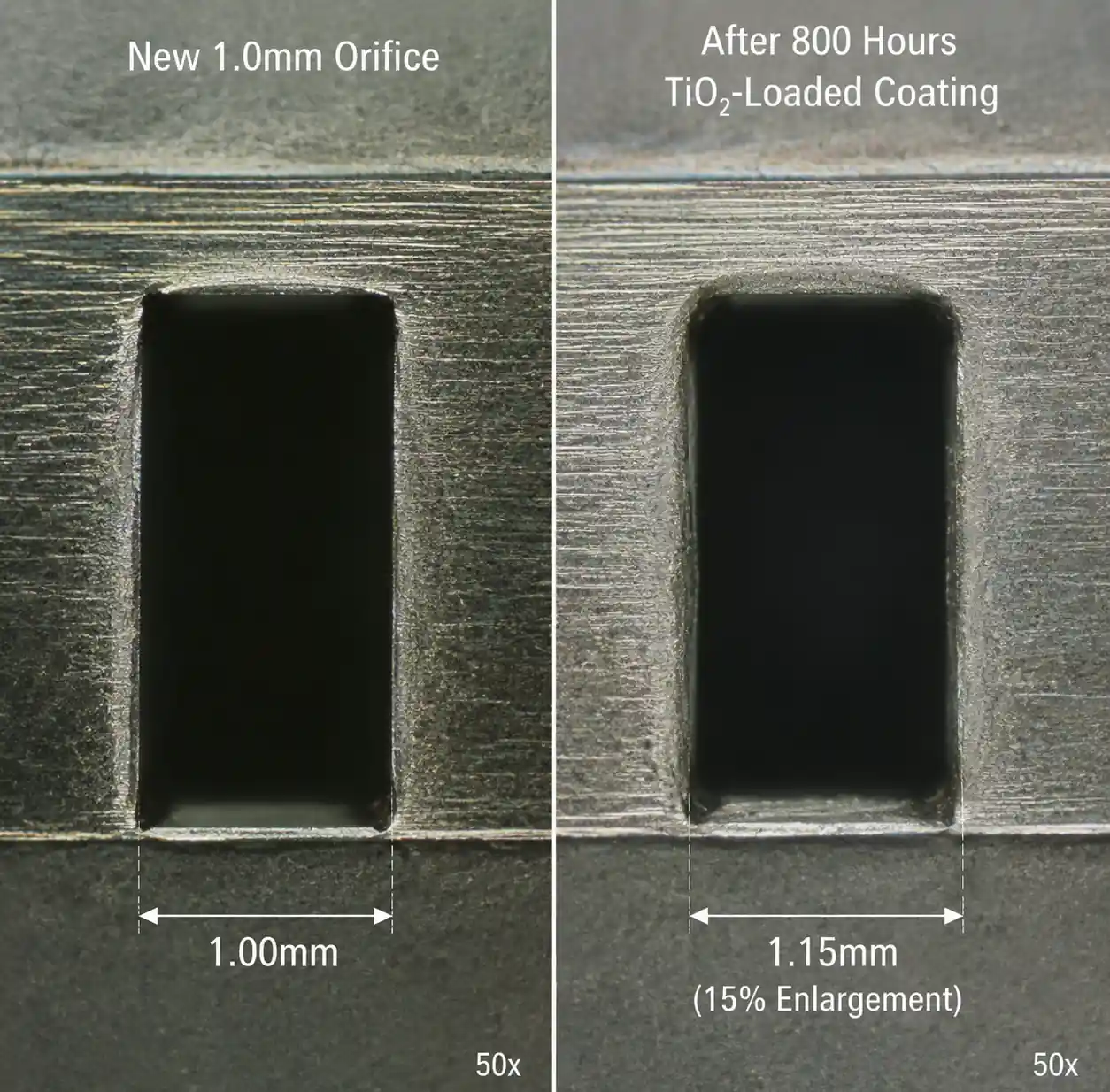
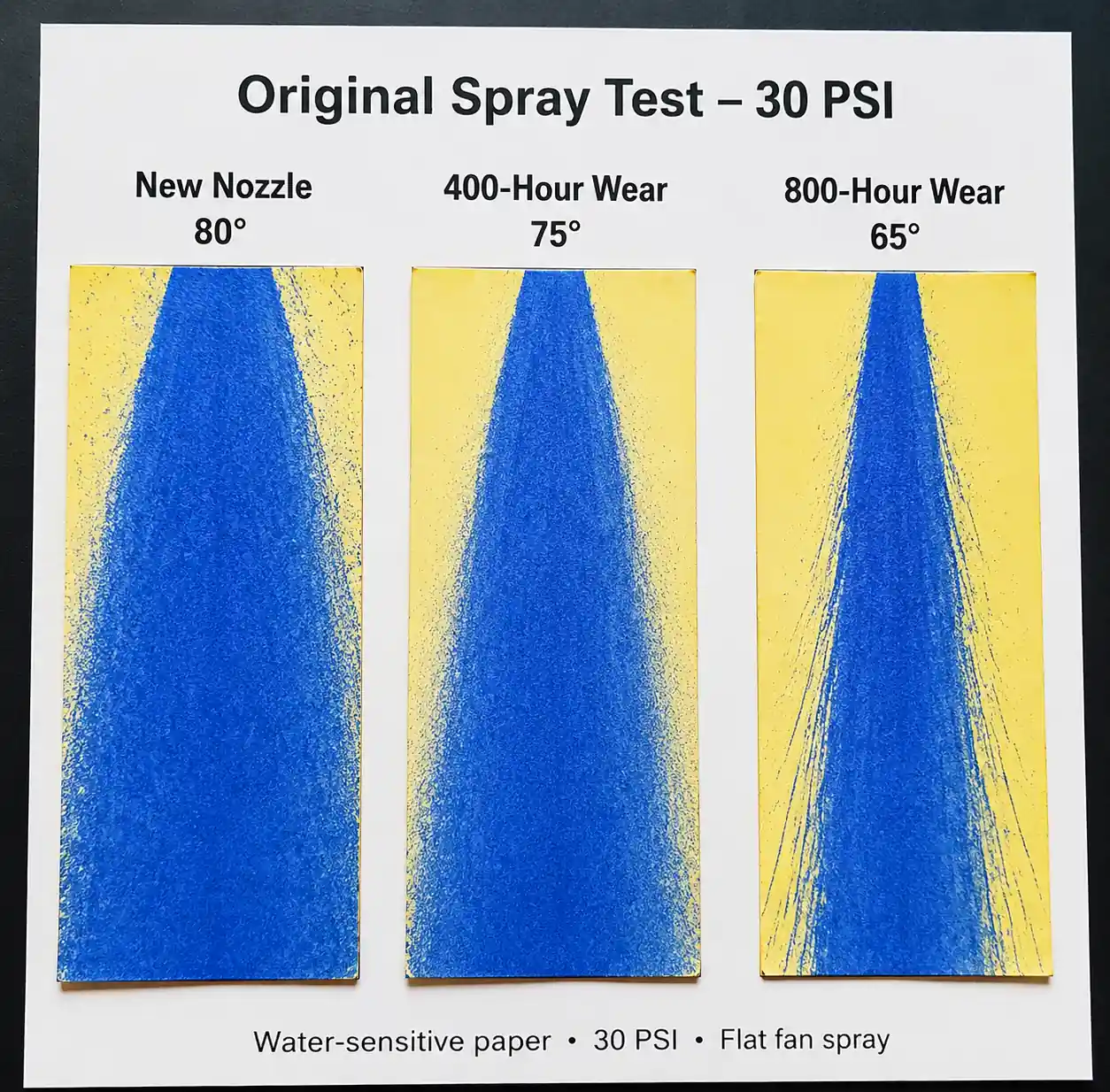
現場からの例: TiO₂を含んだベースコートをスプレーして800時間運転した後、水性コーティングラインのフラットファンノズルを測定しました。開口部の直径は1.0mmから1.15mm(15%拡大)に増加しました。30 PSIでは流量が0.85 LPMから1.18 LPMに39%増加しました。オペレーターは圧力を20 PSIに下げて流量を0.96 LPMに戻すことで補正していましたが、これにより噴霧角度が80°から約65°に狭まり、ウェブの端にストライプ欠陥が生じました。
2.3 なぜ圧力と摩耗が相互作用するのか
摩耗したノズルは、大きなオリフィスが流れ抵抗が少ないため、圧力の変化により敏感です。±2 PSIの圧力変動で新しいノズルで±7%の流量変動が生じると、摩耗したノズルのオリフィス拡大が20%で±10%の変動が生じることがあります。さらに、拡大したオリフィスを通る高速はフィードバックループ内の侵食を加速させることがあります。
3.圧力変動:根本原因と検出方法
3.1 圧力不安定性の一般的な原因
コーティング施設での診断作業から、最も一般的な原因は以下の通りです:
- ポンプキャビテーションまたは空気の巻き込み – 特にリターンフローが気泡を導入する循環システムにおいて顕著です。症状としては、不規則な圧力計、針の動き、ポンプの音が聞こえます。
- 供給フィルターのサイズが小さいまたは詰まっている – 乾燥したコーティング粒子を充填した100メッシュフィルターは5〜15 PSIの圧力低下を引き起こし、シフト中にフィルターの負荷がかかるにつれてその圧力低下が増加します。
- 圧力調整器ヒステリシス – 低コストのスプリング式レギュレーターは±3 PSIのヒステリシスを持つことがあります;電子式レギュレーターはこれを±0.2 PSIに下げます。
- 流量バランスが悪い共有供給マニホールド – 複数の噴霧ゾーンが個別の圧力補償なしに1つのマニホールドから供給を取ると、あるゾーンでの流量需要の急増が他のゾーンの圧力を奪ってしまいます。
- 温度駆動の粘度変化 – 温度上昇が10°Cでコーティングの粘度を20〜40%低下させ、流れ特性や有効システム圧力を変化させます。
3.2 検出・測定プロトコル
ステップ1: 高解像度圧力トランスデューサー(最低0.1 PSI解像度)をノズル入口またはできるだけ近くに設置してください。ポンプのゲージだけに頼らないでください。ライン損失はかなり大きい場合があります。
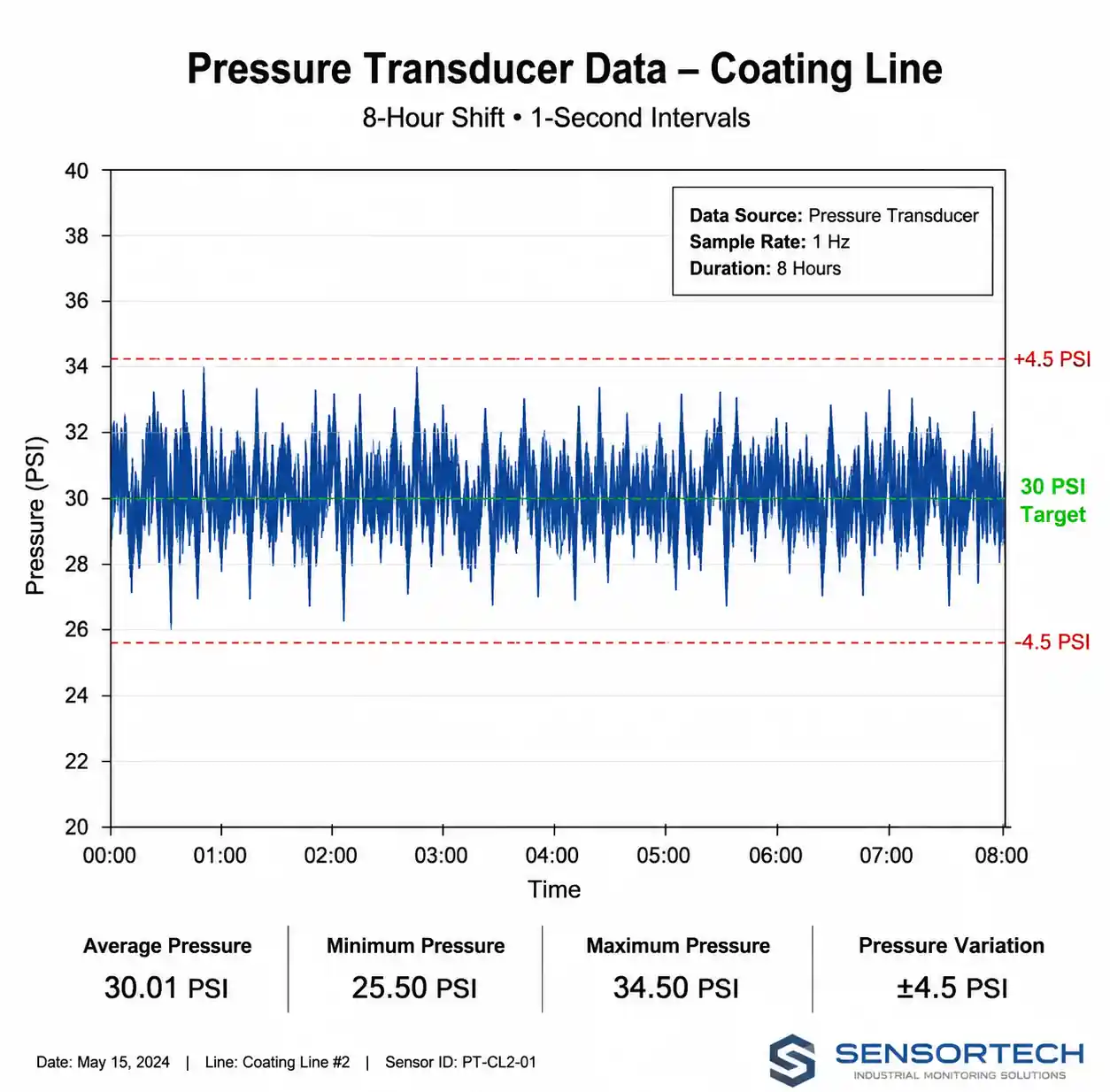
ステップ2: 完全な生産シフト中に1秒間隔(または急激な変動が疑われる場合はそれより速く)連続して圧力を記録します。多くのオペレーターは始動時のみ圧力を確認し、シフト中のドリフトを見逃しています。
ステップ3: 圧力統計を計算する:
- 平均圧力
- 標準偏差
- 最小/最大範囲
- 変分係数(CV = 標準偏差 / 平均)
受理基準: 厚さ±5%の制御が必要なコーティング作業では、圧力CVは2%未満に抑えるべきです。厚さ許容±10%の場合、CVは5%未満で許容されます。
ステップ4: 圧力ログとコーティング厚さの測定を相互相関します。厚さの変化がウェブ移動時間を考慮に入れた時間遅れで圧力の変化に追随する場合、圧力が支配的な要因となります。
3.3 クイックフィールドテスト
伐採機器がない場合は、次の手動テストを実施してください。
- 目標圧力(例:30 PSI)を設定し、30秒間目盛りシリンダーにスプレーを集めてノズル流量を記録します。
- 人工的に圧力±10%(27 PSIおよび33 PSI)を変化させ、流量を再測定します。
- 測定された流量変化と理論的な√P関係を比較する。測定された変化が理論を大きく超えた場合は、空気の巻き込みや二相流れを疑います。
4.ノズルの摩耗:オリフィス拡大がすべてを変える方法
4.1 ノズル摩耗の機構
ノズルオリフィスの摩耗は主に3つのメカニズムで発生します。
- 侵食性摩耗: 硬質粒子(TiO₂、シリカ、金属顔料)が高速でオリフィスエッジに衝突し、機械的に材料を除去します。摩耗率は粒子の硬度、濃度、速度(ほぼ圧力に比例)に応じてスケールします。
- 腐食性摩耗: 酸性またはアルカリ性コーティングは特に高温でノズル材料を化学的に攻撃します。
- キャビテーション侵食: 鋭利なエッジ付近で発生する蒸気バブル崩壊(非常に高圧または低粘度溶媒でよく見られます)が局所的なピッティングを引き起こします。
顔料負荷が15〜25%の水性コーティングでは、侵食性摩耗が支配的です。攻撃的な化学的用途(例:ピッキングやエッチングスプレー)では、腐食が主な原因となります。
4.2 摩耗がコーティング性能にどのように現れるか
開口部が大きくなると、以下のことが見えます:
- 一定圧力での流量増加 – これにより湿潤フィルムの厚さが直接増加します。
- 噴霧角度の広がり/狭まる – ノズルの種類によります;平らな扇形は開口部が鋭くなっていくにつれて狭くなることが多いですが、完全な円錐は広がることがあります。
- 液滴サイズ分布シフト – 大きなオリフィスは一般的に粗い液滴を生み出し、霧化品質が低下し、垂直コーティングにおけるオレンジピールや垂れ下がりの欠陥を増加させます。
- スプレーパターンの歪み – 非対称な摩耗によりスプレー分布が不均一になり、ストリークやストライプの欠陥として目に見えます。
4.3 現場データ:ノズル材質別の摩耗率
以下の表は、加速スラリー試験(20%アルミナ、3000 PSI、500時間)およびコーティングラインでの現場検証による相対的な摩耗寿命をまとめたものです。
| ノズル材料 | モース硬度 | 相対的な摩耗寿命 | コスト乗数 | ベストユースケース |
|---|---|---|---|---|
| 303 ステンレススチール | ~5.5 | 1x(基準値) | 1x | 研磨性がなく、水性で低予算 |
| 硬化17-4 PH鋼 | ~6.5 | 2–3x | 1.5倍 | 中程度の研磨剤、短い交換サイクル |
| タングステンカーバイド | ~9 | 15–25x | 8–12x | 非常に研磨性の高いスラリー、長時間の生産 |
| 炭化ケイ素セラミック | ~9.5 | 20–30x | 6–10x | 研磨性+腐食性ですが脆い—圧力の急上昇を避ける >70 PSI |
| アルミナセラミック(99.5%) | ~9 | 10–20x | 4–6x | 中程度の研磨剤、コストに敏感、熱衝撃を回避 |
経済的な損益分岐点の例: ステンレス製ノズルは15ドルで、コーティング中に200時間持つと仮定します。タングステンカーバイドノズルは120ドル(8倍)ですが、持ち時間は4,000時間(20倍)です。時間あたりのコスト:ステンレス=$0.075/時間、カーバイド=$0.03/時間。カーバイドはコストを60%削減し、19回の交換やそれに伴うダウンタイムも回避できます。
しかし、ランが短時間(季節色が100時間ごとに変わる)なら、カーバイドノズルはほとんど返ってこないので、硬化鋼やアルミナを使い続けてください。
5.診断プロトコル:圧力と摩耗問題の分離
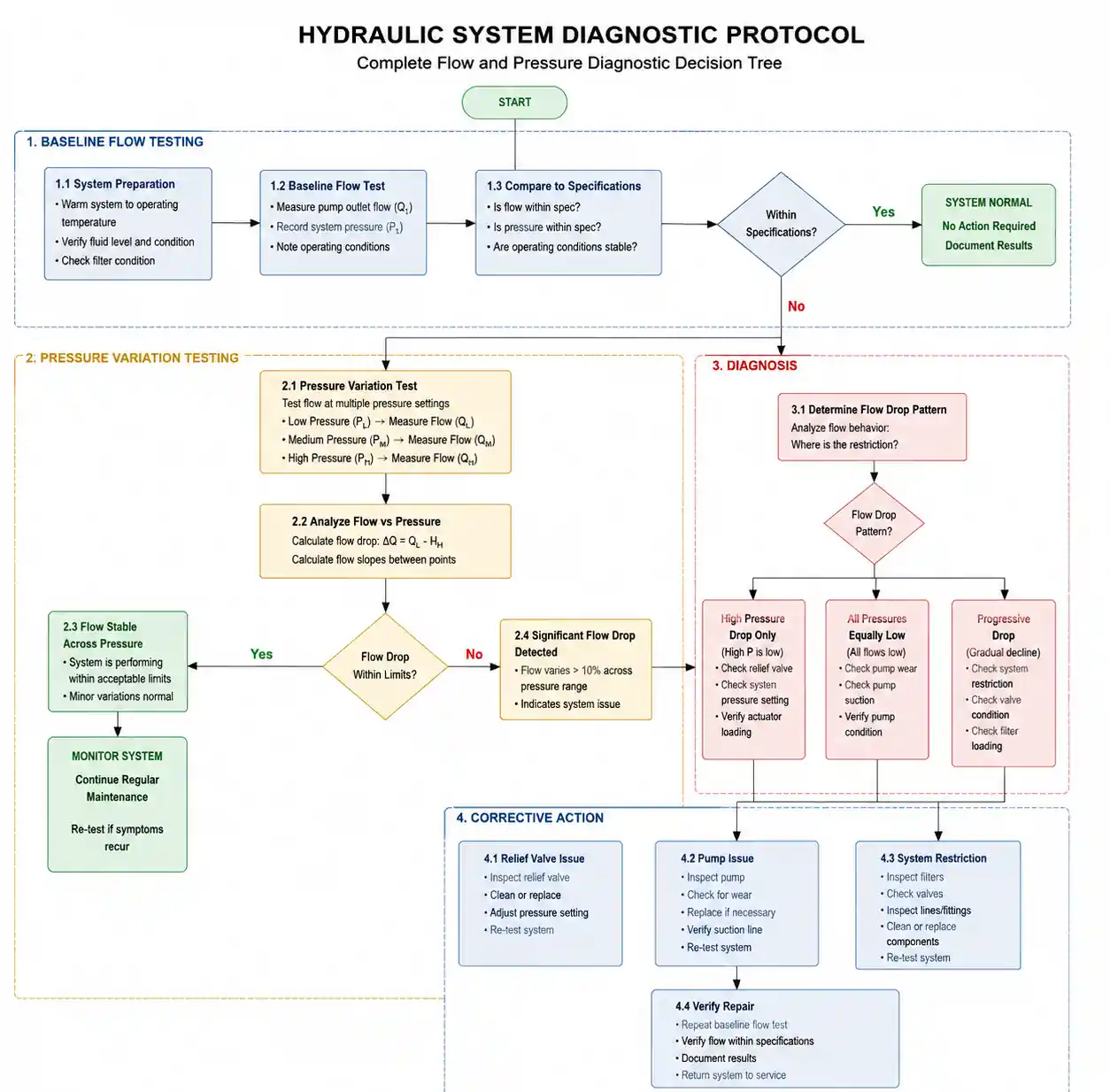
これが問題解決の基本手順です。幽霊を追いかけるのを避けるために、計画的に実行してください。
5.1 ベースラインフローテスト(新しいノズル)
目的: 良好なノズルを使って運転圧力で基準流量を設定する。
手続き:
- 正しい仕様の新しいノズルを取り付け(可能ならピンゲージでオリスサイズを確認してください)。
- ノズル入口の圧力トランスデューサーを使って、システム圧力を目標設定値(例:30 PSI)に設定します。
- スプレーの出力を正確に60秒間容器に集めます(ストップウォッチを使用)。体積はmLまたはオンスで測定してください。
- 流量Q₀をLPMまたはGPMで計算します。
- 噴霧パターンを水に敏感な紙やテストパネルに記録し、後で比較するために写真を撮る。
データをログに残す:
- ノズル部品番号、シリアル番号(該当する場合)、取り付け日
- 圧力P₀における測定流量Q₀
- 噴霧角度(可能であれば分度器で測定)
- パターンの品質(均一、縞模様など)
5.2 稼働中の流量試験(疑わしいノズル)
上記の流量試験手順を現在稼働中のノズルで繰り返します。Q_currentとQ₀を比較してみてください。
解釈:
- Q_current / Q₀ < 0.95: 部分的な詰まりの可能性(ノズルの点検、フィルターの状態確認)。
- 0.95 ≤ Q_current / Q₀ ≤ 1.10: ノズルは許容される摩耗許容範囲内です。
- Q_current / Q₀ > 1.10: 重大な摩耗が疑われる—ステップ5.3へ進む。
- Q_current / Q₀ > 1.25: 深刻な摩耗—即時交換を推奨。
詰まりと摩耗に関する注意: 流量が基準値より低い場合はノズルを取り外し、拡大鏡でオリフィスを点検してください。詰まりは蓄積や繊維の蓄積を示します。摩耗は滑らかで拡大した形状を示します。
5.3 圧力変動テスト
目的: 圧力不安定性だけで厚さの変化を説明できるかどうかを明らかにすること。
手続き:
- 疑わしいノズルがまだ装着された状態で、通常のコーティング作業中に30分間連続して圧力を測定すること。
- ウェブ幅に均等に配置された10点のコーティング厚さを5分ごとに同時に測定(合計60データポイント)。
- 圧力と厚さの相関係数を計算する。
解釈:
- 相関>0.7: 圧力変動が主要な要因であり、供給圧力(チェックポンプ、レギュレーター、フィルター)の安定化に重点を置きます。
- 相関< 0.4: 厚さの変動はノズルの摩耗やパターン歪みによるものと考えられますが、圧力は十分に安定しています。
- 0.4 <相関< 0.7: 両方の要因が寄与します。まず圧力を解決し(より安価かつ迅速)、その後ノズルを再評価します。
5.4 散布パターンの評価
目視検査では流量だけでは分からない問題が明らかになります:
- ノズルを設計のスタンドオフ距離で水感性紙に2秒間スプレーします。
- ステップ5.1の基準パターンと比較してください。
- 注意事項:
- 非対称または「テール」 – 不均一なオリフィスの摩耗や内部ベーンの損傷を示します。
- 狭窄スプレー角度 – 摩耗したフラットファンノズルでよく見られます;エッジのカバー範囲を減らします。
- 粗い滴、または「スピッティング」 – 拡大したオリフィスは原子化エネルギーを減少させます。
受理基準: 噴霧角度が±5°以上変化したり、パターンに筋が見える場合は、流量試験結果に関わらずノズルを交換してください。パターン欠陥は、平均的な厚さ測定では見られないコーティング欠陥を直接引き起こします。
5.5 意思決定マトリックス
| 流量増加 | 圧力CV | パターン品質 | 診断 | アクション |
|---|---|---|---|---|
| <10% | <2% | 良好 | 正常運行 | 監視継続 |
| >15% | <2% | 歪み | ノズル摩耗が進んだ | すぐにノズルを交換 |
| >25% | いずれも | いずれも | 激しい摩耗 | 緊急ノズル交換、摩耗の根本原因を確認 |
6.素材選択と着用寿命の経済学
適切なノズル材料の選択は、単なる性能の問題ではなく、経済的な最適化の問題です。
6.1 総所有コスト(TCO)計算

TCOには以下が含まれます:
- 初期ノズルコスト – 単価あたりの購入価格
- 代替労働コスト – ダウンタイム+技術者時間(交換1回あたり50ドル〜150ドル)
- 起動時のコーティング廃棄物 – ノズル交換後の流量安定化中の規格外生産
- 品質損失リスク – 検査を通過したノズルの摩耗による欠陥
例計算:
コーティングラインが年間6,000時間稼働していると仮定します。ダウンタイムの費用は1時間あたり200ドルです。ノズル交換の労力は0.5時間で、時給80ドルです。
| 素材 | ノズルコスト | ライフ(時間) | 年間の変化 | 労働/年数 | ダウンタイム/年 | ノズルコスト/年 | 年間総TCO(総TCO) |
|---|---|---|---|---|---|---|---|
| ステンレス | 15ドル | 300 | 20 | 800ドル | $2,000 | 300ドル | 3,100ドル |
| 硬化鋼 | 25ドル | 750 | 8 | 320ドル | 800ドル | 200ドル | $1,320 |
| タングステンカーバイド | $120 | 5,000 | 1.2 | $48 | $120 | $144 | $312 |
結果: タングステンカーバイドは1ユニットあたり8倍高いにもかかわらず、TCO(総消費コスト)を90%削減します。損益分岐点はわずか1,500時間の稼働で達成されます。
6.2 低コストの材料を選ぶタイミング
カーバイドが常に最適とは限りません:
- 短いキャンペーン期間: 200時間ごとに色や配合を変えると、ノズルは摩耗寿命に達しません—硬化鋼を使用しましょう。
- 機械的損傷のリスク: ノズル接触が頻繁または高振動環境の自動化システムでは、脆性セラミックが割れることがありますが、ステンレスの方が安全かもしれません。
- マルチノズルアレイの予算制約: 50ノズルのスプレーバーはカーバイドで6,000ドル、ステンレスは750ドルで、CapEx承認を超える可能性があります。まず最も摩耗の高い位置で段階的なアップグレードを検討してください。
7.予防保守スケジュールと受け入れ基準
反応ノズル交換(目に見える欠陥を待つ)はコストがかかります。予知保全に切り替えましょう。
7.1 推奨検査間隔
| コーティングの種類 | 検査頻度 | 流量試験周波数 | 交換トリガー |
|---|---|---|---|
| 水性、低固形物 | 500時間ごとに | 1,000時間ごとに | 流量増加 >15% |
| 溶媒系中程度の固体 | 300時間ごとに | 600時間ごとに | 流量増加 >12% |
| 高固形物、研磨性(TiO₂、金属剥片) | 200時間ごとに | 400時間ごとに | 流量増加>10%またはパターン歪み |
| 腐食性または高温 | 250時間ごとに | 500時間ごとに | 目に見える腐食または流量増加 >12% |
検査手順:
- ひび割れ、腐食、蓄積の目視検査。
- 標準圧力での流量試験(基準Q₀と比較して)。
- 水に敏感な紙にスプレーパターンテストを行う。

7.2 ドキュメント化とトレーサビリティ
ノズルログブック(デジタルまたは紙)を以下のように管理してください:
- ノズルID(スプレーバー内の位置、例:「ゾーン2、ノズル5」)
- 設置日と時間計の読み取り
- 設置時の基準流量Q₀
- 検査結果(日付、流量、パターン品質)
- 退役日および総勤務時間
- 削除理由(予定された代替、早期故障、キャンペーン終了)
このデータにより、特定のコーティング化学に応じた実際の摩耗率を計算し、交換周期を調整できます。
7.3 継続使用の受け入れ基準
ノズルを操作し続けないでください:
- 流量はベースラインから>15%増加(重要な用途では>10%)増加
- 噴霧角度が>±5°変化しています
- 目に見えるパターン歪み(ストリーク、テール、または非対称)
- 10倍拡大で確認できるひび割れや腐食
- コーティング厚さの変動がプロセス能力の限界を超えている
たとえノズルが「まだ動作する」としても、この制限を超えて操作するとスクラップ率が上がり、生産途中で壊滅的なパターン破損のリスクがあります。
8.FAQ
Q1: ノズルの摩耗を補うために圧力を上げることはできますか?
いいえ。圧力を上げると流量は多少減少します(Q∝ √Pを覚えておいてください。Q∝Pではありません)が、噴霧角度、液滴の大きさ、衝撃力も変化します。症状を隠しているだけで、根本的な原因を解決しているわけではありません。さらに、圧力が高いほど摩耗が加速します。
Q2: 自分の圧力変動が「正常」かどうかはどうやってわかるのですか?
±5%の厚さ制御が必要なコーティング用途では、圧力CV(変動係数)は<2%であるべきです。CVが5%を超えると問題があります。これを正確に測定するには、ニードルゲージではなくデータログ用圧力トランスデューサーを使用してください。
Q3: 私のノズルは100時間で摩耗しますが、メーカーは500時間持つと言っています。なぜ?
ほとんどのメーカー仕様では、クリーンウォーターまたは低研磨性の液体を前提としています。20%のTiO₂顔料を塗布する場合、摩耗速度は5〜10倍速くなることがあります。また、圧力の急上昇、キャビテーション、化学的不適合もチェックしてください。
Q4: 使い古されたノズルをリフレッシュする方法はありますか?
大口径ノズル(>2mmオリフィス)については、一部のメーカーがオリフィスの再加工サービスを提供しています。精密なファインスプレーノズル(<1 mm)の場合、一般的にコスト効率が良くありません。交換はリファービッシュよりも安価です。
Q5: タングステンカーバイドとシリコンカーバイドのどちらを選ぶべきですか?
どちらも優れた耐摩耗性を持っています。タングステンカーバイドはより丈夫(脆さが少なく)、高圧用途や圧力スパイクのあるシステムに適しています。炭化ケイ素は酸性媒体での耐腐食性が優れています。摩耗と腐食の両方が懸念される場合は、炭化シリコンが好まれます。摩耗だけなら、タングステンカーバイドの方が頑丈です。
Q6: ノズルの摩耗は安全上の問題を引き起こすことがありますか?
はい。高圧システム(>1,000 PSI)では、著しく摩耗したノズルは壊滅的な故障を起こし、高速流体ジェットを放出することがあります。可燃性コーティングでは、これが点火源や霧爆発の危険を生じさせることがあります。ノズルは寿命が切れる前に必ず交換してください。
9.結論と今後のステップ
コーティング厚みの不均一さは、単一の変数だけの問題であることは稀です。圧力変動やノズルの摩耗が相互作用し、単純なトラブルシューティングは効果を発揮しません。ここで示した診断プロトコル—ベースライン流量試験、圧力記録、パターン評価、材料TCO分析—に従うことで、根本原因を体系的に特定し、データに基づく保守判断を行うことができます。
主なポイント:
- 流量は圧力の平方根に比例し、線形ではなく、誤解が原因で誤診が生じます。
- 流量が10〜15%増加すると、たとえスプレーが「見た目は問題なくても」ノズルの摩耗が大きくなることを示すことが多いです。
- 圧力CVが2%未満であることは、±5%の厚さ制御が必要なコーティング作業において不可欠です。
- タングステンカーバイドノズルは、初期コストが高いにもかかわらず、研磨コーティング用途において総所有コストを60〜90%削減できます。
- 予測保守(200〜500時間ごとに流量試験)は、運転中の故障を防ぎ、スクラップを減らす。
推奨される次の行動:
- ノズルマニホールド入口にデータログ圧力トランスデューサーを設置します。継続的なモニタリングが定期的なゲージチェックに勝ります。
- 現在の構成のすべてのノズルの基準流量を設定する;500時間ごとに再テストしてください。
- 最も摩耗の激しい位置でカーバイドまたはセラミックノズルへのアップグレードに対するTCO(総消費コスト)を計算します。
- ノズル交換のたびに設置日、基準流量、故障までの時間を記録し、このデータを用いて交換間隔を絞り込む。
- 圧力CVが5%を超える場合は、ノズル交換前にポンプとレギュレーターの診断を優先してください。
用途特化したノズル選択支援、摩耗寿命試験、現地流量診断については、当社のフィールドアプリケーションエンジニアリングチームまでお問い合わせください。繰り返し発生する厚さ変動問題があるコーティングラインに対して、無料のベースラインフローマッピングを提供しています。